Пористые керамические фильтры обеспечивают надежный и экономичный способ удаления неметаллических включений и контроля потока металла при литье алюминия, повышая выход, сокращая объем переделок и повышая механическую прочность литых деталей; при правильном подборе размера пор, химического состава материала и метода установки эти фильтры обеспечивают стабильное высокое качество литья и значительную экономию для литейных предприятий.
1. Что такое пористый керамический фильтр?
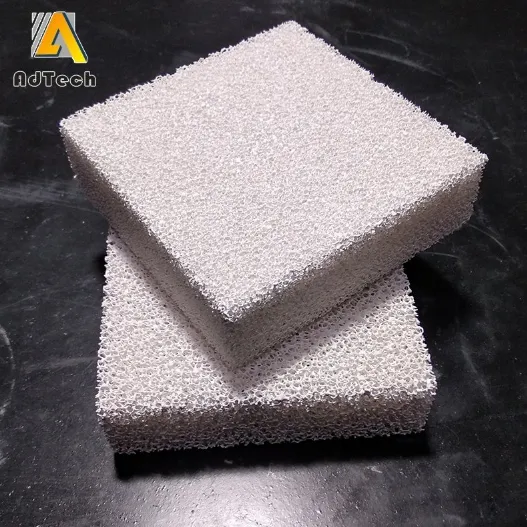
A пористая керамика Фильтр представляет собой жесткий блок или диск из керамического материала, сконструированный таким образом, чтобы содержать сеть взаимосвязанных пустот. Расплавленный металл протекает через эти извилистые каналы; частицы, размер которых превышает эффективные отверстия пор, улавливаются путем физического удержания и прилипания к поверхностям опор, в то время как фильтр также уменьшает турбулентность потока и способствует ламинарному заполнению формы. Результат: меньше включений, меньше увлеченного оксида и меньшая пористость готовых отливок.
Ключевые понятия
-
Открытая ячеистая структура: Внутренняя структура содержит соединенные поры, которые обеспечивают прохождение потока, одновременно открывая большую площадь поверхности.
-
Захват стойки: Микроскопические распорки улавливают включения путем перехвата и адгезии.
-
Кондиционирование потока: Пористый слой выравнивает скорость потока и уменьшает разбрызгивание, которое приводит к образованию оксидов.
2. Распространенные химические составы керамики и принцип изготовления фильтров
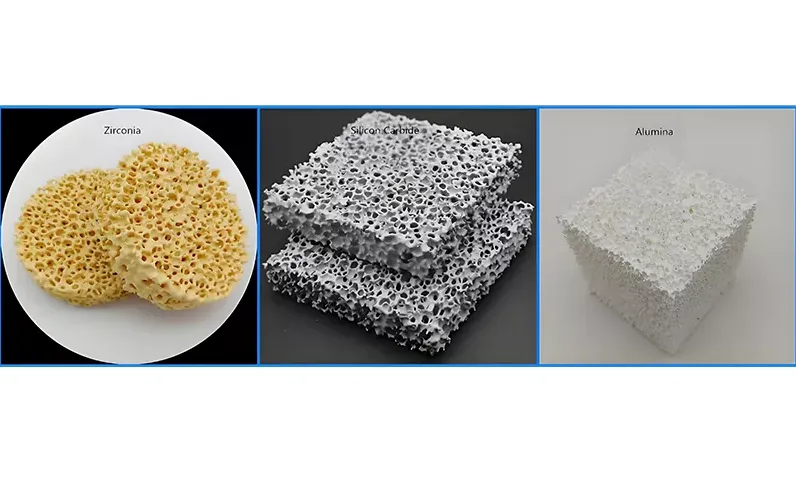
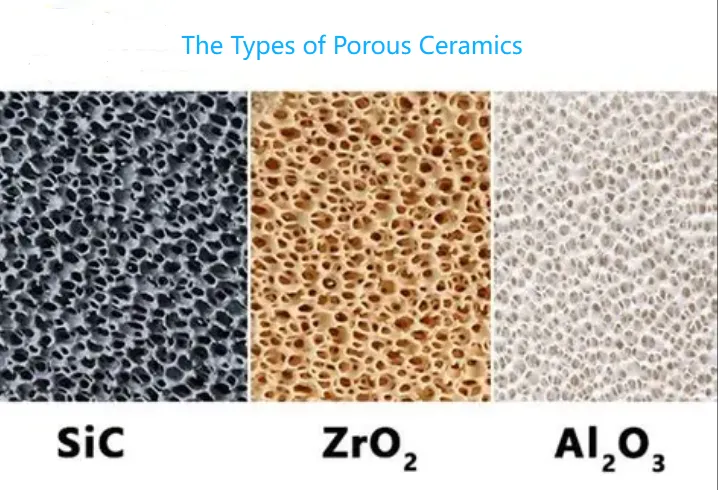
Пористые фильтры для алюминия обычно изготавливаются из керамики на основе оксида алюминия, фосфатного связующего оксида алюминия, карбида кремния или гибридных составов, настроенных на термостойкость и химическую совместимость с расплавом алюминия. Наиболее распространенный способ изготовления керамических пенопластовых фильтров использует затравочный полимерный пенопластовый шаблон, пропитанный керамической суспензией; после сушки и выжигания связующего вещества структура спекается для создания жесткой пенопластовой структуры с открытыми порами.
Выбор материалов и компромиссы
-
Глинозем (Al₂O₃): Отличная химическая стабильность с алюминием и типичный выбор для фильтрации общего назначения.
-
Алюминий оксид, связанный фосфатом (PBA): Исторически значимая, проверенная эффективность в условиях литейного производства.
-
Карбид кремния (SiC): Более высокая термостойкость, полезная для сплавов, работающих при более высоких температурах, или в более суровых условиях.
-
Варианты, содержащие цирконий: Используется там, где требуется чрезвычайная коррозионная стойкость или очень низкий риск загрязнения.
3. Архитектура пор, PPI, проницаемость и как выбрать правильный размер пор
Размер пор обычно выражается в количестве пор на дюйм (PPI). Типичные диапазоны для алюминиевых литейных фильтров варьируются от примерно 10 PPI (более грубые) до 70+ PPI (очень мелкие) в зависимости от целей фильтрации и допустимого перепада давления. Более мелкие поры улавливают более мелкие включения, но увеличивают сопротивление потоку; правильный размер обеспечивает баланс между эффективностью улавливания, скоростью разливки и площадью литниковой системы.
Практические рекомендации по выбору
-
10-20 PPI: Для заливки тяжелых секций, высокая текучесть расплава с низким падением давления.
-
20-30 PPI: Наиболее распространен для отливок из алюминиевых сплавов общего назначения.
-
30–70 PPI: Для тонкостенных деталей или высокотехнологичных применений, где критически важно минимальное количество включений.

Таблица 1: Типичный выбор размера пор в зависимости от типа литья
| Тип литья | Типичный PPI | Основное преимущество | Типичная осторожность |
|---|---|---|---|
| Тяжелые, объемные заливки | 10-20 | Низкий перепад давления, легкая пропускная способность | Меньшее улавливание очень мелких включений |
| Литье из общих сплавов | 20-30 | Сбалансированный захват и поток | Подходит для многих производственных линий |
| Тонкостенные или аэрокосмические детали | 30-70 | Высокая степень удаления включений, улучшенная обработка поверхности | Требуется большая площадь затвора или более медленное заполнение |
4. Физика фильтрации — как фильтр удаляет дефекты
Действуют несколько механизмов одновременно:
-
Механическое просеивание: Крупные частицы, заблокированные отверстиями пор.
-
Инерционное воздействие: Частицы с импульсом отклоняются от линий тока и сталкиваются с распорками.
-
Перехват: Мелкие частицы следуют линиям тока, но прикасаются к поверхностям и прилипают к ним.
-
Адгезия и поверхностные силы: Смачивание и химическое взаимодействие приводят к прилипанию частиц к опорам.
-
Сглаживание потока: Снижение турбулентности ограничивает образование оксидов во время заполнения формы.
Понимание того, какой механизм доминирует, помогает инженерам выбирать размеры пор и площадь фильтра для целевых включений.
Читайте также: Керамический вспененный фильтр цена 2026.
5. Показатели эффективности и их соотношение с качеством
Инженеры литейного производства отслеживают несколько показателей:
-
Эффективность захвата включений: Доля удаленных неметаллических веществ.
-
Перепад давления (ΔP): Сопротивление, возникающее при заданной скорости потока; важно для проектирования ковшей и форм.
-
Показатели чистоты металла: Измеряется с помощью более поздних методов тестирования, таких как стандарты чистоты ASTM или лабораторный анализ расплава.
-
Повышение урожайности: Процентное сокращение брака и переделок за счет фильтрации.
Производители сообщают, что правильная фильтрация уменьшает количество видимых неметаллических дефектов и повышает выход готовой продукции. Выбор более низкого PPI обычно повышает эффективность улавливания, но площадь фильтрации и геометрия литниковой системы должны быть скорректированы, чтобы избежать чрезмерной потери давления.

6. Установка, геометрия литниковой системы и передовые методы обращения
Эффективность фильтра в значительной степени зависит от правильной установки и обращения:
Размещение и ориентация
-
Фильтры относятся к системе затворов между ковшом/литейным каналом и литником формы.
-
По возможности используйте зону осаждения выше по потоку, чтобы крупные включения оседали до достижения фильтра.
Соотношение площади и площади затвора
-
Соблюдайте рекомендуемое соотношение площади фильтра и площади дросселя для регулирования скорости потока. Обычно используется правило, согласно которому минимальная площадь фильтра должна в четыре раза превышать площадь дросселя для определенных тонких отливок; для очень тонких секций это соотношение следует увеличить.
Предварительный нагрев и контроль температуры
-
Предварительно нагрейте фильтры, чтобы удалить влагу и снизить риск термического шока при первом контакте с расплавом. Типичные температуры предварительного нагрева зависят от материала, но часто являются умеренными (короткая выдержка при 100–300 °C), чтобы избежать внезапного образования пара.
Меры предосторожности при обращении
-
Избегайте механических ударов; керамические пены хрупкие и могут расколоться при падении.
-
Хранить на сухих, закрытых стеллажах, чтобы предотвратить загрязнение и поглощение влаги.
Таблица 2. Краткий контрольный список для установки
| Шаг | Действие |
|---|---|
| 1 | Проверьте фильтр на наличие трещин или посторонних предметов. |
| 2 | Разогрейте в соответствии с рекомендациями производителя. |
| 3 | Установите фильтр в правильном положении внутри коробки затвора. |
| 4 | Убедитесь, что соотношение площади фильтра и площади дроссельной заслонки соответствует техническим характеристикам. |
| 5 | Контролируйте скорость разливки и падение давления во время пробных разливок. |
| 6 | Замените фильтр в случае механического повреждения или значительного засорения. |
7. Типичные случаи использования и примечания по конкретным сплавам
Пористые керамические фильтры используются в широком спектре алюминиевых отливок:
-
Литье под давлением сырья и заливка заготовок: Предварительная фильтрация перед вторичной обработкой.
-
Литье под давлением и низким давлением: Улучшить внешний вид поверхности и устранить внутренние включения.
-
Высокотехнологичные сплавы для аэрокосмической и автомобильной промышленности: Очень тонкие фильтры в сочетании со строгой обработкой расплава обеспечивают превосходные свойства.
Примечания по сплавам:
-
Сплавы с высоким содержанием кремния могут образовывать мелкие интерметаллические соединения; выбирайте более мелкие поры, если внешний вид поверхности имеет решающее значение.
-
Для сплавов с высоким содержанием магния необходимо обеспечить химическую совместимость и достаточный предварительный нагрев, чтобы избежать реакции.
8. Интеграция процессов: синергия дегазации, флюсования и фильтрации
Фильтрация работает наиболее эффективно в сочетании с правильной обработкой расплава:
-
Дегазация: Удаляет растворенный водород, который может образовывать пористость. Размещайте операции по дегазации перед фильтрацией, чтобы предотвратить засорение фильтров пузырьками газа.
-
Флюсование и скимминг: Удалите шлак до того, как расплав поступит на этап фильтрации.
-
Тепловой контроль: Поддерживайте постоянную температуру расплава, чтобы избежать изменения вязкости, которое влияет на поведение потока через фильтр.
Когда эти методы применяются комплексно, срок службы фильтра и его эффективность улучшаются, а общая чистота расплава повышается.

9. Проверка, срок службы, виды неисправностей и устранение неисправностей
Срок службы и триггеры замены
-
В большинстве литейных цехов фильтры являются одноразовыми. Заменяйте их после каждой заливки или при значительном повышении давления, указывающем на засорение.
-
Механические повреждения при обращении являются частой причиной брака.
Распространенные виды отказов
-
Растрескивание от термического шока: Вызвано контактом холодных или влажных фильтров с горячим металлом.
-
Чрезмерное засорение: Быстрое повышение давления, более медленная скорость заливки или слишком тонкие фильтры для зоны литья.
-
Каналирование: Неравномерный поток, обходящий части фильтра из-за плохого прилегания или повреждения конструкции.
Таблица поиска и устранения неисправностей
| Симптом | Вероятная причина | Предлагаемые корректирующие меры |
|---|---|---|
| Внезапный скачок давления | Заблокированные поры или застрявшие шлаки | Увеличьте площадь фильтра, проверьте скимминг на входе. |
| Видимые остатки фильтра на отливке | Фрагменты фильтра или плохая посадка | Проверьте фильтр на наличие повреждений, измените способ установки |
| Повышенная пористость несмотря на фильтр | Содержание газа, а не включения | Проверьте систему дегазации и уровень водорода. |
| Быстрый износ или эрозия | Химическая несовместимость или турбулентность | Используйте SiC или химический состав более высокого качества, медленная скорость заливки |
10. Экономическая целесообразность — соотношение затрат и выгод
Пористые керамические фильтры являются недорогими по сравнению с улучшением выхода литья и сокращением объема доработки. Типичные факторы, влияющие на стоимость:
-
Более низкие показатели брака от меньшего количества дефектов, связанных с включением.
-
Сокращение брака при обработке благодаря улучшенной внутренней прочности.
-
Предсказуемое качество позволяя использовать более дорогие детали премиум-класса.
Простая модель окупаемости сравнивает стоимость фильтра на одну отливку с сокращением брака. Во многих операциях небольшое сокращение брака (в однозначных процентных пунктах) быстро окупает затраты на фильтрацию.
11. Сравнение с альтернативными методами фильтрации
Другие методы включают керамические фильтры, сетчатые фильтры и электромагнитную или центробежную очистку. Пористые керамические пены сохраняют преимущества:
-
Большая площадь поверхности для глубокого улавливания.
-
Пассивная работа, без движущихся частей.
-
Хорошая термическая и химическая стабильность при контакте с расплавом алюминия.
Однако альтернативные варианты могут быть предпочтительнее в тех случаях, когда необходимо достичь определенных размеров частиц или когда используются системы непрерывной фильтрации.
12. Вопросы, связанные с окружающей средой, безопасностью и обращением
-
Выгорание пыли и связующего вещества: Во время производства или операций по резке по размеру керамическая пыль, находящаяся в воздухе, может быть опасной. Используйте средства контроля за пылью и СИЗ.
-
Использованные фильтры: Использованные фильтры содержат загрязнения и должны обрабатываться и утилизироваться в соответствии с местными правилами по обращению с опасными отходами, где это применимо.
-
Безопасность при работе с расплавленным металлом: При установке или замене фильтров всегда следуйте установленным стандартам по обращению с ковшами и СИЗ.
13. Примеры конструкций и инженерные заметки
Пример: подбор размера фильтра для тонкостенного литья под давлением
-
Определите необходимую скорость заливки и площадь дроссельной заслонки.
-
Выберите размер пор, который будет ориентирован на самые мелкие включения, вызывающие озабоченность, при этом обеспечивая, чтобы падение давления оставалось в пределах возможностей ковша.
-
Увеличьте площадь фильтра, если используете более мелкий PPI.
Таблица 3. Сравнительные свойства распространенных химических составов керамических фильтров
| Недвижимость | Глинозем (Al₂O₃) | Карбид кремния (SiC) | Алюминий, связанный фосфатом |
|---|---|---|---|
| Химическая совместимость с алюминием | Высокий | Высокий | Высокий |
| Устойчивость к тепловому удару | Умеренный | Высокий | Умеренный |
| Типичное применение | Общего назначения | Высоконапряженные заливки | Стандартная практика литейного производства |
| Типичный диапазон доступных пор | 10–70 PPI | 10–40 PPI | 10–40 PPI |
14. Как пористые керамические фильтры AdTech вписываются в современные литейные заводы
Компания AdTech производит фильтры, адаптированные к химическому составу расплава и ритму производства. Наш ассортимент включает стандартные фильтры из алюминиевой пены и более высокопроизводительные марки для тонкостенных или аэрокосмических применений. Фильтры проходят проверку качества на пористость, целостность опорных элементов и тепловые характеристики, чтобы соответствовать производственным потребностям. Для индивидуальных требований мы предлагаем индивидуальное распределение пор и варианты резки по размеру, которые соответствуют конструкции литниковых каналов.
15. Пример реализации (краткий, практический)
Средний по размеру автомобильный литейный завод перешел на использование фильтров из алюминиевой пены с плотностью 25 PPI для критически важной линии производства корпусов двигателей. После корректировки зоны литья для поддержания скорости заливки литейный завод зафиксировал следующие результаты:
-
Снижение количества брака, связанного с включениями, на 18%,
-
12% меньше отбраковки при вторичной обработке,
-
Окупаемость затрат на фильтрацию в течение четырех месяцев.
Основные выводы: размер пор должен соответствовать фактическому распределению размеров дефектов, необходимо контролировать падение давления.
16. Продвинутые темы и направления исследований
Исследователи продолжают оценивать:
-
Фильтры с градиентной пористостью: Слои с разным PPI для раннего улавливания крупных включений и более мелких частиц на более позднем этапе.
-
Покрытые распорки: Обработка поверхности для улучшения смачиваемости, уменьшения химических реакций или улучшения адгезии частиц.
-
Пористая керамика, изготовленная с помощью аддитивных технологий: Точный контроль формы и распределения пор для оптимизации характеристик.
Эти разработки позволяют предположить дальнейшее повышение эффективности фильтрации и предсказуемое качество литья.
Фильтрация керамической пеной: Вопросы по проектированию и качеству
1. Какой размер пор следует использовать для алюминия аэрокосмического класса?
2. Может ли фильтр удалить растворенный водород?
3. Как избежать теплового удара при установке фильтра?
4. Всегда ли более тонкий PPI лучше?
5. Как определить, что фильтр засорился во время налива?
6. Являются ли керамические фильтры многоразовыми?
7. Какая химия лучше всего подходит для агрессивных расплавов?
8. Изменяют ли фильтры химический состав расплава?
9. Насколько большой должна быть площадь фильтра по отношению к площади дроссельной заслонки?
Многие литейные заводы используют минимальное соотношение 4:1 (A_{фильтр} : A_{дроссель}) для стандартных тонких секций. Это соотношение часто увеличивается для очень тонких или сложных отливок, чтобы обеспечить постоянную скорость потока.
10. Какие тесты подтверждают эффективность фильтра?
Заключительные рекомендации
-
Проведите короткое факторное испытание с двумя уровнями PPI и контролируемым изменением площади затвора, чтобы наблюдать за падением давления и частотой отбраковки.
-
Измеряйте уровни водорода и шлака на входе, чтобы обеспечить фильтрацию частиц, а не газовых дефектов.
-
Стандартизируйте обращение с фильтрами и их предварительный нагрев в цехе, чтобы уменьшить количество случаев теплового шока.
