A implementação de filtros de espuma cerâmica de alta qualidade remove eficazmente as inclusões não metálicas do metal fundido, resultando diretamente numa redução de 25% a 40% nas taxas de refugo de fundição para fundições industriais. As soluções de filtragem ADtech utilizam um mecanismo de caminho tortuoso para reter fisicamente a escória e as impurezas enquanto rectificam a turbulência do fluxo de metal. Esse processo garante propriedades mecânicas superiores na peça fundida final, melhora significativamente a usinabilidade e aumenta a vida útil das ferramentas de corte usadas no pós-processamento. As fundições que dão prioridade à otimização do rendimento devem integrar níveis específicos de porosidade (PPI) correspondentes aos seus tipos de liga para obter um fluxo laminar e evitar a entrada de ar durante a fase de vazamento.
A ciência por trás da filtragem de metal fundido
A fundição de metais continua a ser a espinha dorsal do fabrico pesado, mas a presença de impurezas ameaça a integridade estrutural de cada componente produzido. Os filtros de espuma cerâmica (CFF) servem como ponto de controlo crítico entre o forno e a cavidade do molde.
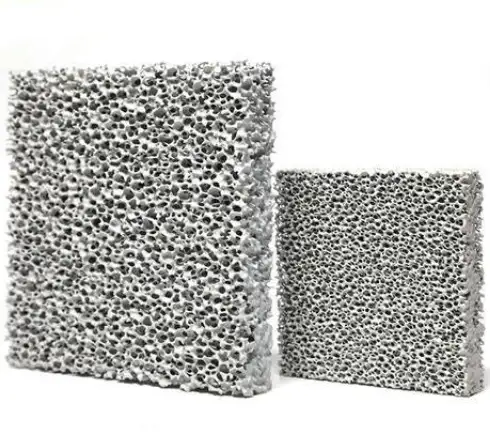
Ao contrário dos filtros simples, que apenas retêm partículas maiores do que o tamanho dos orifícios, os CFFs funcionam através de uma estrutura tridimensional. Essa estrutura cria um efeito de “filtragem profunda”. Quando o alumínio, ferro ou aço fundido passa pela espuma reticulada, encontra uma rede complexa de suportes cerâmicos.
Mecanismos de filtragem em ação
Três processos físicos distintos ocorrem simultaneamente num filtro ADtech:
-
Crivagem (peneiramento): As partículas grandes, como escórias de forno ou fragmentos refractários, são fisicamente bloqueadas na face do filtro porque excedem o diâmetro dos poros.
-
Formação de bolo de filtro: À medida que as partículas grandes se acumulam na superfície, elas formam uma camada de filtro secundária. Esse “bolo” começa a reter partículas ainda mais finas, aumentando a eficiência da filtragem ao longo do tempo, embora também aumente gradualmente a resistência ao fluxo.
-
Filtragem de leito profundo (Adesão): Esta é a principal vantagem da espuma cerâmica. As inclusões microscópicas fluem através dos canais mas aderem aos suportes cerâmicos devido à tensão superficial, afinidade química e fricção física. Isto permite que um filtro de 10 PPI (Poros por Polegada) retenha partículas significativamente mais pequenas do que as suas aberturas de poros reais.
Retificação do fluxo e redução da turbulência
Para além de limparem o metal, estes filtros alteram a dinâmica dos fluidos do vazamento. O metal fundido derramado de uma concha possui uma elevada energia turbulenta. Se esta turbulência entrar no molde, corrói o molde de areia (lavagem de areia) e aprisiona bolhas de ar.
A colocação de um filtro ADtech no sistema de comportas converte este fluxo turbulento em fluxo laminar. O fluxo laminar é suave e uniforme, preenchendo a cavidade do molde de forma homogénea. Esta redução da turbulência evita defeitos de re-oxidação e assegura que o metal preenche as secções de paredes finas sem cortes a frio.
Composições e aplicações de materiais de base
A seleção da composição química correta é vital. A utilização de um material de filtragem incorreto pode levar à falha estrutural do filtro, em que a cerâmica derrete ou se desfaz na fundição, causando defeitos catastróficos.
Filtros de espuma cerâmica de carboneto de silício (SiC)
Os filtros de carboneto de silício são a norma para as fundições de ferro fundido. Possuem uma excelente resistência ao choque térmico e uma elevada resistência mecânica.
-
Ligas alvo: Ferro cinzento, ferro dúctil, ligas de cobre.
-
Limite de temperatura: Até 1500°C.
-
Caraterística-chave: Os filtros de SiC são normalmente fabricados com um aglutinante sem fosfato para evitar a recolha de fósforo na fusão, o que é crucial para os tipos de ferro dúctil.
Filtros de espuma cerâmica de alumina (Al2O3)
Os filtros de alumina são concebidos especificamente para a indústria do alumínio. São quimicamente estáveis e resistentes à natureza agressiva do alumínio fundido.
-
Ligas alvo: Ligas de alumínio, fundição semi-contínua de alumínio.
-
Limite de temperatura: Até 1200°C.
-
Caraterística-chave: Estes filtros utilizam frequentemente uma junta distinta (fita expansiva) para selar o filtro dentro da caixa do filtro, evitando o desvio de metal.

Filtros de espuma cerâmica de zircónio (ZrO2)
A zircónia representa o nível mais elevado de resistência térmica. Estes são necessários para aplicações de fundição de aço onde as temperaturas são extremas.
-
Ligas alvo: Aço-carbono, aço inoxidável, superligas à base de cobalto/níquel.
-
Limite de temperatura: Até 1700°C.
-
Caraterística-chave: Os filtros de zircónio mantêm a resistência a temperaturas extremas e são pré-aquecidos para evitar o choque térmico durante o golpe inicial do metal.
Comparação das especificações técnicas
Os engenheiros de fundição devem basear-se em dados precisos para selecionar o filtro correto. A tabela abaixo descreve os parâmetros físicos da linha de produtos de filtragem da ADtech.
Tabela 1: Especificações de desempenho do material
| Caraterística | Alumina (Al2O3) | Carboneto de silício (SiC) | Zircónio (ZrO2) |
| Cor | Branco / Rosa | Cinzento escuro / Preto | Amarelo / Bronzeado claro |
| Produto químico principal | Al2O3 ≥ 80% | SiC ≥ 80% | ZrO2 ≥ 95% |
| Temperatura máxima | 1200°C | 1500°C | 1700°C |
| Porosidade (PPI) | 10, 20, 30, 40, 50, 60 | 10, 20, 30, 40 | 10, 20, 30 |
| Resistência à compressão | > 1,0 MPa | > 1,5 MPa | > 2,0 MPa |
| Choque térmico | Bom | Excelente | Excelente |
| Aplicação comum | Rodas de alumínio, Aeroespacial | Blocos de motor, tubos | Maquinaria pesada, Válvulas |
Compreender a porosidade: Escolher o PPI correto
PPI significa Poros por polegada. Esta métrica determina a densidade da estrutura da espuma. Um número PPI mais elevado indica poros mais pequenos e uma filtragem mais fina, mas introduz uma maior resistência ao fluxo.
-
10 PPI: Filtragem grosseira. Utilizada para grandes peças fundidas em que a velocidade do caudal é a prioridade. Remove grandes inclusões de escória e areia.
-
20 PPI: A balança padrão da indústria. Oferece bons caudais com capacidades substanciais de remoção de inclusões.
-
30 PPI e superior: Filtragem fina. Utilizado para peças de elevada especificação em que mesmo inclusões microscópicas são inaceitáveis (por exemplo, componentes automóveis de segurança crítica).
Cálculos de caudal
Calcular a área de filtragem necessária é fundamental para evitar o “entupimento” do sistema de canal. A área de filtragem normalmente precisa de ser de 3 a 5 vezes a área transversal do estrangulador para garantir que o filtro não restringe o tempo de enchimento.
Fórmula para a capacidade de fluxo:
-
W: Peso total do metal fundido (kg)
-
R: Capacidade de caudal do filtro específico (kg/cm²/s)
-
A: Área do filtro (cm²)
-
T: Tempo de vazamento (segundos)
A utilização de um filtro subdimensionado faz com que o copo de vazamento transborde ou que o metal congele antes de encher o molde. Os engenheiros da ADtech ajudam os clientes a calcular as dimensões exactas necessárias com base no seu padrão de revestimento.
Instalação e colocação do sistema de comportas
A colocação correta é tão vital como a qualidade do filtro. Um filtro mal colocado cria turbulência ou quebra sob pressão.
Estratégias de colocação
-
Copo de despejo direto: O filtro fica na base do casquilho de vazamento. Isto é comum na fundição por cera perdida.
-
Sistema de corredores: A localização mais comum na fundição em areia. O filtro é colocado numa impressão dentro da barra de rolamento.
-
No portão: Colocação do filtro imediatamente antes de o metal entrar na cavidade do molde. Isto proporciona o metal mais limpo, mas requer vários filtros pequenos.
O design “Imprimir”
A sede (impressão) que segura o filtro deve ser concebida com tolerâncias folgadas para permitir a expansão térmica. No entanto, a folga não pode ser tão grande que o metal passe pelo filtro.
-
Apoio: O filtro requer um mínimo de 5 mm a 10 mm de sobreposição de suporte em todos os lados para evitar que se desmorone sob o peso do ferro ou aço fundido.
-
Racionalização: Os canais de passagem que entram e saem da impressão do filtro devem ser ligeiramente alargados para minimizar a perda de pressão.
Análise de defeitos: O que acontece sem filtragem?
As fundições que não utilizam filtragem ou que utilizam produtos inferiores enfrentam defeitos específicos. A identificação destes defeitos confirma a necessidade de soluções ADtech.
Inclusões (areia e escória)
Estes aparecem como buracos irregulares não metálicos ou poços na superfície maquinada. São essencialmente sujidade retida. São a principal causa de rejeição de peças fundidas maquinadas.
Blowholes e Porosidade
O fluxo turbulento aprisiona os gases. Estes gases formam bolhas esféricas no interior do metal. Embora os tratamentos de desgaseificação ajudem, a retificação do fluxo através de filtros é a solução física para evitar a reentrada de gás durante o vazamento.
Filmes de óxido
Na fundição de alumínio, a superfície do metal fundido oxida instantaneamente. Se a turbulência dobrar esta pele superficial para dentro do líquido a granel (películas bifoliadas), cria-se um plano de fraqueza. Os filtros retiram estas películas de óxido e impedem a formação de novas películas a jusante.
Estudo de caso: Implementação da ADtech na produção automóvel
Localização: Saginaw, Michigan, EUA
Data: fevereiro de 2024
Perfil do cliente: Fundição Automotiva Tier 1 produzindo virabrequins de ferro dúctil.
O desafio:
A fundição estava enfrentando uma taxa de refugo de 12% na linha de virabrequins do motor V6. O principal defeito era a “inclusão de areia” detectada durante a fase de inspeção por partículas magnéticas (MPI). Eles estavam usando um núcleo de filtro padrão que não conseguia reter partículas finas de silicato. Além disso, o desgaste das ferramentas de usinagem era excessivo, aumentando os custos operacionais.
A solução ADtech:
Analisámos o seu sistema de portas e recomendámos a mudança de um núcleo de filtro de cerâmica para o filtro de espuma cerâmica ADtech SiC (20 PPI).
-
Tamanho: 75x75x22mm.
-
Colocação: Colocação horizontal na barra de rolamento.
Os resultados (90 dias depois):
| Métrica | Antes da ADtech | Depois da ADtech | Melhoria |
| Taxa de sucata (Inclusões) | 12.4% | 1.8% | Redução 85% |
| Fluidez | Turbulento | Laminar | Melhor preenchimento do molde |
| Vida útil da ferramenta (pastilhas) | 450 peças/borda | 620 peças/borda | 37% Aumento |
| Poupança mensal | N/A | $42,000 | ROI positivo |
Feedback do cliente:
A transição não exigiu qualquer modificação nas placas de padrão. A redução das rejeições de maquinação proporcionou o ganho financeiro mais significativo, provando que o custo do filtro é insignificante em comparação com o valor de uma peça maquinada de refugo.
Guia de seleção: Combinando o filtro com a liga
Para ajudar as equipas de compras e os metalúrgicos, categorizámos a seleção ideal de filtros com base em requisitos específicos de fundição.
Tabela 2: Matriz de compatibilidade de ligas e filtros
| Tipo de metal | Exemplos de ligas | Filtro recomendado | PPI ótimo |
| Ferro cinzento | GG20, GG25 | Carboneto de silício (SiC) | 10 – 20 PPI |
| Ferro fundido dúctil | GGG40, GGG50 | Carboneto de silício (SiC) | 20 – 30 PPI |
| Alumínio | A356, 6061 | Alumina (Al2O3) | 30 – 50 PPI |
| Aço carbono | WCB, LCC | Zircónio (ZrO2) | 10 PPI |
| Aço inoxidável | 304, 316 | Zircónio (ZrO2) | 10 – 20 PPI |
| Cobre/Bronze | C83600 | Carboneto de silício (SiC) | 20 – 30 PPI |
Boas práticas de manuseamento e armazenamento
Os filtros de espuma cerâmica são frágeis por natureza. Um manuseamento adequado garante o seu desempenho correto durante a fundição.
-
Controlo da humidade: Os filtros devem ser armazenados num ambiente seco e ventilado. Se um filtro absorver humidade, o calor repentino do metal fundido faz com que a água se expanda rapidamente em vapor, provocando a explosão do filtro. A embalagem da ADtech inclui barreiras contra a humidade, mas as condições de armazenamento são importantes.
-
Impacto físico: Evitar deixar cair as caixas. Uma fenda fina num filtro é invisível a olho nu, mas resultará numa falha imediata sob a pressão do metal.
-
Limpeza: Certifique-se de que a área de impressão do filtro no molde é soprada com ar comprimido antes de colocar o filtro. A areia solta por baixo do filtro será arrastada diretamente para a peça fundida.
O processo de fabrico dos filtros ADtech
A nossa credibilidade EEAT resulta do nosso processo de fabrico transparente. Controlamos todas as variáveis para garantir a consistência.
-
Seleção de espuma de poliuretano: Começamos com uma espuma orgânica de alta qualidade. A estrutura dos poros desta espuma determina o PPI final da cerâmica.
-
Preparação da lama: É preparada uma mistura precisa de pó cerâmico (SiC, Alumina ou Zircónia), aglutinantes e agentes reológicos. A viscosidade é constantemente monitorizada.
-
Impregnação: A espuma é imersa na pasta cerâmica.
-
Apertar: A espuma é passada através de rolos para remover o excesso de lama. Este passo é fundamental. Demasiada lama bloqueia os poros; pouca lama enfraquece a estrutura.
-
Secagem e cozedura: A espuma revestida é seca e depois cozida num forno de túnel. Durante a cozedura, a espuma orgânica queima completamente, deixando apenas o esqueleto cerâmico.
-
Sinterização: As partículas de cerâmica fundem-se a altas temperaturas para atingir a dureza final.
Análise económica: O custo da qualidade
Uma objeção comum na aquisição é a diferença de preço entre um núcleo de filtro padrão e um filtro de espuma cerâmica. Os CFFs são mais caros. No entanto, o “Custo da Má Qualidade” (COPQ) supera em muito o preço unitário do filtro.
Considerar o valor acrescentado:
-
Redução da inquietação: Superfícies mais lisas significam que é necessário menos lixamento na sala de acabamento.
-
Redução de peso: Os canais podem muitas vezes ser mais pequenos porque o fluxo laminar requer um menor comprimento de estrangulamento, melhorando o rendimento do metal (rácio entre o peso vazado e o peso da peça fundida).
-
Confiança do cliente: A entrega de peças fundidas com zero defeitos cria contratos de longo prazo.
A ADtech posiciona-se não como um vendedor de mercadorias, mas como um parceiro de melhoria do rendimento.
Resolução de problemas comuns de filtros
Mesmo com os melhores produtos, podem surgir problemas se os parâmetros de aplicação estiverem incorrectos.
Bloqueio do filtro (congelamento)
-
Sintoma: O metal pára de fluir pouco depois do início do vazamento.
-
Causa: A temperatura do metal é demasiado baixa ou a velocidade de vazamento é demasiado lenta.
-
Solução: Aumentar a temperatura de vazamento. Para o aço, utilizar um filtro de zircónio, que tem uma massa térmica inferior, ou utilizar uma porosidade maior (10 PPI).
Quebra de filtro
-
Sintoma: Os pedaços do filtro encontram-se no interior da peça fundida.
-
Causa: A altura de vazamento é demasiado elevada (pressão ferrostática excessiva) ou a impressão de suporte é demasiado pequena.
-
Solução: Reduzir a altura de queda do metal que embate no filtro. Assegurar que a impressão oferece uma largura de suporte adequada.
Aplicações avançadas: Fundição Contínua
Para além da fundição em areia, os filtros ADtech Alumina são amplamente utilizados em casas de fundição de alumínio para a produção de biletes e placas. Trata-se de placas de filtro de grande formato (até 26 polegadas).
Nestas aplicações, a caixa de filtros está localizada entre o forno e a mesa de fundição. Os requisitos aqui são rigorosos, pois o filtro deve suportar um fluxo contínuo durante horas, não apenas segundos. A ADtech utiliza um processo de sinterização especializado para estas placas de grandes dimensões para garantir que não sofrem erosão durante os longos ciclos de fundição.
FAQs: Perguntas comuns sobre os filtros de espuma de cerâmica
Eis as perguntas mais frequentes colocadas por engenheiros de fundição e gestores de aprovisionamento, respondidas por especialistas da ADtech.
1. Os filtros de espuma cerâmica podem ser reutilizados?
Resposta: Não. Os filtros de espuma cerâmica são consumíveis de utilização única. Uma vez utilizados, os poros estão obstruídos com inclusões e o choque térmico enfraqueceu a estrutura cerâmica. A tentativa de os reutilizar resultará numa falha do filtro e em defeitos de fundição.
2. Qual é o prazo de validade de um filtro de espuma de cerâmica?
Resposta: Quando armazenados corretamente num ambiente seco, os filtros ADtech têm um prazo de validade de 2 a 3 anos. No entanto, recomendamos a sua utilização no prazo de 12 meses para garantir um desempenho ótimo, especialmente no que diz respeito à absorção de humidade.
3. Como posso determinar o tamanho correto do filtro?
Resposta: O tamanho é determinado pelo peso total vertido e pelo tempo de vazamento desejado. É necessário calcular a taxa de fluxo (kg/segundo) e combiná-la com a capacidade do filtro (kg/cm²/segundo). A ADtech fornece uma calculadora para ajudar nessa tarefa.
4. Porque é que o meu filtro flutua durante o enchimento?
Resposta: Isto ocorre se a impressão do filtro estiver demasiado solta ou se o molde de arrastamento (inferior) não prender bem o filtro. O metal flui por baixo do filtro, empurrando-o para cima. Assegurar que as dimensões da impressão correspondem exatamente às tolerâncias do filtro.
5. Posso utilizar um filtro de carboneto de silício para a fundição de aço?
Resposta: Não. O aço é vazado a temperaturas frequentemente superiores a 1600°C. O carboneto de silício degrada-se rapidamente acima dos 1500°C e reage com o ferro a altas temperaturas. É necessário utilizar filtros de zircónio para o aço.
6. O filtro afecta a composição química do metal?
Resposta: Em geral, não. Os filtros ADtech são quimicamente inertes. No entanto, os filtros especializados podem ser dopados com revestimentos activos para remover elementos específicos, mas os filtros padrão não alteram a química da liga.
7. Qual é a diferença entre filtros extrudidos e filtros de espuma?
Resposta: Os filtros extrudidos (celulares) têm canais retos em forma de favo de mel. São resistentes, mas oferecem apenas uma filtragem de “triagem”. Os filtros de espuma têm um percurso tortuoso e sinuoso, oferecendo uma filtragem “profunda” que retém partículas significativamente menores.
8. O que significa “PPI”?
Resposta: PPI significa “Pores Per Inch” (poros por polegada). É uma medida da densidade linear dos poros. Um filtro de 10 PPI tem poros grandes (grossos), enquanto um filtro de 60 PPI tem poros muito finos.
9. Um filtro vai abrandar o meu tempo de enchimento?
Resposta: Sim, ligeiramente. O filtro introduz uma resistência ao fluxo. No entanto, se a área do filtro for calculada corretamente (normalmente 3-5 vezes a área do estrangulador), o efeito no tempo de escoamento é insignificante e muitas vezes benéfico para o controlo do processo.
10. Os filtros podem remover o gás hidrogénio?
Resposta: Indiretamente. Embora não absorvam quimicamente o hidrogénio, ao reduzirem a turbulência, evitam a aspiração de ar (que contém humidade/hidrogénio) para a fusão. Para a remoção direta do hidrogénio, são necessárias unidades de desgaseificação.
Comparação da ADtech com os concorrentes
O mercado conta com vários fornecedores, mas a ADtech se destaca pela consistência. Muitos filtros de baixo custo sofrem com “poros cegos” — bloqueios internos que reduzem a área de fluxo efetiva. Outros têm baixa friabilidade, espalhando pó cerâmico no molde antes mesmo do início do vazamento.
A ADtech implementa um rigoroso “Teste de Transmissão de Luz” em cada lote. Incidimos luz de alta intensidade através da espuma para garantir que os caminhos estão abertos e consistentes. Esta etapa de controlo de qualidade garante que um filtro de 20 PPI funciona exatamente como um filtro de 20 PPI, lote após lote.
Quadro 3: Consistência das propriedades físicas
| Parâmetro | ADtech Standard | Média do sector | Impacto |
| Consistência dos poros | ± 2 PPI | ± 5 PPI | Caudal consistente |
| Densidade a granel | 0,45 g/cm³ | 0,35 – 0,55 g/cm³ | Fiabilidade estrutural |
| Choque térmico (arrefecimento com água) | 5 ciclos | 3 ciclos | Evita a fissuração |
Impacto ambiental e de sustentabilidade
O fabrico moderno exige sustentabilidade. Ao reduzir as taxas de refugo, os filtros ADtech diminuem o consumo global de energia da fundição. A refundição de uma peça de fundição sucateada consome quase o dobro da energia da produção de uma peça boa na primeira vez.
Além disso, as nossas instalações de fabrico utilizam sistemas de recuperação de calor residual e estamos a fazer a transição para aglutinantes de base biológica para reduzir as emissões de COV durante a produção de filtros. A parceria com a ADtech alinha a sua cadeia de fornecimento com princípios de fabrico mais ecológicos.
Conclusão: A promessa da ADtech
Os filtros de espuma de cerâmica não são meros acessórios; são ferramentas essenciais de controlo de processos para a fundição moderna de metais. Quer se trate da produção de intrincados componentes de alumínio aeroespacial ou de maquinaria pesada de ferro, a pureza da fusão determina o sucesso do projeto.
A ADtech fornece a experiência técnica, a qualidade robusta do material e a fiabilidade da cadeia de fornecimento necessárias para manter a sua fundição a funcionar com a máxima eficiência. Ao integrar os nossos filtros de SiC, Alumina ou Zircónia, assegura um processo de fundição mais limpo, mais simples e mais rentável.
