Feuerfester Mörtel ist ein Hochtemperatur-Bindemittel, das speziell entwickelt wurde, um extremer Hitze, Temperaturschwankungen und chemisch aggressiven Umgebungen standzuhalten, in denen herkömmlicher Portlandzement vollständig versagen würde. Er besteht in erster Linie aus feuerfesten Zuschlagstoffen wie kalziniertem Schamott, Kieselerde, Tonerde oder Siliziumkarbid - kombiniert mit Bindemitteln - und erhält die strukturelle Integrität bei Temperaturen von 900°C bis weit über 1800°C (1650°F bis 3270°F), je nach Rezeptur. Er dient als kritische Verbindungsmasse zwischen feuerfesten Steinen, gießbaren Blöcken und Keramikfasermodulen in Öfen, Brennkammern, Kesseln, Verbrennungsanlagen und petrochemischen Reaktoren. Ohne die richtige Auswahl und Anwendung von feuerfestem Mörtel würden selbst die hochwertigsten feuerfesten Steininstallationen unter industriellen Betriebsbedingungen schnell versagen.
Wenn Ihr Projekt die Verwendung von feuerfestem Mörtel erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Wir haben mit Keramikingenieuren, Ofenbetreibern und Beschaffungsteams in verschiedenen Industriezweigen zusammengearbeitet, und eine Feststellung fällt immer wieder auf: Die Auswahl des feuerfesten Mörtels wird im Vergleich zur Auswahl der feuerfesten Steine selbst häufig unterschätzt. Das ist ein kostspieliger Fehler. Das Fugenmaterial - das bis zu 15% der Gesamtmasse einer feuerfesten Auskleidung ausmachen kann - hat direkten Einfluss auf die thermische Effizienz, die strukturelle Langlebigkeit und die Wartungszyklen.
Was macht einen Mörtel “feuerfest”?
Das Wort “refraktär” selbst stammt aus dem Lateinischen refractarius, Das Wort "feuerfest" bedeutet "hartnäckig" oder "widerstandsfähig" - und genau das sind diese Materialien auch. Ein Mörtel gilt als feuerfest, wenn er bei anhaltend hohen Temperaturen, die gewöhnliche Baukleber oder Zemente zerstören würden, seine mechanische Haftfestigkeit und chemische Stabilität beibehält.
Herkömmlicher Portlandzement beginnt bei etwa 300 °C seine Festigkeit zu verlieren und zersetzt sich bei etwa 600 °C vollständig. Feuerfester Mörtel hingegen erreicht seine eigentliche Gebrauchsfestigkeit über Brennen. Durch die Wärmebehandlung werden Sinter- und keramische Bindungsreaktionen ausgelöst, die bei herkömmlichen Mörteln völlig fehlen.
Die wichtigsten Kriterien für die Klassifizierung der Refraktärität
Damit ein Mörtel nach internationalen Normen (ISO 1927, ASTM C71) als feuerfest eingestuft werden kann, muss er mehrere wichtige Kriterien erfüllen:
- Refraktärität unter Last (RUL): Das Material darf sich unter mechanischer Belastung bei Betriebstemperatur nicht wesentlich verformen.
- Pyrometrisches Kegeläquivalent (PCE): Mindestkonuswert von SK 26 (ca. 1580°C) für die meisten Industriesorten.
- Permanente lineare Veränderung (PLC): Die Maßänderung nach dem Brennen muss innerhalb akzeptabler Grenzen bleiben (normalerweise weniger als ±2%).
- Kaltstauchfestigkeit (CCS): Ausreichende Druckfestigkeit nach dem Brennen, um die Integrität der Verbindung zu erhalten.
- Chemische Beständigkeit: Beständigkeit gegen Schlacke, Gase und das Eindringen von geschmolzenem Metall.
Wir haben zahlreiche Formulierungen in kontrollierten Laborumgebungen getestet und festgestellt, dass selbst innerhalb der Kategorie “feuerfest” der Leistungsunterschied zwischen einem mittelmäßigen und einem hochwertigen Mörtel unter identischen Temperaturwechselbedingungen dramatisch sein kann. Die Auswahl allein nach dem Preis, ohne diese Kriterien zu kennen, ist ein häufiger und vermeidbarer Fehler.

Chemische Zusammensetzung und Rohstoffe
Die spezifischen Eigenschaften jedes feuerfesten Mörtels ergeben sich direkt aus seiner chemischen Zusammensetzung. Das Verständnis der Rolle der einzelnen Komponenten hilft Ingenieuren und Beschaffungsspezialisten, fundierte Kaufentscheidungen zu treffen.
Primäre feuerfeste Gesteinskörnungen
| Rohmaterial | Al₂O₃-Gehalt | Maximale Betriebstemperatur | Wichtigste Eigenschaft |
|---|---|---|---|
| Schamotte (gebrannt) | 25-45% | 1350-1500°C | Kostengünstig, moderate Belastung |
| Aggregat mit hohem Tonerdegehalt | 45-90% | 1500-1750°C | Hohe Festigkeit, Temperaturwechselbeständigkeit |
| Kieselerde (Ganister) | 93-97% SiO₂ | 1650-1700°C | Ausgezeichnete Volumenstabilität bei hohen Temperaturen |
| Geschmolzene Tonerde | 95-99% Al₂O₃ | Bis zu 1800°C | Erstklassige Qualität, hoher Reinheitsgrad |
| Siliziumkarbid (SiC) | — | 1400-1700°C | Außergewöhnliche Wärmeleitfähigkeit |
| Magnesia (MgO) | — | 1700-2000°C | Chemische Grundlagen, Schlackenbeständigkeit |
| Chromit | — | 1600-1800°C | Hervorragend geeignet für die Stahlerzeugung |
| Zirkoniumdioxid (ZrO₂) | — | Bis zu 2200°C | Ultra-Hochtemperatur-Spezialeinsatz |
Sekundärkomponenten und Bindemittel
Neben dem feuerfesten Zuschlagstoff bestimmt das Bindemittelsystem, wie sich der Mörtel beim Einbau und beim ersten Aufheizen verhält:
Hydraulische Bindemittel: Calciumaluminatzement (CAC) ist das am häufigsten verwendete hydraulische Bindemittel in feuerfesten Mörteln. Er bietet Grünfestigkeit (Festigkeit vor dem Brennen) durch eine hydraulische Abbindereaktion mit Wasser. Tonerdezement mit hohem Al₂O₃-Gehalt (70%+) zeigt bei erhöhten Temperaturen deutlich bessere Leistungen als Standard-Tonerdezement 40%.
Chemische Bindemittel: Natriumsilikat, Phosphorsäure und kolloidales Siliziumdioxid fungieren als chemische Bindemittel, die durch chemische Reaktion und nicht durch hydraulische Härtung aushärten. Sie sind besonders wertvoll in lufthärtenden Mörteln, die für Ausbesserungs- und Reparaturarbeiten verwendet werden.
Organische temporäre Bindemittel: Zusätze von Dextrin, Melasse oder organischen Polymeren sorgen für Verarbeitbarkeit und Grünfestigkeit während des Einbaus und brennen dann beim ersten Brand sauber aus, ohne schädliche Rückstände zu hinterlassen.
Feine Matrix-Füllstoffe: Mikrokieselsäure (Silicastaub), reaktive Tonerde und Flugasche füllen die Lücke zwischen den Körnern der Zuschlagstoffe, verbessern die Dichte und die chemische Beständigkeit und verringern die Porosität.
Tonerdegehalt als Klassifizierungsmaßstab
Der Tonerdegehalt (Al₂O₃-Prozent) dient als primäre Klassifizierungsachse für die meisten feuerfesten Mörtel:
| Klassifizierung | Al₂O₃ % | Temperaturbereich | Typische Anwendung |
|---|---|---|---|
| Schamottesorte | 25-45% | Bis zu 1350°C | Ziegelöfen, Schornsteine |
| Semi-Silica | < 30% mit hohem SiO₂-Gehalt | Bis zu 1500°C | Fundamente für Glaswannen |
| Hohe Tonerde (niedrig) | 45-60% | Bis zu 1600°C | Zement-Drehrohröfen |
| Hohe Tonerde (mittel) | 60-75% | Bis zu 1700°C | Stahlpfannen, Elektrolichtbogenöfen |
| Hoch-Aluminiumoxid (Hoch) | 75-90% | Bis zu 1780°C | Hochofen-Warmluftöfen |
| Korund Grad | 90-99% | Bis zu 1850°C | Rohre für petrochemische Reformer |
| Höchste Reinheit | 99%+ | Bis zu 2000°C | Speziallabor und Luft- und Raumfahrt |
Arten von feuerfestem Mörtel erklärt
Die Klassifizierung feuerfester Mörtel erfordert das Verständnis zweier sich überschneidender Systeme: Klassifizierung nach Einstellmechanismus und Klassifizierung durch chemischer Charakter. Beide sind aus unterschiedlichen Gründen wichtig.
Klassifizierung nach Einstellungsmechanismen
Lufthärtender feuerfester Mörtel
Lufthärtende Mörtel härten aus und entwickeln ihre anfängliche Festigkeit durch chemische Reaktionen, die bei Umgebungstemperatur stattfinden - es ist keine äußere Wärme erforderlich, um die Aushärtung einzuleiten. Der Bindungsmechanismus beinhaltet in der Regel die Reaktion von chemischen Bindemitteln auf Natriumsilikat- oder Phosphatbasis mit Aluminiumoxid- oder Kieselerdeteilchen.
Vorteile:
- Kann für Reparaturarbeiten an teilweise gekühlten Geräten verwendet werden.
- Entwickelt innerhalb weniger Stunden eine brauchbare Arbeitskraft.
- Geeignet für Bereiche, die nicht ohne Weiteres nachgebrannt werden können.
Beschränkungen:
- Im Allgemeinen geringere Endfestigkeit im Vergleich zu heißhärtenden Typen.
- Kann anfällig für Feuchtigkeitsangriffe sein, wenn es vor dem Einsatz nicht vollständig getrocknet wird.
Hitzehärtender feuerfester Mörtel
Wärmehärtende Mörtel beruhen auf Sinter- oder keramischen Bindungsreaktionen, die erst aktiviert werden, wenn die Anlage eine Mindestbrenntemperatur erreicht - in der Regel zwischen 800°C und 1200°C. Vor dem Brennen haben die Fugen nur eine minimale mechanische Festigkeit und müssen sorgfältig behandelt werden.
Diese Kategorie repräsentiert die Mehrheit der Hochleistungs-Feuerfestmörtel, die in der Stahl-, Zement- und Glasherstellung verwendet werden. Die endgültige Verbindung ist eine echte keramische Verbindung mit überlegener Festigkeit und chemischer Beständigkeit im Vergleich zu lufthärtenden Alternativen.
Hydraulisch abbindender feuerfester Mörtel
Hydraulisch abbindende Mörtel sind eine Untergruppe, die Calciumaluminatzement als Bindemittel verwendet. Sie kombinieren die Vorteile einer schnellen Entwicklung der Grünfestigkeit (durch Zementhydratation) mit der keramischen Hochtemperaturbindung, die sich während der Nutzung entwickelt. Sie sind besonders beliebt in Situationen, die sowohl einen schnellen Einbau als auch anspruchsvolle Betriebsbedingungen erfordern.
Klassifizierung nach chemischen Merkmalen
Saure feuerfeste Mörtel
Diese Mörtel bestehen überwiegend aus Siliziumdioxid (SiO₂) und widerstehen dem Angriff von sauren Schlacken und Flussmitteln. Sie werden häufig in Glasöfen, bei der Verhüttung von Nichteisenmetallen und in Koksofenbatterien verwendet. Sie dürfen nicht mit basischen feuerfesten Materialien in Berührung kommen, da eine Verunreinigung zum eutektischen Schmelzen und zum Versagen der Verbindungen führt.
Grundlegende feuerfeste Mörtel
Basische Feuerfestmörtel aus Magnesia (MgO), Dolomit oder Chrom-Magnesia-Mischungen sind beständig gegen alkalische Schlacken und unverzichtbar in Stahlkonvertern, Elektrolichtbogenöfen und Zementdrehrohröfen, in denen die Chemie der basischen Flussmittel dominiert.
Neutrale feuerfeste Mörtel
Formulierungen mit hohem Aluminiumoxid- und Chromgehalt, die sowohl sauren als auch basischen Umgebungen standhalten. Diese sind die vielseitigste Kategorie und die am häufigsten spezifizierte in modernen Industrieanlagen, in denen gemischte Schlackenchemie oder wechselnde Prozessbedingungen zu Unsicherheiten führen.
Spezielle feuerfeste Mörteltypen
| Spezialität Typ | Hauptmerkmal | Primäre Anwendung |
|---|---|---|
| Kohlenstoff/Graphit-Mörtel | Elektrisch leitfähig, nicht benetzend | Hochofenöfen, Aluminiumhütten |
| Isoliermörtel | Geringe Wärmeleitfähigkeit | Stützfutterschichten, Ofenkronen |
| Gießbarer feuerfester Mörtel | Frei fließend oder vibrationsgegossen | Komplexe Formen, monolithische Verkleidungen |
| Phosphatgebundener Mörtel | Ausgezeichnete chemische Beständigkeit | Stahlpfannen, Induktionsöfen |
| Kolloidales Siliziumdioxid-gebunden | Ultra-niedriger Zement, hohe Reinheit | Petrochemie, Halbleiterverarbeitung |
| Spritzmörtel | Spezifische Partikelgröße für die Sprühanwendung | Notreparaturen, großflächige Reparaturen |
Wichtige physikalische und thermische Eigenschaften
Das Verständnis der messbaren Leistungsmerkmale von feuerfestem Mörtel ist sowohl für die technische Spezifikation als auch für die Qualitätskontrolle bei der Beschaffung unerlässlich.
Kritische thermische Eigenschaften
Refraktärität (PCE-Rating):
Bei der pyrometrischen Kegeläquivalenzprüfung wird die Temperatur gemessen, bei der sich ein Prüfkegel unter seinem eigenen Gewicht verformt. Dieser Wert gibt die absolute obere Temperaturgrenze des Materials an. Die meisten handelsüblichen feuerfesten Mörtel reichen von PCE 26 (1580°C) bis PCE 38 (1820°C).
Widerstandsfähigkeit gegen thermische Schocks:
Diese Eigenschaft misst die Fähigkeit eines Materials, schnellen Temperaturschwankungen ohne Rissbildung standzuhalten. Sie wird durch die Wärmeleitfähigkeit, den Wärmeausdehnungskoeffizienten und den Elastizitätsmodul bestimmt. Mörtel mit einem niedrigeren Elastizitätsmodul und einer höheren Wärmeleitfähigkeit schneiden bei Temperaturwechseln im Allgemeinen besser ab.
Wärmeleitfähigkeit:
Die Spanne reicht von etwa 0,3 W/m-K für Isoliermörtel bis zu über 4 W/m-K für Formulierungen auf Siliziumkarbidbasis. Diese Eigenschaft wirkt sich direkt auf die Berechnung der Wärmeverluste bei der Modellierung der Energieeffizienz von Öfen aus.
Wärmeausdehnungskoeffizient (CTE):
Der WAK des Mörtels muss sorgfältig auf den angrenzenden feuerfesten Stein abgestimmt werden, um unterschiedliche Ausdehnungsspannungen zu vermeiden, die die Fugen während der Aufheiz- und Abkühlzyklen öffnen können. Eine Fehlanpassung ist eine der Hauptursachen für ein vorzeitiges Versagen der Fugen.
Kritische mechanische Eigenschaften
| Eigentum | Prüfverfahren | Typischer Bereich | Einheiten |
|---|---|---|---|
| Kaltstauchfestigkeit (CCS) | ASTM C133 | 5-80 | MPa |
| Bruchmodul (MOR) | ASTM C133 | 1-15 | MPa |
| Permanente lineare Veränderung (PLC) | ASTM C210 | -0,5 bis +1,5 | % |
| Offensichtliche Porosität | ASTM C20 | 15-30 | % |
| Schüttdichte | ASTM C20 | 1.8-3.2 | g/cm³ |
| Wasserabsorption | ISO 5017 | 5-15 | % |
Chemische Beständigkeit Eigenschaften
Schlackenbeständigkeit:
Die Bewertung erfolgt durch standardisierte Schlackenbechertests oder Drehtrommelversuche. Die Mineralogie der Mörtelmatrix bestimmt, ob sie sauren, basischen oder neutralen Schlackenzusammensetzungen widersteht.
Alkalibeständigkeit:
Entscheidend für Anwendungen in Zementöfen, wo Alkalidämpfe (Kalium- und Natriumverbindungen) kondensieren und feuerfeste Fugen angreifen, was zu Volumenausdehnung und Abplatzungen führt.
Oxidationsbeständigkeit:
Wichtig für kohlenstoffhaltige Mörtel in Stahlanwendungen, bei denen das Eindringen von Sauerstoff zur Entkohlung und zum Verlust der Haftfestigkeit führen kann.
Lesen Sie auch: Feuerfester Mörtel vs. feuerfester Zement.
Wie sich feuerfester Mörtel von normalem Mörtel unterscheidet
Diese Frage stellt sich häufig bei Beschaffungs- und Konstruktionsgesprächen, und die Antwort beinhaltet mehr als nur die Temperaturklasse. Die Unterschiede sind grundlegend und erstrecken sich auf Materialkunde, Anwendungstechnik und Leistungserwartungen.
Seite-an-Seite-Vergleich
| Eigentum | Normaler Portlandmörtel | Feuerfester Mörtel |
|---|---|---|
| Maximale Betriebstemperatur | 200-300°C | 900-2000°C+ |
| Mechanismus der Einstellung | Hydraulisch (Wasser + Zement) | Keramische Sinterung, chemische Bindung |
| Entwicklung der Stärke | Nimmt mit der Temperatur ab | Steigt mit der Temperatur (bis zum Grenzwert) |
| Chemisches System | Kalziumsilikat-Hydrat | Tonerde-Kieselerde, Magnesia, SiC-Systeme |
| Porosität | 10-20% | 15-30% (ausgelegt für thermische Eigenschaften) |
| Kosten | Niedrig ($0,10-0,50/kg) | Mäßig bis hoch ($2-100+/kg) |
| Haltbarkeitsdauer | 12-24 Monate | 6-18 Monate (trocken), 3-6 Monate (Vormischung) |
| Bewerbung Geschicklichkeit | Grundlegendes Mauerwerk | Erfordert geschulte feuerfeste Installateure |
| Dicke der Fuge | 5-20mm typisch | 1-5 mm für dichte Ziegel, bis zu 25 mm für Isolierung |
| Aushärtungsprozess | Wasserhärtung | Kontrollierter Aufheizzeitplan erforderlich |
Warum Sie das eine nicht durch das andere ersetzen können
Wir haben in der Praxis Fälle erlebt, in denen unerfahrene Bauunternehmer versucht haben, Bauprodukte mit hohen Temperaturwerten - einschließlich einiger hydraulischer Mörtel auf Portlandbasis - in Öfen zu verwenden, wobei sie sich auf falsche Temperaturwerte in den Produktdatenblättern stützten. Diese Installationen scheiterten ausnahmslos während des ersten Brennvorgangs. Der Grund dafür ist einfach: Normaler Mörtel entwickelt seine Festigkeit durch die Bildung von Kalziumsilikathydratgel, das sich bei Temperaturen über 600 °C irreversibel zersetzt. Kein Zusatzstoff und keine Modifikation kann diese grundlegende thermodynamische Beschränkung überwinden.
Industrielle Anwendungen in allen wichtigen Sektoren
Feuerfester Mörtel kommt in fast allen energieintensiven Industrien der Erde zum Einsatz. Die Breite seiner Anwendung ist wirklich bemerkenswert.
Stahl- und Eisenverarbeitung
Die Stahlindustrie ist weltweit der größte Einzelverbraucher von feuerfestem Mörtel. Die Anwendungen umfassen:
Auskleidungen von Hochöfen: Die Herd- und Bosh-Zonen von Hochöfen erreichen Temperaturen von nahezu 1600 °C, wobei sie gleichzeitig geschmolzenem Eisen, Schlacke und unter Druck stehenden Reduktionsgasen ausgesetzt sind. Kohlenstoffgebundene Mörtel mit Graphitzusätzen sind hier Standard.
Seitenwände des Elektrolichtbogenofens (EAF): Mörtel mit hohem Tonerdegehalt und Magnesia-Chrom-Mörtel widerstehen der intensiven Lichtbogenstrahlung und der aggressiven Schlackenchemie. EAF-Betriebskampagnen zwischen Neuzustellungen haben sich durch die verbesserte Mörtelauswahl drastisch verlängert.
Stahlpfannen und Torpedowagen: Tonerde-Magnesia- und Tonerde-Spinell-Mörtel widerstehen den für die sekundäre Stahlerzeugung typischen CaO-FeO-SiO₂-Schlackesystemen.
Tundish Linings: Sprühbeschichtungen und -mörtel auf Magnesiabasis sorgen für sauberen Stahl und minimieren das Kontaminationsrisiko.
Zement- und Kalkindustrie
Zement-Drehrohröfen: Die Brennzone eines Zementofens erreicht 1400-1500°C mit stark basischer, alkalireicher Atmosphäre. Für die Brennzone sind basische Magnesia-Spinell- oder Tonerde-Chrom-Feuerfestmörtel vorgeschrieben, während in kühleren Zonen Schamottequalitäten ausreichen.
Kalkschachtöfen: Vertikale Schachtöfen stellen eine schwierige Kombination aus hoher Temperatur, CO₂-Atmosphäre und mechanischem Abrieb durch die sich bewegende Kalksteinladung dar.
Vorwärmer Zyklontürme: Alkalibeständige Mörtel mit hohem Tonerdegehalt sind hier wegen des aggressiven Alkaliangriffs des Rohmehls entscheidend.
Glasherstellung
Glasschmelztanks: Eine der chemisch aggressivsten Umgebungen für feuerfeste Materialien. Geschmolzenes Glas greift fast alle feuerfesten Oxide bis zu einem gewissen Grad an. Schmelzgegossene AZS-Blöcke (Aluminiumoxid-Zirkoniumdioxid-Siliziumdioxid), die mit einem kompatiblen AZS-Mörtel gebunden sind, sind in hochwertigen Floatglasöfen Standard.
Regenerator Checker Arbeit: In den Regeneratoren werden Siliziumdioxid-Ziegel mit kompatiblem siliziumdioxidreichem Mörtel verwendet, die aufgrund der Anforderungen an die thermischen Zyklen eine außergewöhnliche Fugenqualität erfordern.
Petrochemische und Raffinerie-Industrie
Dampf-Methan-Reformer: Die Träger der Reformerrohre und die Bodenplatten erreichen in einer wasserstoffreichen reduzierenden Atmosphäre 900-1100°C. Hochreine Aluminiumoxidmörtel mit kolloidalen Siliziumdioxid-Bindemittelsystemen werden aufgrund ihrer Widerstandsfähigkeit gegen Wasserstoffangriff und Kohlenstoffablagerung bevorzugt.
Fluid Catalytic Cracking (FCC)-Anlagen: Isolierende und erosionsbeständige feuerfeste Auskleidungen mit kompatiblen Mörteln müssen dem Aufprall von Fließbettkatalysatoren bei 700-800°C standhalten.
Ethylen-Spaltöfen: Die Feuerräume der Strahlungsabschnitte sind mit hochtonerdehaltigen und gießbaren Mörtelsystemen ausgekleidet.
Nichteisen-Metalle
Aluminium-Schmelztiegel: Feuerfeste Mörtel auf Kohlenstoffbasis mit hervorragender Beständigkeit gegen geschmolzenes Aluminium sind unerlässlich. Standard-Oxidmörtel werden von geschmolzenem Aluminium schnell angegriffen.
Kupferumwandler: Basische Magnesia-Chrom-Mörtel eignen sich für Hochtemperaturoxidationsbedingungen und die Chemie der Schlacke.
Retorten aus Zink: Siliziumkarbidmörtel bieten die Wärmeleitfähigkeit und chemische Beständigkeit, die für Zinkdestillationsverfahren erforderlich sind.
Stromerzeugung
Kohlebefeuerte Heizkessel: Isolierende feuerfeste Mörtel kleiden die Ofenwände aus, verringern Wärmeverluste und schützen den Stahlmantel. Die Abriebfestigkeit ist in den Hochgeschwindigkeits-Aschezonen entscheidend.
Müllverbrennungsanlagen zur Energiegewinnung: Die Kombination aus hohen Temperaturen, aggressiven chlorhaltigen Gasen und variabler Wärmezufuhr macht die Auswahl des feuerfesten Mörtels besonders schwierig. Üblich sind Kombinationen aus hoher Tonerde und Siliziumkarbid.
Biomasse-Heizkessel: Ähnlich wie bei der Abfallverbrennung, jedoch mit zusätzlichem Alkaliangriff durch Kaliumverbindungen in der Brennstoffasche.
Wie man den richtigen feuerfesten Mörtel auswählt
Die Auswahlmethodik ist ebenso wichtig wie die Produktkenntnis. Ein systematischer Ansatz verhindert kostspielige Spezifikationsfehler.
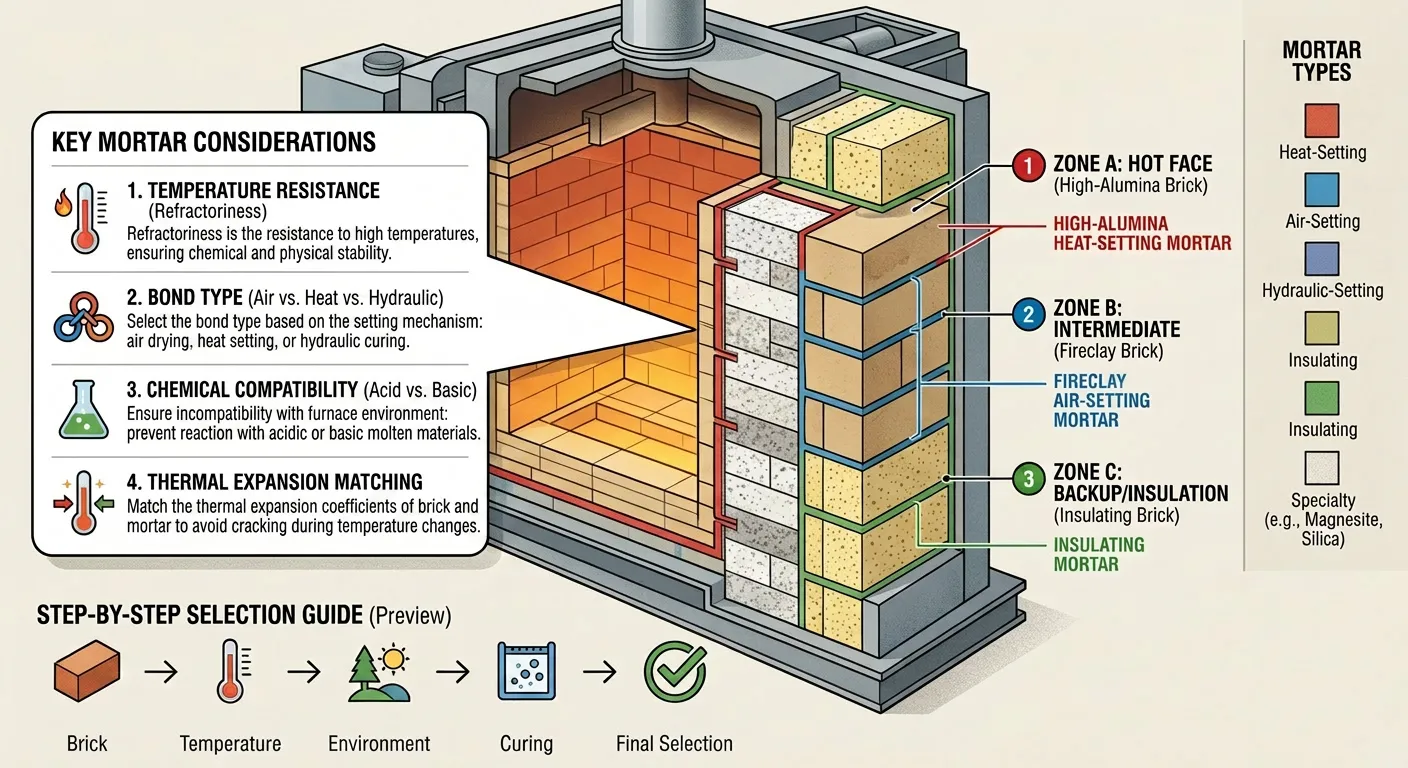
Schritt 1: Definieren des thermischen Betriebsprofils
- Spitzentemperatur (°C)
- Kontinuierliche Betriebstemperatur (°C)
- Anzahl der thermischen Zyklen pro Jahr
- Geschwindigkeit der Temperaturänderung während des Aufheizens/Abkühlens (°C/Stunde)
Schritt 2: Charakterisierung der chemischen Umgebung
- Identifizieren Sie die Schlacken- oder Flussmittelchemie (sauer/basisch/neutral)
- Bestimmen der Gasatmosphäre (oxidierend, reduzierend, neutral, Wasserstoff, CO)
- Beurteilung des Vorhandenseins flüchtiger Stoffe (Alkali, Schwefel, Chlor, Fluor)
Schritt 3: Anpassung an das feuerfeste Steinsystem
Der Mörtel muss mit dem angrenzenden Ziegelstein in Bezug auf die Eigenschaften kompatibel sein:
- Chemische Zusammensetzung (saurer Mörtel mit saurem Ziegel usw.)
- Koeffizient der thermischen Ausdehnung.
- Maximale Betriebstemperatur.
Schritt 4: Überlegen Sie sich die Anwendungsmethode
| Methode der Anwendung | Bevorzugte Mörtelkonsistenz | Einstellung Typ |
|---|---|---|
| Handbutterung (Kelle) | Steife Paste | Einstellung Luft oder Wärme |
| Eintauchen | Gülle (dünn) | Wärmeeinstellung |
| Spritzen (Spray) | Spezifische Abstufung | Einstellung Luft oder Wärme |
| Gießen | Selbstfließend oder vibrationsgegossen | Hydraulisch |
| Stampfen | Trocken oder halbtrocken | Wärmeeinstellung |
Schritt 5: Bewertung der Gesamtbetriebskosten
Beschaffungsteams konzentrieren sich häufig auf die Mörtelstückkosten ($/kg), ohne dabei den Arbeitsaufwand für die Verarbeitung, die Energiekosten während der Aushärtung und die Kosten für die Ausfallzeiten im Zusammenhang mit dem vorzeitigen Versagen der Auskleidung zu berücksichtigen. Wir empfehlen stets, eine Gesamtkostenanalyse vorzulegen, wenn es darum geht, eine hochwertige Mörtelspezifikation gegenüber einer kostengünstigeren Alternative zu rechtfertigen.
Mörtel-Ziegel-Kompatibilitätsmatrix
| Ziegel Typ | Kompatible Mörtelchemie | Unvereinbare Kombinationen |
|---|---|---|
| Schamottestein | Schamottemörtel | Magnesia, Grundmörtel |
| Hochtonerdehaltiger Ziegel | Mörtel mit hohem Tonerdegehalt | Kieselsäurehaltige Mörtel (Hochtemperatur) |
| Kieselerde Ziegel | Quarzmörtel | Tonerdemörtel (eutektisches Risiko) |
| Magnesia-Ziegel | Magnesia-Mörtel | Kieselsäure, Schamottemörtel |
| Kohlenstoff-Ziegel | Kohlenstoff/Graphit-Mörtel | Mörtel auf Oxidbasis |
| AZS-Ziegel | AZS-kompatibler Mörtel | Chrommörtel im Glasservice |
Anwendungsmethoden und bewährte Praktiken
Selbst der hochwertigste feuerfeste Mörtel ist nicht leistungsfähig, wenn die Verarbeitungstechnik schlecht ist. Dies ist ein Bereich, in dem wir bei Installationen vor Ort erhebliche Schwankungen feststellen.
Vorbereitung der Oberfläche
Sauberkeit der Ziegeloberfläche: Die Klebeflächen von feuerfesten Steinen müssen sauber, frei von Staub, losen Partikeln, Ölverschmutzung und absorbierter Feuchtigkeit sein. Das Vornässen von dicht gebrannten Steinen vor dem Auftragen des Mörtels wird für wärmeaushärtende Schlitzmörtel empfohlen - allerdings nur in dem vom Hersteller angegebenen Umfang, da eine zu starke Benetzung die Mörtelmischung an der Fuge verdünnt.
Gemeinsame Maßkontrolle: In den meisten Feuerfestnormen wird die maximale Fugendicke für dichte Schamottesteine mit 1,5-3 mm angegeben. Ein Überschreiten dieser Grenze verringert die strukturelle Leistung der Auskleidung und erhöht die thermische Spannungskonzentration an den Fugen.
Mischen und Konsistenz
Vorgemischte Mörtel in gebrauchsfertigen Behältern müssen vor der Verarbeitung gründlich gemischt werden, um abgesetzte Feststoffe zu rekonstituieren. Trockenmörtel, die auf der Baustelle mit Wasser angemischt werden, müssen die auf dem technischen Datenblatt angegebene Konsistenz erreichen, die in der Regel als Fließfähigkeit oder Eindringvermögen beschrieben wird.
Kritische Warnung: Geben Sie niemals mehr Wasser als angegeben zu, um die Verarbeitbarkeit zu verbessern. Überschüssiges Wasser erhöht die Schrumpfung beim Trocknen, vergrößert die Porosität und verringert die Endfestigkeit.
Anwendungstechniken
Butterungsmethode: Die gebräuchlichste Technik der Handverlegung. Der Mörtel wird mit einer Kelle auf die Ziegelfläche aufgetragen und der Ziegel fest angedrückt. Das Ausdrücken an der Fuge bestätigt die ausreichende Deckung. Überschüssiger Mörtel wird sofort entfernt.
Eintauchmethode: Die Ziegelfläche wird in einen schlämmfähigen Mörtel getaucht. Diese Technik führt zu einer ausgezeichneten Abdeckung und gleichmäßigen Fugendicke. Sie ist besonders effektiv bei wärmeaushärtenden Dünnfugenmörteln im Ofenkranz- und Wandbau.
Mahnwesen Anwendung: Pneumatische Spritzgeräte treiben feuerfesten Mörtel mit hoher Geschwindigkeit gegen eine Oberfläche. Wird für großflächige Anwendungen, Notreparaturen und Bereiche mit eingeschränktem Zugang verwendet. Erfordert speziell formulierte Mörtel mit spezifischer Partikelgröße und Rückprallfestigkeit.
Richtlinien für die Fugendicke
| Ziegel Typ | Empfohlene Fugendicke | Standard-Referenz |
|---|---|---|
| Dichter Schamottestein | 1-3 mm | ASTM C199 |
| Hochtonerdehaltiger Ziegel | 1-2 mm | ISO 8840 |
| Isolierender Schamottestein (IFB) | 2-5 mm | Herstellerangaben |
| Großformatige Formen | 3-6 mm | Projektspezifikation |
| Reparaturen/Flickarbeiten | bis zu 25 mm | Projektspezifikation |
Abbinden und Aushärten: Was beim Brennen wirklich passiert
Die Chemie und Physik der Aushärtung von feuerfesten Mörteln ist komplexer als in den meisten Verlegeanleitungen dargestellt. Das Verständnis dieses Prozesses hilft, die häufigsten Fehler beim Aushärten zu vermeiden.
Stufe 1: Trocknung (Umgebungstemperatur bis 200°C)
In dieser Phase verdampft freies Wasser. Bei zu schnellem Erhitzen kann sich im Inneren der Mörtelfuge ein Dampfdruck aufbauen, der zu explosionsartigen Abplatzungen führen kann - insbesondere bei dichten, niedrigporigen Rezepturen. Die Standardempfehlung lautet, mehrere Stunden bei 100-120 °C zu warten, bevor man fortfährt.
Stufe 2: Freisetzung von gebundenem Wasser (200-600°C)
Chemisch gebundenes Wasser aus Tonhydraten, Calciumaluminathydraten und anderen hydratisierten Phasen wird ausgetrieben. Diese Phase geht häufig mit einer vorübergehenden Verringerung der Festigkeit einher, bevor sich die keramische Bindung zu entwickeln beginnt.
Stufe 3: Entwicklung der keramischen Bindung (600-1200°C)
Durch Sinterungsreaktionen zwischen feinen Matrixpartikeln bilden sich feste keramische Brücken zwischen den Aggregatkörnern. Tonerde-Kieselsäure-Systeme bilden Mullit (3Al₂O₃-2SiO₂) als kritische Bindungsphase. Diese Umwandlung ist im Wesentlichen irreversibel und verleiht hitzehärtenden Mörteln ihre hervorragende Endleistung.
Stufe 4: Vollkonsolidierung (über 1200°C)
Die Endverdichtung und das Phasengleichgewicht werden bei Betriebstemperatur erreicht. Der Mörtel erreicht seine Leistungsspezifikationen. Wiederholte thermische Zyklen verfestigen die Struktur durch fortgesetzte Sinterung weiter.
Empfohlene Aufheizratenrichtlinien
| Temperaturbereich | Maximale Aufheizrate | Empfehlung halten |
|---|---|---|
| Umgebungstemperatur bis 150°C | 20-25°C/Stunde | 4-8 Stunden halten |
| 150°C bis 350°C | 25-30°C/Stunde | 2-4 Stunden halten |
| 350°C bis 600°C | 30-40°C/Stunde | 2 Stunden halten |
| 600°C bis 900°C | 40-50°C/Stunde | 2 Stunden halten |
| Über 900°C | Bis zu 80°C/Stunde | Halten bei maximaler Betriebstemperatur |
Hinweis: Dies sind allgemeine Richtlinien. Befolgen Sie stets den spezifischen Aufheizzeitplan des Mörtelherstellers für die installierte Rezeptur.
Häufige Fehler und wie man sie vermeidet
Nach unserer Erfahrung bei der Überprüfung fehlgeschlagener feuerfester Installationen lassen sich die Fehler in vorhersehbare Kategorien einteilen, von denen die meisten bei ordnungsgemäßer Spezifikation und Einbaupraxis vermeidbar sind.
Rissbildung in der Verbindung während des Aufheizens
Die Ursache: Zu schneller Temperaturanstieg während des ersten Brandes, wodurch der Dampfdruck oder die unterschiedliche Wärmeausdehnung die Grünfestigkeit des ungebrannten Mörtels übersteigt.
Prävention: Strenge Einhaltung der kontrollierten Aufheizzeitpläne. Die anfängliche Trocknungsphase darf unabhängig vom Produktionsdruck nicht beschleunigt werden.
Mörtelauswaschung bei Schlackenanwendungen
Die Ursache: Chemische Unverträglichkeit zwischen Mörtelzusammensetzung und Schlacken- oder Flussmittelchemie. Ein klassisches Beispiel ist das Auflösen von saurem Mörtel in basischer Schlacke.
Prävention: Angleichung der chemischen Eigenschaften von Mörtel, Ziegeln und Schlackensystemen. Ziehen Sie vor größeren Installationen Labortests mit Schlackenschalen in Betracht.
Fugenerosion in einer Hochgeschwindigkeitsgasströmung
Die Ursache: Unzureichende Heißabriebfestigkeit. Mörtel mit grober Porenstruktur oder unzureichender Bindung sind besonders anfällig.
Prävention: Wählen Sie Mörtel mit nachgewiesenen Abriebfestigkeitswerten für die Betriebsgeschwindigkeit. Siliziumkarbidzusätze verbessern die Abriebfestigkeit erheblich.
Alkaliangriff und Volumenausdehnung
Die Ursache: Alkalidämpfe (K₂O, Na₂O) aus Prozessgasen kondensieren in den Mörtelporen und bilden expansive kristalline Phasen, die die Fuge rissig machen.
Prävention: Dichte, niedrigporige Mörtelformulierungen. Alkalibeständige Tonerdephasen. Barrierebeschichtungen in extremen Fällen.
Differenzielle thermische Dehnungsfugenöffnung
Die Ursache: WAK-Fehlanpassungen zwischen Mörtel und angrenzenden Ziegeln führen dazu, dass sich die Fugen beim Aufheizen öffnen und beim Abkühlen nicht wieder schließen.
Prävention: Der WAK des Mörtels muss immer mit dem WAK des Ziegels innerhalb des Anwendungstemperaturbereichs übereinstimmen. Dazu müssen beide Werte aus den technischen Daten des Lieferanten bekannt sein.
Vorzeitiges Versagen aufgrund von Feuchtigkeit
Die Ursache: Unzureichend getrocknete Anlagen, die einer schnellen Inbetriebnahme ausgesetzt sind. Häufig bei der Inbetriebnahme neuer Öfen, die unter dem Druck des Produktionsplans stehen.
Prävention: Führen Sie die vollständige Trocknungs- und kontrollierte Aufwärmsequenz ohne Abkürzungen durch.
Normen, Prüfungen und Zertifizierungen
Die Qualitätssicherung bei der Beschaffung von feuerfestem Mörtel erfordert die Kenntnis der geltenden internationalen Normen.
Wichtige internationale Normen
| Standard | Organisation | Umfang |
|---|---|---|
| ASTM C71 | ASTM International | Standardterminologie für feuerfeste Materialien |
| ASTM C105 | ASTM International | Probenahme von feuerfesten Steinen |
| ASTM C133 | ASTM International | Kaltstauchfestigkeit und MOR |
| ASTM C199 | ASTM International | Pyrometrischer Kegeläquivalenztest |
| ASTM C210 | ASTM International | Wechsel der Erwärmung von feuerfesten Steinen |
| ISO 1927 | ISO | Monolithische feuerfeste Materialien - allgemein |
| ISO 8840 | ISO | Feuerfeste Produkte - Fugenmörtel |
| DE 993 | Europäische Normen | Physikalische Prüfung von Produkten mit dichter Form |
| JIS R 2103 | Japanische Normen | Prüfverfahren für feuerfeste Mörtel |
| GB/T 14982 | Chinesische Normen | Feuerfester Mörtel mit hohem Tonerdegehalt |
Prüfung durch Dritte und Qualitätssicherung
Seriöse Lieferanten von feuerfestem Mörtel stellen chargenspezifische Konformitätszertifikate (CoC) aus, die bestätigen, dass jede Produktionscharge den angegebenen Spezifikationen entspricht. Für kritische industrielle Anwendungen empfehlen wir, mindestens eine Probe pro Lieferung von einem unabhängigen Labor auf die wichtigsten Eigenschaften prüfen zu lassen: Al₂O₃-Gehalt, PCE, PLC, CCS nach dem Brennen bei der vorgesehenen Betriebstemperatur und Wasserzusatz.
Beschaffungsüberlegungen und Kostenfaktoren
Für Beschaffungsexperten bedeutet der Einkauf von feuerfesten Mörteln ein Abwägen zwischen technischen Anforderungen, Zuverlässigkeit der Lieferanten, Vorlaufzeiten und Gesamtprojektkosten.
Preistreiber für feuerfesten Mörtel
| Kostenfaktor | Auswirkungen | Anmerkungen |
|---|---|---|
| Tonerdegehalt | Hoch | Jede 10% Erhöhung von Al₂O₃ erhöht die Kosten erheblich |
| Reinheit der Rohstoffe | Hoch | Geschmolzenes vs. gesintertes vs. kalziniertes Rohmaterial |
| Bindemittelsystem | Mäßig | Kolloidale Kieselsäure teurer als Tonbindemittel |
| Produktionsmaßstab | Mäßig | Maßgeschneiderte Formulierungen zu Premiumpreisen |
| Verpackung | Niedrig | Großsäcke vs. kleine Eimerverpackungen |
| Erforderliche Vorlaufzeit | Mäßig | Notbeschaffung mit Prämie |
Kriterien für die Lieferantenbewertung
Bei der Bewertung von Anbietern feuerfester Mörtel sollten Sie Folgendes berücksichtigen:
- Qualität der technischen Dokumentation: Vollständige TDS, SDS und Anwendungsleitfäden.
- Zertifizierung des Qualitätssystems: ISO 9001 oder ein gleichwertiges QMS für die Herstellung.
- Konsistenz von Charge zu Charge: Fordern Sie historische CoC-Daten für wichtige Immobilien an.
- Verfügbarkeit des technischen Supports: Zugang zu Anwendungsingenieuren für komplexe Projekte.
- Verfügbarkeit regionaler Lager: Lieferzeit an Ihre Einrichtung.
- Unterstützung nach der Installation: Fähigkeit zur Fehleranalyse und Fehlersuche.
Typische Verpackungsoptionen
| Paket Typ | Typisches Gewicht | Am besten für |
|---|---|---|
| Kunststoff-Eimer | 5-25 kg | Kleine Reparaturen, Versuche |
| Fasertrommel | 50-100 kg | Mittlere Anwendungen |
| Beutel aus Polygewebe (trocken) | 20-25 kg | Große Installationen |
| Großer Sack (FIBC) | 500-1000 kg | Größere Neubauten |
| Vorgemischtes Fass | 20-200 L | Gebrauchsfertige Anwendungen |
Häufig gestellte Fragen (FAQs)
Q1: Welcher Temperatur kann feuerfester Mörtel maximal standhalten?
Die maximale Einsatztemperatur hängt ganz von der jeweiligen Rezeptur ab. Standard-Schamottemörtel sind bis zu einer Temperatur von etwa 1350°C einsetzbar. Hochtonerdehaltige Sorten erhöhen diese Temperatur auf 1600-1750°C. Spezialmörtel auf Korund-, Magnesia- und Zirkoniumdioxidbasis können bei bestimmten Anwendungen Temperaturen von 2000°C oder mehr erreichen. Überprüfen Sie die maximale Betriebstemperatur immer anhand der geprüften Daten des Herstellers und nicht anhand geschätzter Klassifizierungen.
F2: Kann feuerfester Mörtel für den Bau von Pizzaöfen oder Kaminen verwendet werden?
Ja. Für Wohnkamine und holzbefeuerte Pizzaöfen ist ein feuerfester Mörtel auf Schamottbasis mit einem PCE-Wert von mindestens SK 26 geeignet. Bei diesen Anwendungen werden in der Regel höchstens 400-600 °C erreicht, was selbst für Schamottmörtel der Einstiegsklasse kein Problem darstellt. Vorgemischter Schamottemörtel in kleinen Behältern ist für diesen Markt weithin erhältlich.
F3: Wie dick sollten feuerfeste Mörtelfugen sein?
Bei dichten feuerfesten Steinen für Industrieöfen liegt die angestrebte Fugendicke bei 1-3 mm. Dickere Fugen führen zu thermischen Spannungskonzentrationen und verringern die strukturelle Leistung der Auskleidung. Isolierende Schamottesteinfugen können etwas dicker sein, normalerweise 3-5 mm. Bei großformatigen Formen oder Ausbesserungsarbeiten können bis zu 25 mm verwendet werden, dies sollte jedoch eher als Ausnahme denn als Standardpraxis angesehen werden.
F4: Was ist der Unterschied zwischen luft- und hitzehärtendem feuerfestem Mörtel?
Lufthärtender Mörtel entwickelt seine Festigkeit bei Raumtemperatur durch eine chemische Reaktion - zum Erreichen der funktionalen Festigkeit ist kein Brennen erforderlich. Wärmehärtende Mörtel entfalten ihre volle Leistungsfähigkeit erst, nachdem sie beim ersten Brennen im Ofen auf Sintertemperaturen erhitzt wurden. Lufthärtende Mörtel sind für Reparaturarbeiten besser geeignet, haben aber bei hohen Temperaturen in der Regel eine geringere Endfestigkeit als hitzehärtende Typen.
F5: Wie lange hält feuerfester Mörtel im Einsatz?
Die Lebensdauer ist sehr unterschiedlich und hängt von der Betriebstemperatur, der Häufigkeit der Temperaturwechsel, der chemischen Umgebung und der Einbauqualität ab. Gut spezifizierte und korrekt eingebaute feuerfeste Mörtelfugen in einer Stahlpfannenauskleidung können 50-150 Heizungen überdauern. In einem kontinuierlich betriebenen Industrieofen kann eine komplette feuerfeste Auskleidung einschließlich Mörtel 2 bis 8 Jahre halten, bevor eine größere Reparatur erforderlich ist. Die richtige Auswahl des Mörtels kann die Lebensdauer einer Kampagne um 20-50% verlängern, verglichen mit einer falschen oder unbedeutenden Spezifikation.
F6: Ist feuerfester Mörtel dasselbe wie feuerfester Zement?
Auf den Verbrauchermärkten werden die Begriffe manchmal austauschbar verwendet, aber in der industriellen Praxis beziehen sie sich auf unterschiedliche Produktformen. Feuerfester Zement (oder gießbares feuerfestes Material) ist in der Regel ein monolithisches Material, das zu einem Formstück gegossen wird. Feuerfester Mörtel ist speziell die Fugenmasse, die zwischen vorgeformten feuerfesten Formen aufgetragen wird. Beide haben gemeinsame Rohstoffe und chemische Bindemittel, unterscheiden sich jedoch in der Anwendungsmethode und der Partikelgröße.
F7: Kann man feuerfesten Mörtel auf eine heiße Oberfläche auftragen?
Im Allgemeinen sollten Standard-Feuerfestmörtel nicht auf Oberflächen von mehr als 70-80 °C aufgetragen werden, da die schnelle Verdunstung von Wasser die Verarbeitbarkeit und Haftung beeinträchtigt. Spezielle Heißreparaturmörtel sind jedoch für die Anwendung auf teilweise abgekühlten oder mäßig erhitzten Oberflächen formuliert, in der Regel bis zu 300-400°C. In diesen Spezialformulierungen werden Bindemittelsysteme verwendet, die einen schnellen Feuchtigkeitsverlust tolerieren und dennoch eine angemessene Haftung erzielen.
F8: Wie kommt es, dass feuerfester Mörtel beim ersten Aufheizen reißt?
Risse während des ersten Brandes werden in den meisten Fällen durch eines der folgenden drei Probleme verursacht: (1) feuchtigkeitsbedingter Dampfdruck durch unzureichende Anfangstrocknung; (2) zu schneller Temperaturanstieg, der eine gleichmäßige Ausdehnung verhindert; oder (3) WAK-Fehlanpassung zwischen Mörtel und angrenzendem Ziegel. Die Befolgung des vom Hersteller empfohlenen Aufheizplans und die Überprüfung der Kompatibilität zwischen Mörtel und Ziegeln vor dem Einbau verhindern die meisten dieser Fehler.
F9: Wie sollte ungebrauchter feuerfester Mörtel gelagert werden?
Trockenmörtel sollten in versiegelten Beuteln an einem trockenen Ort bei Temperaturen über 5°C und fern von Bodenfeuchtigkeit gelagert werden. Die typische Haltbarkeitsdauer beträgt 12-18 Monate ab Herstellungsdatum. Vorgemischte Nassmörtel in versiegelten Behältern haben in der Regel eine Haltbarkeit von 6-12 Monaten. Nach dem Öffnen sollten die Behälter wieder fest verschlossen und innerhalb der auf dem Produktetikett angegebenen Zeitspanne verwendet werden. Gefrorener oder kontaminierter Mörtel sollte nicht verwendet werden.
Q10: Welche Rolle spielt feuerfester Mörtel für die Energieeffizienz?
Neben seiner strukturellen Funktion haben die thermischen Eigenschaften des feuerfesten Mörtels einen direkten Einfluss auf die Energieeffizienz des Ofens. Fugen stellen lineare Wärmebrücken in einer ansonsten gleichmäßigen feuerfesten Wand dar. Mörtel mit einer Wärmeleitfähigkeit, die sich deutlich von der des angrenzenden Steins unterscheidet, schaffen lokal begrenzte heiße oder kalte Zonen. Für eine maximale Energieeffizienz bei isolierenden Auskleidungen ist es wichtig, einen Mörtel mit einer Wärmeleitfähigkeit zu verwenden, die der des angrenzenden isolierenden Steins entspricht oder niedriger ist als diese. In einigen fortschrittlichen Ofenkonstruktionen wird die thermische Leistung der Mörtelfuge in den Wärmeübergangsberechnungen explizit modelliert.
Schlussfolgerung
Feuerfester Mörtel ist weit mehr als ein Fugenfüller zwischen feuerfesten Steinen. Es handelt sich um ein präzisionsgefertigtes Materialsystem, das korrekt spezifiziert, ordnungsgemäß aufgetragen und sorgfältig ausgehärtet werden muss, um seine geplante Leistung zu erreichen. Das Zusammenspiel von Chemie, thermischen Eigenschaften und Anwendungstechnik entscheidet darüber, ob ein feuerfester Einbau über Monate oder Jahre hinweg funktioniert.
Für Ingenieure, die neue Anlagen spezifizieren, liegen die wichtigsten Erkenntnisse auf der Hand: Die Mörtelchemie muss auf die Prozessumgebung abgestimmt werden, die WAK-Kompatibilität mit dem angrenzenden Ziegel muss gewährleistet sein, die richtige Abbindeart muss für die Anwendungsbedingungen spezifiziert werden, und es muss auf einem ordnungsgemäß kontrollierten Aufheizplan bestanden werden. Für Beschaffungsexperten ist die Lektion ebenso klar: Die Mörtelstückkosten sind ein schlechter Indikator für den Gesamtwert - der richtige Mörtel zu einem höheren Kilopreis liefert fast immer niedrigere Gesamtbetriebskosten als eine billigere, aber unterspezifizierte Alternative.
Wir hoffen, dass diese umfassende Abhandlung über feuerfesten Mörtel - die Zusammensetzung, Arten, Eigenschaften, Anwendungen, Auswahlkriterien und bewährte Einbauverfahren behandelt - ein zuverlässiges technisches Nachschlagewerk sowohl für Erstplaner als auch für erfahrene Feuerfestingenieure darstellt, die ihr Wissen auffrischen möchten.
