Sistem gating yang dirancang dengan baik adalah satu-satunya tuas paling efektif yang dimiliki oleh pengecoran untuk mengurangi cacat pengecoran, mengontrol dinamika pengisian, menjebak terak, dan memastikan pengumpanan yang andal selama pemadatan. Gating yang tepat mengurangi turbulensi, mencegah inklusi, meningkatkan hasil, dan mendukung kualitas yang dapat diulang di seluruh proses pengecoran pasir, pengecoran investasi, dan cetakan permanen.
1. Mengapa sistem gating penting
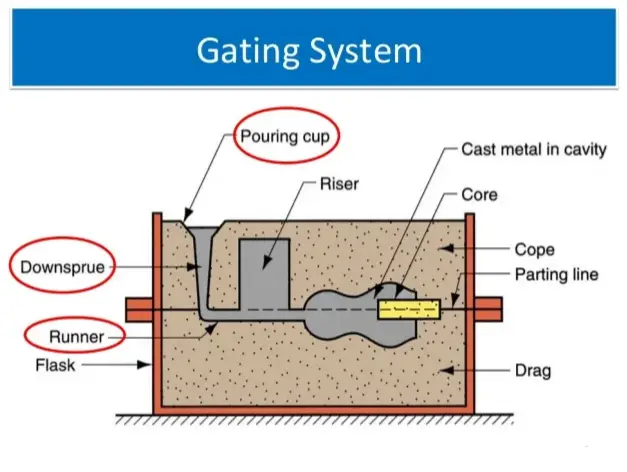
Sistem gating adalah jaringan saluran yang mengalirkan logam cair dari ladel ke dalam rongga cetakan sambil mengontrol kecepatan, gradien termal, tekanan, dan pemisahan terak. Gating yang efektif mencapai beberapa tujuan simultan: mengalirkan logam dengan cukup cepat untuk menghindari dingin dan kesalahan, menjaga aliran laminar di pintu masuk rongga, menjebak terak dan sampah dari permukaan kritis, dan memungkinkan pemadatan terarah dengan limbah logam berlebih yang minimal. Peran-peran ini menjadikan desain gating sebagai penentu utama kualitas dan hasil pengecoran.
2. Komponen inti dan peran fungsional
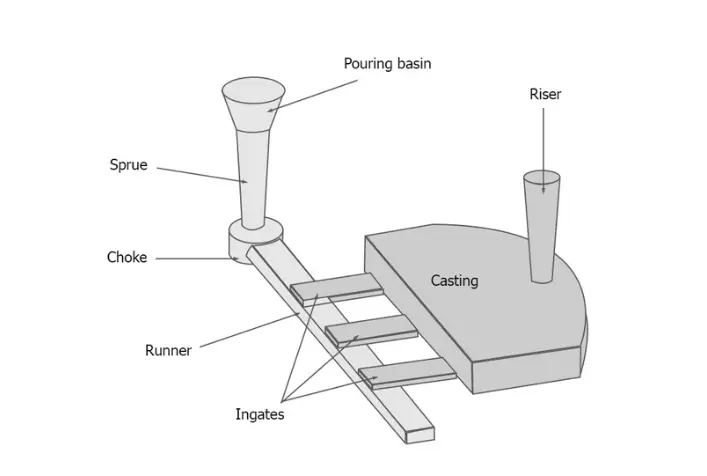
Sistem gerbang standar terdiri dari beberapa elemen yang saling terkait. Setiap elemen memiliki tradeoff fungsional yang memengaruhi waktu pengisian, turbulensi, dan tekanan tenggorokan.
Komponen utama
-
Baskom atau cangkir tuang: menerima logam sendok dan mengurangi percikan.
-
Sprue (downsprue): saluran vertikal yang mengangkut logam ke dalam cetakan. Meruncing mengurangi pusaran dan aspirasi.
-
Sumur atau dasar sariawan: memperlambat dan memperlancar aliran di dekat antarmuka runner.
-
Pelari - saluran horizontal atau bersudut yang mendistribusikan logam ke gerbang.
-
Ingate (gerbang): saluran akhir ke dalam rongga, berukuran dan berbentuk untuk mengontrol kecepatan dan arah lokal.
-
Riser atau pengumpan: memasok logam ekstra untuk mengimbangi penyusutan selama pemadatan dan berfungsi sebagai reservoir tekanan.
-
Perangkap skim, perangkap berputar, atau sumur sedimentasi - menjebak terak dan sampah berat di bagian hulu pintu air.
-
Ventilasi dan jalur ventilasi: memungkinkan udara dan gas keluar selama pengisian.
3. Tujuan dan kriteria kinerja
Saat merancang sistem gating, para insinyur mengoptimalkan beberapa kriteria yang bersaing:
-
Minimalkan turbulensi di pintu gerbang untuk menghindari gas dan film oksida yang terperangkap.
-
Pastikan pengisian rongga lengkap sebelum pemadatan yang signifikan dimulai.
-
Mengontrol waktu pengisian untuk menyeimbangkan gradien termal dan erosi cetakan.
-
Temukan anak tangga dan gerbang untuk mendorong pemadatan terarah dan memberi makan titik-titik panas.
-
Menjebak inklusi dan mencegah terak mencapai rongga.
-
Meminimalkan logam yang terbuang oleh runner dan riser untuk meningkatkan hasil.
-
Jaga tekanan dan kecepatan cukup rendah untuk mencegah erosi jamur, tetapi cukup tinggi untuk pengisian penuh.
4. Jenis-jenis sistem gating dan aplikasi yang sesuai
Konfigurasi gating bervariasi menurut metode pengecoran dan geometri bagian. Dua kelas besar adalah sistem bertekanan dan tanpa tekanan. Jenis gerbang khusus termasuk gerbang atas, gerbang bawah, gerbang garis perpisahan, gerbang buta, dan pengaturan beberapa gerbang.
Berdasarkan proses
-
Pengecoran pasir - biasanya menggunakan jaringan sprue-runner-ingate dengan perangkap dan anak tangga.
-
Investment casting - menggunakan pohon saluran dengan gerbang berdimensi cermat, sering kali bertekanan alami untuk bagian dinding tipis.
-
Die casting - memiliki gerbang yang pendek dan langsung serta pengaturan shot-sleeve yang tidak lazim pada gerbang cetakan sekali pakai.
-
Cetakan permanen dan cetakan gravitasi - gunakan gating yang memberikan aliran yang stabil dan terkontrol dengan memperhatikan evakuasi udara.
Pemilihan tergantung pada kekuatan cetakan, jenis lelehan, ketebalan bagian, dan sensitivitas terhadap turbulensi.
5. Aturan dan dimensi desain yang praktis
Aturan praktis mengurangi siklus dan kesalahan. Gunakan aturan tersebut sebagai titik awal, kemudian sempurnakan dengan simulasi dan uji coba di toko.
Pedoman umum
-
Tapered sprue: luas penampang berkurang dengan mulus ke arah dasar untuk mempertahankan kecepatan yang hampir seragam dan mencegah aspirasi.
-
Ukuran choke: choke tunggal yang efektif mengontrol aliran dan mengurangi turbulensi; sering kali ingate atau bagian runner yang diperkecil berfungsi untuk fungsi ini.
-
Rasio area: pertahankan area sariawan terhadap area runner dan rasio area runner terhadap area ingate untuk menghindari pembekuan atau kelaparan dini. Titik awal yang umum menempatkan area penampang runner pada 2 hingga 4 kali area ingate tergantung pada laju penuangan.
-
Profil pelari: saluran bulat atau trapesium dengan jari-jari yang halus mengurangi erosi permukaan.
-
Bentuk gerbang: gerbang bulat atau meruncing menghasilkan aliran masuk yang lebih lancar; gerbang persegi panjang digunakan untuk komponen bervolume tinggi yang membutuhkan pemangkasan yang efisien.
-
Lokasi riser: posisikan riser pada bagian terberat dan pastikan jarak pengumpanan diminimalkan.
Di bawah ini adalah tabel aturan praktis untuk pengecoran pasir konvensional. Ini adalah angka awal. Sempurnakan dengan proses, paduan, dan simulasi.
| Elemen | Dimensi atau rasio awal yang umum | Catatan |
|---|---|---|
| Lancip sariawan | 1,5 hingga 2 derajat per sisi | Pertahankan pengurangan yang mulus |
| Rasio sariawan terhadap area pelari | Area sariawan ≈ 1,5 hingga 3 × area pelari | Mencegah tersedak terlalu dini |
| Rasio area pelari terhadap area ingate | Area pelari ≈ 2 hingga 4 × area pintu masuk | Rasio yang lebih tinggi untuk dinding tipis |
| Target waktu penuangan | 10 hingga 60 detik untuk pengecoran pasir berukuran kecil hingga sedang | Lebih cepat untuk komponen aluminium tipis |
| Ukuran kepala riser | 1,2 hingga 1,5 × pengecoran penampang titik panas | Tergantung pada tingkat penyusutan paduan |
(Gunakan nilai-nilai ini sebagai garis dasar. Selalu lakukan pengulangan dengan simulasi atau uji tuang).
6. Fisika aliran dan kontrol turbulensi
Mengisi cetakan adalah masalah dinamika fluida transien dengan perpindahan panas dan kopling pemadatan. Prinsip-prinsip utama:
-
Aliran laminar atau agak turbulen di dekat gerbang mencegah masuknya oksida. Bilangan Reynolds yang tinggi pada belokan tajam menciptakan pusaran yang memerangkap gas.
-
Transisi yang mulus dari aliran vertikal ke horizontal dan persimpangan yang membulat mengurangi lonjakan kecepatan lokal.
-
Perangkap salin atau spin trap dapat menyebabkan gerakan berputar yang memisahkan terak yang lebih berat dari aliran utama.
-
Choke mengurangi energi kinetik di bagian hulu, sehingga memungkinkan jaringan runner bertindak sebagai penyangga dan memungkinkan terak melayang ke atas ke dalam sumur sebelum mencapai pintu masuk.
-
Ventilasi di dekat pintu gerbang dan bagian yang tipis mengurangi tekanan balik yang dapat menyebabkan kesalahan pengoperasian.
Menggunakan fitur kontrol aliran mengurangi penutupan dingin, porositas, dan cacat permukaan.
7. Pertimbangan khusus aluminium
Paduan aluminium memiliki kebutuhan gerbang yang unik. Konduktivitas termal yang tinggi dan titik leleh yang lebih rendah dibandingkan dengan baja menuntut waktu pengisian yang lebih singkat dan perangkap hidrogen dan oksida terlarut yang kuat.
Poin-poin penting untuk aluminium
-
Laju pengisian yang lebih cepat sering kali diperlukan untuk menghindari rasa dingin pada bagian yang panjang dan tipis. Hal ini meningkatkan risiko turbulensi dan lapisan oksida.
-
Porositas hidrogen adalah cacat utama pada coran aluminium. Hidrogen terlarut muncul saat tekanan turun dan membentuk porositas selama pemadatan. Degassing, penanganan lelehan yang hati-hati, dan penyaringan membantu mengurangi hal ini.
-
Filter busa keramik dan perangkap gating/runner yang tepat mengurangi inklusi oksida dan nonlogam agar tidak masuk ke dalam rongga. Ketika dikombinasikan dengan perangkap skim yang ditempatkan dengan baik, penyaringan sangat meningkatkan integritas permukaan.
Tabel Daftar periksa gerbang aluminium
| Masalah | Langkah-langkah pengendalian praktis |
|---|---|
| Porositas hidrogen | Degassing leleh, fluks pelindung, pengisian dengan turbulensi rendah |
| Film oksida | Filter keramik, perangkap putaran, sumur berpagar |
| Isi dinding tipis | Meningkatkan area aliran gating, mengurangi zona dingin, pelari yang lebih pendek |
| Kehilangan panas | Gunakan umpan isolasi, sprue yang lebih tebal, atau cetakan yang dipanaskan jika perlu |
| Penyusutan | Anak tangga yang ditempatkan secara strategis atau gerbang bertekanan untuk cangkang tipis |
8. Simulasi dan pengoptimalan
Simulasi numerik adalah praktik standar untuk desain gating modern. Alat bantu menghitung urutan pengisian, mengidentifikasi titik panas, dan mengukur turbulensi dan jebakan udara. Simulasi membantu mengurangi uji coba dan mempercepat pengoptimalan.
-
Gunakan simulasi aliran dan pemadatan di awal untuk membandingkan beberapa opsi gating. Alat bantu optimasi otomatis dapat memvariasikan ukuran gerbang, tata letak runner, dan geometri riser dalam batasan-batasan untuk menemukan solusi dengan cacat minimal.
-
Validasi simulasi dengan satu set uji tuang fisik dan inspeksi radiografi karena model bergantung pada data masukan yang benar untuk sifat logam dan suhu pengecoran.
9. Cacat yang terkait dengan gating dan solusi
Di bawah ini adalah matriks cacat ringkas yang berfokus pada akar masalah terkait gerbang dan solusi praktis.
| Cacat | Akar penyebab gating yang umum terjadi | Obat |
|---|---|---|
| Penutupan dingin / salah jalan | Pengisian lambat, pemadatan dini di dekat bagian yang tipis | Meningkatkan area aliran, memperpendek jalur aliran, memanaskan cetakan |
| Porositas (hidrogen) | Aliran turbulen, kandungan hidrogen tinggi | Degas meleleh, mengurangi turbulensi, menggunakan filter |
| Inklusi / terak | Tidak ada perangkap atau filter skim, gerbang langsung ke dalam rongga | Tambahkan perangkap putaran, filtrasi keramik, pindahkan gerbang |
| Erosi pasir | Kecepatan lokal yang tinggi, tikungan tajam | Geometri pelari yang halus, kurangi kecepatan penurunan |
| Rongga penyusutan | Penempatan anak tangga yang buruk atau anak tangga yang terlalu kecil | Menambah atau memperbesar anak tangga, mengubah gerbang untuk memberi makan titik panas |
10. Strategi tata letak, pemangkasan, dan pemolesan yang praktis
-
Tempatkan runner untuk meminimalkan pemangkasan pada permukaan yang kritis. Gunakan bilah runner yang dikorbankan jika memungkinkan untuk pemangkasan otomatis.
-
Posisikan gerbang pada permukaan yang tidak kritis atau zona kelonggaran pemesinan.
-
Gunakan desain choke yang menyisakan jumlah material yang wajar untuk dipangkas sambil tetap mengontrol aliran.
-
Untuk fettling otomatis, standarisasi lokasi gerbang di seluruh rangkaian suku cadang agar operasi hilir dapat berjalan secara konsisten.
11. Metrik dan inspeksi
Lacak metrik terkait gating untuk mengontrol kualitas: waktu pengisian, suhu tuang, indeks kebersihan lelehan, tingkat porositas, skrap yang dikaitkan dengan gating. Metode pemeriksaan yang umum dilakukan meliputi radiografi, pemindaian CT, pengujian ultrasonik, dan pemeriksaan visual. Menerapkan analisis akar penyebab pada cacat yang dikembalikan dan memperbarui aturan gating dengan perubahan geometri korektif.
12. Contoh pengaturan gerbang
Sprue tunggal dengan runner bar dan beberapa pintu masuk: Baik untuk cetakan ukuran sedang, multi-rongga apabila diperlukan distribusi yang merata.
Beberapa downsprue memberi makan loop pelari yang terpisah: Digunakan untuk pengecoran besar di mana jalur aliran yang panjang akan mendinginkan terlalu banyak.
Spin trap dengan penyaringan di bagian hulu pintu masuk: Umumnya di lini produksi aluminium untuk menggabungkan penyaringan mekanis dengan sedimentasi.
13. Tabel: perbandingan dan referensi cepat
Tabel A. Daftar periksa komponen untuk tinjauan desain gating
| Komponen | Tujuan | Modus kegagalan umum yang harus diperhatikan |
|---|---|---|
| Cangkir penuangan | Memperlancar transfer sendok | Percikan, logam dingin |
| Sariawan | Transportasi vertikal | Aspirasi jika tidak diruncingkan |
| Baiklah. | Memperlambat turbulensi | Sedimen meluap jika terlalu kecil |
| Pelari | Mendistribusikan logam | Penurunan tekanan yang berlebihan |
| Ingate | Mengontrol pengisian lokal | Turbulensi ke dalam rongga |
| Riser | Mengumpankan logam selama pemadatan | Ukuran yang tidak memadai menyebabkan penyusutan |
| Perangkap berputar | Memisahkan terak | Membutuhkan penempatan yang tepat agar efektif |
| Filter | Menangkap inklusi | Jaring atau lokasi yang salah mengurangi hasil panen |
Tabel B: Perbandingan tipe gerbang
| Jenis gerbang | Kelebihan | Kekurangan | Kasus penggunaan umum |
|---|---|---|---|
| Gerbang atas | Sederhana, dibantu oleh gravitasi | Turbulensi yang lebih tinggi di pintu masuk | Bagian yang berat atau bagian yang sederhana |
| Gerbang bawah | Mengisi ke atas, lebih sedikit turbulensi | Perkakas yang lebih kompleks, kemungkinan erosi | Bagian berdinding tipis, aluminium |
| Gerbang garis perpisahan | Mudah dikerjakan dengan mesin dan dipangkas | Kemungkinan jebakan udara dalam beberapa geometri | Pengecoran pasir dengan akses garis perpisahan |
| Gerbang buta | Gerbang tersembunyi, permukaan kosmetik terhindar | Pemangkasan yang sulit, risiko salah potong | Pengecoran investasi yang membutuhkan permukaan yang bersih |
14. Daftar periksa implementasi untuk pengecoran
-
Tentukan paduan pengecoran dan sifat mekanis yang diperlukan.
-
Pilih kelas gating yang sesuai untuk proses dan geometri bagian.
-
Tata letak jaringan sariawan-runner-ingate menggunakan rasio dasar.
-
Tambahkan penyaringan dan perangkap skim untuk aluminium atau lelehan kotor.
-
Mensimulasikan pengisian dan pemadatan. Verifikasi titik panas dan cacat yang diprediksi.
-
Jalankan uji tuang skala kecil, periksa dan ulangi.
-
Menyelesaikan perkakas dan menstandarkan gating untuk proses produksi.
-
Catat metrik dan perbarui desain saat bahan atau waktu siklus berubah.
Tanya Jawab Desain & Pengoptimalan Sistem Gating
1. Apa perubahan yang paling penting untuk mengurangi cacat terkait gating?
2. Haruskah saya selalu meruncingkan sariawan?
3. Bagaimana cara mengurangi porositas hidrogen pada coran aluminium?
- Degassing lelehan aktif menggunakan gas inert.
- Kecepatan penuangan yang terkontrol untuk mencegah kerusakan permukaan.
- Penempatan filter keramik yang strategis dan perangkap skim di depan gerbang.
- Secara ketat mengurangi paparan lelehan terhadap kelembapan atmosfer.
4. Kapan gerbang bawah lebih baik daripada gerbang atas?
5. Seberapa besar ingate harus relatif terhadap pelari?
6. Dapatkah simulasi pengecoran menggantikan uji coba di toko yang sebenarnya?
7. Apakah filter busa keramik selalu diperlukan dalam gating?
8. Bagaimana pilihan gating mempengaruhi hasil pengecoran?
9. Apa yang dimaksud dengan spin trap dan kapan saya harus menggunakannya?
10. Seberapa sering desain gating harus ditinjau ulang?
- Mengubah jenis paduan.
- Memodifikasi geometri bagian.
- Waktu siklus yang ditargetkan dipersingkat.
- Tingkat kerusakan (terutama inklusi atau porositas) mulai meningkat.
16. Rekomendasi penutup untuk AdTech
-
Untuk pengecoran aluminium, kombinasikan peningkatan gating dengan sistem peleburan dan penyaringan keramik untuk mengatasi aliran dan kebersihan lelehan secara bersamaan.
-
Gunakan simulasi di awal fase desain untuk memilih topologi gating yang menjanjikan dan memprioritaskan penempatan riser.
-
Menstandarkan satu set kecil templat gating untuk kelompok komponen untuk mempercepat perkakas dan membuat pemangkasan otomatis menjadi lebih sederhana.
-
Menangkap metrik proses dan korelasi cacat sehingga desain gating menjadi bagian yang terus meningkat dari loop kontrol proses.
Sumber-sumber utama yang digunakan untuk panduan faktual dan sintesis praktik terbaik
-
Buku panduan pengecoran dan ringkasan desain gating modern yang mendefinisikan komponen dan tujuan sistem gating.
-
Tulisan proses praktis dan tutorial pengecoran pasir yang mencantumkan elemen gating dan rekomendasi toko rutin.
-
Makalah teknis dan studi kasus industri tentang optimasi sistematis dan desain gating berbasis simulasi.
-
Artikel industri dan catatan teknis tentang teknik gating, riser, spin trap, dan strategi ventilasi.
