Implementing high-grade ceramic foam filters effectively removes non-metallic inclusions from molten metal, directly resulting in a 25% to 40% reduction in casting scrap rates for industrial foundries. ADtech filtration solutions utilize a tortuous path mechanism to physically trap slag and dross while rectifying metal flow turbulence. This process ensures superior mechanical properties in the final casting, significantly improves machinability, and extends the service life of cutting tools used in post-processing. Foundries prioritizing yield optimization must integrate specific porosity levels (PPI) matches to their alloy types to achieve laminar flow and prevent air entrainment during the pouring phase.
The Science Behind Molten Metal Filtration
Metal casting remains the backbone of heavy manufacturing, yet the presence of impurities threatens the structural integrity of every component produced. Ceramic foam filters (CFF) serve as the critical checkpoint between the furnace and the mold cavity.
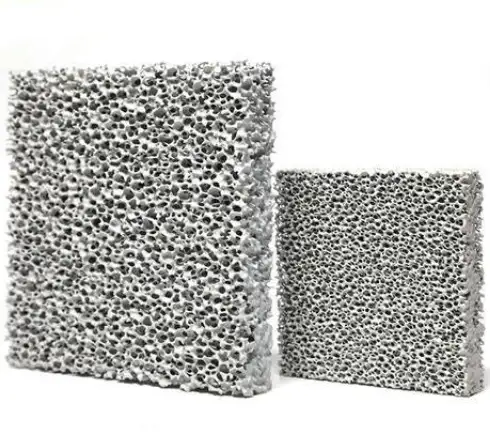
Unlike simple strainers that only catch particles larger than the hole size, CFFs operate through a three-dimensional structure. This structure creates a “deep bed filtration” effect. When molten aluminum, iron, or steel passes through the reticulated foam, it encounters a complex network of ceramic struts.
Filtration Mechanisms at Work
Three distinct physical processes occur simultaneously within an ADtech filter:
-
Screening (Sieving): Large particles like furnace slag or refractory fragments are physically blocked at the filter face because they exceed the pore diameter.
-
Filter Cake Formation: As large particles accumulate on the surface, they form a secondary filter layer. This “cake” begins to trap even finer particles, increasing filtration efficiency over time, though it also gradually increases flow resistance.
-
Deep Bed Filtration (Adhesion): This is the primary advantage of ceramic foam. Microscopic inclusions flow through the channels but adhere to the ceramic struts due to surface tension, chemical affinity, and physical friction. This allows a 10 PPI (Pores Per Inch) filter to trap particles significantly smaller than its actual pore openings.
Flow Rectification and Turbulence Reduction
Beyond cleaning the metal, these filters alter the fluid dynamics of the pour. Molten metal poured from a ladle possesses high turbulent energy. If this turbulence enters the mold, it erodes the sand mold (sand washing) and entraps air bubbles.
Placing an ADtech filter in the gating system converts this turbulent flow into laminar flow. Laminar flow is smooth and uniform, filling the mold cavity evenly. This reduction in turbulence prevents re-oxidation defects and ensures the metal fills thin-walled sections without cold shuts.
Core Material Compositions and Applications
Selecting the correct chemical composition is vital. Using the wrong filter material can lead to filter structural failure, where the ceramic melts or crumbles into the casting, causing catastrophic defects.
Silicon Carbide (SiC) Ceramic Foam Filters
Silicon Carbide filters are the standard for iron casting foundries. They possess excellent thermal shock resistance and high mechanical strength.
-
Target Alloys: Gray Iron, Ductile Iron, Copper Alloys.
-
Temperature Limit: Up to 1500°C.
-
Key Characteristic: SiC filters are often typically manufactured with a phosphate-free binder to prevent phosphorus pickup in the melt, which is crucial for ductile iron grades.
Alumina (Al2O3) Ceramic Foam Filters
Alumina filters are engineered specifically for the aluminum industry. They are chemically stable and resistant to the aggressive nature of molten aluminum.
-
Target Alloys: Aluminum alloys, Aluminum semi-continuous casting.
-
Temperature Limit: Up to 1200°C.
-
Key Characteristic: These filters often utilize a distinct gasket (expanding tape) to seal the filter within the filter box, preventing metal bypass.

Zirconia (ZrO2) Ceramic Foam Filters
Zirconia represents the highest tier of thermal resistance. These are necessary for steel casting applications where temperatures are extreme.
-
Target Alloys: Carbon Steel, Stainless Steel, Cobalt/Nickel-based superalloys.
-
Temperature Limit: Up to 1700°C.
-
Key Characteristic: Zirconia filters maintain strength at extreme heat and are preheated to prevent thermal shock during the initial metal strike.
Technical Specification Comparison
Foundry engineers must rely on precise data to select the correct filter. The table below outlines the physical parameters for ADtech’s filtration product line.
Table 1: Material Performance Specifications
| Feature | Alumina (Al2O3) | Silicon Carbide (SiC) | Zirconia (ZrO2) |
| Color | White / Pink | Dark Grey / Black | Yellow / Light Tan |
| Main Chemical | Al2O3 ≥ 80% | SiC ≥ 80% | ZrO2 ≥ 95% |
| Max Temperature | 1200°C | 1500°C | 1700°C |
| Porosity (PPI) | 10, 20, 30, 40, 50, 60 | 10, 20, 30, 40 | 10, 20, 30 |
| Compressive Strength | > 1.0 MPa | > 1.5 MPa | > 2.0 MPa |
| Thermal Shock | Good | Excellent | Excellent |
| Common Application | Aluminum Wheels, Aerospace | Engine Blocks, Pipes | Heavy Machinery, Valves |
Understanding Porosity: Choosing the Right PPI
PPI stands for Pores Per Inch. This metric determines the density of the foam structure. A higher PPI number indicates smaller pores and finer filtration but introduces higher flow resistance.
-
10 PPI: Coarse filtration. Used for large castings where flow rate speed is the priority. It removes large slag and sand inclusions.
-
20 PPI: The industry standard balance. It offers good flow rates with substantial inclusion removal capabilities.
-
30 PPI and above: Fine filtration. Used for high-specification parts where even microscopic inclusions are unacceptable (e.g., safety-critical automotive components).
Flow Rate Calculations
Calculating the required filter area is critical to prevent “choking” the runner system. The filter area typically needs to be 3 to 5 times the cross-sectional area of the choke to ensure the filter does not restrict the filling time.
Formula for Flow Capacity:
-
W: Total Weight of molten metal (kg)
-
R: Flow Rate capacity of the specific filter (kg/cm²/s)
-
A: Area of the filter (cm²)
-
T: Pouring Time (seconds)
Using an undersized filter causes the pouring cup to overflow or the metal to freeze before filling the mold. ADtech engineers assist clients in calculating the precise dimensions needed based on their pattern plating.
Installation and Gating System Placement
Correct placement is just as vital as the filter quality. A poorly placed filter creates turbulence or breaks under pressure.
Placement Strategies
-
Direct Pouring Cup: The filter sits at the base of the pouring bush. This is common in investment casting.
-
Runner System: The most common location in sand casting. The filter is placed in a print within the runner bar.
-
In-Gate: Placing the filter immediately before the metal enters the mold cavity. This provides the cleanest metal but requires multiple small filters.
The “Print” Design
The seat (print) holding the filter must be designed with loose tolerances to allow for thermal expansion. However, the gap cannot be so wide that metal bypasses the filter.
-
Support: The filter requires a minimum of 5mm to 10mm of support overlap on all sides to prevent it from collapsing under the weight of the molten iron or steel.
-
Streamlining: The runner channels leading into and out of the filter print should flare gently to minimize pressure loss.
Defect Analysis: What Happens Without Filtration?
Foundries that skip filtration or use inferior products face specific defects. Identifying these defects confirms the need for ADtech solutions.
Inclusions (Sand and Slag)
These appear as irregular non-metallic holes or pits on the machined surface. They are essentially trapped dirt. They are the leading cause of rejection in machined castings.
Blowholes and Porosity
Turbulent flow traps gases. These gases form spherical bubbles within the metal. While degassing treatments help, flow rectification via filters is the physical solution to prevent gas re-entrainment during the pour.
Oxide Films
In aluminum casting, the surface of the molten metal oxidizes instantly. If turbulence folds this surface skin into the bulk liquid (bifold films), it creates a plane of weakness. Filters strip these oxide films and prevent new ones from forming downstream.
Case Study: ADtech Implementation in Automotive Production
Location: Saginaw, Michigan, USA
Date: February 2024
Client Profile: Tier 1 Automotive Foundry producing Ductile Iron Crankshafts.
The Challenge:
The foundry was experiencing a 12% scrap rate on their V6 engine crankshaft line. The primary defect was “sand inclusion” detected during the magnetic particle inspection (MPI) phase. They were using a standard strainer core which failed to trap fine silicate particles. Additionally, machining tool wear was excessive, driving up operational costs.
The ADtech Solution:
We analyzed their gating system and recommended switching from a ceramic strainer core to the ADtech SiC Ceramic Foam Filter (20 PPI).
-
Size: 75x75x22mm.
-
Placement: Horizontal placement in the runner bar.
The Results (90 Days Later):
| Metric | Before ADtech | After ADtech | Improvement |
| Scrap Rate (Inclusions) | 12.4% | 1.8% | 85% Reduction |
| Fluidity | Turbulent | Laminar | Better Mold Fill |
| Tool Life (Inserts) | 450 parts/edge | 620 parts/edge | 37% Increase |
| Monthly Savings | N/A | $42,000 | ROI Positive |
Client Feedback:
The transition required zero modification to the pattern plates. The reduction in machining rejects provided the most significant financial gain, proving that the cost of the filter is negligible compared to the value of a scrapped machined part.
Selection Guide: Matching Filter to Alloy
To assist procurement teams and metallurgists, we have categorized the optimal filter selection based on specific casting requirements.
Table 2: Alloy and Filter Compatibility Matrix
| Metal Type | Alloy Examples | Recommended Filter | Optimal PPI |
| Grey Iron | GG20, GG25 | Silicon Carbide (SiC) | 10 – 20 PPI |
| Ductile Iron | GGG40, GGG50 | Silicon Carbide (SiC) | 20 – 30 PPI |
| Aluminum | A356, 6061 | Alumina (Al2O3) | 30 – 50 PPI |
| Carbon Steel | WCB, LCC | Zirconia (ZrO2) | 10 PPI |
| Stainless Steel | 304, 316 | Zirconia (ZrO2) | 10 – 20 PPI |
| Copper/Bronze | C83600 | Silicon Carbide (SiC) | 20 – 30 PPI |
Handling and Storage Best Practices
Ceramic foam filters are brittle by nature. Proper handling ensures they perform correctly during the cast.
-
Moisture Control: Filters must be stored in a dry, ventilated environment. If a filter absorbs moisture, the sudden heat of the molten metal causes the water to expand rapidly into steam, causing the filter to explode. ADtech packaging includes moisture barriers, but warehouse conditions matter.
-
Physical Impact: Avoid dropping boxes. A hairline crack in a filter is invisible to the naked eye but will result in immediate failure under metal pressure.
-
Cleanliness: Ensure the filter print area in the mold is blown out with compressed air before setting the filter. Loose sand under the filter will be washed directly into the casting.
The Manufacturing Process of ADtech Filters
Our EEAT credibility stems from our transparent manufacturing process. We control every variable to ensure consistency.
-
Polyurethane Foam Selection: We start with high-grade organic foam. The pore structure of this foam dictates the final PPI of the ceramic.
-
Slurry Preparation: A precise mix of ceramic powder (SiC, Alumina, or Zirconia), binders, and rheological agents is prepared. The viscosity is constantly monitored.
-
Impregnation: The foam is immersed in the ceramic slurry.
-
Squeezing: The foam is passed through rollers to remove excess slurry. This step is critical. Too much slurry blocks the pores; too little weakens the structure.
-
Drying and Firing: The coated foam is dried and then fired in a tunnel kiln. During firing, the organic foam burns away completely, leaving only the ceramic skeleton.
-
Sintering: The ceramic particles fuse together at high temperatures to achieve final hardness.
Economic Analysis: The Cost of Quality
A common objection in procurement is the price difference between a standard strainer core and a ceramic foam filter. CFFs are more expensive. However, the “Cost of Poor Quality” (COPQ) far outweighs the unit price of the filter.
Consider the value added:
-
Reduced Fettling: Smoother surfaces mean less grinding is required in the finishing room.
-
Weight Reduction: Runners can often be made smaller because laminar flow requires less choke length, improving the metal yield (ratio of poured weight to casting weight).
-
Customer Confidence: Delivering zero-defect castings builds long-term contracts.
ADtech positions itself not as a commodity seller but as a yield-improvement partner.
Troubleshooting Common Filter Issues
Even with the best products, issues can arise if application parameters are incorrect.
Filter Blockage (Freezing)
-
Symptom: Metal stops flowing shortly after the pour begins.
-
Cause: Metal temperature is too low, or the pouring rate is too slow.
-
Solution: Increase pouring temperature. For steel, use a Zirconia filter which has lower thermal mass, or use a larger porosity (10 PPI).
Filter Breakage
-
Symptom: Pieces of the filter are found inside the casting.
-
Cause: Pour height is too high (excessive ferrostatic pressure) or the support print is too small.
-
Solution: Reduce the drop height of the metal impacting the filter. Ensure the print provides adequate support width.
Advanced Applications: Continuous Casting
Beyond sand casting, ADtech Alumina filters are extensively used in aluminum cast houses for billet and slab production. These are large format filter plates (up to 26 inches).
In these applications, the filter box is located between the furnace and the casting table. The requirements here are stringent, as the filter must withstand continuous flow for hours, not just seconds. ADtech utilizes a specialized sintering process for these large plates to ensure they do not erode over long casting cycles.
FAQs: Common Questions About Ceramic Foam Filters
Here are the most frequent questions asked by foundry engineers and procurement managers, answered by ADtech experts.
1. Can ceramic foam filters be reused?
Answer: No. Ceramic foam filters are single-use consumables. Once used, the pores are blocked with inclusions and the thermal shock has weakened the ceramic structure. Attempting to reuse them will result in filter failure and casting defects.
2. What is the shelf life of a ceramic foam filter?
Answer: When stored correctly in a dry environment, ADtech filters have a shelf life of 2 to 3 years. However, we recommend using them within 12 months to ensure optimal performance, particularly regarding moisture absorption.
3. How do I determine the correct filter size?
Answer: The size is determined by the total poured weight and the desired pouring time. You need to calculate the flow rate (kg/second) and match it to the filter’s capacity (kg/cm²/second). ADtech provides a calculator to assist with this.
4. Why is my filter floating during the pour?
Answer: This occurs if the filter print is too loose or if the drag (bottom) mold does not secure the filter tightly. Metal flows under the filter, pushing it up. Ensure the print dimensions match the filter tolerances closely.
5. Can I use a Silicon Carbide filter for Steel casting?
Answer: No. Steel is poured at temperatures often exceeding 1600°C. Silicon Carbide degrades rapidly above 1500°C and reacts with the iron at high temperatures. You must use Zirconia filters for steel.
6. Does the filter affect the chemical composition of the metal?
Answer: Generally, no. ADtech filters are chemically inert. However, specialized filters can be doped with active coatings to remove specific elements, but standard filters do not alter the alloy chemistry.
7. What is the difference between Extruded filters and Foam filters?
Answer: Extruded filters (cellular) have straight, honeycomb channels. They are strong but only offer “screening” filtration. Foam filters have a tortuous, twisted path, offering “deep bed” filtration which catches significantly smaller particles.
8. What does “PPI” mean?
Answer: PPI stands for “Pores Per Inch.” It is a measure of linear pore density. A 10 PPI filter has large pores (coarse), while a 60 PPI filter has very fine pores.
9. Will a filter slow down my pouring time?
Answer: Yes, slightly. The filter introduces flow resistance. However, if the filter area is calculated correctly (usually 3-5 times the choke area), the effect on pouring time is negligible and often beneficial for process control.
10. Can filters remove hydrogen gas?
Answer: Indirectly. While they do not chemically absorb hydrogen, by reducing turbulence, they prevent the aspiration of air (which contains moisture/hydrogen) into the melt. For direct hydrogen removal, degassing units are required.
Comparing ADtech to Competitors
The market contains various suppliers, yet ADtech distinguishes itself through consistency. Many low-cost filters suffer from “blind pores”—internal blockages that reduce the effective flow area. Others have weak friability, shedding ceramic dust into the mold before the pour even begins.
ADtech implements a rigorous “Light Transmission Test” on every batch. We shine high-intensity light through the foam to ensure the pathways are open and consistent. This quality control step guarantees that a 20 PPI filter performs exactly like a 20 PPI filter, batch after batch.
Table 3: Physical Property Consistency
| Parameter | ADtech Standard | Industry Average | Impact |
| Pore Consistency | ± 2 PPI | ± 5 PPI | Consistent Flow Rate |
| Bulk Density | 0.45 g/cm³ | 0.35 – 0.55 g/cm³ | Structural Reliability |
| Thermal Shock (Water Quench) | 5 Cycles | 3 Cycles | Prevents Cracking |
Environmental and Sustainability Impact
Modern manufacturing demands sustainability. By reducing scrap rates, ADtech filters lower the overall energy consumption of the foundry. Remelting a scrapped casting consumes nearly double the energy of producing a good one the first time.
Furthermore, our manufacturing facility utilizes waste heat recovery systems, and we are transitioning to bio-based binders to reduce VOC emissions during filter production. Partnering with ADtech aligns your supply chain with greener manufacturing principles.
Conclusion: The ADtech Promise
Ceramic foam filters are not merely accessories; they are essential process control tools for modern metal casting. Whether producing intricate aerospace aluminum components or heavy-duty iron machinery, the purity of the melt dictates the success of the project.
ADtech provides the technical expertise, robust material quality, and supply chain reliability required to keep your foundry operating at peak efficiency. By integrating our SiC, Alumina, or Zirconia filters, you secure a casting process that is cleaner, leaner, and more profitable.
