Untuk produksi skala kecil hingga menengah dan komponen yang memerlukan kekuatan mekanik yang baik, struktur mikro yang padat, serta permukaan yang halus tanpa biaya alat cetak yang tinggi seperti pada metode tekanan tinggi, pengecoran aluminium dengan gravitasi menawarkan keseimbangan terbaik antara kualitas bagian, metallurgi yang dapat diprediksi, dan efisiensi biaya. Ketika cetakan dirancang dengan benar, perlakuan lelehan dikendalikan, dan pengendapan dikelola dengan sistem saluran dan riser yang strategis, bagian aluminium yang dicetak dengan metode gravitasi dapat menyamai atau melebihi ketahanan komponen yang diproduksi dengan metode pengecoran lain sambil mengurangi porositas dan meningkatkan kemudahan pemesinan.
1. Terminologi dan klasifikasi proses
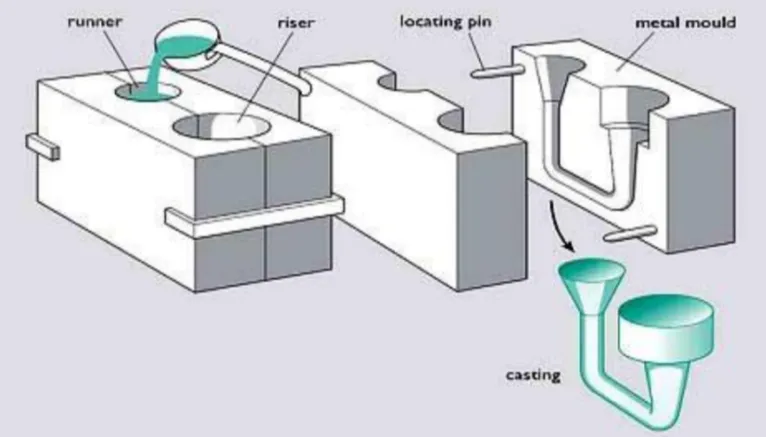
Pengecoran aluminium gravitasi umumnya merujuk pada proses di mana paduan aluminium cair dimasukkan ke dalam cetakan hanya dengan pengaruh gravitasi. Ada dua makna luas yang umum digunakan di industri. Dalam arti yang lebih luas, pengecoran gravitasi mencakup pengecoran pasir, pengecoran investasi, pengecoran busa hilang, dan teknik cetakan permanen di mana tidak ada tekanan eksternal yang mendorong logam ke dalam rongga. Dalam arti yang lebih sempit, istilah ini mengacu pada pengecoran cetakan permanen dengan gravitasi, di mana cetakan logam yang dapat digunakan kembali menerima logam cair dengan menuangkannya dari atas, dan logam mengisi rongga dari bawah ke atas didorong oleh gravitasi. Pengecoran logam cair dengan cetakan permanen berada di antara pengecoran pasir tradisional dan pengecoran cetakan bertekanan tinggi dalam hal biaya alat, kualitas permukaan, dan sifat mekanik.

2. Paduan logam yang umum dan prinsip-prinsip metalurgi yang penting
Aluminium alloy yang umum digunakan untuk pengecoran gravitasi meliputi A356, A357, A380, ADC12, 356, dan berbagai varian seri 3xx dan 4xx yang dipilih karena memiliki kelayakan pengecoran yang baik, kekuatan, dan respons terhadap perlakuan panas. Pengelolaan peleburan mempengaruhi kandungan hidrogen, oksida, dan tingkat inklusi yang memengaruhi porositas dan kekuatan. Suhu lelehan tipikal bervariasi tergantung pada paduan; untuk paduan aluminium cor umum, rentang suhu tuang seringkali berada sekitar 30 hingga 80 derajat di atas titik cair, menghasilkan suhu tuang dalam rentang sekitar 650 hingga 760 derajat Celsius untuk banyak paduan cor. Perbaikan butiran, penghilangan gas, dan perlakuan modifikasi merupakan standar untuk menghasilkan struktur mikro halus dan mengurangi cacat penyusutan. Juga baca:Die Casting vs Sand Casting.
Tabel 1. Paduan aluminium cor umum dan panduan cepat
| Paduan (nama umum) | Kasus penggunaan umum | Ciri-ciri pengecoran | Dapat dipanaskan |
|---|---|---|---|
| A356 / 356 | Bagian struktural, roda, dan rumah | Kekakuan yang baik, kekuatan yang baik setelah pengerasan T6 | Ya. |
| A380 / ADC12 | Casting serbaguna dengan pengisian yang baik | Isi yang bagus, kekuatan sedang | Terbatas |
| 319 | Komponen mesin | Ketahanan yang baik terhadap kelelahan termal | Ya. |
| 6061 (varian cor) | Bagian yang dapat diolah dengan mesin | Kekentalan yang lebih rendah, digunakan secara selektif | Ya. |
| Seri 4300 | Ketahanan tinggi terhadap retak panas | Spesialis | Ya. |
3. Alur kerja langkah demi langkah dalam pengecoran gravitasi
Urutan yang jelas menghasilkan hasil yang dapat diulang. Urutan berikut ini mewakili praktik terbaik untuk produksi yang andal.
-
Persiapan cetakan
Cetakan logam memerlukan pembersihan, pemanasan awal hingga suhu yang terkontrol, aplikasi lapisan pelepas atau semprotan tahan panas, dan penempatan inti jika digunakan. Pemanasan awal yang tepat meningkatkan gradien panas selama proses pengendapan. -
Peleburan dan pengolahan paduan logam
Lelehkan dalam tungku yang sesuai. Hapus oksida dan inklusi dengan cara menghilangkan lapisan atas dan gunakan fluks jika diperlukan. Lakukan penghilangan gas dengan gas inert atau penghilang gas rotari untuk mengurangi hidrogen terlarut. Tambahkan penghalus butiran atau modifikator untuk memperhalus struktur dendritik. Pertahankan kimia lelehan yang stabil dengan pengambilan sampel secara teratur. -
Menuang dan menyendok
Transfer logam menggunakan sendok tuang atau peralatan tuang otomatis. Pastikan suhu tuang yang konsisten dan laju tuang yang stabil untuk menghindari turbulensi. -
Menuangkan ke dalam cetakan
Pengecoran harus mengisi cetakan secara bertahap dengan percikan minimal. Banyak bengkel menggunakan saluran pengisian bagian bawah, cangkir pengecoran, dan perangkat pengendali aliran untuk mengarahkan logam ke bagian-bagian tipis. -
Pengelolaan pengendapan
Gunakan pendinginan, saluran pembuangan, dan pendinginan terkendali untuk mengarahkan proses pengendapan. Tujuan utamanya adalah mengarahkan pengendapan ke arah saluran pembuangan sehingga porositas akibat penyusutan tetap berada di saluran pembuangan dan tidak pada coran yang sudah jadi. -
Pembersihan dan penyaringan
Untuk cetakan permanen, buka cetakan dan keluarkan coran. Hapus saluran, penopang, dan sisa cetakan dengan pemotongan mekanis. -
Perlakuan panas dan penyelesaian
Lakukan perlakuan larutan yang diperlukan, pendinginan cepat, dan penuaan jika paduan memerlukan. Mesin hingga toleransi akhir, terapkan perlakuan permukaan jika diperlukan. -
Pemeriksaan dan pengujian
Pemeriksaan dimensi, uji kekerasan, pemeriksaan sinar-X atau ultrasonik untuk cacat internal, dan uji tekanan atau uji fungsi jika diperlukan.
4. Jenis cetakan dan pilihan alat cetak
Ada tiga jenis cetakan yang umum digunakan dalam pengecoran gravitasi.
-
Cetakan logam permanen (cetakan gravitasi)
Terbuat dari baja atau besi; cetakan ini memberikan pendinginan cepat, permukaan yang halus, dan ketepatan dimensi yang konsisten. Cetakan ini cocok untuk produksi dengan jumlah unit sedang hingga tinggi, di mana biaya alat cetak awal dapat dibenarkan. -
Cetakan pasir
Biaya alat cetak yang lebih rendah dan fleksibilitas tinggi untuk bentuk kompleks dan coran berukuran besar. Cetakan pasir bersifat sekali pakai, sehingga sangat cocok untuk prototipe dan produksi dalam jumlah kecil. -
Investasi dan cetakan busa hilang
Menawarkan ketepatan kontur yang tinggi dan mengurangi kebutuhan pemesinan. Pencetakan investasi dapat menghasilkan geometri dinding tipis, tetapi memerlukan pengendalian proses yang lebih ketat.
Umur alat bervariasi tergantung jenisnya. Cetakan logam permanen memberikan hasil akhir yang lebih baik tetapi memerlukan perawatan dan pengamplasan ulang setelah banyak siklus. Umur rata-rata cetakan logam permanen baja mungkin berkisar antara puluhan ribu hingga seratus ribu siklus, tergantung pada jenis paduan logam, perlakuan panas cetakan, dan perawatan yang dilakukan.
5. Aturan desain untuk bagian yang dicetak
Desain cetakan yang baik dapat mengurangi limbah dan waktu pemesinan. Aturan utama meliputi:
-
Jaga ketebalan dinding tetap seragam sebisa mungkin untuk menghindari titik panas dan rongga penyusutan.
-
Sediakan fillet yang cukup tebal di persimpangan untuk mengurangi konsentrasi tegangan dan masalah aliran.
-
Sertakan sudut draf untuk memudahkan pengeluaran dari cetakan pada proses cetakan permanen.
-
Gunakan tulang rusuk untuk kekakuan daripada dinding tipis untuk menjaga aliran makanan yang tepat.
-
Tempatkan gerbang dan riser untuk mendorong pengendapan arah ke area pengorbanan.
Pendekatan yang sadar terhadap garis pemisahan, pengelolaan undercut, dan penempatan inti memperpanjang umur cetakan dan mengurangi tenaga kerja finishing.
6. Pengendalian pembentukan gerbang, pembentukan riser, dan pengendalian pengendapan
Strategi gating dan risering menentukan integritas internal. Untuk pengisian gravitasi, pengisian default dilakukan dari titik terendah dalam rongga ke atas, yang secara alami mendorong gas di depan logam cair. Praktik yang baik meliputi:
-
Gunakan katup pengisian bawah untuk mengurangi percikan dan terjebaknya udara.
-
Letakkan penopang pada bagian yang tebal atau pada area di mana pengerasan akan menyebabkan penyusutan terkonsentrasi.
-
Tambahkan pendinginan cepat di mana pendinginan cepat membantu mencapai struktur mikro yang diinginkan pada bagian tipis.
-
Pastikan ventilasi dan saluran pembuangan tersedia agar gas yang terperangkap dapat keluar.
Perencanaan pengendapan arah membantu mencegah penyusutan di area bertekanan tinggi dan mempermudah proses perlakuan panas selanjutnya.

7. Kelainan umum, penyebab utama, dan tindakan korektif
Bagian yang dicetak dengan metode gravitasi dapat menunjukkan cacat yang terkait dengan penanganan bahan cair, alat cetak, atau desain. Berikut ini adalah referensi ringkas.
Tabel 2. Cacat umum, penyebab utama yang mungkin, dan solusi.
| Cacat | Kemungkinan akar penyebabnya | Tindakan korektif |
|---|---|---|
| Porositas (penyusutan) | Pemberian pakan yang tidak memadai, penempatan riser yang buruk | Pindahkan riser, tingkatkan volume feeder, pengendapan arah |
| Porositas gas | Tingkat hidrogen tinggi, penghilangan gas yang buruk, turbulensi | Perbaiki proses degassing, kurangi turbulensi selama proses penuangan, gunakan pintu pengisian bagian bawah. |
| Pintu tertutup rapat | Suhu tuang rendah, pengisian lambat | Naikkan suhu cetakan sedikit, sesuaikan sistem pengisian untuk meningkatkan kecepatan pengisian. |
| Sobekan panas | Pengerasan terkendali di area yang dibatasi | Ubah desain untuk memberikan ketebalan bagian yang lebih seragam, gunakan pendingin. |
| Inklusi | Kebersihan peleburan yang buruk, pengenceran yang menurun | Perbaiki proses pengangkatan lapisan cairan, penyaringan, dan pemeliharaan lapisan tahan api. |
| Permukaan yang buruk | Erosi pasir atau masalah lapisan jamur | Optimalkan pelapisan cetakan dan ventilasi, periksa integritas cetakan. |
Untuk sebagian besar masalah, analisis akar penyebab yang sistematis yang menghubungkan catatan proses, sampel peleburan, dan catatan alat akan mengidentifikasi tindakan korektif yang menghasilkan perbaikan yang berkelanjutan.
8. Perlakuan panas, pemesinan, dan penyelesaian
Banyak paduan aluminium yang dituang dengan gravitasi merespons dengan baik terhadap perlakuan panas untuk meningkatkan kekuatan dan ketangguhan. Urutan perlakuan panas yang umum meliputi perlakuan panas larutan, pendinginan cepat, dan penuaan buatan untuk paduan seperti A356. Pertimbangan utama untuk pengolahan pasca-pencetakan:
-
Pastikan suhu perlakuan larutan tetap dalam batas toleransi yang ditetapkan untuk menghindari pelelehan awal komponen dengan titik leleh rendah.
-
Gunakan media pendinginan terkontrol untuk mencegah distorsi; alat atau jig mungkin diperlukan untuk menjaga stabilitas dimensi.
-
Tentukan toleransi pemesinan pada tahap desain. Permukaan yang dicetak dengan gravitasi dapat lebih halus daripada yang dicetak dengan pasir, tetapi tetap memerlukan finishing untuk permukaan presisi.
Perawatan permukaan seperti anodisasi, cat bubuk, atau pelapisan bergantung pada jenis paduan logam dan lingkungan penggunaan yang dimaksud.
9. Pengendalian mutu dan pengujian non-destruktif
Praktik NDT yang umum untuk bagian yang dicetak dengan gravitasi meliputi:
-
Radiografi untuk pemetaan porositas internal.
-
Inspeksi ultrasonik untuk coran berukuran besar di mana porositas mungkin tidak terlihat secara radiografis.
-
Uji penetran pewarna atau partikel magnetik untuk mendeteksi retak permukaan pada paduan logam yang sesuai.
-
Pemeriksaan metalografis untuk struktur butir dan mikrosegregasi.
-
Uji mekanik termasuk uji tarik, kekerasan, dan kelelahan, di mana desain memerlukan validasi.
Pengendalian proses statistik dan sertifikasi bahan baku masuk merupakan landasan utama produksi yang andal.
10. Ekonomi produksi dan kapan pengecoran gravitasi lebih disukai
Pengecoran gravitasi memiliki keunggulan biaya untuk produksi skala kecil hingga menengah, di mana cetakan permanen menghasilkan biaya per bagian yang lebih rendah dibandingkan pengecoran pasir, sambil menghindari investasi alat cetak yang sangat tinggi pada pengecoran cetakan tekanan tinggi. Efisiensi skala bergantung pada bahan, kompleksitas bagian, dan toleransi. Untuk geometri sederhana hingga sedang dengan volume sedang dan persyaratan kekuatan yang lebih tinggi, pengecoran gravitasi umumnya lebih unggul dalam hal biaya total per bagian. Panduan yang diterbitkan menyarankan bahwa pengecoran gravitasi dengan cetakan permanen menjadi ekonomis pada volume mulai dari ribuan dan semakin menguntungkan seiring dengan peningkatan skala produksi, sementara pengecoran pasir tetap layak untuk produksi kecil atau bagian tunggal yang besar.
Tabel 3. Perbandingan cepat: pengecoran gravitasi, pengecoran cetakan tekanan, pengecoran pasir
| Metrik | Pengecoran gravitasi | Pengecoran tekanan | Pengecoran pasir |
|---|---|---|---|
| Biaya alat awal | Sedang | Tinggi | Rendah |
| Permukaan akhir | Bagus. | Sangat bagus | Kasar |
| Toleransi dimensi | Bagus. | Luar biasa | Variabel |
| Volume yang sesuai | Kecil hingga sedang | Tinggi | Prototipe ke skala menengah |
| Paduan logam yang umum | Aluminium, magnesium | Aluminium, seng | Banyak paduan logam |
| Pengendalian porositas | Baik dengan pemberian pakan yang tepat | Risiko lebih tinggi kecuali dalam kondisi vakum/inert | Variabel |

11. Keselamatan, pertimbangan lingkungan, dan catatan peraturan
Pekerjaan dengan logam cair memerlukan penerapan praktik keselamatan yang ketat. Kontrol utama meliputi:
-
Alat pelindung diri (APD) yang memadai untuk pekerja, termasuk perlindungan terhadap panas dan percikan logam.
-
Kontrol pembuangan dan ventilasi tungku untuk mengelola gas pembakaran dan partikel.
-
Strategi filtrasi dan daur ulang untuk mengurangi limbah bahan baku dan pemborosan energi.
-
Penyimpanan dan penanganan yang tepat terhadap fluks dan unsur paduan sesuai dengan peraturan setempat.
-
Pemeriksaan dan pemeliharaan rutin terhadap crucibles, ladles, dan lapisan tahan api untuk mencegah kegagalan yang fatal.
Kepatuhan terhadap peraturan akan bergantung pada undang-undang setempat; selalu dokumentasikan emisi, pembuangan limbah, dan fitur pelatihan pekerja.
12. Catatan kasus praktis dari industri
Produksi di dunia nyata menunjukkan poin-poin ini berulang kali:
-
Perubahan kecil pada geometri gating seringkali menghasilkan peningkatan yang signifikan dalam pengendalian porositas.
-
Kimia peleburan yang konsisten merupakan faktor utama yang menentukan kinerja mekanis yang dapat diulang.
-
Program indeksasi alat dan pemeliharaan cetakan yang melacak jumlah siklus dapat memperpanjang umur alat dan mengurangi waktu henti yang tidak terduga.
-
Penggunaan simulasi komputer untuk pengisian dan pengerasannya memberikan manfaat pada alat kompleks pertama dengan mengurangi jumlah iterasi.
Banyak produsen beralih ke otomatisasi sebagian untuk proses pengambilan dan penuangan logam cair guna menstabilkan suhu dan laju penuangan, yang secara langsung mengurangi tingkat limbah.
13. Daftar periksa spesifikasi praktis untuk memulai proses pengecoran gravitasi
-
Pilih paduan logam dan peroleh sertifikat material.
-
Konfirmasi bahan cetakan, resep pemanasan awal, dan lapisan.
-
Tetapkan suhu leleh target dan jadwal penghilangan gas.
-
Tentukan tata letak gating, riser, dan vent dalam catatan gambar.
-
Buat rencana pengendalian proses untuk suhu, waktu penuangan, dan jumlah siklus.
-
Menyusun protokol inspeksi pra-kualifikasi dan kriteria penerimaan.
-
Lakukan uji coba batch untuk pengukuran statistik penyusutan dan sifat mekanik.
-
Dokumen rencana tindakan korektif untuk cacat.
14. Pengecoran Gravitasi Aluminium: Pertanyaan Umum Proses & Kualitas
1. Apa titik kontrol yang paling penting untuk mengurangi porositas?
2. Paduan mana yang paling mudah untuk dilemparkan secara gravitasi?
3. Apa perbedaan antara die casting gravitasi dan die casting tekanan tinggi?
4. Bagaimana ukuran anak tangga untuk pengecoran gravitasi aluminium?
5. Dapatkah bagian yang dicor secara gravitasi diberi perlakuan panas?
6. Kapan pengecoran pasir lebih disukai daripada pengecoran gravitasi?
7. Berapa lama cetakan permanen dapat bertahan?
8. Finishing apa yang diperlukan untuk permukaan kosmetik?
9. Apakah pengecoran gravitasi cocok untuk komponen otomotif struktural?
10. Bagaimana cara memilih antara pengecoran gravitasi dan pengecoran bertekanan?
15. Tips praktis penutup dari seorang ahli produk
-
Mulai gunakan diagram kendali proses pada hari pertama; pantau suhu tuang, komposisi kimia lelehan, dan jumlah siklus.
-
Gunakan uji coba kecil untuk menguji perubahan pada sistem pengaturan sebelum memutuskan untuk melakukan perbaikan cetakan.
-
Bekerja sama dengan pemasok paduan logam untuk menyesuaikan proses peleburan guna mencapai sifat mekanik yang diinginkan.
-
Investasikan dalam pelatihan penanganan tungku dan wadah peleburan untuk meminimalkan variasi yang disebabkan oleh faktor manusia.
