Eine wirksame Entgasung ist nicht optional; sie ist der wichtigste Vorbehandlungsschritt, der hochintegrierte Aluminiumbauteile direkt von Schrott trennt. Gelingt es nicht, den Wasserstoffgehalt unter einen kritischen Schwellenwert zu senken (in der Regel 0,15 ml H₂ pro 100 g Aluminium), führt dies zu katastrophaler Porosität, drastisch reduzierten mechanischen Eigenschaften (insbesondere Duktilität und Dauerfestigkeit) und erheblichen finanziellen Verlusten. Der Industriestandard und die effizienteste Methode ist die Rotationsimpeller-Entgasung (RID), bei der häufig ein Argon (Ar) und/oder Stickstoff (N₂)-Gasgemisch verwendet wird, gekoppelt mit einer Echtzeit-Wasserstoffmessung unter Verwendung von Systemen des Typs Telegas oder AlScan zur präzisen Prozesssteuerung. Für ADtech bedeutet das Erreichen von Spitzenleistungen, diesen integrierten Ansatz zu verfolgen, der minimale gelöste Gase und maximale Ausbeute in anspruchsvollen Anwendungen wie der Automobil- und Luftfahrtindustrie gewährleistet.
Warum Aluminium eine Entgasung benötigt
Aluminium hat eine einzigartige metallurgische Eigenschaft: Seine Löslichkeit für Wasserstoffgas nimmt drastisch ab, wenn es vom geschmolzenen (flüssigen) Zustand in den festen Zustand übergeht.
| Staat | Wasserstofflöslichkeit (ca. bei atmosphärischem Druck) |
| Flüssig (~700°C) | ~0,69 mL / 100g Al |
| Fest (~660°C) | ~0,04 mL / 100g Al |
Wenn das Metall in der Form abkühlt und erstarrt, fällt der überschüssige Wasserstoff, der nicht in der Lösung verbleiben kann, aus und bildet mikroskopisch kleine Blasen. Dieses als Gasporosität bezeichnete Phänomen beeinträchtigt die Festigkeit und Oberflächenbeschaffenheit des Endprodukts erheblich. Quellen für diesen gelösten Wasserstoff sind unter anderem Feuchtigkeit in der Ofenatmosphäre, feuchte Flussmittel, feuchte Werkzeuge und Oberflächenoxidation der Einsatzmaterialien.

Das Spektrum der Aluminium-Entgasungsmethoden
Das Hauptziel eines jeden Entgasungsprozesses besteht darin, ein inertes Gas (das Spülgas) in die Schmelze einzubringen, wo es den gelösten Wasserstoff absorbieren und an die Oberfläche befördern kann.
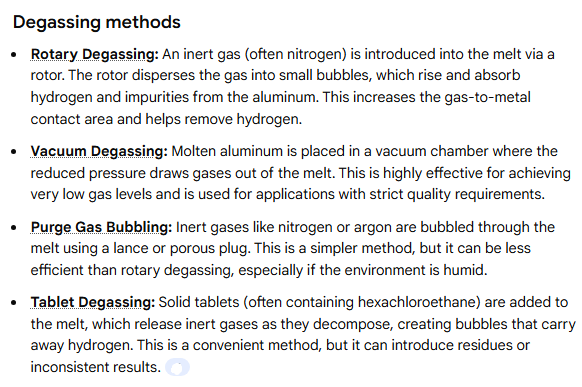
Wasserstoff-Eliminierung: Drei Hauptstrategien
Flussmittelentgasung (historisch und komplementär)
In der Vergangenheit wurden dazu feste Tabletten oder Pulver (Flussmittel) mit chlor- oder fluorhaltigen Verbindungen (z. B. Hexachlorethan, C₂Cl₆) in die Schmelze getaucht. Bei der chemischen Reaktion wird entstehendes Cl₂-Gas freigesetzt, das zwar ein äußerst wirksamer Radikalfänger ist, aber erhebliche, schädliche Rauchentwicklung (Luftverschmutzung) verursacht. Spezielle ungiftige Flussmittel sind heute zwar weniger verbreitet, werden aber immer noch als Ergänzung zu mechanischen Verfahren eingesetzt, um gleichzeitig Oxide und kleinere Gasspuren zu entfernen.
Stationäre Inertgas-Lanzierung (Basismethode)
Dies ist die einfachste Methode, bei der ein Inertgas (in der Regel N₂ oder Ar) durch eine in die Schmelze getauchte Lanze (Rohr) geblasen wird.
-
Vorteile: Niedrige Investitionskosten, einfacher Betrieb.
-
Nachteile: Geringe Effizienz aufgrund großer, ungleichmäßiger Blasengröße. Die großen Blasen haben ein schlechtes Verhältnis von Oberfläche zu Volumen, was zu einem schlechten Gas-Metall-Kontakt und langen Bearbeitungszeiten führt. Außerdem führt dies zu starken Metallturbulenzen und Krätzebildung.
Rotationsimpeller-Entgasung (RID) (Industriestandard)
Dies ist die effektivste und weltweit am weitesten verbreitete Methode. Ein Laufrad, in der Regel aus Graphit oder Siliziumkarbid für Korrosionsbeständigkeit, wird mit hoher Geschwindigkeit gedreht, während ein Inertgas (N₂, Ar oder eine Mischung) durch eine Hohlwelle in die Schmelze gepumpt wird.
-
Mechanismus der Wirkung: Durch die Rotation wird der zugeführte Gasstrom in Tausende von mikroskopisch kleinen Blasen (~50-200 Mikrometer) zerteilt. Diese massive Vergrößerung der Oberfläche erleichtert die schnelle Diffusion von gelöstem Wasserstoff aus dem flüssigen Aluminium in die Blasenoberfläche. Die kleinen, weit verstreuten Blasen treiben das H₂ und die nichtmetallischen Einschlüsse (Oxide) effizient an die Oberfläche, wo sie als Krätze abgeschöpft werden.
| Merkmal | Stationäre Lancing | Rotations-Impeller-Entgasung (RID) |
| Blasengröße | Groß, ungleichmäßig (mm bis cm) | Mikroskopisch, einheitlich (μm) |
| Wirkungsgrad | Gering (lange Behandlungszeit) | Hoch (schnelle H₂-Entfernung) |
| Krätze-Bildung | Hoch (wegen starker Turbulenzen) | Niedrig (sanfte Mischwirkung) |
| Prozess Zeit | 20 min oder mehr | 5 bis 10 Minuten typischerweise |
Erweiterte Entgasungssteuerung und -optimierung
Um die strengen Qualitätsanforderungen an moderne Legierungen zu erfüllen, müssen die Prozessparameter genau kontrolliert werden. Die wichtigsten Parameter für das RID sind:
-
Rotordrehzahl: Höhere Drehzahlen (z. B. 400 bis 600 U/min) erhöhen die Blasenabscherung und die Effizienz, aber zu hohe Drehzahlen können zu Turbulenzen und Krätzebildung führen. Die optimale Geschwindigkeit stellt ein Gleichgewicht zwischen der Entgasungseffizienz und der Kontrolle der Krätzebildung her.
-
Gasdurchsatz: Gemessen in Litern pro Minute (LPM). Der Durchfluss muss ausreichend sein, um die erforderliche Blasendichte ohne übermäßige Schmelzbewegung zu erreichen. Ein typischer Bereich für einen 1000 kg-Tiegel liegt bei 10-20 LPM.
-
Behandlungszeit: Unmittelbar abhängig vom anfänglichen Wasserstoffgehalt und der Reinheit der Legierung. Der Prozess wird beendet, wenn die angestrebte Wasserstoffkonzentration durch Messung bestätigt wurde.
Anmerkung zur Prozessoptimierung: Der optimale Temperaturbereich für die Entgasung liegt in der Regel zwischen 710°C und 730°C. Die Behandlung bei niedrigeren Temperaturen verringert die Reaktionsgeschwindigkeit, ist aber manchmal für bestimmte Legierungen oder dünnwandige Gussstücke erforderlich.
Messtechniken: Quantifizierung des gelösten Wasserstoffs
Die Entgasung ist ohne zuverlässige, quantitative Messung der Konzentration des gelösten Wasserstoffs vor und nach der Behandlung nutzlos. Diese Messungen liefern die für die Prozessanpassung und Qualitätssicherung erforderlichen Daten.
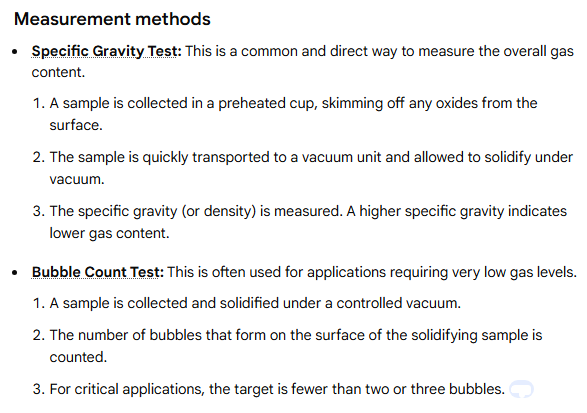
Der Test mit reduziertem Druck (RPT) (Qualitativ/halbquantitativ)
Der RPT ist ein einfacher, kostengünstiger Test, der in der Gießerei eingesetzt wird, um die Wirksamkeit der Entgasungsbehandlung zu beurteilen.
-
Methode: Eine kleine Probe geschmolzenen Aluminiums wird in einen Stahltiegel gegossen, der dann sofort in eine Vakuumkammer gestellt wird. Der Druck wird reduziert (in der Regel auf 80 Millibar), und die Probe kann unter Vakuum erstarren.
-
Interpretation der Ergebnisse: Der verringerte Außendruck bewirkt, dass der gelöste Wasserstoff aggressiver aus der Lösung austritt und größere, sichtbare Poren in der erstarrenden Probe bildet.
-
Hohe Porosität: Zeigt eine schlechte Entgasung an (hoher H₂-Gehalt).
-
Geringe Porosität/glatte Oberfläche: Zeigt eine gute Entgasung an.
-
-
Einschränkung: Es handelt sich um einen qualitativen Test, der nur einen Index des Gasgehalts und keinen exakten Zahlenwert (z. B. mL/100 g) liefert.
Direkte Wasserstoffmessung (quantitativ: Telegas/AlScan)
Diese Geräte liefern präzise, quantitative und Echtzeit-Messwerte für gelösten Wasserstoff und ermöglichen so eine kritische Prozesskontrolle.
-
Mechanismus (Prinzip): Sie verwenden ein inertes Trägergas (oft Ar), das über einen hochselektiven, geschmolzenen, aluminiumresistenten Festelektrolytsensor (z. B. CaO-stabilisiertes ZrO₂) geleitet wird. Das im Aluminium gelöste Wasserstoffgas diffundiert in den Trägergasstrom, und der Sensor misst den Partialdruck von H₂ im Trägergas, der direkt proportional zur Konzentration des in der Schmelze gelösten H₂ ist (Henrys Gesetz).
-
Vorteile:
-
Präzision: Gibt einen Wert in mL / 100g Al an (z. B. 0,12 mL / 100g).
-
Geschwindigkeit: Die Messungen werden innerhalb von Minuten durchgeführt, was ein sofortiges Feedback und Prozessanpassungen ermöglicht.
-
Kalibrierung: Hochpräzise, wenn richtig kalibriert, erfüllen sie die Anforderungen anspruchsvoller Spezifikationen.
-
Entfernung von Einschlüssen und metallurgische Sauberkeit
Die Entgasung ist untrennbar mit der Entfernung von Einschlüssen verbunden, da die Inertgasblasen als Einfangstellen für nichtmetallische Partikel wie Aluminiumoxid (Al₂O₃), Magnesiumoxid (MgO) und Spinelle dienen. Der Schwerpunkt liegt hier auf der Erzielung einer hervorragenden metallurgischen Reinheit.
Die Rolle von Filtern für die endgültige Qualität
Während die Entgasung schwimmende Einschlüsse entfernt, sind Filter unerlässlich, um mikroskopisch kleine, schwebende Partikel zu entfernen, die im Endprodukt zu schädlichen Fehlern werden könnten.
-
Keramische Schaumstoff-Filter (CFF): Der gebräuchlichste Typ, der als Tiefenfilter zum Abfangen von Partikeln dient. Sie werden nach Porengröße kategorisiert (z. B. 30 PPI, 50 PPI).
-
Gebundene Partikelfilter (BPF): Wird für Anwendungen mit extrem hohem Reinheitsgrad verwendet und bietet eine hervorragende Filtrationseffizienz.
| Komponente Anforderung | Erstes Entgasen/Fluxen | Filtration (CFF/BPF) |
| Wasserstoff-Entfernung | Primäre Funktion | Sekundärstufe/Keine |
| Große Einschlüsse (Krätze) | Primäre Entfernung | Erfassung der verbleibenden |
| Mikroeinschlüsse | Sekundäre Entfernung (Scavenging) | Primäre Funktion |
Fallstudie: Herstellung von Automobil-Strukturkomponenten im Mittleren Westen der USA
| Parameter | Einzelheiten |
| Standort | Mittlerer Westen der USA, großer Automobilzulieferer (ADtech-Partner) |
| Zeitspanne | Q3-Q4 2024 |
| Komponente | Aufhängungsturm aus Hochdruck-Druckguss (HPDC) (Aluminiumlegierung A356) |
| Erste Herausforderung | 12% Rückweisungsrate aufgrund unterirdischer Porosität (Pinholes). |
| Vor-Behandlung | Stationäre Stechhilfe (N₂ bei 15 LPM für 20 min). |
| Wasserstoffmesswert (vor der Änderung) | Durchschnittlich 0,28 mL / 100g |
| Umgesetzte Lösung | Umgeschaltet auf ADtech Entgasungsanlage mit rotierendem Impeller. Parameter: N₂ bei 12 LPM, Rotordrehzahl 450 RPM, Behandlungszeit 8 min. |
| Wasserstoffmesswert (nach Änderung) | Durchschnittlich 0,11 mL / 100g |
| Ergebnis | Die Rückweisungsrate aufgrund von Porosität sank auf < 1,5%. Signifikante Verbesserung der mechanischen Eigenschaften (z. B. Steigerung der Zugfestigkeit um 20%). |
Dieser Fall zeigt, dass die Investition in eine präzise, kontrollierte Rotationsradentgasung durch die unmittelbare und erhebliche Verringerung des Ausschusses und die Verbesserung der Produktqualität gerechtfertigt ist. Die Fähigkeit, einen konstant niedrigen Wasserstoffgehalt zu erreichen, ist für die Gussqualität von größter Bedeutung.
Häufig gestellte Fragen (FAQs) zur Aluminiumentgasung
F1: Welches ist das wichtigste Gas, das aus geschmolzenem Aluminium entfernt werden muss?
A: Das wichtigste Gas, das aus geschmolzenem Aluminium entfernt werden muss, ist Wasserstoff (H₂). Die hohe Löslichkeit von Aluminium für H₂ im flüssigen Zustand in Verbindung mit einem drastischen Rückgang der Löslichkeit bei der Verfestigung ist die Hauptursache für Gasporosität in Gussteilen.
F2: Welcher Wasserstoffgehalt ist für hochwertige Aluminiumgussteile anzustreben?
A: Der akzeptable Zielwert für hochwertige, druckdichte und strukturelle Aluminiumgussteile liegt im Allgemeinen unter 0,15 mL H₂ pro 100 g Al. Für hochkritische Luft- und Raumfahrt- oder hochwertige Automobilteile können Werte bis zu 0,08 mL/100g festgelegt werden.
F3: Hat die Temperatur der Schmelze einen Einfluss auf den Entgasungsprozess?
A: Ja. Höhere Temperaturen erhöhen die Löslichkeit des Wasserstoffs (was seine Entfernung erschwert), senken aber auch die Viskosität der Schmelze, wodurch sich die Wasserstoffdiffusionsrate und die Blasenbeweglichkeit erhöhen. Die optimale Entgasung erfolgt in der Regel knapp oberhalb der Gießtemperatur, in der Regel bei 710°C bis 730°C.
F4: Was ist Krätze und warum ist die Entgasung mit ihrer Entfernung verbunden?
A: Krätze ist die Schicht aus Metalloxiden und eingeschlossenen Stoffen (Einschlüssen), die sich an der Oberfläche von geschmolzenem Aluminium bildet. Die beim Entgasen erzeugten Inertgasblasen, insbesondere beim Rotary-Impeller-Verfahren, sammeln diese nichtmetallischen Einschlüsse und treiben sie an die Oberfläche, wo sie Teil der Krätzeschicht werden und so die metallurgische Reinheit verbessern.
F5: Welches Inertgas ist für die Entgasung besser geeignet: Argon (Ar) oder Stickstoff (N₂)?
A: Beide sind wirksam. Stickstoff ist in der Regel kostengünstiger. Argon wird manchmal für Al-Mg-Legierungen bevorzugt, da Stickstoff potenziell mit Magnesium reagieren kann, um Nitride (Mg₃N₂) zu bilden, obwohl dies bei Standard-Entgasungstemperaturen selten vorkommt. Viele Gießereien verwenden eine Kombination oder wechseln je nach Kosten und Legierungstyp.
F6: Wie hoch ist die LPM-Einstellung bei einem Rotationsentgaser?
A: LPM steht für Liter pro Minute und ist das Maß für die Durchflussrate des Inertgases in die Aluminiumschmelze. Diese Durchflussrate ist eine kritische Prozessvariable, die auf der Grundlage des Volumens der Schmelze und des anfänglichen Wasserstoffgehalts angepasst werden muss.
F7: Kann ich Aluminium übermäßig entgasen?
A: Eine Überentgasung ist zwar technisch möglich, aber das Hauptrisiko liegt nicht in der Gasentfernung, sondern in der unnötigen Verarbeitungszeit, dem erhöhten Energieverbrauch und der übermäßigen Krätzebildung durch langes Rühren, wodurch Oxide wieder in die Schmelze gelangen können. Der Prozess sollte sofort gestoppt werden, wenn der angestrebte Wasserstoffgehalt durch eine quantitative Messung bestätigt wird.
F8: Was ist der größte Vorteil der Drehimpeller-Entgasung gegenüber dem Fluxen?
A: Der größte Vorteil ist die Einhaltung von Umwelt- und Sicherheitsvorschriften. RID verwendet saubere, inerte Gase (N₂ oder Ar) und erzeugt nur minimale Luftverschmutzung, im Gegensatz zu chlorhaltigen Flussmitteln, die gefährliche und korrosive Dämpfe erzeugen. RID ist auch wesentlich effizienter bei der Entfernung von Wasserstoff.
F9: Wie teste ich die Leistung meiner Entgasungsmaschine?
A: Die Leistung der Maschine wird durch Messung des Gehalts an gelöstem Wasserstoff geprüft. vor und nach die Behandlung mit einem quantitativen Instrument (wie einer Telegas- oder AlScan-Sonde) und die Berechnung der Effizienz der Wasserstoffentfernung. Regelmäßige Wartung und Kalibrierung des Rotors und der Welle sind ebenfalls entscheidend für eine dauerhafte Leistung.
Frage 10: Was sind “Nadellöcher” in Aluminiumgussteilen?
A: Nadellöcher sind winzige, typischerweise kugelförmige Hohlräume oder Poren im Gussmetall, meist in der Nähe der Oberfläche. Sie sind das direkte Ergebnis von eingeschlossenem, gelöstem Wasserstoffgas, das sich während der Erstarrung absetzt, und ihr Vorhandensein ist der häufigste visuelle Indikator für eine unzureichende Entgasung.
Die ADtech-Verpflichtung zur Gussintegrität
Für Unternehmen, die sich auf hochspezialisierte Komponenten konzentrieren, insbesondere in den Sektoren Elektromobilität und Luft- und Raumfahrt, ist die Anwendung der besten Metallschmelzebehandlung eine wettbewerbsrelevante Notwendigkeit. Der kombinierte Einsatz von hocheffizienter, kontrollierter Drehimpellerentgasung und präziser direkter Wasserstoffmessung bietet ein Höchstmaß an Qualitätskontrolle und betrieblicher Effizienz. ADtech bietet die fortschrittlichen Anlagen und die technische Beratung, die erforderlich sind, um den Wasserstoffgehalt konstant unter die industriekritischen Schwellenwerte zu drücken und so hervorragende mechanische Eigenschaften und nahezu keine porositätsbedingten Fehler zu garantieren. Dieses Engagement für metallurgische Präzision definiert den neuen Standard für die Integrität von Aluminiumguss.
