La mise en œuvre de filtres en mousse céramique de haute qualité permet d'éliminer efficacement les inclusions non métalliques du métal en fusion, ce qui se traduit directement par une réduction de 25% à 40% des taux de rebut de la coulée pour les fonderies industrielles. Les solutions de filtration ADtech utilisent un mécanisme de chemin tortueux pour piéger physiquement les scories et les crasses tout en rectifiant les turbulences du flux de métal. Ce processus garantit des propriétés mécaniques supérieures dans la coulée finale, améliore considérablement l'usinabilité et prolonge la durée de vie des outils de coupe utilisés dans le post-traitement. Les fonderies qui privilégient l'optimisation du rendement doivent intégrer des niveaux de porosité spécifiques (PPI) correspondant à leurs types d'alliages afin d'obtenir un écoulement laminaire et d'empêcher l'entraînement d'air pendant la phase de coulée.
La science derrière la filtration du métal en fusion
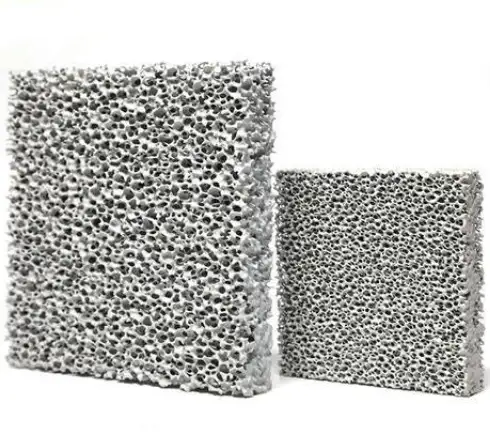
Le moulage des métaux reste l'épine dorsale de la fabrication lourde, mais la présence d'impuretés menace l'intégrité structurelle de chaque composant produit. Les filtres en mousse céramique (CFF) constituent le point de contrôle critique entre le four et la cavité du moule.
Contrairement aux filtres simples qui ne retiennent que les particules plus grosses que la taille des mailles, les filtres CFF fonctionnent grâce à une structure tridimensionnelle. Cette structure crée un effet de “ filtration en profondeur ”. Lorsque l'aluminium, le fer ou l'acier en fusion passe à travers la mousse réticulée, il rencontre un réseau complexe de renforts en céramique.
Les mécanismes de filtration à l'œuvre
Trois processus physiques distincts se produisent simultanément dans un filtre ADtech :
-
Criblage (tamisage) : Les grosses particules telles que les scories de four ou les fragments réfractaires sont physiquement bloquées à la surface du filtre parce qu'elles dépassent le diamètre des pores.
-
Formation du gâteau de filtre : À mesure que les grosses particules s'accumulent à la surface, elles forment une couche filtrante secondaire. Ce “ gâteau ” commence à retenir des particules encore plus fines, augmentant ainsi l'efficacité de la filtration au fil du temps, mais augmentant également progressivement la résistance à l'écoulement.
-
Filtration en lit profond (Adhésion) : C'est le principal avantage de la mousse céramique. Les inclusions microscopiques circulent dans les canaux mais adhèrent aux supports en céramique en raison de la tension superficielle, de l'affinité chimique et de la friction physique. Cela permet à un filtre de 10 PPI (pores par pouce) de piéger des particules beaucoup plus petites que ses ouvertures de pores réelles.
Rectification de l'écoulement et réduction des turbulences
Au-delà du nettoyage du métal, ces filtres modifient la dynamique des fluides de la coulée. Le métal en fusion coulé à partir d'une poche possède une énergie turbulente élevée. Si ces turbulences pénètrent dans le moule, elles érodent le moule en sable (lavage du sable) et emprisonnent les bulles d'air.
La mise en place d'un filtre ADtech dans le système d'obturation convertit ce flux turbulent en un flux d'air. flux laminaire. Le flux laminaire est lisse et uniforme, remplissant la cavité du moule de façon homogène. Cette réduction des turbulences évite les défauts de réoxydation et garantit que le métal remplit les sections à parois minces sans coupure à froid.
Compositions et applications des matériaux de base
La sélection de la bonne composition chimique est vitale. L'utilisation d'un mauvais matériau filtrant peut entraîner une défaillance structurelle du filtre, où la céramique fond ou s'effrite dans la pièce moulée, provoquant des défauts catastrophiques.
Filtres à mousse céramique en carbure de silicium (SiC)
Les filtres en carbure de silicium sont la norme pour les fonderies de fonte. Ils possèdent une excellente résistance aux chocs thermiques et une grande résistance mécanique.
-
Alliages cibles : Fonte grise, fonte ductile, alliages de cuivre.
-
Limite de température : Jusqu'à 1500°C.
-
Caractéristique principale : Les filtres SiC sont souvent fabriqués avec un liant sans phosphate afin d'éviter l'accumulation de phosphore dans la masse fondue, ce qui est crucial pour les nuances de fonte ductile.
Filtres à mousse céramique d'alumine (Al2O3)
Les filtres en alumine sont conçus spécifiquement pour l'industrie de l'aluminium. Ils sont chimiquement stables et résistants à la nature agressive de l'aluminium en fusion.
-
Alliages cibles : Alliages d'aluminium, coulée semi-continue d'aluminium.
-
Limite de température : Jusqu'à 1200°C.
-
Caractéristique principale : Ces filtres utilisent souvent un joint distinct (bande expansive) pour sceller le filtre dans le boîtier du filtre, empêchant ainsi le contournement du métal.

Filtres à mousse en céramique de zircone (ZrO2)
La zircone représente le niveau de résistance thermique le plus élevé. Elle est nécessaire pour les applications de moulage de l'acier où les températures sont extrêmes.
-
Alliages cibles : Acier au carbone, acier inoxydable, superalliages à base de cobalt/nickel.
-
Limite de température : Jusqu'à 1700°C.
-
Caractéristique principale : Les filtres en zircone conservent leur résistance à une chaleur extrême et sont préchauffés pour éviter les chocs thermiques lors de la frappe initiale du métal.
Comparaison des spécifications techniques
Les ingénieurs de fonderie doivent s'appuyer sur des données précises pour sélectionner le filtre adéquat. Le tableau ci-dessous présente les paramètres physiques de la gamme de produits de filtration d'ADtech.
Tableau 1 : Spécifications de performance des matériaux
| Fonctionnalité | Alumine (Al2O3) | Carbure de silicium (SiC) | Zircone (ZrO2) |
| Couleur | Blanc / Rose | Gris foncé / Noir | Jaune / Tan clair |
| Produit chimique principal | Al2O3 ≥ 80% | SiC ≥ 80% | ZrO2 ≥ 95% |
| Température maximale | 1200°C | 1500°C | 1700°C |
| Porosité (PPI) | 10, 20, 30, 40, 50, 60 | 10, 20, 30, 40 | 10, 20, 30 |
| Résistance à la compression | > 1,0 MPa | > 1,5 MPa | > 2,0 MPa |
| Choc thermique | Bon | Excellent | Excellent |
| Candidature commune | Jantes en aluminium, aérospatiale | Blocs moteurs, tuyauteries | Machines lourdes, vannes |
Comprendre la porosité : Choisir le bon PPI
PPI signifie Pores par pouce. Cette mesure détermine la densité de la structure de la mousse. Un indice PPI plus élevé indique des pores plus petits et une filtration plus fine, mais entraîne une plus grande résistance à l'écoulement.
-
10 PPI : Filtration grossière. Utilisée pour les grosses pièces moulées où la vitesse d'écoulement est la priorité. Elle élimine les grosses inclusions de scories et de sable.
-
20 PPI : La balance standard de l'industrie. Elle offre de bons débits avec des capacités substantielles d'élimination des inclusions.
-
30 PPI et plus : Filtration fine. Utilisée pour les pièces à haute spécification où même les inclusions microscopiques sont inacceptables (par exemple, les composants automobiles critiques pour la sécurité).
Calculs de débit
Il est essentiel de calculer la surface filtrante requise pour éviter l“” étouffement » du système de coulée. La surface filtrante doit généralement être 3 à 5 fois supérieure à la section transversale du goulot d'étranglement afin de garantir que le filtre ne ralentisse pas le temps de remplissage.
Formule de calcul de la capacité d'écoulement :
-
W : Poids total du métal fondu (kg)
-
R : Capacité de débit du filtre spécifique (kg/cm²/s)
-
A : Surface du filtre (cm²)
-
T : Temps de versement (secondes)
L'utilisation d'un filtre sous-dimensionné entraîne le débordement de la tasse de coulée ou le gel du métal avant le remplissage du moule. Les ingénieurs d'ADtech aident les clients à calculer les dimensions précises nécessaires en fonction de leur modèle de placage.
Installation et mise en place du système de portillon
Un placement correct est tout aussi important que la qualité du filtre. Un filtre mal placé crée des turbulences ou se casse sous la pression.
Stratégies de placement
-
Tasse à verser directement : Le filtre se trouve à la base de la douille de coulée. C'est une pratique courante dans le domaine du moulage à la cire perdue.
-
Système de coureur : C'est l'emplacement le plus courant dans les coulées de sable. Le filtre est placé dans une empreinte à l'intérieur de la barre de coulée.
-
In-Gate : Placer le filtre immédiatement avant que le métal n'entre dans la cavité du moule. Cette méthode permet d'obtenir le métal le plus propre, mais nécessite plusieurs petits filtres.
Le motif “ Imprimer ”
Le siège (empreinte) qui retient le filtre doit être conçu avec des tolérances faibles pour permettre la dilatation thermique. Cependant, l'espace ne doit pas être si large que le métal contourne le filtre.
-
Soutien : Le filtre a besoin d'un minimum de 5 à 10 mm de chevauchement sur tous les côtés pour éviter qu'il ne s'effondre sous le poids du fer ou de l'acier en fusion.
-
Rationalisation : Les canaux d'entrée et de sortie du filtre doivent s'évaser légèrement pour minimiser la perte de pression.
Analyse des défauts : Que se passe-t-il sans filtration ?
Les fonderies qui omettent la filtration ou utilisent des produits de qualité inférieure sont confrontées à des défauts spécifiques. L'identification de ces défauts confirme le besoin de solutions ADtech.
Inclusions (sable et scories)
Ils se présentent sous la forme de trous ou de piqûres irrégulières non métalliques sur la surface usinée. Il s'agit essentiellement de saletés piégées. Ils sont la principale cause de rejet des pièces moulées usinées.
Trous d'air et porosité
L'écoulement turbulent piège les gaz. Ces gaz forment des bulles sphériques dans le métal. Bien que les traitements de dégazage soient utiles, la rectification du flux au moyen de filtres est la solution physique pour empêcher le réentraînement des gaz pendant la coulée.
Films d'oxyde
Dans la coulée de l'aluminium, la surface du métal en fusion s'oxyde instantanément. Si les turbulences replient cette peau superficielle dans le liquide en vrac (films bifides), elles créent un plan de faiblesse. Les filtres éliminent ces films d'oxyde et empêchent la formation de nouveaux films en aval.
Étude de cas : Mise en œuvre d'ADtech dans la production automobile
Lieu : Saginaw, Michigan, États-Unis
Date : février 2024
Profil du client : Fonderie automobile de niveau 1 produisant des vilebrequins en fonte ductile.
Le défi :
La fonderie connaissait un taux de rebut de 12% sur sa ligne de production de vilebrequins pour moteurs V6. Le défaut principal était une “ inclusion de sable ” détectée lors de la phase d'inspection par particules magnétiques (MPI). Elle utilisait un filtre standard qui ne parvenait pas à retenir les fines particules de silicate. De plus, l'usure des outils d'usinage était excessive, ce qui augmentait les coûts d'exploitation.
La solution ADtech :
Nous avons analysé leur système d'obturation et recommandé de passer d'un noyau de filtre en céramique au filtre en mousse céramique SiC d'ADtech (20 PPI).
-
Taille : 75x75x22mm.
-
Placement : Placement horizontal dans la barre de course.
Les résultats (90 jours plus tard) :
| Métrique | Avant ADtech | Après ADtech | Amélioration |
| Taux de rebut (Inclusions) | 12.4% | 1.8% | 85% Réduction |
| Fluidité | Turbulent | Laminaire | Meilleur remplissage des moules |
| Durée de vie de l'outil (plaquettes) | 450 pièces/bord | 620 pièces/bord | 37% Augmentation |
| Économies mensuelles | N/A | $42,000 | ROI positif |
Commentaires des clients :
La transition n'a nécessité aucune modification des plaques d'usinage. La réduction des rebuts d'usinage a constitué le gain financier le plus important, ce qui prouve que le coût du filtre est négligeable par rapport à la valeur d'une pièce usinée mise au rebut.
Guide de sélection : Adapter le filtre à l'alliage
Pour aider les équipes d'approvisionnement et les métallurgistes, nous avons catégorisé la sélection optimale des filtres en fonction des exigences de coulée spécifiques.
Tableau 2 : Matrice de compatibilité des alliages et des filtres
| Type de métal | Exemples d'alliages | Filtre recommandé | IPP optimal |
| Fer gris | GG20, GG25 | Carbure de silicium (SiC) | 10 à 20 PPI |
| Fonte ductile | GGG40, GGG50 | Carbure de silicium (SiC) | 20 à 30 PPI |
| Aluminium | A356, 6061 | Alumine (Al2O3) | 30 à 50 ppp |
| Acier au carbone | WCB, LCC | Zircone (ZrO2) | 10 PPI |
| Acier inoxydable | 304, 316 | Zircone (ZrO2) | 10 à 20 PPI |
| Cuivre/Bronze | C83600 | Carbure de silicium (SiC) | 20 à 30 PPI |
Meilleures pratiques de manipulation et de stockage
Les filtres en mousse céramique sont fragiles par nature. Une manipulation adéquate permet de s'assurer qu'ils fonctionnent correctement pendant la coulée.
-
Contrôle de l'humidité : Les filtres doivent être stockés dans un environnement sec et ventilé. Si un filtre absorbe de l'humidité, la chaleur soudaine du métal en fusion provoque une expansion rapide de l'eau en vapeur, ce qui fait exploser le filtre. L'emballage d'ADtech comprend des barrières contre l'humidité, mais les conditions d'entreposage sont importantes.
-
Impact physique : Évitez de faire tomber les boîtes. Une fissure capillaire dans un filtre est invisible à l'œil nu mais entraîne une défaillance immédiate sous la pression du métal.
-
Propreté : Assurez-vous que la zone d'impression du filtre dans le moule est soufflée avec de l'air comprimé avant de mettre en place le filtre. Le sable en suspension sous le filtre sera entraîné directement dans le moule.
Le processus de fabrication des filtres ADtech
La crédibilité de notre EEAT découle de la transparence de notre processus de fabrication. Nous contrôlons chaque variable pour garantir la cohérence.
-
Mousse de polyuréthane Sélection : Nous commençons par une mousse organique de haute qualité. La structure des pores de cette mousse détermine l'IPP final de la céramique.
-
Préparation de la boue : Un mélange précis de poudre de céramique (SiC, alumine ou zircone), de liants et d'agents rhéologiques est préparé. La viscosité est constamment contrôlée.
-
Imprégnation : La mousse est immergée dans la pâte céramique.
-
Pressage : La mousse est passée dans des rouleaux pour éliminer l'excès de boue. Cette étape est cruciale. Une trop grande quantité de barbotine bloque les pores ; une quantité insuffisante affaiblit la structure.
-
Séchage et cuisson : La mousse enduite est séchée puis cuite dans un four tunnel. Pendant la cuisson, la mousse organique brûle complètement, ne laissant que le squelette en céramique.
-
Frittage : Les particules de céramique fusionnent à haute température pour atteindre la dureté finale.
Analyse économique : Le coût de la qualité
Une objection courante dans le domaine des achats concerne la différence de prix entre un filtre standard et un filtre en mousse céramique. Les filtres en mousse céramique sont plus chers. Cependant, le “ coût de la non-qualité ” (COPQ) dépasse largement le prix unitaire du filtre.
Considérez la valeur ajoutée :
-
Réduction de l'épouillage : Des surfaces plus lisses permettent de réduire les opérations de meulage dans la salle de finition.
-
Réduction du poids : Les canaux peuvent souvent être plus petits car l'écoulement laminaire nécessite moins de longueur d'étranglement, ce qui améliore le rendement du métal (rapport entre le poids coulé et le poids de la coulée).
-
Confiance des clients : La livraison de pièces moulées sans défaut permet d'établir des contrats à long terme.
ADtech se positionne non pas comme un vendeur de produits de base, mais comme un partenaire pour l'amélioration du rendement.
Dépannage des problèmes courants liés aux filtres
Même avec les meilleurs produits, des problèmes peuvent survenir si les paramètres d'application sont incorrects.
Blocage du filtre (gel)
-
Symptôme : Le métal cesse de couler peu après le début de la coulée.
-
Cause : La température du métal est trop basse ou la vitesse de coulée est trop lente.
-
Solution : Augmenter la température de coulée. Pour l'acier, utiliser un filtre en zircone qui a une masse thermique plus faible, ou utiliser une porosité plus importante (10 PPI).
Rupture du filtre
-
Symptôme : Des pièces du filtre se trouvent à l'intérieur de la pièce moulée.
-
Cause : La hauteur de coulée est trop élevée (pression ferrostatique excessive) ou l'empreinte de support est trop petite.
-
Solution : Réduire la hauteur de chute du métal impactant le filtre. S'assurer que l'impression offre une largeur de support adéquate.
Applications avancées : Coulée continue
Au-delà du moulage en sable, les filtres en alumine ADtech sont largement utilisés dans les fonderies d'aluminium pour la production de billettes et de brames. Il s'agit de plaques filtrantes de grand format (jusqu'à 26 pouces).
Dans ces applications, la boîte à filtres est située entre le four et la table de coulée. Les exigences sont ici très strictes, car le filtre doit résister à un flux continu pendant des heures, et pas seulement pendant quelques secondes. ADtech utilise un processus de frittage spécialisé pour ces grandes plaques afin de s'assurer qu'elles ne s'érodent pas au cours des longs cycles de coulée.
FAQs : Questions courantes sur les filtres en mousse céramique
Voici les questions les plus fréquentes posées par les ingénieurs de fonderie et les responsables des achats, auxquelles répondent les experts d'ADtech.
1. Les filtres en mousse céramique peuvent-ils être réutilisés ?
Réponse : Les filtres en mousse céramique sont des consommables à usage unique. Une fois utilisés, les pores sont obstrués par des inclusions et le choc thermique a affaibli la structure de la céramique. Toute tentative de réutilisation entraînera une défaillance du filtre et des défauts de coulée.
2. Quelle est la durée de vie d'un filtre en mousse céramique ?
Réponse : Lorsqu'ils sont correctement stockés dans un environnement sec, les filtres ADtech ont une durée de vie de 2 à 3 ans. Toutefois, nous recommandons de les utiliser dans les 12 mois pour garantir des performances optimales, notamment en ce qui concerne l'absorption de l'humidité.
3. Comment déterminer la taille correcte du filtre ?
Réponse : La taille est déterminée par le poids total coulé et le temps de coulée souhaité. Vous devez calculer le débit (kg/seconde) et l'adapter à la capacité du filtre (kg/cm²/seconde). ADtech fournit un calculateur pour vous aider dans cette tâche.
4. Pourquoi mon filtre flotte-t-il pendant la coulée ?
Réponse : Cela se produit si l'impression du filtre est trop lâche ou si le moule d'entraînement (inférieur) ne fixe pas le filtre de manière étanche. Le métal s'écoule sous le filtre et le pousse vers le haut. Veillez à ce que les dimensions de l'impression correspondent étroitement aux tolérances du filtre.
5. Puis-je utiliser un filtre en carbure de silicium pour la coulée de l'acier ?
Réponse : Non. L'acier est coulé à des températures dépassant souvent 1600°C. Le carbure de silicium se dégrade rapidement au-delà de 1500°C et réagit avec le fer à haute température. Vous devez utiliser des filtres en zircone pour l'acier.
6. Le filtre affecte-t-il la composition chimique du métal ?
Réponse : En général, non. Les filtres ADtech sont chimiquement inertes. Cependant, les filtres spécialisés peuvent être dopés avec des revêtements actifs pour éliminer des éléments spécifiques, mais les filtres standard ne modifient pas la chimie de l'alliage.
7. Quelle est la différence entre les filtres extrudés et les filtres en mousse ?
Réponse : Les filtres extrudés (cellulaires) ont des canaux droits en nid d'abeille. Ils sont solides, mais n'offrent qu'une filtration “ de surface ”. Les filtres en mousse ont un chemin tortueux et sinueux, offrant une filtration “ en profondeur ” qui retient les particules nettement plus petites.
8. Que signifie “ PPI ” ?
Réponse : PPI signifie “ pores par pouce ”. Il s'agit d'une mesure de la densité linéaire des pores. Un filtre de 10 PPI a des pores larges (grossiers), tandis qu'un filtre de 60 PPI a des pores très fins.
9. Un filtre ralentira-t-il mon temps d'écoulement ?
Réponse : Oui, légèrement. Le filtre introduit une résistance à l'écoulement. Toutefois, si la surface du filtre est calculée correctement (généralement 3 à 5 fois la surface de l'étranglement), l'effet sur le temps de coulée est négligeable et souvent bénéfique pour le contrôle du processus.
10. Les filtres peuvent-ils éliminer le gaz hydrogène ?
Réponse : Indirectement. Bien qu'ils n'absorbent pas chimiquement l'hydrogène, en réduisant les turbulences, ils empêchent l'aspiration de l'air (qui contient de l'humidité et de l'hydrogène) dans la matière fondue. Pour l'élimination directe de l'hydrogène, des unités de dégazage sont nécessaires.
Comparaison entre ADtech et ses concurrents
Le marché compte divers fournisseurs, mais ADtech se distingue par sa constance. De nombreux filtres à bas prix souffrent de “ pores aveugles ”, c'est-à-dire de blocages internes qui réduisent la surface d'écoulement effective. D'autres ont une faible friabilité, libérant de la poussière de céramique dans le moule avant même que le coulage ne commence.
ADtech effectue un “ test de transmission lumineuse ” rigoureux sur chaque lot. Nous faisons passer une lumière intense à travers la mousse afin de nous assurer que les voies sont ouvertes et uniformes. Cette étape de contrôle qualité garantit qu'un filtre 20 PPI fonctionne exactement comme un filtre 20 PPI, lot après lot.
Tableau 3 : Cohérence des propriétés physiques
| Paramètres | ADtech Standard | Moyenne du secteur | Impact |
| Consistance des pores | ± 2 PPI | ± 5 PPI | Débit constant |
| Densité en vrac | 0,45 g/cm³ | 0,35 – 0,55 g/cm³ | Fiabilité structurelle |
| Choc thermique (trempe à l'eau) | 5 cycles | 3 cycles | Prévient les fissures |
Impact sur l'environnement et le développement durable
La fabrication moderne exige la durabilité. En réduisant les taux de rebut, les filtres ADtech diminuent la consommation d'énergie globale de la fonderie. La refonte d'une pièce de fonte mise au rebut consomme près du double de l'énergie nécessaire à la production d'une bonne pièce du premier coup.
En outre, notre usine de fabrication utilise des systèmes de récupération de la chaleur résiduelle et nous sommes en train de passer à des liants à base biologique pour réduire les émissions de COV lors de la production des filtres. Un partenariat avec ADtech permet d'aligner votre chaîne d'approvisionnement sur des principes de fabrication plus écologiques.
Conclusion : La promesse ADtech
Les filtres en mousse céramique ne sont pas de simples accessoires ; ce sont des outils de contrôle de processus essentiels pour le moulage moderne des métaux. Qu'il s'agisse de produire des composants complexes en aluminium pour l'aérospatiale ou des machines en fer très résistantes, la pureté de la fonte détermine le succès du projet.
ADtech fournit l'expertise technique, la qualité des matériaux et la fiabilité de la chaîne d'approvisionnement nécessaires pour que votre fonderie fonctionne au maximum de son efficacité. En intégrant nos filtres SiC, Alumine ou Zircone, vous assurez un processus de coulée plus propre, plus léger et plus rentable.
