Untuk bagian-bagian dengan volume produksi tinggi yang memerlukan kontrol dimensi yang ketat, permukaan halus, kinerja mekanis yang konsisten, dan biaya unit rendah pada skala besar, pengecoran cetakan (die casting) umumnya merupakan pilihan yang lebih baik. Untuk prototipe, bagian tunggal, komponen berukuran sangat besar, inti yang kompleks, atau bagian yang memerlukan paduan logam besi dan biaya alat cetak awal yang rendah, pengecoran pasir (sand casting) biasanya lebih disukai. Pilihan akhir bergantung pada bahan yang diperlukan, volume produksi, toleransi, kondisi permukaan, ukuran bagian, dan biaya siklus hidup total.
1. Definisi singkat dan apa yang membedakannya
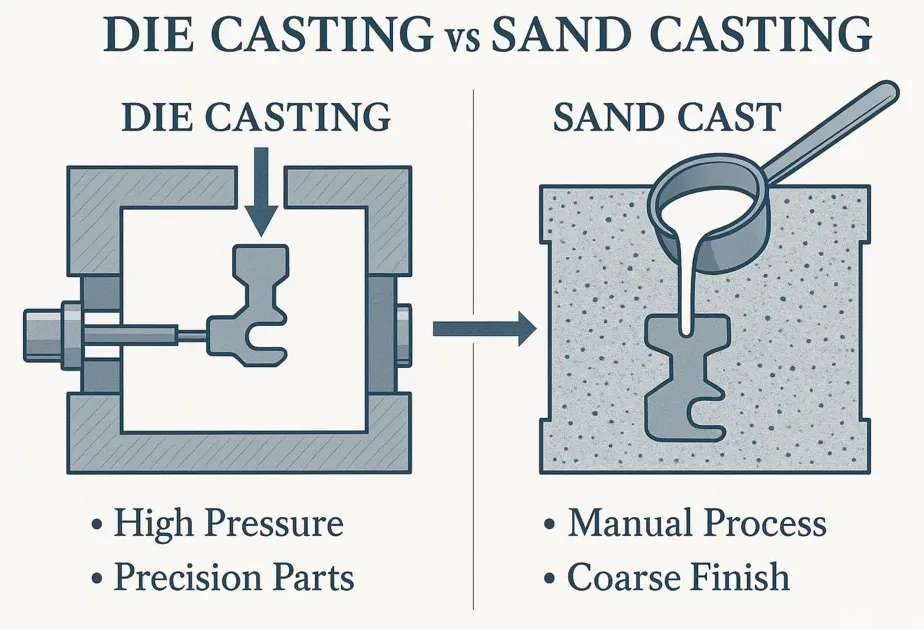
Die casting menggunakan cetakan logam yang dapat digunakan ulang (dies) dan memaksa logam non-ferrous cair ke dalam rongga cetakan di bawah tekanan. Proses ini menghasilkan bagian dengan detail halus, ketepatan yang tinggi, dan permukaan yang halus. Sand casting membentuk cetakan dari pasir yang dipadatkan di sekitar pola; logam cair dituangkan ke dalam rongga pasir dengan bantuan gravitasi atau alat bantu. Sand casting mendukung berbagai jenis paduan logam dan ukuran besar sambil menjaga biaya cetakan tetap rendah.
2. Sejarah singkat dan peran industri saat ini
Kedua metode memiliki akar yang dalam. Teknik cetakan pasir telah ada sejak berabad-abad yang lalu dan tetap menjadi metode utama bagi pabrik pengecoran yang memproduksi bagian-bagian besar dan berat serta produksi dalam jumlah kecil hingga menengah. Cetakan injeksi logam (die casting) menjadi populer seiring dengan perkembangan baja modern dan mesin bertekanan tinggi, cocok untuk industri yang membutuhkan ribuan hingga jutaan bagian kecil hingga menengah yang konsisten setiap tahun, seperti rumah listrik otomotif, elektronik konsumen, dan fitting HVAC. Pabrik modern menggabungkan otomatisasi, pemeriksaan kualitas berulang, dan pemesinan sekunder untuk menghasilkan bagian jadi dengan penanganan manual minimal.
3. Langkah-langkah proses — berdampingan
Die casting (urutan tipikal)
-
Desain dan finalisasi bagian dan cetakan, termasuk saluran aliran dan ventilasi.
-
Memproduksi cetakan baja keras dengan rongga yang presisi.
-
Panaskan cetakan, oleskan pelumas/agen pelepas.
-
Suntikkan logam cair dengan tekanan tinggi ke dalam cetakan.
-
Pertahankan tekanan selama proses pengeras, buka cetakan, keluarkan bagian.
-
Potong kelebihan logam, lakukan pemesinan akhir, dan lakukan inspeksi.
Pengecoran pasir (urutan tipikal)
-
Buat desain pola dan desain gating/riser.
-
Isi pasir di sekitar pola dalam tabung untuk membentuk setengah cetakan.
-
Hapus pola, rakit bagian-bagian cetakan dan inti (inti-inti).
-
Tuangkan logam cair ke dalam rongga pasir dengan menggunakan gravitasi atau tekanan rendah.
-
Biarkan proses pengendapan, lepaskan cetakan untuk mengeluarkan coran.
-
Bersihkan pasir, lepaskan bagian yang terpasang, lakukan perlakuan panas atau pemesinan, periksa.
Perbedaan operasional yang penting: pengecoran die menggunakan cetakan permanen dan pembentukan dengan tekanan tinggi yang mendukung otomatisasi; pengecoran pasir menggunakan cetakan sekali pakai dan tahap-tahap manual yang lebih banyak, tetapi memberikan fleksibilitas dalam ukuran dan pilihan paduan logam.
4. Kompatibilitas bahan dan paduan
-
Die casting paling umum digunakan pada paduan logam non-ferrous yang memiliki titik leleh relatif rendah dan dapat mengisi dengan baik di bawah tekanan, terutama seng, aluminium, dan magnesium. Paduan-paduan ini menghasilkan aliran yang baik, dinding tipis, dan waktu siklus yang cepat.
-
Pengecoran pasir mendukung penggunaan bahan yang jauh lebih luas, termasuk paduan besi seperti besi cor abu-abu dan besi cor lentur, baja, perunggu, dan paduan tembaga. Karena setiap cetakan pasir bersifat sekali pakai, proses ini dapat menoleransi suhu tuang yang lebih tinggi dan paduan logam yang lebih reaktif.
Catatan praktis: Jika desain Anda harus menggunakan baja tahan karat atau besi cor karena alasan kekuatan atau ketahanan aus, pengecoran pasir biasanya merupakan pilihan yang realistis. Jika Anda membutuhkan bagian aluminium ringan dalam jumlah besar dengan dinding tipis, pengecoran cetakan seringkali lebih cocok.
5. Peralatan, waktu tunggu, dan ekonomi biaya
Alat dan peralatan memiliki pengaruh yang signifikan terhadap keputusan komersial.
Biaya alat dan umur pakai
-
Cetakan die casting mahal untuk didesain dan diproduksi, seringkali menghabiskan puluhan ribu hingga ratusan ribu dolar AS untuk alat presisi baja. Namun, cetakan ini dapat digunakan untuk ribuan hingga jutaan kali cetakan, sehingga investasi dapat dibagi rata untuk produksi massal.
-
Alat cetak pasir memiliki biaya rendah karena cetakan dibuat dari pasir dan pola dapat berupa bentuk kayu, plastik, atau logam yang sederhana. Untuk produksi skala kecil dan prototipe, hal ini mempercepat waktu hingga bagian pertama dihasilkan dan mengurangi modal awal.
Biaya per bagian versus volume produksi
Polanya yang umum:
-
Volume rendah (dari prototipe hingga beberapa ratus unit): pengecoran pasir umumnya memiliki biaya total yang jauh lebih rendah.
-
Volume menengah (ratusan hingga ribuan): titik impas bergantung pada kompleksitas bagian, proses penyelesaian, dan toleransi yang diperlukan.
-
Volume tinggi (ribuan hingga jutaan): pengecoran cetakan biasanya menghasilkan biaya per bagian yang jauh lebih rendah karena laju siklus yang tinggi dan cetakan yang dapat digunakan kembali.
6. Ketepatan dimensi, toleransi, dan konsistensi
-
Die casting memberikan kontrol dimensi yang ketat dan konsistensi yang cocok untuk perakitan press-fit dan komponen yang memerlukan permukaan sambungan yang konsisten. Toleransi tipikal untuk bagian die casting dapat berkisar antara ±0,1 mm hingga ±0,5 mm, tergantung pada ukuran dan fiturnya.
-
Cetakan pasir menunjukkan penyebaran dimensi yang lebih besar akibat deformasi cetakan, ketidakkonsistenan kompresi pasir, dan tantangan dalam pengendalian penyusutan. Toleransi cetakan pasir umumnya lebih longgar dan seringkali memerlukan pemesinan sekunder untuk permukaan kritis.
Implikasi desain: Jika bagian tersebut harus memiliki pas yang ketat tanpa memerlukan pemesinan yang ekstensif, pengecoran cetakan akan menghemat operasi sekunder pada produksi massal.
7. Permukaan akhir dan pengolahan sekunder
-
Bagian die cast memiliki permukaan halus dan detail halus, sehingga mengurangi waktu finishing. Permukaan dapat disiapkan untuk pelapisan atau pengecatan dengan persiapan minimal.
-
Permukaan cetakan pasir lebih kasar dan berpori karena sifat granular cetakan; biasanya memerlukan proses shot blasting, penggerindaan, atau pemesinan untuk fitur kosmetik atau presisi. Hal ini meningkatkan biaya tenaga kerja dan waktu siklus untuk bagian yang sudah jadi.
Proses sekunder yang perlu direncanakan: Pengerjaan mesin, perlakuan panas, pelapisan, pengecatan, pengujian kebocoran, pengujian non-destruktif. Desain cor pasir seringkali mengalokasikan anggaran lebih besar untuk tahap-tahap ini.
8. Perbedaan sifat mekanik dan mikrostrktur
Rute pengecoran mempengaruhi laju pendinginan dan struktur butiran:
-
Die casting sering menghasilkan struktur mikro yang lebih halus dan porositas gas yang lebih rendah ketika diproses dengan benar, karena pengisian yang cepat dan pengendapan yang terkontrol di bawah tekanan. Hal ini cenderung meningkatkan sifat mekanik seperti kekuatan tarik pada beberapa paduan aluminium dan seng.
-
Cetakan pasir dapat memiliki ukuran butiran yang lebih besar dan potensi porositas yang lebih tinggi kecuali jika inti, saluran, dan penopang dirancang dengan hati-hati. Perlakuan panas dapat meningkatkan sifat-sifatnya, tetapi konsistensi tergantung pada praktik pabrik pengecoran.
Catatan teknik: Untuk bagian-bagian kritis yang menanggung beban, mintalah data uji mekanik (kekuatan tarik, batas leleh, dan perpanjangan) dari pemasok potensial dan tentukan kriteria penerimaan yang diperlukan.
9. Kebebasan desain, kompleksitas, dan fitur internal
-
Pengecoran pasir unggul untuk bentuk kompleks, bagian besar, dan rongga internal yang dibuat dengan inti. Mudah untuk membuat geometri khusus atau satu-satunya tanpa perlu mengganti alat yang mahal.
-
Die casting mampu menangani geometri eksternal yang kompleks dan dinding tipis dengan baik, tetapi undercut internal dan inti yang rumit dapat meningkatkan biaya dan kompleksitas cetakan. Penggunaan insert dan cetakan multi-bagian dapat mengatasi kebutuhan tersebut, namun hal ini juga meningkatkan biaya alat cetak.
Aturan praktis: Gunakan pengecoran pasir ketika ukuran atau kompleksitas bagian memerlukan pekerjaan inti yang fleksibel atau ketika biaya dan jadwal tidak dapat menanggung biaya cetakan yang kompleks.
10. Volume produksi, waktu siklus, dan skalabilitas
-
Waktu siklus pengecoran logam sangat singkat dan sangat konsisten, sering diukur dalam hitungan detik hingga puluhan detik per tembakan, mendukung produksi massal. Otomatisasi mengurangi biaya tenaga kerja per bagian.
-
Waktu siklus pengecoran pasir lebih lama karena cetakan dibuat dan dihancurkan; proses ini lebih berorientasi pada batch dan kurang cocok untuk siklus otomatis yang berkelanjutan. Metode ini tetap efektif untuk jumlah sedang dan barang-barang berukuran sangat besar di mana cetakan logam tidak praktis.
11. Pertimbangan lingkungan, kesehatan, dan tempat kerja
-
Proses die casting memerlukan pemeliharaan cetakan dan penanganan pelumas serta logam cair bertekanan tinggi; ventilasi dan pengendalian asap sangat penting. Pelumas cetakan dan lapisan cetakan harus dikelola dengan baik untuk membatasi emisi.
-
Pengecoran pasir menghasilkan pasir bekas yang mungkin memerlukan daur ulang, pengikat yang memerlukan penanganan, dan pengendalian debu. Pabrik pengecoran sering mengoperasikan sistem daur ulang pasir, pemulihan panas sisa, dan sistem filtrasi.
Poin keberlanjutan: Banyak pabrik pengecoran modern mendaur ulang dan menggunakan kembali pasir serta memulihkan energi, sementara bengkel pengecoran logam mendaur ulang logam tetapi harus mengelola limbah dan keausan cetakan.
12. Pengendalian mutu, pengujian, dan tindakan korektif
Langkah-langkah QC umum untuk keduanya:
-
Inspeksi dimensi (CMM, alat ukur).
-
Pemeriksaan visual dan perbaikan cacat permukaan.
-
Uji tekanan atau kebocoran pada bagian yang mengandung cairan.
-
Pengujian non-destruktif (sinar-X, ultrasonik) untuk cacat internal.
-
Uji mekanik pada sampel (tarikan, kekerasan).
-
Analisis metalurgi untuk struktur mikro dan kandungan inklusi.
Proses die casting memanfaatkan sensor dalam proses yang memantau parameter injeksi dan suhu; sedangkan proses sand casting lebih bergantung pada pengendalian proses yang berpengalaman dan pengambilan sampel.
13. Aplikasi tipikal dan contoh industri
-
Die casting: casing listrik, cangkang konektor, rangka casing optik, braket transmisi dan mesin otomotif (di mana logam non-ferrous dapat diterima), komponen produk konsumen.
-
Pengecoran pasir: rumah pompa, blok mesin dan kepala silinder dari besi, katup besar, komponen mesin berat, dan pengecoran prototipe aerospace yang memerlukan paduan logam khusus.
14. Matriks Keputusan Praktis
Tabel di bawah ini merangkum keputusan yang dipengaruhi oleh faktor-faktor utama dalam proses seleksi.
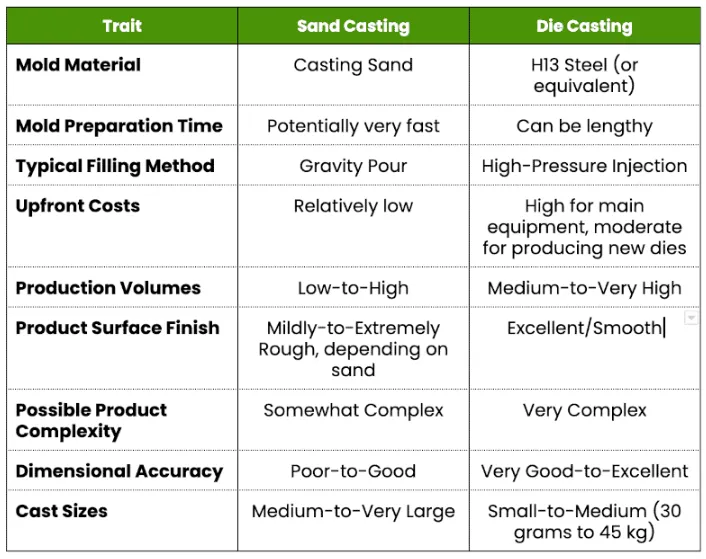
| Pengemudi seleksi | Kapan waktu yang tepat untuk memilih die casting? | Kapan waktu yang tepat untuk melakukan pengecoran pasir? |
|---|---|---|
| Volume produksi | Lari dengan kecepatan sangat tinggi dan konsistensi yang tinggi | Produksi dalam jumlah kecil hingga sedang atau produksi satu kali. |
| Toleransi yang diperlukan | Toleransi ketat, pemesinan minimal | Toleransi longgar, perkirakan pemesinan |
| Permukaan akhir | Finishing halus dan minimalis | Kasar, perlu penyelesaian |
| Pilihan paduan logam | Logam non-besi (Al, Mg, Zn) | Rentang yang luas termasuk logam besi |
| Ukuran bagian | Kecil hingga sedang | Kecil hingga sangat besar |
| Biaya di muka | Biaya cetakan yang tinggi | Biaya cetakan/mold yang rendah |
| Kompleksitas desain | Detail eksternal, dinding tipis | Inti yang kompleks, rongga besar, sisipan. |
| Waktu tunggu hingga bagian pertama | Panjang (pembuatan cetakan) | Cetakan pendek (cetakan pola atau cetakan pasir langsung) |
(Sumber-sumber dikumpulkan dari referensi industri.)
15. Contoh skenario biaya per bagian
Tabel: Contoh perkiraan titik impas (angka-angka ilustratif; dapatkan penawaran untuk angka yang tepat)
| Volume (buah) | Biaya cetakan yang diperkirakan USD | Polanya pasir / cetakan USD | Perkiraan biaya cetakan per bagian (USD) | Perkiraan biaya per bagian cetakan pasir (USD) | Proses yang direkomendasikan |
|---|---|---|---|---|---|
| 100 | 60,000 | 1,500 | 600.00 | 120.00 | Pengecoran pasir |
| 1,000 | 60,000 | 1,500 | 60.00 | 70.00 | Pengecoran pasir atau pengecoran cetakan tergantung pada kualitas permukaan. |
| 10,000 | 60,000 | 1,500 | 10.00 | 40.00 | Pengecoran logam |
| 100,000 | 60,000 | 1,500 | 1.50 | 30.00 | Pengecoran logam |
Cara penggunaan: Minta penawaran harga dari kedua jenis pemasok, sertakan biaya finishing dan inspeksi, dan hitung total biaya yang telah termasuk semua biaya (landed cost) untuk produksi yang diharapkan.
16. Daftar periksa desain untuk pemilihan proses (praktis)
-
Konfirmasikan bahan akhir dan apakah paduan logam besi diperlukan.
-
Tentukan dimensi kritis dan batas toleransi yang diperbolehkan.
-
Perkirakan volume produksi tahunan dan permintaan sepanjang masa pakai yang diharapkan.
-
Periksa kebutuhan ketebalan dinding maksimum dan minimum.
-
Evaluasi apakah dinding tipis, tekstur halus, atau tonjolan terintegrasi diperlukan.
-
Identifikasi semua rongga internal yang memerlukan inti atau sisipan.
-
Anggaran untuk pembuatan alat, pemesinan sekunder, dan penyelesaian.
-
Pertimbangkan waktu tunggu hingga bagian pertama tersedia dan kecepatan masuk ke pasar.
17. Tabel yang membantu insinyur dan pembelian
Tabel A: Panduan Cepat Kompatibilitas Bahan
| Keluarga material | Cetakan die casting yang umum | Pengecoran pasir yang umum digunakan |
|---|---|---|
| Paduan aluminium | Tinggi | Tinggi |
| Paduan seng | Sangat tinggi | Terbatas |
| Paduan magnesium | Tinggi | Terbatas |
| Tembaga / perunggu | Terbatas | Tinggi |
| Besi / baja | Tidak cocok | Sangat tinggi |
| Baja tahan karat | Tidak cocok | Sangat tinggi |
Tabel B: Kelas toleransi tipikal (sebagai panduan)
| Proses | Toleransi linier tipikal per 100 mm |
|---|---|
| Pengecoran cetakan berkualitas tinggi | ±0,05 hingga ±0,2 mm |
| Cetakan logam yang umum | ±0,1 hingga ±0,5 mm |
| Pengecoran pasir konvensional | ±0,5 hingga ±2,0 mm |
(Konsultasikan dengan pemasok untuk toleransi yang tepat pada geometri tertentu.)
18. Tips praktis untuk mengurangi biaya dan risiko
-
Untuk pengecoran logam, luangkan waktu untuk merancang produk agar mudah diproduksi: tambahkan sudut kemiringan yang sesuai, ketebalan dinding yang seragam, dan pertimbangkan penggunaan tulang rusuk dan tonjolan yang sesuai dengan aliran logam.
-
Untuk pengecoran pasir, rencanakan sistem saluran dan saluran pengisi dengan hati-hati untuk meminimalkan cacat penyusutan dan mengurangi proses pemesinan. Gunakan alat simulasi untuk kedua metode tersebut guna memprediksi pengisian, penyusutan, dan porositas.
-
Pertimbangkan pendekatan hibrida: gunakan pengecoran pasir untuk bentuk dasar yang besar, kemudian mesin dan rakit komponen die-cast yang lebih kecil, atau gunakan pengecoran cetakan permanen untuk produksi menengah jika sesuai.
19. Kesalahan umum dan cara menghindarinya
-
Memilih die casting untuk paduan yang salah, yang memaksa penyesuaian proses yang mahal. Solusi: pastikan pilihan paduan sejak awal.
-
Mengabaikan proses finishing sekunder pada bagian yang dicetak dengan pasir. Solusi: sertakan penawaran harga finishing dan pemeriksaan prototipe.
-
Mengabaikan waktu tunggu alat cetak dalam jadwal proyek. Solusi: Masukkan waktu tunggu alat cetak ke dalam rencana program dan pertimbangkan prototipe cepat untuk validasi awal.
20. Alur keputusan praktis akhir
-
Apakah Anda membutuhkan logam besi atau paduan suhu tinggi? Jika ya, pilihlah pengecoran pasir.
-
Apakah volume tahunan yang diharapkan sangat tinggi dan ukuran bagian sesuai dengan kapasitas mesin cetak injeksi? Jika ya, pilih cetak injeksi.
-
Apakah toleransi ketat dan permukaan yang halus diperlukan tanpa pemesinan berat? Jika ya, pilih die casting.
-
Apakah biaya untuk bagian pertama lebih kritis daripada biaya per bagian pada tahap selanjutnya? Jika ya, pilih pengecoran pasir.
Jika masih ragu, buatlah prototipe singkat dengan pengecoran pasir sambil mengajukan penawaran harga cetakan untuk produksi massal.
Pengecoran Pasir vs Pengecoran Mati: Pertanyaan Umum Proses Strategis
1. Proses mana yang memberikan akurasi dimensi terbaik?
2. Dapatkah die casting digunakan untuk bagian yang sangat besar?
3. Proses mana yang lebih murah untuk 500 buah?
4. Apakah ada batasan paduan untuk die casting?
5. Apakah suku cadang die cast memerlukan pemesinan?
6. Apakah porositas merupakan masalah yang lebih besar dalam pengecoran pasir?
7. Proses mana yang lebih cepat untuk volume tinggi?
8. Bagaimana saya harus memilih jika saya membutuhkan dinding yang tipis?
9. Dapatkah saya membuat prototipe dalam die casting?
10. Proses mana yang lebih baik untuk gigi berlubang internal yang kompleks?
Pengecoran pasir dengan penggunaan inti pasir biasanya memberikan lebih banyak kebebasan untuk rongga internal yang dalam, undercut, atau kompleks. Untuk die casting, membuat fitur internal yang kompleks membutuhkan slide bergerak atau sacrificial core, yang secara drastis meningkatkan biaya dan kompleksitas die.
Catatan penutup untuk pengadaan dan insinyur
Memilih antara pengecoran cetakan dan pengecoran pasir bukanlah keputusan yang bersifat tunggal. Pertimbangkan kebutuhan material, skala, geometri bagian, waktu tunggu, dan biaya total yang dibebankan. Gunakan prototipe untuk memvalidasi fungsi, lalu tingkatkan alat cetak setelah desain final. Jika ragu, mintalah pemasok untuk menyediakan prototipe pengecoran pasir dan penawaran pengecoran cetakan sehingga Anda dapat membandingkan kinerja teknis dan aspek ekonomi dalam konteks produksi nyata Anda.
