Rotary degassing using a properly specified graphite rotor and optimized unit setup is the most reliable industrial route to reduce dissolved hydrogen and remove oxide inclusions from molten aluminum to levels that meet modern casting quality targets; when rotor geometry, gas type and flow, rotational speed, immersion depth, and treatment time are matched to alloy chemistry and melt volume, typical hydrogen reductions to single-digit ppm and dramatic reductions in porosity can be achieved while keeping operating cost and cycle-time impact acceptable.
1. What rotary degassing is and why it matters
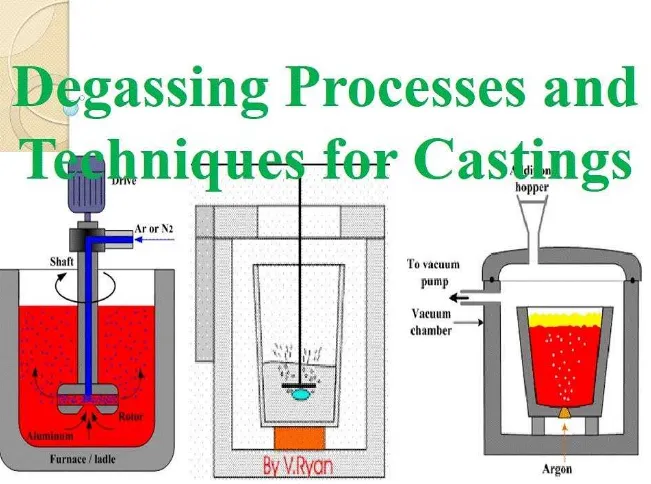
Rotary degassing unit is a melt treatment technique that disperses an inert purge gas into molten aluminum through a rotating probe fitted with an impeller or rotor. The process relies on creating a high population of small gas bubbles that rise through the melt and act as mobile collectors for dissolved hydrogen and minute oxide fragments; the gas bubbles capture these contaminants and carry them to the surface where they are removed. For aluminum casters targeting low-porosity components, rotary degassing is standard practice because it is robust, controllable, and scales from bench to high-volume production.

Why rotary degassing is often chosen in production
-
High removal efficiency for dissolved hydrogen when process variables are optimized.
-
Compatible with a wide range of alloys and production scales.
-
Clean operation with closed systems that minimize re-absorption and contamination.
2. Core physical principles behind bubble-driven degassing
Rotary degassing rests on mass transfer and two-phase flow physics. Key mechanisms:
-
Gas-liquid mass transfer: Hydrogen diffuses from the melt into the bubble driven by partial pressure differences. Bubble surface area and residence time are primary drivers of transfer rate.
-
Bubble entrainment of particulates: Oxide films and inclusions adhere to bubble surfaces or become entrapped in bubble wakes. Proper hydrodynamics increase collection efficiency.
-
Bubble breakup and coalescence control: Smaller bubbles have higher surface-area-to-volume and capture more hydrogen per unit gas; rotor geometry and speed control bubble diameter distribution.
-
Thermodynamic limit: There is an upper theoretical efficiency for degassing governed by equilibrium between the dissolved gas in the melt and the gas phase; process optimization aims to approach that limit practically.
3. Graphite rotor materials and manufacturing notes
Graphite is the preferred rotor material in many foundries and aluminum processing units because it combines thermal shock tolerance, corrosion resistance in molten aluminum environments, and machinability into complex impeller shapes that promote fine bubble formation.
Typical graphite rotor grades and properties
Below is a condensed specification table illustrating common property ranges seen in industrial degassing rotors. Values are representative; suppliers provide exact grade data sheets.
| Property | Typical range |
|---|---|
| Bulk density | 1.6 — 1.85 g/cm³ |
| Porosity | 10% — 25% (process-dependent) |
| Flexural strength | 10 — 85 MPa |
| Maximum service temperature | > 1000 °C (graphite stable in inert atmosphere) |
| Typical diameters | 70 mm — 250 mm (rotor) |
| Surface finish | Machined grooves or vanes to create uniform bubble dispersion |
Sources from industry suppliers report similar grade parameters and underscore the need to match grade to rotor geometry and operating environment (oxidation control, anti-oxidation coatings if needed).
Manufacturing methods
-
Molded graphite and isostatically pressed graphite are common. Machining tolerances and internal porosity control are important to avoid premature failure.
-
Anti-oxidation treatments or sacrificial coatings are sometimes used when operating near the melt surface or during long exposures to ambient oxygen.
4. Rotary degassing unit architecture and ancillary components
A production-ready rotary degassing system is more than a rotor on a shaft. A complete unit typically includes:
-
Electric or pneumatic motor with precise variable-speed drive and coupling.
-
Gas metering and flow control system (mass flow or rotameter plus regulator).
-
Pre-heating station or controlled insertion sequence to avoid thermal shock to the rotor.
-
Seals and quick-change couplings designed to allow safe rotor replacement without prolonged downtime.
-
Local control panel or PLC integration to log speed, gas flow, and treatment times.
Typical module layout (functional blocks)
-
Control and monitoring cabinet
-
Motor and frequency converter for stepless speed control
-
Gas supply manifold and filter (nitrogen/argon supply)
-
Rotor and shaft assembly with coupling and anti-vibration supports
-
Mounting frame and operator interface

5. Key process variables and recommended parameter windows (engineer-ready)
Process performance depends on an interaction among variables. The table below gives practical windows used in production trials and peer-reviewed studies. These are starting points; find the optimal point using on-site RPT or H-content measurement methods.
| Variable | Typical production window | Notes |
|---|---|---|
| Rotor speed (rpm) | 300 — 400 rpm (common), up to 700 rpm for smaller rotors | Papers and trials identify 350—375 rpm as efficient for many rotors. |
| Gas type | Nitrogen or Argon | Nitrogen is common and cost-effective; argon preferred for critical applications. |
| Gas flow rate | 12 — 20 L/min (typical industrial); some designs use 15—17 L/min as efficient window | Depends on rotor size and melt volume. |
| Treatment time | 3 — 10 minutes per charge | Longer treatment gives diminishing returns beyond optimal time. |
| Melt temperature | Alloy dependent; typically 700 — 760 °C for common Al alloys | Higher temperatures reduce gas solubility but may change oxide film behaviour. |
| Immersion depth | Rotor tip several tens of mm below melt surface; anti-vortex plates recommended | Proper depth prevents air entrainment. |
Key empirical findings: Multiple experimental studies and industry trials identify gas flow rates around 15—17 L/min combined with rotor speeds in the mid 300s rpm as an effective balance of efficiency and operating cost for many rotor geometries (rotors labelled A and C in one comparative study).
6. Rotor geometry, impeller types, and how they shape bubble size/distribution
Rotor design is a decisive factor in bubble formation. Three general categories exist:
-
Vane/propeller rotors: produce a range of bubble sizes; simpler manufacture and robust.
-
Radial-hole or porous rotors: designed to generate very fine bubbles; often made of treated graphite with controlled porosity.
-
High-shear rotors: feature narrow gap geometries and fast peripheral speeds to shear gas into extremely fine bubbles; used when ultra-low hydrogen is required but can increase wear and shear-heating.
How to choose geometry
-
For high-volume, standard quality castings, balanced vanes or radial-vaned graphite rotors provide durable performance with good efficiency.
-
For critical aerospace-grade work, a rotor geometry engineered to create sub-millimeter bubble distributions with controlled residence time may be necessary.

7. Gas selection, supply, and flow control strategy
Gas choices: nitrogen, argon, or sometimes forming gas blends. Nitrogen is widely used due to cost and adequate performance; argon is inert and non-reactive, chosen when hydrogen pick-up risks or alloy sensitivity demand it.
Flow control and metering: use mass flow controllers where process repeatability is required; rotameters may suffice in simpler plants. Ensure supply manifold includes particle filtering and moisture traps to avoid contamination.
Pre-purge strategy: before immersion, purge the rotor channels with gas to prevent oxide clogging and to thermally condition the rotor. A common practice: pre-purge at set flow for 1–2 minutes before immersion.
8. Measurement, sampling, and quality metrics used by engineers and buyers
To validate degassing performance, processes used include:
-
Hydrogen content measurement (H ppm) using hot extraction or inert gas fusion methods.
-
Reduced Pressure Test (RPT) density and visual scoring of samples.
-
Porosity quantification via sectioning, ultrasonic testing, or CT scanning for critical parts.
-
Oxide film count via metallography.
Actionable specification: buyers should require suppliers to provide certification of expected H-content reduction (e.g., baseline H 30 ppm → post-treatment < 10 ppm) under specified test conditions and representative alloy. This ensures procurement aligns with process capability.
9. Integration into production lines and practical installation checklist
Buyers and engineers should follow a simple checklist when integrating a unit:
-
Confirm melt pot diameter and depth to choose appropriate shaft and rotor length.
-
Check crane or hoist clearances for safe insertion and removal.
-
Validate power supply for motor and frequency converter.
-
Plan for gas cylinder storage and manifold location close to degasser with appropriate safety.
-
Commission using first-run trials with RPT/hydrogen measurements to establish site-specific parameter set.
10. Maintenance, wear, and rotor lifetime management (service table)
Graphite rotors wear from mechanical abrasion and oxidation. Typical lifetime depends on grade, alloy, and operating duty cycle.
| Maintenance action | Frequency | Typical service note |
|---|---|---|
| Pre-operation visual check | Each shift | Check for cracks, gouges, or contamination |
| Clean internal channels / gas ports | Weekly or per shift for heavy use | Prevents blockages |
| Rotor surface inspection | Monthly | Minor machining or dressing may be possible |
| Replace rotor | Based on wear; typical 6 — 24 months | High-volume shops replace more often |
Supplier datasheets and field experience should be used to set contractual life-cycle expectations.
11. Comparison with alternative methods and selection guidance for purchasers
Flux injection (fluxing) vs rotary degassing:
-
Fluxing can chemically scavenge oxides and non-metallic inclusions but introduces consumable flux and generates waste handling requirements. Rotary degassing is cleaner and often preferred when dissolved hydrogen is the main concern.
Pros of rotary degassing
-
Repeatable control, minimal consumable cost (gas), good for hydrogen control.
Cons
-
Requires capital equipment, periodic rotor replacement, and operator training.
When to choose which: For routine automotive and industrial casting where throughput and low porosity are required, rotary degassing is typically favored. For certain oxides or very contaminated melts, fluxing or combined strategies can be considered.
12. Typical problems, root causes, and troubleshooting steps
Problem: Reintroduction of hydrogen after treatment.
Likely causes and remedies: air entrainment due to insufficient immersion depth or damaged vortex breaker plate — install anti-vortex plate and re-establish immersion depth.
Problem: Rotor channel blockage.
Causes: oxide or flux deposits — implement gas pre-purge and adopt a cleaning schedule.
Problem: Excessive rotor wear or cracking.
Causes: thermal shock or over-speeding — enforce preheating steps and operate within manufacturer speed ranges.
13. Procurement specification template
Below is a compact procurement checklist engineers can paste into RFQs:
-
Required melt volume and crucible dimensions.
-
Target post-treatment hydrogen level (e.g., ≤ 10 ppm) and test method (inert gas fusion).
-
Rotor material and grade with datasheet.
-
Motor power and speed control range (e.g., 0–700 rpm stepless).
-
Gas supply requirements and mass flow controller accuracy.
-
Safety certifications (CE, ISO) and installation service.
-
Warranty terms and expected rotor life under duty cycle.
-
Spare parts availability and lead time.
Include acceptance testing clause requiring on-site degassing trials with documented RPT and H-content results.
14. Data tables and reference specifications
Table A: Typical rotor sizes and recommended application
| Rotor diameter (mm) | Typical melt volume (kg) | Recommended gas flow (L/min) | Typical rpm |
|---|---|---|---|
| 70 | < 200 | 8 — 12 | 350 — 450 |
| 100 | 200 — 600 | 12 — 18 | 300 — 400 |
| 150 | 600 — 1500 | 15 — 25 | 300 — 375 |
| 200+ | > 1500 | 20+ | 250 — 350 |
These figures are guideline ranges; supplier-specific rotors will publish detailed curves.
Table B: Rotor material comparison snapshot
| Material | Strengths | Limitations |
|---|---|---|
| Graphite (isostatic) | Thermal shock tolerance, machinability | Oxidation risk at high surface exposure |
| Molded graphite | Lower cost | Higher porosity variance |
| Ceramic-coated graphite | Improved oxidation resistance | Higher cost, potential coating loss |
15. Case study excerpts (genericized)
-
Automotive foundry trial: Switching to an optimized graphite rotor and setting gas flow to ~16 L/min with 360 rpm reduced average RPT gas porosity score by 45% across pilot production, with negligible cycle time change.
-
Recycling operation: A study comparing removal of rotary degassing step showed energy savings but potential material property changes; decision must weigh energy vs quality targets.
16. Environmental, safety and regulatory notes
-
Ensure gas storage and piping meet local codes and include oxygen sensors where nitrogen is used in confined spaces.
-
Rotors and used parts may be considered industrial waste; follow local disposal regulation — some graphite scrap can be recycled.
-
Provide operator training to avoid exposure to fumes and to follow lock-out procedures when replacing rotors.
17. Implementation checklist
-
Site power and crane checks completed.
-
Gas supply and regulator installed with moisture traps.
-
Control cabinet with frequency drive commissioned.
-
Baseline hydrogen measurement before commissioning.
-
First-run process qualification and acceptance testing with agreed metrics.
18. FAQs
-
What hydrogen level can I expect after rotary degassing?
Typical post-treatment hydrogen targets are single-digit ppm for well-optimized systems; actual result depends on alloy, initial hydrogen, rotor geometry and process settings. Acceptance tests should specify measurement method. -
Which gas should we use: nitrogen or argon?
Nitrogen is the cost-efficient choice for many applications; argon is selected when maximum inertness or alloy sensitivity is required. Cost and supply logistics often decide for production sites. -
How often should graphite rotors be replaced?
Replacement frequency varies widely: light use shops might see 12–24 months, heavy-duty operations may replace every few months; monitor wear and performance via routine inspection. -
Can rotor speed be too high?
Yes; excessive speed can increase wear, splashing, and gas entrainment. Always follow supplier speed limits and validate with trials. -
Is preheating the rotor necessary?
Yes; a short preheat or pre-purge step helps reduce thermal shock and prevents channel blockage. -
What are the main maintenance tasks?
Regular inspection, cleaning gas ports, verifying couplings, and monitoring rotor balance. Keep a spare rotor on hand to avoid downtime. -
How to verify degassing performance in production?
Use hydrogen content analysis and RPT sampling. Establish an in-plant acceptance threshold and a sampling frequency. -
Does rotary degassing remove oxides as well as hydrogen?
It helps collect oxide fragments but is most effective at hydrogen removal; oxide control may need combined measures. -
Are there energy implications to rotary degassing?
Treatment consumes some gas and electricity and may cool the melt slightly; however, process optimization minimizes reheating needs. Some studies show energy tradeoffs when removing degassing step entirely. -
What should be in the RFQ for a new degassing unit?
Specify melt volume, target hydrogen levels and test method, rotor material and expected life, motor and speed range, safety certifications, and on-site commissioning tests.
18. Final recommendations for engineers and buyers
-
Treat rotor selection as a systems decision: rotor grade, geometry and unit control must be considered together.
-
Require supplier on-site trials and documented H-content reductions in contract acceptance.
-
Start with mid-range parameter windows (15—17 L/min, 300—400 rpm) and tune using frequent RPT/hydrogen checks to find the shop-specific optimum.
