La desgasificación eficaz no es opcional; es el paso de pretratamiento más crítico que separa directamente los componentes estructurales de aluminio de alta integridad de la chatarra. Si no se consigue reducir el contenido de hidrógeno por debajo de un umbral crítico (normalmente 0,15 ml de H₂ por 100 g de Al), se produce una porosidad catastrófica, se reducen drásticamente las propiedades mecánicas (especialmente la ductilidad y la resistencia a la fatiga) y se producen importantes pérdidas económicas. El estándar del sector, y el método más eficaz, implica la desgasificación por impulsor rotativo (RID), a menudo utilizando una mezcla de gas argón (Ar) y/o nitrógeno (N₂), junto con la medición de hidrógeno en tiempo real utilizando los sistemas tipo Telegas o AlScan para un control preciso del proceso. Para ADtech, alcanzar el máximo rendimiento significa adoptar este enfoque integrado, garantizando el mínimo gas disuelto y el máximo rendimiento en aplicaciones exigentes como la automoción y la industria aeroespacial.
Por qué es necesario desgasificar el aluminio
El aluminio tiene una propiedad metalúrgica única: su solubilidad para el hidrógeno gaseoso disminuye drásticamente al pasar de su estado fundido (líquido) a su estado sólido.
| Estado | Solubilidad del hidrógeno (aprox. a presión atmosférica) |
| Líquido (~700°C) | ~0,69 mL / 100g Al |
| Sólido (~660°C) | ~0,04 mL / 100g Al |
A medida que el metal se enfría y se solidifica en el molde, el exceso de hidrógeno, incapaz de permanecer en solución, se precipita y forma burbujas microscópicas. Este fenómeno, conocido como porosidad gaseosa, compromete gravemente la resistencia y el acabado superficial del componente final. Las fuentes de este hidrógeno disuelto incluyen la humedad en la atmósfera del horno, los materiales de fundente húmedos, las herramientas húmedas y la oxidación superficial de los materiales de carga.

El espectro de los métodos de desgasificación del aluminio
El objetivo principal de cualquier proceso de desgasificación es introducir un gas inerte (el gas de barrido) en la masa fundida, donde puede absorber el hidrógeno disuelto y llevarlo a la superficie.
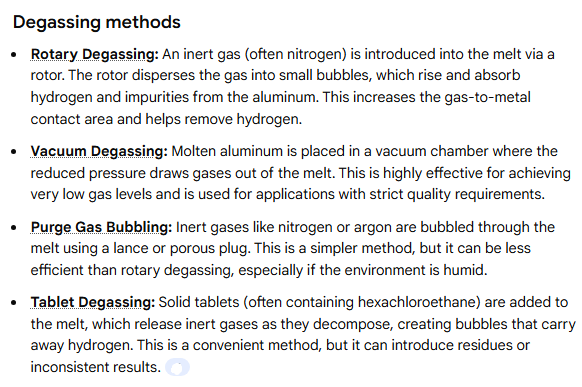
Eliminación del hidrógeno: Tres estrategias principales
Desgasificación de fundentes (histórica y complementaria)
Históricamente, esto implicaba sumergir pastillas sólidas o polvos (fundentes) que contenían compuestos con cloro o flúor (por ejemplo, hexacloroetano, C₂Cl₆) en la masa fundida. La reacción química libera Cl₂ gaseoso naciente, que es un eliminador extremadamente eficaz pero genera una importante y nociva emisión de humos (contaminación atmosférica). Aunque hoy en día es menos común como método principal, se siguen utilizando fundentes especializados no tóxicos para complementar los métodos mecánicos, eliminando simultáneamente los óxidos y los restos de gas de menor importancia.
Punción estacionaria con gas inerte (método básico)
Se trata del método más sencillo, que consiste en hacer burbujear un gas inerte (normalmente N₂ o Ar) a través de una lanza (tubo) sumergida en la masa fundida.
-
Pros: Bajo coste de capital, funcionamiento sencillo.
-
Contras: Baja eficacia debido al tamaño grande y no uniforme de las burbujas. Las burbujas grandes tienen una mala relación superficie-volumen, lo que provoca un mal contacto gas-metal y largos tiempos de procesado. También da lugar a una elevada turbulencia del metal y a la formación de escoria.
Desgasificación por impulsor rotativo (RID) (estándar del sector)
Es el método más eficaz y el más extendido en todo el mundo. Un impulsor, normalmente de grafito o carburo de silicio para resistir la corrosión, gira a gran velocidad mientras se bombea un gas inerte (N₂, Ar o una mezcla) a través de un eje hueco hasta la masa fundida.
-
Mecanismo de acción: La rotación cizalla la corriente de gas de entrada en miles de burbujas microscópicas (~50-200 micras). Este aumento masivo de la superficie facilita la rápida difusión del hidrógeno disuelto del aluminio líquido en la superficie de la burbuja. Las pequeñas burbujas, muy dispersas, hacen flotar eficazmente el H₂ y las inclusiones no metálicas (óxidos) hasta la superficie, donde se eliminan como escoria.
| Característica | Estacionario Lancing | Desgasificación por impulsor rotativo (RID) |
| Tamaño de la burbuja | Grande, no uniforme (mm a cm) | Microscópico, uniforme (μm) |
| Eficacia | Bajo (tiempo de tratamiento largo) | Alta (eliminación rápida de H₂) |
| Formación de escoria | Alta (debido a turbulencias graves) | Baja (acción de mezcla suave) |
| Duración del proceso | 20 min o más | De 5 a 10 minutos normalmente |
Control y optimización avanzados de la desgasificación
Para cumplir los estrictos requisitos de calidad de las aleaciones modernas, los parámetros del proceso deben controlarse con precisión. Los parámetros clave para el RID son:
-
Velocidad del rotor: Las velocidades más altas (por ejemplo, de 400 a 600 RPM) aumentan el cizallamiento de las burbujas y la eficacia, pero las velocidades excesivamente altas pueden reintroducir turbulencias y escoria. La velocidad óptima equilibra la eficacia de la desgasificación con el control de la formación de escoria.
-
Caudal de gas: Se mide en litros por minuto (LPM). El caudal debe ser suficiente para establecer la densidad de burbuja requerida sin una agitación excesiva de la masa fundida. Un rango típico para un crisol de 1000 kg es de 10-20 LPM.
-
Tiempo de tratamiento: Depende directamente del contenido inicial de hidrógeno y de la pureza de la aleación. El proceso se detiene cuando se confirma la concentración de hidrógeno deseada mediante medición.
Nota de optimización del proceso: El intervalo de temperatura óptimo para la desgasificación suele ser de 710°C a 730°C. El tratamiento a temperaturas más bajas reduce la velocidad de reacción, pero a veces es necesario para aleaciones específicas o piezas fundidas de pared delgada.
Técnicas de medición: Cuantificación del hidrógeno disuelto
La desgasificación es inútil sin una medición cuantitativa y fiable de la concentración de hidrógeno disuelto antes y después del tratamiento. Estas mediciones proporcionan los datos necesarios para ajustar el proceso y garantizar la calidad.
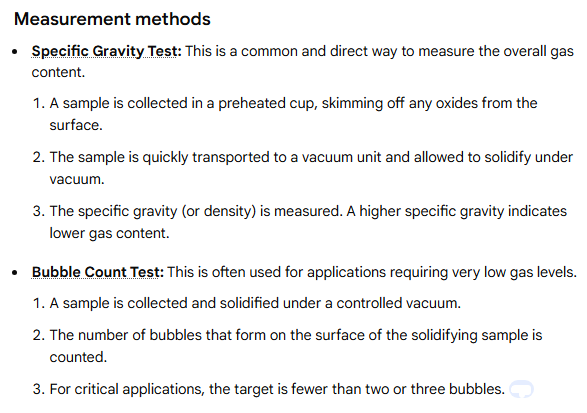
La prueba de presión reducida (RPT) (cualitativa/semicuantitativa)
El RPT es una prueba sencilla y rentable que se utiliza en la planta de fundición para evaluar la eficacia del tratamiento de desgasificación.
-
Método: Se vierte una pequeña muestra de aluminio fundido en un crisol de acero, que se coloca inmediatamente dentro de una cámara de vacío. Se reduce la presión (normalmente a 80 milibares) y se deja que la muestra se solidifique al vacío.
-
Interpretación de los resultados: La reducción de la presión externa hace que el hidrógeno disuelto salga de la solución de forma más agresiva, formando poros más grandes y visibles dentro de la muestra en solidificación.
-
Alta porosidad: Indica una mala desgasificación (alto contenido en H₂).
-
Baja porosidad/Superficie lisa: Indica una buena desgasificación.
-
-
Limitación: Es una prueba cualitativa; sólo proporciona un índice del contenido de gas, no un valor numérico exacto (por ejemplo, mL / 100g).
Medición directa de hidrógeno (cuantitativa: Telegas/AlScan)
Estos instrumentos proporcionan lecturas precisas, cuantitativas y en tiempo real del hidrógeno disuelto, lo que permite un control crítico del proceso.
-
Mecanismo (principio): Utilizan un gas portador inerte (a menudo Ar) que se hace pasar por un sensor de electrolito sólido altamente selectivo y resistente al aluminio fundido (por ejemplo, ZrO₂ estabilizado con CaO). El hidrógeno gaseoso disuelto en el aluminio se difunde en la corriente de gas portador, y el sensor mide la presión parcial de H₂ en el gas portador, que es directamente proporcional a la concentración de H₂ disuelto en el fundido (ley de Henry).
-
Ventajas:
-
Precisión: Proporciona un valor en mL / 100g Al (por ejemplo, 0,12 mL / 100g).
-
Velocidad: Las mediciones se realizan en cuestión de minutos, lo que permite obtener información inmediata y ajustar los procesos.
-
Calibración: Alta precisión cuando se calibra correctamente, satisfaciendo las necesidades de especificaciones exigentes.
-
Eliminación de inclusiones y limpieza metalúrgica
La desgasificación está intrínsecamente ligada a la eliminación de inclusiones, ya que las burbujas de gas inerte actúan como lugares de captura de partículas no metálicas, como el óxido de aluminio (Al₂O₃), el óxido de magnesio (MgO) y las espinelas. El objetivo es lograr una limpieza metalúrgica superior.
El papel de los filtros en la calidad final
Mientras que la desgasificación elimina las inclusiones flotantes, los filtros son esenciales para eliminar las partículas microscópicas en suspensión que podrían convertirse en defectos perjudiciales en el producto final.
-
Filtros de espuma cerámica (CFF): El tipo más común, que actúa como filtro de lecho profundo para atrapar partículas. Se clasifican por tamaño de poro (por ejemplo, 30 PPI, 50 PPI).
-
Filtros de partículas aglomeradas (BPF): Se utiliza para aplicaciones de pureza extremadamente alta, proporcionando una eficacia de filtración superior.
| Componente Requisito | Desgasificación/fusión inicial | Filtración (CFF/BPF) |
| Eliminación de hidrógeno | Función principal | Secundaria/Ninguna |
| Grandes inclusiones (escoria) | Eliminación primaria | Captura de remanentes |
| Microinclusiones | Eliminación secundaria (depuración) | Función principal |
Estudio de caso: Fabricación de componentes estructurales de automoción en el Medio Oeste de EE.UU.
| Parámetro | Detalle |
| Ubicación | Medio oeste de EE.UU., gran proveedor de componentes de automoción (socio de ADtech) |
| Periodo de tiempo | Q3-Q4 2024 |
| Componente | Torre de suspensión de fundición a alta presión (HPDC) (aleación de aluminio A356) |
| Desafío inicial | 12% tasa de rechazo debida a la porosidad subsuperficial (Pinholes). |
| Pretratamiento | Punción estacionaria (N₂ a 15 LPM durante 20 min). |
| Lectura de hidrógeno (antes del cambio) | Media 0,28 ml / 100 g |
| Solución aplicada | Cambiado a ADtech Sistema de desgasificación por impulsor rotativo. Parámetros: N₂ a 12 LPM, Velocidad del rotor 450 RPM, Tiempo de tratamiento 8 min. |
| Lectura de hidrógeno (después del cambio) | Media 0,11 ml / 100 g |
| Resultado | El índice de rechazo debido a la porosidad se redujo a < 1,5%. Mejora significativa de las propiedades mecánicas (por ejemplo, aumento de 20% de la resistencia a la tracción). |
Este caso demuestra que la inversión en una desgasificación precisa y controlada mediante impulsor rotativo se justifica por la reducción inmediata y sustancial de los residuos y la mejora de la calidad del producto. La capacidad de lograr un contenido de hidrógeno constantemente bajo es primordial para la calidad de la fundición.
Preguntas frecuentes sobre la desgasificación del aluminio
P1: ¿Cuál es el principal gas que hay que eliminar del aluminio fundido?
A: El principal gas que debe eliminarse del aluminio fundido es hidrógeno (H₂). La alta solubilidad del aluminio para el H₂ en estado líquido, combinada con una drástica disminución de la solubilidad tras la solidificación, es la causa principal de la porosidad gaseosa en las piezas fundidas.
P2: ¿Cuál es el nivel de hidrógeno objetivo para las piezas moldeadas de aluminio de alta calidad?
A: El nivel objetivo aceptable para piezas de fundición de aluminio de alta calidad, estancas a la presión y estructurales suele ser inferior a 0,15 mL de H₂ por 100g de Al. Para piezas aeroespaciales o de automoción de alta calidad muy críticas, pueden especificarse niveles tan bajos como 0,08 mL / 100g.
P3: ¿Afecta la temperatura de la masa fundida al proceso de desgasificación?
A: Sí. Las temperaturas más altas aumentan la solubilidad del hidrógeno (lo que dificulta su eliminación), pero también reducen la viscosidad de la masa fundida, lo que aumenta la velocidad de difusión del hidrógeno y la movilidad de las burbujas. La desgasificación óptima suele realizarse justo por encima de la temperatura de colada, normalmente entre 710 °C y 730 °C.
P4: ¿Qué es la escoria y por qué la desgasificación está relacionada con su eliminación?
A: Escoria es la capa de óxidos metálicos y materia atrapada (inclusiones) que se forma en la superficie del aluminio fundido. Las burbujas de gas inerte generadas durante la desgasificación, en particular mediante el método del impulsor rotativo, recogen estas inclusiones no metálicas y las hacen flotar hasta la superficie, donde pasan a formar parte de la capa de escoria, mejorando así la limpieza metalúrgica.
P5: ¿Qué gas inerte es mejor para la desgasificación, el argón (Ar) o el nitrógeno (N₂)?
A: Ambos son eficaces. Nitrógeno suele ser más rentable. Argón para las aleaciones Al-Mg, ya que el nitrógeno puede reaccionar con el magnesio y formar nitruros (Mg₃N₂), aunque esto es poco frecuente a las temperaturas de desgasificación habituales. Muchas fundiciones utilizan una combinación o cambian en función del coste y del tipo de aleación.
P6: ¿Cuál es el ajuste de LPM en un desgasificador rotativo?
A: LPM significa litros por minuto, y es la medida del caudal de gas inerte en el aluminio fundido. Este caudal es una variable crítica del proceso que debe ajustarse en función del volumen de la masa fundida y del contenido inicial de hidrógeno.
P7: ¿Se puede desgasificar demasiado el aluminio?
A: Aunque la desgasificación excesiva es técnicamente posible, el principal riesgo no es la eliminación de gas, sino el tiempo de procesamiento innecesario, el aumento del consumo de energía y la formación excesiva de escoria causada por la agitación prolongada, que puede atrapar óxidos de nuevo en la masa fundida. El proceso debe detenerse inmediatamente cuando se confirme el contenido de hidrógeno objetivo mediante una medición cuantitativa.
P8: ¿Cuál es la mayor ventaja de la desgasificación por impulsor rotativo sobre la fundente?
A: La mayor ventaja es el cumplimiento de las normas medioambientales y de seguridad. El RID utiliza gases limpios e inertes (N₂ o Ar) y genera una contaminación atmosférica mínima, a diferencia de los fundentes a base de cloro, que producen humos peligrosos y corrosivos. Además, el RID es mucho más eficaz a la hora de eliminar el hidrógeno.
P9: ¿Cómo puedo comprobar el rendimiento de mi máquina de desgasificación?
A: El rendimiento de la máquina se comprueba midiendo el contenido de hidrógeno disuelto. antes de y después de el tratamiento utilizando un instrumento cuantitativo (como una sonda Telegas o AlScan) y calculando el eficacia de eliminación del hidrógeno. El mantenimiento y la calibración periódicos del rotor y el eje también son fundamentales para mantener el rendimiento.
P10: ¿Qué son los “poros” en la fundición de aluminio?
A: Agujeros son pequeños huecos o poros esféricos en el metal fundido, normalmente cerca de la superficie. Son el resultado directo de la precipitación de gas hidrógeno disuelto atrapado durante la solidificación, y su presencia es el indicador visual más común de una desgasificación inadecuada.
El compromiso de ADtech con la integridad de la fundición
Para las empresas centradas en componentes de alta especificación, especialmente en los sectores de la movilidad eléctrica y aeroespacial, la adopción del mejor tratamiento de metal fundido de su clase es una necesidad competitiva. La utilización combinada de la desgasificación controlada por impulsor rotativo de alta eficiencia y la medición directa y precisa del hidrógeno ofrece el máximo grado de control de calidad y eficiencia operativa. ADtech proporciona los equipos avanzados y el asesoramiento técnico necesarios para mantener el contenido de hidrógeno por debajo de los umbrales críticos de la industria, garantizando unas propiedades mecánicas superiores y unos defectos relacionados con la porosidad casi nulos. Esta dedicación a la precisión metalúrgica define el nuevo estándar para la integridad de la fundición de aluminio.
