Saringan keramik berpori Menyediakan metode yang andal dan efisien secara biaya untuk menghilangkan inklusi non-logam dan mengontrol aliran logam dalam pengecoran aluminium, meningkatkan hasil produksi, mengurangi pekerjaan ulang, dan meningkatkan integritas mekanis bagian yang dicor; ketika disesuaikan dengan ukuran pori yang tepat, komposisi bahan, dan praktik pemasangan yang benar, filter-filter ini menghasilkan pengecoran yang konsisten dan berkualitas tinggi serta penghematan yang dapat diukur bagi pabrik pengecoran.
1. Apa itu filter keramik poros?
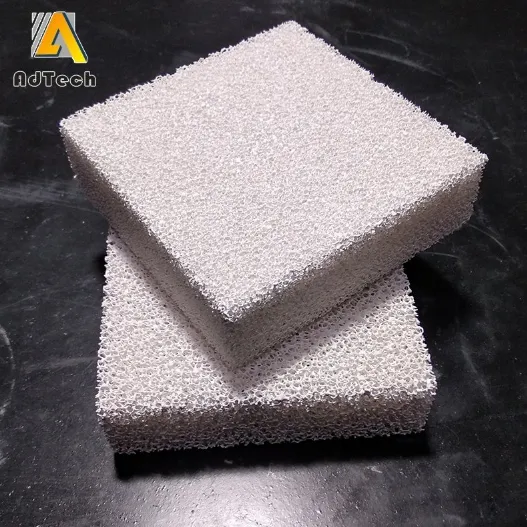
A keramik berpori Filter adalah blok atau cakram kaku yang terbuat dari bahan keramik yang dirancang untuk mengandung jaringan rongga yang saling terhubung. Logam cair mengalir melalui saluran-saluran berliku ini; partikel yang lebih besar dari ukuran pori efektif ditangkap melalui penahanan fisik dan menempel pada permukaan strut, sementara filter juga mengurangi aliran turbulen dan mempromosikan pengisian laminar pada cetakan. Hasilnya: lebih sedikit inklusi, lebih sedikit oksida yang terperangkap, dan porositas yang lebih rendah pada coran yang dihasilkan.
Konsep utama
-
Struktur sel terbuka: Kerangka internal terdiri dari pori-pori yang saling terhubung, yang memungkinkan aliran cairan sambil memperlihatkan luas permukaan yang besar.
-
Penangkapan strut: Struktur mikroskopis menjebak inklusi melalui intercep dan adhesi.
-
Pengondisian aliran: Lapisan poros meratakan kecepatan aliran dan mengurangi percikan yang menghasilkan oksida.
2. Kimia keramik umum dan cara pembuatan filter
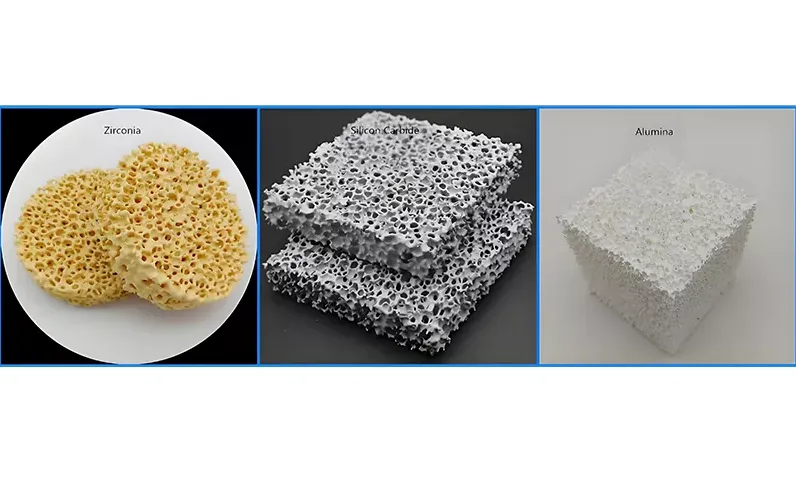
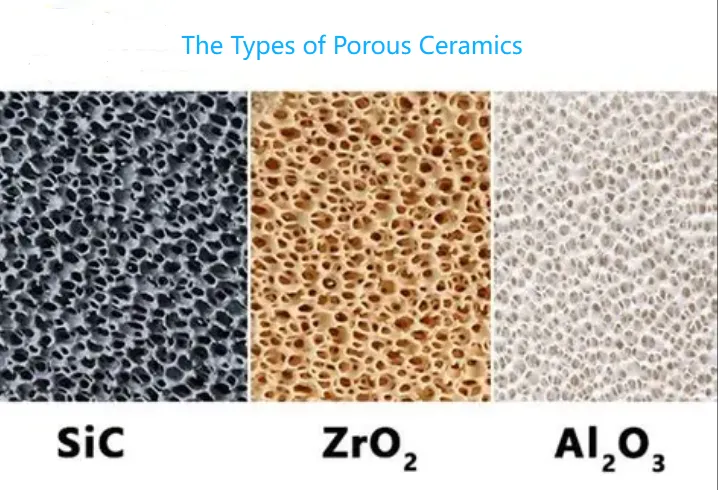
Filter poros untuk aluminium umumnya diproduksi dari keramik berbasis alumina, alumina yang diikat fosfat, karbida silikon, atau komposisi hibrida yang disesuaikan untuk ketahanan terhadap guncangan termal dan kompatibilitas kimia dengan lelehan aluminium. Rute manufaktur yang paling umum untuk filter busa keramik menggunakan cetakan busa polimer yang dikorbankan yang diimpregnasi dengan slurry keramik; setelah pengeringan dan pembakaran pengikat, struktur tersebut disinter untuk menciptakan busa berpori terbuka yang kaku.
Pilihan bahan dan kompromi
-
Alumina (Al₂O₃): Stabilitas kimia yang sangat baik dengan aluminium dan pilihan umum untuk filtrasi serbaguna.
-
Alumina yang terikat fosfat (PBA): Secara historis penting, kinerja yang teruji di bawah kondisi pabrik pengecoran.
-
Silikon karbida (SiC): Ketahanan terhadap guncangan termal yang lebih tinggi, berguna untuk paduan logam bertekanan tinggi atau kondisi yang lebih ekstrem.
-
Varian yang mengandung zirkonia: Digunakan di tempat-tempat yang memerlukan ketahanan korosi yang ekstrem atau risiko kontaminasi yang sangat rendah.
3. Arsitektur pori, PPI, permeabilitas, dan cara memilih ukuran pori yang tepat
Ukuran pori umumnya diungkapkan dalam satuan pori per inci (PPI). Rentang umum untuk filter pengecoran aluminium berkisar antara sekitar 10 PPI (lebih kasar) hingga 70+ PPI (sangat halus), tergantung pada tujuan filtrasi dan penurunan tekanan yang dapat diterima. Pori yang lebih halus dapat menangkap partikel yang lebih kecil, tetapi meningkatkan resistansi aliran; penentuan ukuran yang tepat menyeimbangkan efisiensi penangkapan dengan laju aliran dan area saluran.
Pedoman pemilihan praktis
-
10-20 PPI: Untuk pengecoran bagian berukuran besar, diperlukan aliran lelehan yang tinggi dengan persyaratan penurunan tekanan yang rendah.
-
20-30 PPI: Yang paling umum digunakan untuk pengecoran paduan aluminium serbaguna.
-
30–70 PPI: Untuk bagian dinding tipis atau aplikasi berstandar tinggi di mana kandungan minimal sangat kritis.

Tabel 1: Pemilihan ukuran pori tipikal berdasarkan jenis pengecoran
| Jenis pengecoran | PPI yang khas | Manfaat utama | Peringatan umum |
|---|---|---|---|
| Tuang berat, dalam jumlah besar | 10-20 | Penurunan tekanan rendah, aliran yang lancar | Penurunan penangkapan partikel halus yang sangat kecil |
| Pengecoran logam campuran umum | 20-30 | Penangkapan dan aliran yang seimbang | Berfungsi untuk banyak lini produksi |
| Bagian dinding tipis atau bagian pesawat terbang | 30-70 | Penghapusan inklusi yang tinggi, peningkatan kualitas permukaan | Area gating yang lebih besar atau kecepatan tuang yang lebih lambat diperlukan. |
4. Fisika filtrasi — bagaimana filter menghilangkan cacat
Beberapa mekanisme bekerja bersama-sama:
-
Penyaringan mekanis: Partikel besar yang terhalang oleh lubang pori.
-
Impaksi inersia: Partikel dengan momentum menyimpang dari garis aliran dan bertabrakan dengan balok penyangga.
-
Intercept: Partikel-partikel kecil mengikuti garis aliran tetapi menyentuh dan menempel pada permukaan.
-
Adhesi dan gaya permukaan: Penerapan air dan interaksi kimia menyebabkan partikel menempel pada strut.
-
Penghalusan aliran: Pengurangan turbulensi membatasi pembentukan oksida selama pengisian cetakan.
Memahami mekanisme mana yang dominan membantu insinyur memilih ukuran pori dan luas filter untuk partikel target.
Baca juga: Harga Filter Busa Keramik 2026.
5. Metrik kinerja dan bagaimana metrik tersebut terkait dengan kualitas
Insinyur foundry memantau beberapa indikator:
-
Efisiensi penangkapan inklusi: Persentase bahan nonlogam yang dihilangkan.
-
Penurunan tekanan (ΔP): Perlawanan yang diperkenalkan pada laju aliran tertentu; penting untuk desain wadah dan cetakan.
-
Indeks kebersihan logam: Diukur dengan metode pengujian selanjutnya seperti standar kebersihan ASTM atau analisis peleburan laboratorium.
-
Peningkatan hasil panen: Persentase pengurangan limbah dan pekerjaan ulang yang disebabkan oleh filtrasi.
Pabrikan melaporkan bahwa filtrasi yang tepat dapat mengurangi cacat non-logam yang terlihat dan meningkatkan hasil pemesinan hilir. Memilih PPI yang lebih rendah umumnya meningkatkan efisiensi penangkapan, tetapi area filtrasi dan geometri saluran harus disesuaikan untuk menghindari kehilangan tekanan yang berlebihan.

6. Pemasangan, geometri gerbang, dan praktik terbaik dalam penanganan
Kinerja filter sangat bergantung pada pemasangan dan penanganan yang benar:
Penempatan dan orientasi
-
Filter harus ditempatkan dalam sistem pengatur aliran antara saluran tuang/saluran pengisian dan saluran cetakan.
-
Gunakan daerah pengendapan hulu jika memungkinkan sehingga partikel besar mengendap sebelum mencapai filter.
Pengaturan gerbang dan rasio area
-
Pertahankan perbandingan area filter dengan area throttle yang direkomendasikan untuk mengontrol kecepatan aliran. Aturan umum yang sering digunakan adalah area filter minimal empat kali lipat dari area throttle untuk pengecoran tipis tertentu; untuk bagian yang sangat tipis, tingkatkan perbandingan tersebut lebih lanjut.
Pemanasan awal dan pengendalian suhu
-
Panaskan filter terlebih dahulu untuk menghilangkan kelembapan dan mengurangi risiko shock termal saat pertama kali bersentuhan dengan bahan cair. Suhu pemanasan awal biasanya bervariasi tergantung pada bahan, tetapi umumnya moderat (penahanan singkat pada 100–300°C) untuk menghindari pembentukan uap secara tiba-tiba.
Tindakan pencegahan dalam penanganan
-
Hindari benturan mekanis; busa keramik bersifat rapuh dan dapat retak jika terjatuh.
-
Simpan di rak yang kering dan tertutup untuk mencegah kontaminasi dan penyerapan kelembapan.
Tabel 2. Daftar periksa instalasi cepat
| Langkah | Tindakan |
|---|---|
| 1 | Periksa filter untuk retakan atau benda asing. |
| 2 | Panaskan terlebih dahulu sesuai dengan petunjuk pabrik. |
| 3 | Pasang filter pada posisi yang benar di dalam kotak pengatur aliran. |
| 4 | Pastikan perbandingan area filter dengan area throttle sesuai spesifikasi. |
| 5 | Pantau laju aliran dan penurunan tekanan selama uji coba aliran. |
| 6 | Ganti filter jika terjadi kerusakan mekanis atau penyumbatan yang signifikan. |
7. Penggunaan umum dan catatan khusus untuk paduan logam
Filter keramik poros digunakan pada berbagai jenis coran aluminium:
-
Bahan baku die casting dan tuang billet: Prasaringan sebelum pengolahan sekunder.
-
Pengecoran gravitasi dan pengecoran tekanan rendah: Meningkatkan penampilan permukaan dan menghilangkan inklusi internal.
-
Paduan logam bermutu tinggi untuk industri dirgantara dan otomotif: Filter halus yang dikombinasikan dengan pengolahan lelehan yang ketat menghasilkan sifat-sifat premium.
Catatan paduan:
-
Paduan dengan kandungan silikon tinggi dapat membentuk intermetallik halus; pilih pori-pori yang lebih halus jika penampilan permukaan sangat penting.
-
Untuk paduan logam dengan kandungan magnesium tinggi, pastikan kompatibilitas kimia dan pemanasan awal yang cukup untuk menghindari reaksi.
8. Integrasi proses: sinergi antara degassing, fluxing, dan filtrasi
Filtrasi bekerja paling optimal ketika dikombinasikan dengan penanganan lelehan yang tepat:
-
Penghilangan gas: Menghilangkan hidrogen terlarut yang dapat menyebabkan porositas. Letakkan operasi penghilangan gas di hulu proses filtrasi untuk mencegah gelembung gas menyumbat filter.
-
Pengelupasan dan pengangkatan: Hapus kotoran sebelum cairan logam memasuki tahap filtrasi.
-
Kontrol termal: Jaga suhu lelehan tetap konsisten untuk menghindari perubahan viskositas yang dapat mengubah perilaku aliran melalui filter.
Ketika praktik-praktik ini diintegrasikan, umur filter dan efisiensinya meningkat, dan kebersihan lelehan secara keseluruhan juga meningkat.

9. Inspeksi, masa pakai, mode kegagalan, dan pemecahan masalah
Pemicu masa pakai dan penggantian
-
Saringan umumnya digunakan sekali pakai dalam praktik di rumah pengecoran. Ganti setelah setiap pengecoran atau ketika kenaikan tekanan yang signifikan menandakan penyumbatan.
-
Kerusakan mekanis akibat penanganan adalah penyebab umum penolakan.
Mode kegagalan yang umum
-
Retak akibat kejutan termal: Disebabkan oleh filter yang dingin atau basah bersentuhan dengan logam panas.
-
Penyumbatan berlebihan: Peningkatan tekanan yang cepat, laju aliran yang lebih lambat, atau filter yang terlalu halus untuk area gating.
-
Saluran: Aliran yang tidak merata melewati bagian-bagian filter akibat pemasangan yang buruk atau struktur yang retak.
Tabel pemecahan masalah
| Gejala | Kemungkinan penyebabnya | Tindakan korektif yang diusulkan |
|---|---|---|
| Lonjakan tekanan yang tiba-tiba | Por-pori tersumbat atau kotoran yang terjebak | Perluas area filter, periksa pengambilan limbah di hulu. |
| Sisa filter yang terlihat pada cetakan | Filter yang rusak atau pemasangan yang buruk | Periksa filter untuk kerusakan, ganti metode pemasangan. |
| Porositas meningkat meskipun menggunakan filter | Kandungan gas, bukan inklusi | Periksa sistem degassing dan tingkat hidrogen. |
| Keausan atau erosi yang cepat | Ketidakcocokan kimia atau turbulensi | Gunakan SiC atau bahan kimia dengan kualitas lebih tinggi, laju penuangan lambat. |
10. Analisis ekonomi — menyeimbangkan biaya dan manfaat
Filter keramik poros relatif murah dibandingkan dengan nilai peningkatan hasil pengecoran dan pengurangan pekerjaan ulang. Faktor-faktor nilai yang umum:
-
Tingkat limbah yang lebih rendah dari lebih sedikit cacat yang terkait dengan inklusi.
-
Penurunan jumlah limbah pemesinan karena peningkatan kualitas internal.
-
Kualitas yang dapat diprediksi memungkinkan penggunaan suku cadang premium dengan harga lebih tinggi.
Model pengembalian modal sederhana membandingkan biaya filter per proses pengecoran dengan pengurangan limbah. Dalam banyak operasi, penurunan limbah yang moderat (persentase satu digit) dapat menutupi biaya filtrasi dengan cepat.
11. Perbandingan dengan metode filtrasi alternatif
Metode lain meliputi filter keramik terikat, filter jaring, dan pembersihan elektromagnetik atau sentrifugal. Busa keramik poros tetap memiliki keunggulan:
-
Luas permukaan yang besar untuk penangkapan dalam lapisan tebal.
-
Operasi pasif, tanpa bagian yang bergerak.
-
Memiliki stabilitas termal dan kimia yang baik dengan lelehan aluminium.
Namun, alternatif dapat lebih disukai dalam kasus di mana ukuran partikel tertentu harus ditargetkan atau di mana sistem filtrasi kontinu telah diterapkan.
12. Masalah lingkungan, keselamatan, dan penanganan
-
Debu dan pembakaran pengikat: Selama proses produksi atau pemotongan sesuai ukuran, debu keramik yang terhirup dapat berbahaya. Gunakan sistem pengendalian debu dan Alat Pelindung Diri (APD).
-
Filter yang telah digunakan: Filter yang telah digunakan mengandung endapan kotoran dan harus ditangani serta dibuang sesuai dengan peraturan limbah berbahaya setempat yang berlaku.
-
Keamanan logam cair: Selalu patuhi standar penanganan sendok dan perlengkapan pelindung diri (PPE) yang telah ditetapkan saat memasang atau mengganti filter.
13. Contoh desain dan catatan teknik
Contoh: Menentukan ukuran filter untuk cetakan die casting dinding tipis
-
Tentukan laju tuang yang diperlukan dan area throttle saluran masuk.
-
Pilih ukuran pori yang menargetkan inklusi terkecil yang menjadi perhatian sambil memastikan penurunan tekanan tetap dalam batas kemampuan wadah.
-
Perbesar area filter jika menggunakan PPI yang lebih halus.
Tabel 3. Perbandingan sifat-sifat kimia filter keramik yang umum
| Properti | Alumina (Al₂O₃) | Silikon karbida (SiC) | Alumina yang terikat fosfat |
|---|---|---|---|
| Kompatibilitas kimia dengan Al | Tinggi | Tinggi | Tinggi |
| Tahan guncangan termal | Sedang | Tinggi | Sedang |
| Aplikasi khas | Serba guna | Tuang dengan tekanan tinggi | Praktik standar di pabrik pengecoran |
| Rentang pori-pori yang tersedia | 10–70 titik per inci | 10–40 titik per inci | 10–40 titik per inci |
14. Bagaimana filter keramik poros AdTech terintegrasi dalam pabrik pengecoran modern
Kami di AdTech memproduksi filter yang dirancang khusus untuk kimia peleburan dan ritme produksi. Produk kami mencakup filter busa alumina standar dan varian berperforma tinggi untuk aplikasi dinding tipis atau industri dirgantara. Filter-filter ini telah diuji kualitasnya dalam hal porositas, integritas struktur, dan kinerja termal untuk memenuhi kebutuhan produksi. Untuk persyaratan khusus, kami menawarkan distribusi pori yang disesuaikan dan opsi pemotongan sesuai ukuran yang sesuai dengan desain saluran masuk hulu.
15. Studi kasus implementasi (singkat, praktis)
Sebuah pabrik pengecoran otomotif menengah beralih ke filter busa alumina dengan kepadatan 25 PPI untuk lini produksi rumah mesin kritis. Setelah menyesuaikan area saluran cor untuk mempertahankan kecepatan aliran, pabrik pengecoran mencatat:
-
Penurunan 18% pada limbah yang terkait dengan cacat inklusi,
-
12% mengurangi penolakan pemesinan sekunder,
-
Pengembalian biaya filtrasi dalam empat bulan.
Pelajaran utama: sesuaikan ukuran pori dengan distribusi ukuran cacat yang sebenarnya dan pantau penurunan tekanan.
16. Topik lanjutan dan arah penelitian
Para peneliti terus mengevaluasi:
-
Filter porositas bergradasi: Lapisan dengan PPI yang berbeda untuk menangkap partikel besar secara dini dan partikel halus pada tahap selanjutnya.
-
Tiang berlapis: Perawatan permukaan untuk meningkatkan kelembaban, mengurangi reaksi kimia, atau mendorong adhesi partikel.
-
Keramik berpori yang diproduksi dengan manufaktur aditif: Pengendalian yang presisi terhadap bentuk dan distribusi pori-pori untuk kinerja yang optimal.
Perkembangan ini menunjukkan peningkatan berkelanjutan dalam efisiensi filtrasi dan kualitas pengecoran yang dapat diprediksi.
Filtrasi Busa Keramik: Tanya Jawab Teknik & Kualitas
1. Berapa ukuran pori yang harus saya gunakan untuk aluminium kelas dirgantara?
2. Dapatkah filter menghilangkan hidrogen terlarut?
3. Bagaimana cara menghindari sengatan panas saat memasang filter?
4. Apakah PPI yang lebih baik selalu lebih baik?
5. Bagaimana cara mengetahui apakah filter tersumbat selama penuangan?
6. Apakah filter keramik dapat digunakan kembali?
7. Bahan kimia mana yang terbaik untuk lelehan agresif?
8. Apakah filter mengubah komposisi kimiawi lelehan?
9. Seberapa besar area filter harus relatif terhadap area throttle?
Banyak pengecoran menggunakan rasio minimum 4:1 (A_{filter}: A_{throttle}) untuk bagian yang tipis standar. Rasio ini sering kali meningkat untuk cetakan yang sangat tipis atau kompleks untuk memastikan kecepatan aliran yang konsisten.
10. Pengujian apa yang mengonfirmasi efektivitas filter?
Rekomendasi penutup
-
Lakukan uji coba faktorial singkat dengan dua tingkat PPI dan perubahan area gating yang terkontrol untuk mengamati penurunan tekanan dan tingkat penolakan.
-
Ukur kadar hidrogen dan endapan di hulu untuk memastikan bahwa proses filtrasi menargetkan masalah partikel, bukan cacat gas.
-
Standarkan penanganan filter dan pemanasan awal di lantai pabrik untuk mengurangi insiden kejutan termal.
