A Rotationsentgasungsanlage, Es erzeugt sehr feine Inertgasblasen, die Gase einfangen und aus der Schmelze herausschwimmen lassen, während es gleichzeitig für eine starke Schmelzerührung zur Homogenisierung sorgt, und es kann die Flussmittelinjektion häufig ohne den Einsatz von Salzen auf Chlorbasis durchführen.
1. Was ist eine Rotationsentgasungsanlage?
Eine Rotationsentgasungsanlage ist ein industrielles System zur Behandlung von Schmelzen, bei dem ein Inertgas durch ein untergetauchtes, rotierendes Flügelrad in geschmolzenes Aluminium oder Aluminiumlegierungen eingeleitet wird. Der rotierende Rotor zerlegt das einströmende Gas in eine Wolke sehr kleiner Blasen, die gelösten Wasserstoff anreichern und Oxide oder nichtmetallische Einschlüsse an die Oberfläche treiben. Das Verfahren wird üblicherweise bei Schmelz-, Warmhalte- und Transfervorgängen vor dem Gießen oder Abgießen eingesetzt.

Entgasung von Aluminium durch Online-Drehentgasungsanlage
2. Warum die Entgasung bei Aluminiumgussteilen wichtig ist
Gelöster Wasserstoff in flüssigem Aluminium bildet während der Erstarrung Gasporosität. Porosität verringert mechanische Eigenschaften wie Zugfestigkeit und Dehnung, verursacht Leckagepfade in Druckgussteilen und erhöht die Ausschussrate. Nichtmetallische Einschlüsse und Heterogenität in der Schmelze führen zu Oberflächenfehlern, verringerter Ermüdungslebensdauer und uneinheitlichem Aussehen des Produkts. Eine wirksame Schmelzebehandlung senkt die Ausschussraten, verbessert die Ausbeute bei der Weiterverarbeitung und kann höherwertige Gusstoleranzen ermöglichen, was zusammengenommen die Investition in Behandlungsanlagen rechtfertigt. Quellen und Fallstudien aus der Industrie zeigen durchweg, dass die kontrollierte Inertgas-Rotationsentgasung die Porosität verringert und die Produktqualität bei gängigen Gusslegierungen wirksamer verbessert als viele einfache Flussmittel- oder Lanzenmethoden.
3. Grundlegendes Funktionsprinzip
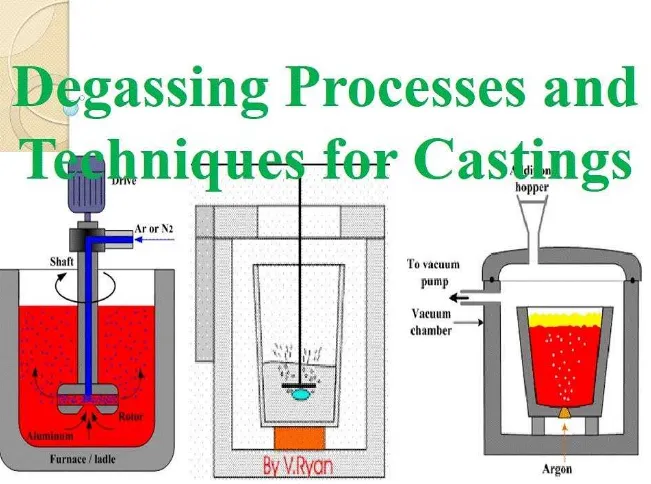
Die Rotationsentgasung beruht auf drei miteinander verbundenen Phänomenen:
-
Gasdispersion: Ein inertes Gas wie Stickstoff, Argon oder ein Gasgemisch wird über eine Hohlwelle in einen Tauchrotor geleitet; der Rotor zerteilt das Gas in Mikrobläschen mit großer Oberfläche;
-
Stoffaustausch: Gelöster Wasserstoff diffundiert aufgrund des Konzentrationsgefälles in die Mikrobläschen;
-
Flotation und Koaleszenz: Blasen wachsen durch die Aufnahme von Wasserstoff und tragen Wasserstoff und kleine Einschlüsse zur Schmelzoberfläche, wo sie zerfallen und entfernt werden.
Der Rotor fördert auch die Umwälzung der Schmelze, was die Homogenisierung der Temperatur und der Legierungselemente unterstützt und die Stoffübertragungsraten im Vergleich zu statischen Lanzen beschleunigt. Die Rotorgeometrie und -geschwindigkeit bestimmen die Blasengrößenverteilung, die der entscheidende Stellhebel für die Entgasungseffizienz ist.
4. Hauptkomponenten und optionale Teilsysteme
Nachfolgend finden Sie eine kurze Beschreibung und eine kurze Checkliste der Komponenten.
| Komponente | Rolle |
|---|---|
| Antriebseinheit (Motor/Getriebe) | Dreht die Welle und den Rotor, kann für die Prozesssteuerung mit variabler Geschwindigkeit betrieben werden |
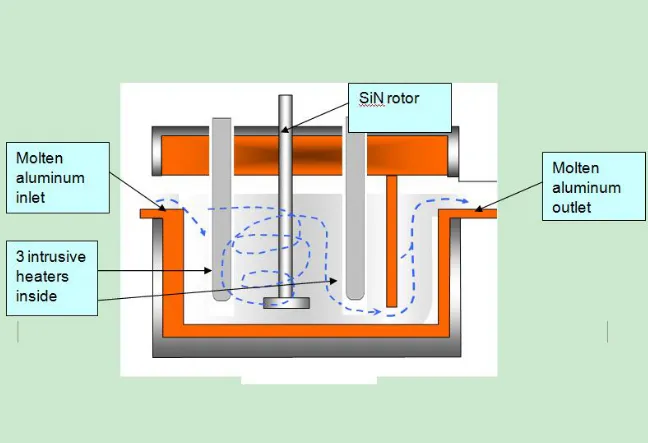
| Untergetauchte Welle und Rotor (Laufrad) | Erzeugt Blasen und sorgt für Umwälzung |
| Gasversorgung und Regler | Liefert Argon, Stickstoff oder Mischungen mit kontrolliertem Durchfluss und Druck |
| Hohlwelle oder Gasdurchlass | Liefert Gas an die Rotorspitze |
| Montage und Hebe-/Kipprahmen | Ermöglicht sicheres Einsetzen und Entfernen; unterstützt den Betrieb im Ofen oder in der Pfanne |
| Bedienfeld mit PLC | Verwaltet Geschwindigkeit, Gasfluss, Behandlungszeit, Alarme |
| Flussmitteleinspritzmodul (optional) | Ermöglicht bei Bedarf eine trägergasgestützte Flussmitteldosierung |
| Sensoren: Schmelzetemperatur, Gasfluss, Drehmoment | Für Prozessvalidierung und Sicherheitsverriegelungen |
| Schallwand/Spritzschutz und Haube | Fängt den Flußmittelschaum auf und begrenzt die Oxidation |
| Abgas-/Rauchabsaugung (falls erforderlich) | Erfasst Abgase zur Einhaltung von Umweltvorschriften |
(Siehe Herstellerprospekte für komplette Systemvarianten einschließlich mobiler und fester Installationen).
5. Typische Prozessparameter und ihr Einfluss auf die Leistung
Die Betreiber stellen diese Variablen ein, um die angestrebte Wasserstoffkonzentration und den Einschlussgrad zu erreichen:
| Parameter | Typischer Bereich (Industrie) | Auswirkungen auf die Entgasungsleistung |
|---|---|---|
| Gasart | Stickstoff oder Argon, Reinheit ≥ 99,99% | Argon ist etwas effektiver, aber teurer; Stickstoff ist für preissensible Operationen üblich |
| Durchflussmenge des Gases | 5 bis 80 NL/min bei kleinen Einheiten, bis zu mehreren hundert NL/min bei großen Stationen | Ein höherer Durchfluss erhöht den Blasendurchsatz, aber ein zu hoher Durchfluss führt zu gröberen Blasen und Spritzen |
| Rotordrehzahl | 200 bis 2.000 U/min je nach Rotorausführung | Höhere Drehzahlen führen zu kleineren Blasen, erhöhter Scherung und schnellerem Stoffaustausch bis zu einem optimalen |
| Behandlungszeit | 1 bis 10 Minuten pro Charge typisch; bei Inline-Systemen Sekunden bis Minuten | Eine längere Zeitspanne reduziert den Wasserstoffgehalt, verringert aber den Durchsatz; nach Erreichen des Ziels nimmt die Rendite ab. |
| Eintauchtiefe | 50 bis 300 mm von der Rotorspitze bis zur freien Oberfläche, je nach Gefäß | Tieferes Eintauchen verbessert die Verweilzeit der Blasen, erhöht aber das Drehmoment und den Energiebedarf |
| Neigungs-/Oszillationswinkel | 0 bis 45 Grad für einige Rotoren | Ermöglicht bessere Sweep-Muster und Oberflächenreinigung bei bestimmten Pfannengeometrien |
Diese Bereiche sind beispielhaft. Jede Gießerei sollte durch Versuche und Schmelzanalysen ein Prozessfenster für bestimmte Legierungen und Gefäßgeometrien entwickeln. Prozesssteuerungslösungen, die optimale Parameter auf der Grundlage des Schmelzgewichts und der anfänglichen Gaskonzentration berechnen, sind bei den Lieferanten erhältlich.
6. Wahl der Rotor- und Wellenkonstruktion
Rotorgeometrie und Wellenmaterial sind entscheidend für Lebensdauer, Wirkungsgrad und Reaktivität in der Schmelze.
Gängige Rotortypen
-
Graphit-Rotoren: weit verbreitet, da sich Graphit maschinell formen lässt und in vielen Aluminiumschmelzen eine hohe Temperaturwechselbeständigkeit und eine akzeptable Lebensdauer aufweist. Pyrotek und andere Hersteller bieten behandelten Graphit an, um die Oxidation zu verringern.
-
Rotoren aus Keramik und Siliziumnitrid: höhere Festigkeit und Verschleißbeständigkeit; wird häufig eingesetzt, wenn eine längere Lebensdauer oder höhere Temperaturbeständigkeit erforderlich ist. Die Hersteller bieten keramische Serienrotoren für aggressive Produktionsumgebungen an.
-
Metallische Rotoren mit Schutzbeschichtung: werden in speziellen Anwendungen eingesetzt, in denen mechanische Robustheit erforderlich ist, erfordern aber eine sorgfältige Auswahl, um eine Verunreinigung der Legierung zu vermeiden.
Optionen für die Welle
-
Hohle Graphit- oder Keramikschäfte für den Gasdurchgang sind üblich; einige Systeme verwenden rostfreie oder spezielle Legierungen mit internen Gasleitungen und Dichtungen. Die Lebensdauer hängt von der Wellendichtung und der Wärmeausdehnung ab.
Bei der Auswahl der Rotoren müssen Kosten, Lebensdauer, Auswirkungen auf die Schmelzchemie und die Blasenbildungsleistung abgewogen werden. Moderne Hersteller bieten Rotorfamilien an, die auf die gewünschte Blasengröße und bestimmte Legierungsgruppen abgestimmt sind.

7. Prozesssteuerung, Sensoren und Automatisierung
Eine moderne Rotationsentgasungsstation umfasst in der Regel ein Steuersystem, das die Entgasung steuern kann:
-
programmierbare Behandlungsrezepte für Legierung und Schmelzgewicht;
-
Regelung, bei der der gemessene Schmelzwasserstoff (mit einer Inline-Sonde oder regelmäßigen Probenahmen) oder andere Indikatoren die Behandlungszeit, den Gasfluss und die Rotordrehzahl anpassen;
-
Drehmomentüberwachung zur Erkennung von Rotorverschleiß oder Wellenverklemmung;
-
Sicherheitsverriegelungen für Temperatur, Gasdruck und Antriebszustand.
Die Hersteller bieten fortschrittliche Prozessoptimierungsmodule an, die die erforderliche Behandlung auf der Grundlage des Schmelzgewichts, des Ausgangs- und des Zielwasserstoffgehalts sowie der Behältergeometrie berechnen. Diese Tools verbessern die Wiederholbarkeit und verringern die Abhängigkeit vom Bediener. SMARTT und ähnliche Prozesssteuerungen sind Beispiele für Angebote von Herstellern, die Variablen analysieren und optimale Sollwerte vorschlagen.
8. Vergleich mit alternativen Entgasungsmethoden
Dieser Abschnitt bietet einen direkten Vergleich der Rotationsentgasung mit anderen gängigen Verfahren.
| Methode | Wie es funktioniert | Typische Stärken | Typische Einschränkungen |
|---|---|---|---|
| Rotierende Inertgas-Entgasung | Ein von einem Rotor zerstreutes Inertgas erzeugt Mikrobläschen, die Wasserstoff abstreifen | Hohe Wasserstoffentfernung; gute Homogenisierung; schnelle Behandlung | Erfordert Wartung des Rotors; höhere Investitionskosten als bei reinen Lanzen oder Flussmitteln |
| Flussmittelentgasung (Pfahlflüsse an der Oberfläche) | Granuliertes Flussmittel wird an der Oberfläche zugegeben, um mit den Einschlüssen zu reagieren und die Flotation zu fördern. | Niedrige Kapitalkosten; einfach | Weniger wirksam für die tiefe Wasserstoffentfernung; verwendet Flussmittel; potenzielle Verwendung von Chlorid/Fluorid |
| Flussmitteleinspritzung (rotierende Flussmitteleinspritzung) | Von Inertgas getragene und vom Rotor dispergierte Flussmittelteilchen | Kombiniert Entgasung mit Flussmittelwirkung; effiziente Entfernung von Einschlüssen | Handhabung von Flussmitteln und Abschaum-Management erforderlich |
| Lanzenentgasung | Gaseinleitung durch eine Lanze oder ein Rohr, das sich nicht dreht | Geringe Kosten, einfach | Größere Blasengröße, langsamerer Stoffaustausch, weniger effiziente Wasserstoffentfernung |
| Vakuum-Entgasung | Reduzierter Druck erhöht die Wasserstoffdesorption | Sehr effektiv für Wasserstoff in einigen Prozessen | Höhere Kapitalkosten; Komplexität; nicht immer für alle Gießereien praktikabel |
In der Industrie herrscht allgemeiner Konsens darüber, dass die rotierende Inertgasentgasung für viele Aluminiumgießereien den besten Kompromiss zwischen der Geschwindigkeit der Wasserstoffentfernung und der betrieblichen Flexibilität darstellt, während die Flussmitteleinspritzung eine weitere Kontrolle der Einschlüsse ermöglicht. Systeme, die Rotationsentgasung mit Flussmitteleinspritzung kombinieren, werden dort eingesetzt, wo sowohl Wasserstoff als auch die Kontrolle von Einschlüssen entscheidend sind.
9. Installation, Wartung und Sicherheitsaspekte
Einrichtung
-
Stellen Sie sicher, dass das Montagesystem und das Hebezeug das Einsetzen und Herausnehmen des Rotors sowie die dynamischen Lasten während des Betriebs sicher bewältigen können.
-
Stellen Sie den Schaltschrank und die Gasflaschenbänke entsprechend den örtlichen Vorschriften auf.
-
Ziehen Sie eine Rauchabsaugung oder -abscheidung in der Nähe der Schmelzoberfläche in Betracht, um Flussmittel und Oxiddämpfe zu kontrollieren.
Wartung
-
Eine regelmäßige Überprüfung der Rotorgeometrie und der Wellendichtungen verhindert plötzliche Ausfälle. Graphitteile oxidieren langsam und müssen regelmäßig ausgetauscht werden.
-
Überwachen Sie die Gasversorgungsleitungen und Spülvorgänge, um das Eindringen von Luft zu verhindern.
-
Halten Sie Ersatzrotoren und gängige Verschleißteile auf Lager, um die Ausfallzeiten zu minimieren.
Sicherheit
-
Befolgen Sie stets die Protokolle für die Handhabung von Heißmetall, einschließlich der PSA für das Bedienpersonal.
-
Verriegeln Sie die Gaszufuhr, damit der Antrieb nicht ohne Gaszufuhr arbeiten kann, wo dies erforderlich ist.
-
Schulung für das Einführen und Herausziehen von Implantaten unter sicheren, kontrollierten Bedingungen.
-
Umweltkontrollen für Fluss und Rauchabscheidung können gesetzlich vorgeschrieben sein.
Die Dokumentation des Lieferanten und die örtlichen Sicherheitsvorschriften müssen genau befolgt werden. Moderne schlüsselfertige Systeme enthalten viele empfohlene Sicherheits- und Alarmfunktionen zum Schutz der Bediener und der Schmelze.
10. Fehlersuche und Leistungskennzahlen
Typische zu überwachende Metriken
-
Wasserstoffgehalt der Schmelze vor und nach der Behandlung (ppm)
-
Behandlungszeit pro Charge und ppm-Reduktion pro Minute
-
Rotordrehmoment und Schwingungssignaturen
-
Ausschussrate und Fehlerarten nach der Behandlung
Häufige Probleme und deren Behebung
-
Unzureichende Wasserstoffreduktion: Mögliche Ursachen: zu grobe Blasen, unzureichende Behandlungszeit, falscher Gastyp oder übermäßige Schmelzturbulenz. Maßnahmen: Erhöhen Sie die Rotordrehzahl, wenn die Konstruktion dies zulässt, optimieren Sie die Eintauchtiefe, prüfen Sie die Gasreinheit und den Gasfluss oder versuchen Sie eine andere Rotorgeometrie.
-
Übermäßiges Spritzen oder Verwirbeln: oft das Ergebnis eines zu hohen Gasflusses oder eines Rotors nahe der Oberfläche. Reduzieren Sie den Gasfluss; erhöhen Sie die Eintauchtiefe; überprüfen Sie die Ausrichtung des Rotors.
-
Kurze Lebensdauer des Rotors: aufgrund von abrasiven Einschlüssen oder schlechter Wahl des Rotormaterials. Erwägen Sie Keramikrotoren oder behandelten Graphit; überprüfen Sie die Schmelzchemie und reduzieren Sie Verunreinigungen.
-
Inkonsistente Ergebnisse zwischen den Schichten: allgemein verfahrenstechnisch: Einführung von Rezepten, Bedienerschulung und Automatisierung für Wiederholbarkeit.
Die routinemäßige Messung des Schmelzwasserstoffs und die Korrelation der Messwerte mit der Gussqualität sind der bewährte Weg zur Validierung von Prozessanpassungen.
11. Wie wählt man die richtige Rotationsentgasungslösung aus?
Stimmen Sie die Ausrüstung auf Ihr Betriebsprofil ab, indem Sie sie berücksichtigen:
-
Chargengröße und Durchsatz: Kleine tragbare Einheiten eignen sich für Tiegelwerkstätten; feste Stationen oder Inline-Rotoren sind besser für kontinuierliche Anlagen oder Anlagen mit hohem Durchsatz geeignet.
-
Legierungsbereich: Bestimmte Legierungen sind empfindlicher gegenüber Wasserstoff- oder Oxideinschlüssen; vergewissern Sie sich, dass der Verkäufer Erfahrung mit Ihrer Legierungsfamilie hat.
-
Gewünschter Grad der Automatisierung: Rezeptursteuerung und Wasserstoffsonden verringern die Variabilität der Bediener.
-
Präferenzen beim Verbrauch: Wenn die Minimierung des Flussmittelverbrauchs Priorität hat, ist ein Entgaser, der eine hocheffiziente Inertgasbehandlung unterstützt, empfehlenswert.
-
Service- und Ersatzteilnetz: Wählen Sie einen Anbieter mit lokalem Support und Rotoraustauschoptionen.
Die Lieferanten stellen Konfigurationsrechner zur Verfügung und führen häufig Prozessversuche durch, um eine optimale Konfiguration zu empfehlen.
12. Ökologische und regulatorische Überlegungen
-
Flussmittel und Oberflächenschaum müssen möglicherweise aufgefangen und gemäß den örtlichen Vorschriften für gefährliche Abfälle ordnungsgemäß entsorgt werden.
-
Die Verwendung von Gas und die Lagerung von Gasflaschen müssen den Sicherheitsvorschriften für Druckgas entsprechen.
-
Die Rauchabsaugung reduziert die Belastung durch lungengängige Partikel und Flussmitteldämpfe. Viele Hersteller bieten Einhausungen und Absaugungen an, die den örtlichen Arbeitsschutz- und Umweltstandards entsprechen.
13. Kostenfaktoren und Rentabilität der Investition
Zu berücksichtigende Kapital-, Verbrauchsmaterial- und Betriebskosten:
-
Investitionskosten für Gerät und Installation;
-
Lebensdauer von Rotor und Welle;
-
Inertgasverbrauch;
-
Flussmittelverbrauch bei Verwendung der Flussmitteleinspritzung;
-
Einsparungen durch weniger Ausschuss, Nacharbeit und höhere Produktqualität.
Ein typisches ROI-Modell umfasst die Messung der prozentualen Fehlerreduzierung, der Verbesserung der Ausbeute und der zusätzlichen Einnahmen aus höherwertigen Teilen. In vielen Gießereien amortisieren sich die Kosten für die Ausrüstung innerhalb von Monaten bis zu einigen Jahren, je nach Fehlerbasis und Produktionswert. Fallstudien von Anbietern liefern reale Beispiele für parametrisierte ROI-Berechnungen.
14. Praktische Tipps zur Durchführung eines Entgasungsprogramms
-
Protokollieren Sie die Wasserstoffwerte der Schmelze und setzen Sie sie mit den Gussergebnissen in Beziehung.
-
Beginnen Sie mit den vom Hersteller empfohlenen Rezepten und führen Sie dann Versuche durch, um die Einstellungen für Ihr Gefäß und Ihre Legierung zu verfeinern.
-
Planen Sie Rotorinspektionen und Austauschintervalle anhand von Drehmomenttrends und nicht nur nach dem Kalender.
-
Trainieren Sie mehrere Bediener und sperren Sie Rezepte in der SPS, um Konsistenz zu gewährleisten.
-
Wenn ein Flussmittel erforderlich ist, sollten Sie die Flussmitteleinspritzung mit einem Trägergas bevorzugen, um eine bessere Dispersion und geringere Flussmittelverluste an der Oberfläche zu erreichen.
15. Tabellen zum schnellen Nachschlagen
Tabelle A. Typisches Parameterfenster für die Rotationsentgasung in Aluminiumgießereien
| Parameter | Kleines Geschäft (40-1500 lb) | Mittel/groß (1-5 Tonnen) |
|---|---|---|
| Gas | Stickstoff oder Argon | Stickstoff, Argon oder Gemische |
| Durchfluss | 5-50 NL/min | 50-500 NL/min |
| Rotordrehzahl | 300-1.200 U/min | 200-1.800 U/min |
| Eintauchtiefe | 50-150 mm | 100-300 mm |
| Behandlungszeit | 1-5 min | 2-10 min |
Tabelle B. Kurze Zusammenfassung der Vor- und Nachteile
| Option | Profis | Nachteile |
|---|---|---|
| Rotierender inerter Entgaser | Schnelle Wasserstoffentfernung; Homogenisierung; optionale Flussmittelinjektion | Höhere Investitions- und Wartungskosten als bei einfachen Lanzen |
| Lanzenentgasung | Geringe Kosten; einfach | Geringere Effizienz; größere Blasen |
| Fluss der Oberfläche | Sehr geringer Investitionsaufwand | Weniger effektiv für Wasserstoff; Handhabung von Verbrauchsmaterialien und Abschaum |
Rotationsentgasung & Schmelzequalität FAQ
1. Welches Gas ist für die Rotationsentgasung am besten geeignet: Stickstoff oder Argon?
2. Kann die Rotationsentgasung sowohl Einschlüsse als auch Wasserstoff entfernen?
3. Wie oft sollte ich Graphitrotoren ersetzen?
4. Benötige ich noch Flussmittel, wenn ich einen Rotationsentgaser verwende?
5. Kann die Rotationsentgasung bei Legierungen mit reaktiven Elementen eingesetzt werden?
6. Wie erkenne ich, wann der Entgasungsprozess abgeschlossen ist?
7. Was ist bei Dämpfen und Oberflächenabrieb zu tun?
8. Ist eine tragbare Rotationseinheit für eine kleine Gießerei ausreichend?
9. Was sind typische Ursachen für eine uneinheitliche Entgasungsleistung?
Zu den gängigen Variablen gehören:
- Schwankungen in der Gasreinheit (Feuchtigkeit in der Gasleitung).
- Rotorverschleiß oder fehlerhafte Eintauchtiefe.
- Änderungen der Schmelzetemperatur oder der Gefäßgeometrie.
- Unzureichend definierte oder manuell überschriebene Prozessrezepte.
10. Bieten die Lieferanten Unterstützung bei der Prozessvalidierung an?
Seriöse Anbieter wie AdTech bieten Unterstützung bei der Anwendungstechnik. Dazu gehören Versuche vor Ort und fortschrittliche Kontrollsysteme, die den Gießereien helfen, Behandlungsrezepte zu erstellen und zu validieren, die auf ihre spezifischen Legierungen und Gussspezifikationen zugeschnitten sind.
Abschließende Empfehlungen für die Umsetzung
-
Beginnen Sie mit einem Pilotprogramm: Installieren Sie eine einzelne Rotationseinheit, legen Sie Messprotokolle für Wasserstoff fest und verfolgen Sie die Fehlerraten vorher und nachher.
-
Arbeiten Sie mit Anbietern zusammen, die Erfahrung mit Ihrer Legierungsfamilie und Ihrem Produktionsmaßstab haben; fordern Sie einen Prozessvalidierungsversuch an.
-
Investieren Sie in ein Kontrollsystem und in Messmöglichkeiten; die Wiederholbarkeit ist der wichtigste Faktor für die Realisierung des ROI.
-
Führen Sie ein Ersatzteilprogramm für Rotoren und gängige Verschleißteile; planen Sie Wartungsstillstände in die Produktionsplanung ein.
