Porous ceramic filters deliver a reliable, cost-effective method to remove nonmetallic inclusions and control metal flow in aluminum casting, improving yield, reducing rework, and raising mechanical integrity of cast parts; when matched to the correct pore size, material chemistry, and installation practice, these filters produce consistent, high-quality castings and measurable savings for foundries.
1. What is a porous ceramic filter?
A porous ceramic filter is a rigid block or disc made from ceramic material engineered to contain a network of interconnected voids. Molten metal flows through these tortuous channels; particles larger than the effective pore openings are captured by physical retention and by adherence to strut surfaces, while the filter also reduces turbulent flow and promotes laminar filling of the mold. The result: fewer inclusions, less entrained oxide, and reduced porosity in finished castings.
Key concepts
-
Open-cell structure: The internal framework contains connected pores that permit flow while exposing a large surface area.
-
Strut capture: Microscopic struts trap inclusions through interception and adhesion.
-
Flow conditioning: The porous bed smooths flow velocity and reduces splashing that generates oxides.
2. Common ceramic chemistries and how filters are made
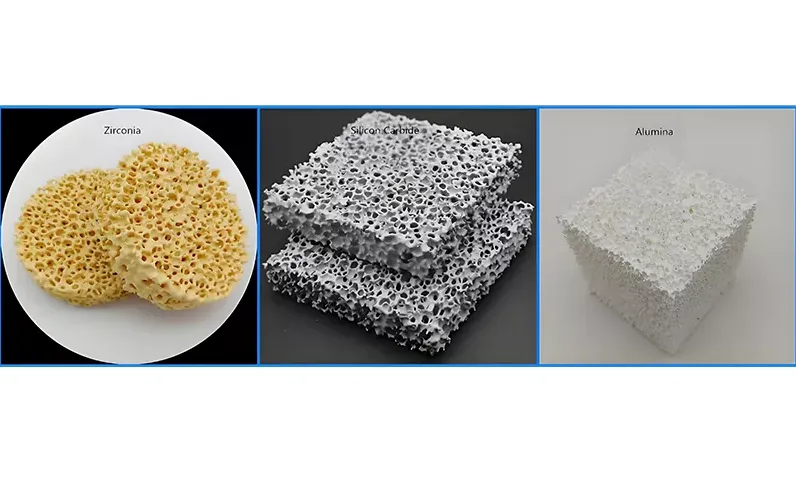
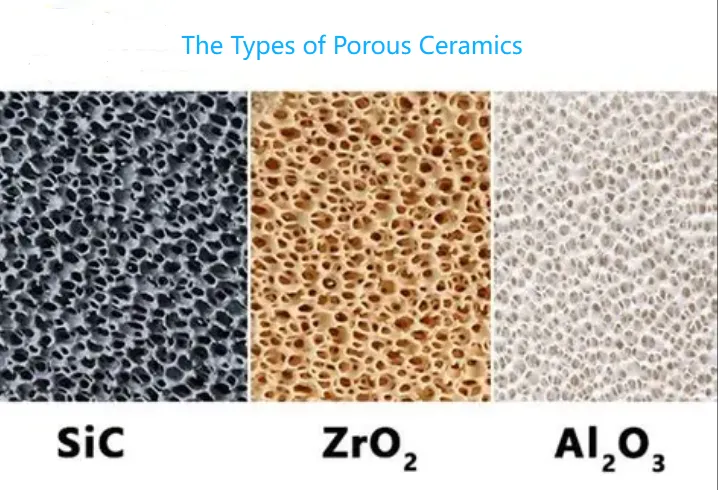
Porous filters for aluminum are commonly produced from alumina-based ceramics, phosphate-bonded alumina, silicon carbide, or hybrid compositions tuned for thermal shock resistance and chemical compatibility with aluminum melts. The most prevalent manufacturing route for ceramic foam filters uses a sacrificial polymer foam template impregnated with ceramic slurry; after drying and binder burn-out, the structure is sintered to create a rigid, open-cell foam.
Material choices and trade-offs
-
Alumina (Al₂O₃): Excellent chemical stability with aluminum and typical choice for general-purpose filtration.
-
Phosphate-bonded alumina (PBA): Historically important, proven performance under foundry conditions.
-
Silicon carbide (SiC): Higher thermal shock resistance, useful for higher-temperature alloys or harsher conditions.
-
Zirconia-containing variants: Used where extreme corrosion resistance or very low contamination risk is necessary.
3. Pore architecture, PPI, permeability, and how to pick the right pore size
Pore size is commonly expressed in pores per inch (PPI). Typical ranges for aluminum casting filters run from about 10 PPI (coarser) to 70+ PPI (very fine) depending on filtration goals and acceptable pressure drop. Finer pores capture smaller inclusions but increase flow resistance; correct sizing balances capture efficiency with pour rate and gating area.
Practical selection guidelines
-
10–20 PPI: For heavy-section pours, high melt flow with low pressure drop requirements.
-
20–30 PPI: Most common for general-purpose aluminum alloy castings.
-
30–70 PPI: For thin-wall parts or high-spec applications where minimal inclusions are critical.

Table 1: Typical pore size selection by casting type
| Casting type | Typical PPI | Main benefit | Typical caution |
|---|---|---|---|
| Heavy, bulk pours | 10–20 | Low pressure drop, easy throughput | Lower capture of very fine inclusions |
| General alloy castings | 20–30 | Balanced capture and flow | Works for many production lines |
| Thin-wall or aerospace parts | 30–70 | High inclusion removal, improved surface finish | Higher gating area or slower pours needed |
4. Filtration physics — how the filter removes defects
Several mechanisms operate together:
-
Mechanical sieving: Large particles blocked by pore openings.
-
Inertial impaction: Particles with momentum deviate from streamlines and collide with struts.
-
Interception: Small particles follow streamlines but touch and adhere to surfaces.
-
Adhesion and surface forces: Wetting and chemical interaction cause particles to attach to struts.
-
Flow smoothing: Reduction of turbulence limits oxide formation during mold filling.
Understanding which mechanism dominates helps engineers choose pore sizes and filter area for target inclusions.
Also read: Ceramic Foam Filter Price 2026.
5. Performance metrics and how they map to quality
Foundry engineers track several indicators:
-
Inclusion capture efficiency: Fraction of nonmetallics removed.
-
Pressure drop (ΔP): Resistance introduced at a given flow rate; important for ladle and mold design.
-
Metal cleanliness indices: Measured by later testing methods such as ASTM cleanliness standards or laboratory melt analysis.
-
Yield improvement: Percentage reduction in scrap and rework attributable to filtration.
Manufacturers report that proper filtration reduces visible nonmetallic defects and improves downstream machining yields. Selecting lower PPI generally raises capture efficiency, but filtration area and gating geometry must be adjusted to avoid excessive pressure loss.

6. Installation, gating geometry, and handling best practices
Filter performance depends heavily on correct installation and handling:
Placement and orientation
-
Filters belong in the gating system between the ladle/teeming channel and the mold sprue.
-
Use an upstream settling region when possible so larger inclusions drop before reaching the filter.
Gating and area ratios
-
Maintain recommended filter area to throttle area ratios to control flow velocity. A commonly used rule is a minimum filter area four times the throttle area for certain thin castings; for very thin sections increase the ratio further.
Preheating and temperature control
-
Preheat filters to remove moisture and to reduce thermal shock risk at first contact with melt. Typical preheat temperatures depend on material but are often modest (a short dwell at 100–300°C) to avoid sudden steam generation.
Handling precautions
-
Avoid mechanical shock; ceramic foams are brittle and can crack if dropped.
-
Store in dry, covered racks to prevent contamination and moisture uptake.
Table 2. Quick installation checklist
| Step | Action |
|---|---|
| 1 | Inspect filter for cracks or foreign matter |
| 2 | Preheat per manufacturer recommendation |
| 3 | Position filter in proper orientation inside gating box |
| 4 | Ensure filter area / throttle area ratio meets spec |
| 5 | Monitor pour rate and pressure drop during trial pours |
| 6 | Replace filter if mechanical damage or significant clogging occurs |
7. Common use cases and alloy-specific notes
Porous ceramic filters are used across a wide range of aluminum castings:
-
Die cast feed stocks and billet pours: Pre-filtration before secondary processing.
-
Gravity and low-pressure castings: Improve surface appearance and eliminate internal inclusions.
-
Aerospace and automotive high-spec alloys: Very fine filters combined with strict melt treatments yield premium properties.
Alloy notes:
-
Alloys with high silicon may form fine intermetallics; choose finer pores when surface appearance is critical.
-
For high-magnesium alloys, ensure chemical compatibility and sufficient preheat to avoid reaction.
8. Process integration: degassing, fluxing, and filtration synergy
Filtration performs best when combined with proper melt-handling:
-
Degassing: Removes dissolved hydrogen which can form porosity. Position degassing operations upstream of filtration to prevent gas bubbles from clogging filters.
-
Fluxing and skimming: Remove dross before melt enters filtration stage.
-
Thermal control: Maintain consistent melt temperature to avoid viscosity changes that alter flow behavior through the filter.
When these practices are integrated, filter life and efficiency improve and overall melt cleanliness rises.

9. Inspection, lifetime, failure modes, and troubleshooting
Lifetime and replacement triggers
-
Filters are single-use in most cast house practice. Replace after each pour or when significant pressure rise indicates clogging.
-
Mechanical damage on handling is a common cause of rejection.
Common failure modes
-
Cracking from thermal shock: Caused by cold or wet filters meeting hot metal.
-
Excessive clogging: Rapid pressure rise, slower pour rates, or filters too fine for the gating area.
-
Channeling: Uneven flow bypassing parts of the filter due to poor seating or fractured structure.
Troubleshooting table
| Symptom | Likely cause | Suggested corrective action |
|---|---|---|
| Sudden pressure spike | Blocked pores or trapped dross | Increase filter area, check upstream skimming |
| Visible filter residue on casting | Filter fragments or poor seating | Inspect filter for damage, change seating method |
| Increased porosity despite filter | Gas content, not inclusions | Check degassing system and hydrogen levels |
| Rapid wear or erosion | Chemical incompatibility or turbulence | Use SiC or higher grade chemistry, slow pour rate |
10. Economic case — balancing cost and benefit
Porous ceramic filters are inexpensive relative to the value of improved casting yield and reduced rework. Typical value drivers:
-
Lower scrap rates from fewer inclusion-related defects.
-
Reduced machining rejects due to improved internal soundness.
-
Predictable quality enabling higher-priced premium parts.
A simple payback model compares filter cost per casting versus scrap reduction. In many operations a modest drop in scrap (single-digit percentage points) covers filtration costs quickly.
11. Comparisons with alternate filtration methods
Other methods include ceramic bonded filters, mesh filters, and electromagnetic or centrifugal cleaning. Porous ceramic foams retain advantages:
-
High surface area for deep-bed capture.
-
Passive operation, no moving parts.
-
Good thermal and chemical stability with aluminum melts.
However, alternatives can be preferable where specific particle sizes must be targeted or where continuous filtration systems are in place.
12. Environmental, safety, and handling concerns
-
Dust and binder burnout: During manufacture or cut-to-size operations, airborne ceramic dust may be hazardous. Use dust controls and PPE.
-
Used filters: Spent filters contain trapped dross and should be handled and disposed of according to local hazardous waste rules where applicable.
-
Molten metal safety: Always follow established ladle handling and PPE standards when installing or replacing filters.
13. Design examples and engineering notes
Example: sizing a filter for a thin-wall die casting
-
Determine required pour rate and gating throttle area.
-
Choose a pore size that targets the smallest inclusions of concern while ensuring pressure drop remains within ladle capability.
-
Increase filter area if using finer PPI.
Table 3. Comparative properties for common ceramic filter chemistries
| Property | Alumina (Al₂O₃) | Silicon carbide (SiC) | Phosphate-bonded alumina |
|---|---|---|---|
| Chemical compatibility with Al | High | High | High |
| Thermal shock resistance | Moderate | High | Moderate |
| Typical application | General-purpose | High-stress pours | Standard foundry practice |
| Typical pore range available | 10–70 PPI | 10–40 PPI | 10–40 PPI |
14. How AdTech’s porous ceramic filters fit into modern foundries
We at AdTech produce filters tuned for melt chemistry and production rhythm. Our range includes standard alumina foam filters and higher-performance grades for thin-wall or aerospace usages. Filters are quality-tested for porosity, strut integrity, and thermal performance to meet production needs. For custom requirements, we offer tailored pore distribution and cut-to-size options that match upstream gating designs.
15. Implementation case study (concise, practical)
A midsize automotive foundry shifted to 25 PPI alumina foam filters for a critical engine housing line. After adjusting gating area to maintain pour velocity, the foundry recorded:
-
18% reduction in scrap related to inclusion defects,
-
12% less secondary machining rejection,
-
Payback on filtration cost within four months.
Key lessons: match pore size to actual defect size distribution and monitor pressure drop.
16. Advanced topics and research directions
Researchers continue to evaluate:
-
Graded porosity filters: Layers with different PPI to trap large inclusions early and finer particles later.
-
Coated struts: Surface treatments to improve wetting, reduce chemical reactions, or encourage particle adhesion.
-
Additive manufactured porous ceramics: Precise control of pore shape and distribution for optimized performance.
These developments suggest continued gains in filtration efficiency and predictable casting quality.
Ceramic Foam Filtration: Engineering & Quality FAQ
1. What pore size should I use for aerospace-grade aluminum?
2. Can a filter remove dissolved hydrogen?
3. How do I avoid thermal shock when installing a filter?
4. Is a finer PPI always better?
5. How do I tell if a filter is clogged during a pour?
6. Are ceramic filters reusable?
7. Which chemistry is best for aggressive melts?
8. Do filters change the chemical composition of the melt?
9. How large should the filter area be relative to the throttle area?
Many foundries use a minimum ratio of 4:1 (A_{filter} : A_{throttle}) for standard thin sections. This ratio often increases for very thin or complex casts to ensure consistent flow velocity.
10. What tests confirm filter effectiveness?
Closing recommendations
-
Run a short factorial trial with two PPI levels and a controlled gating area change to observe pressure drop and reject rates.
-
Measure hydrogen and dross levels upstream to ensure filtration targets particulate problems, not gas defects.
-
Standardize filter handling and preheating on the shop floor to reduce thermal shock incidents.
