Para muchas series de producción pequeñas y medianas, y para componentes que requieren una buena resistencia mecánica, una microestructura densa y un acabado superficial superior sin el elevado coste de herramientas de los métodos de alta presión, la fundición por gravedad de aluminio ofrece el mejor equilibrio entre calidad de las piezas, metalurgia predecible y rentabilidad. Cuando los moldes se diseñan correctamente, se controla el tratamiento de la masa fundida y se gestiona la solidificación con entradas y alimentadores estratégicos, las piezas de aluminio fundidas por gravedad pueden igualar o superar la durabilidad de los componentes fabricados con otros métodos de fundición, al tiempo que se reduce la porosidad y se mejora la maquinabilidad.
1. Terminología y clasificación de procesos
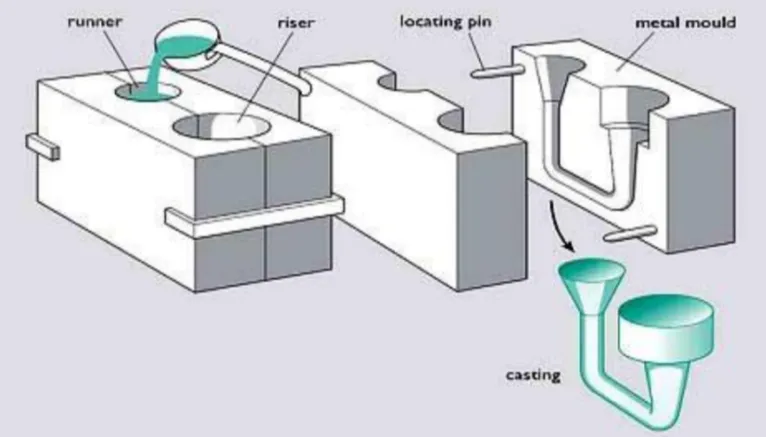
La fundición por gravedad de aluminio se refiere normalmente al proceso en el que la aleación de aluminio fundida se introduce en un molde bajo la influencia exclusiva de la gravedad. Existen dos significados generales que se utilizan habitualmente en la industria. En sentido amplio, la fundición por gravedad incluye la fundición en arena, la fundición a la cera perdida, la fundición con espuma perdida y las técnicas de moldeo permanente, en las que no se aplica presión externa para introducir el metal en la cavidad. En un sentido más restringido, el término identifica la fundición por gravedad en molde permanente, en la que un molde metálico reutilizable recibe el metal fundido vertiéndolo desde arriba y el metal llena la cavidad de abajo hacia arriba impulsado por la gravedad. La fundición por gravedad en molde permanente se sitúa entre la fundición en arena tradicional y la fundición a alta presión en cuanto a coste de herramientas, acabado superficial y propiedades mecánicas.

2. Aleaciones típicas y metalurgia clave
Las aleaciones de aluminio más comunes utilizadas para la fundición por gravedad incluyen A356, A357, A380, ADC12, 356 y diversas variantes de las series 3xx y 4xx, seleccionadas por su buena fundibilidad, resistencia y respuesta al tratamiento térmico. El manejo de la masa fundida influye en el contenido de hidrógeno, los óxidos y los niveles de inclusión que determinan la porosidad y la resistencia. Las temperaturas típicas de fusión varían según la aleación; en el caso de las aleaciones de aluminio comunes para fundición, el rango de temperatura de colada suele situarse entre 30 y 80 grados por encima del liquidus, lo que da lugar a temperaturas de colada en una banda cercana a los 650-760 grados Celsius para muchas aleaciones de fundición. Los tratamientos de refinamiento del grano, desgasificación y modificación son habituales para producir una microestructura fina y reducir los defectos de contracción. Lea también:Fundición a presión frente a fundición en arena.
Tabla 1. Aleaciones comunes para fundición de aluminio y referencia rápida
| Aleación (nombre común) | Casos de uso típicos | Características de fundición | Tratable térmicamente |
|---|---|---|---|
| A356 / 356 | Piezas estructurales, ruedas, carcasas | Buena fluidez, buena resistencia tras el temple T6. | Sí |
| A380 / ADC12 | Piezas fundidas de uso general con buen llenado | Excelente relleno, resistencia moderada. | Limitado |
| 319 | Componentes del motor | Buena resistencia a la fatiga térmica | Sí |
| 6061 (variantes de fundición) | Piezas mecanizables | Menor fluidez, utilizada de forma selectiva. | Sí |
| Serie 4300 | Alta resistencia al agrietamiento por calor | Especializado | Sí |
3. Flujo de trabajo paso a paso de la fundición por gravedad
Una secuencia clara proporciona resultados repetibles. La siguiente secuencia representa las mejores prácticas para una producción sólida.
-
Preparación del molde
Los moldes metálicos deben limpiarse, precalentarse a una temperatura controlada, aplicarse recubrimientos desmoldeantes o aerosoles refractarios y, si se utilizan, colocarse los núcleos. Un precalentamiento adecuado mejora los gradientes térmicos durante la solidificación. -
Fusión y tratamiento de aleaciones
Fundir en un horno adecuado. Eliminar los óxidos y las inclusiones mediante desnatado y utilizar fundentes cuando sea necesario. Realizar la desgasificación con gases inertes o desgasificadores rotativos para reducir el hidrógeno disuelto. Añadir refinadores o modificadores de grano para refinar la estructura dendrítica. Mantener una química de fusión estable mediante muestreos regulares. -
Volcar y servir con cucharón
Transfiera el metal con una cuchara o un equipo de vertido automatizado. Intente mantener una temperatura de vertido constante y una velocidad de vertido estable para evitar turbulencias. -
Vertido en el molde
El vertido debe llenar el molde progresivamente con salpicaduras mínimas. Muchos talleres utilizan compuertas de llenado inferior, vasos de vertido y dispositivos de control de flujo para guiar el metal hacia secciones delgadas. -
Gestión de la solidificación
Utilice enfriamientos, elevadores y enfriamiento controlado para dirigir la solidificación. El objetivo es la solidificación direccional hacia los elevadores, de modo que la porosidad por contracción permanezca en los elevadores y no en la pieza fundida terminada. -
Sacudida y limpieza
Para moldes permanentes, abra el molde y extraiga la pieza fundida. Elimine las entradas, los alimentadores y las rebabas con un recorte mecánico. -
Tratamiento térmico y acabado
Realizar el tratamiento de solución requerido, el temple y el envejecimiento si la aleación lo requiere. Mecanizar hasta obtener las tolerancias finales y aplicar tratamientos superficiales si es necesario. -
Inspección y pruebas
Comprobaciones dimensionales, pruebas de dureza, inspección por rayos X o ultrasonidos para detectar defectos internos y pruebas de presión o funcionales cuando sea pertinente.
4. Tipos de moldes y opciones de herramientas
Hay tres familias comunes de moldes para la fundición por gravedad.
-
Moldes metálicos permanentes (molde por gravedad)
Fabricados en acero o hierro, proporcionan un enfriamiento rápido, un buen acabado superficial y repetibilidad dimensional. Estos moldes son adecuados para tiradas medianas y grandes en las que se justifica el coste inicial de las herramientas. -
Moldes de arena
Menor coste de herramientas y alta flexibilidad para formas complejas y piezas fundidas de gran tamaño. Los moldes de arena son desechables, lo que los hace ideales para prototipos y producciones de bajo volumen. -
Moldes de inversión y de espuma perdida
Ofrece una alta fidelidad de contorno y reduce la necesidad de mecanizado. La fundición a la cera perdida puede producir geometrías de paredes delgadas, pero requiere un control más estricto del proceso.
La vida útil de las herramientas varía según el tipo. Los moldes metálicos permanentes ofrecen un mejor acabado, pero requieren mantenimiento y repavimentación después de muchos ciclos. La vida útil típica de un molde permanente de acero puede ser de decenas de miles a cien mil ciclos, dependiendo de la aleación, el tratamiento térmico del molde y el mantenimiento.
5. Normas de diseño para piezas fundidas
Un buen diseño de fundición reduce los desechos y el tiempo de mecanizado. Las reglas clave incluyen:
-
Mantenga el grosor de la pared uniforme siempre que sea posible para evitar puntos calientes y cavidades por contracción.
-
Proporcione filetes generosos en las uniones para reducir la concentración de tensiones y los problemas de alimentación.
-
Incluya ángulos de desmoldeo para permitir la extracción del molde en los procesos de moldeo permanente.
-
Utilice nervaduras para aumentar la rigidez en lugar de paredes delgadas para mantener una alimentación adecuada.
-
Localice las compuertas y los elevadores para fomentar la solidificación direccional hacia las áreas de sacrificio.
Un enfoque consciente de la línea de separación, la gestión de los socavados y la colocación del núcleo preserva la vida útil del molde y reduce el trabajo de acabado.
6. Control de la entrada, la elevación y la solidificación
La estrategia de compuerta y elevación determina la integridad interna. Para los llenados por gravedad, lo habitual es llenar desde el punto más bajo de la cavidad hacia arriba, lo que empuja naturalmente los gases por delante del metal líquido. Las buenas prácticas incluyen:
-
Utilice compuertas de llenado inferior para reducir las salpicaduras y el atrapamiento de aire.
-
Coloque los elevadores en secciones gruesas o en áreas donde la solidificación concentrará la contracción.
-
Añadir enfriamiento rápido cuando este ayude a obtener la microestructura deseada en secciones delgadas.
-
Asegúrese de que haya respiraderos y canales de rebose para que puedan escapar los gases atrapados.
La planificación de la solidificación direccional ayuda a evitar la contracción en las zonas sometidas a grandes tensiones y simplifica el tratamiento térmico posterior.

7. Defectos comunes, causas fundamentales y medidas correctivas.
Las piezas fundidas por gravedad pueden presentar defectos relacionados con el manejo del material fundido, las herramientas o el diseño. A continuación se ofrece una referencia concisa.
Tabla 2. Defectos típicos, posibles causas y soluciones.
| Defecto | Causa probable | Medida correctiva |
|---|---|---|
| Porosidad (contracción) | Alimentación insuficiente, mala colocación del elevador. | Reposicionar los elevadores, aumentar el volumen del alimentador, solidificación direccional. |
| Porosidad del gas | Alto contenido de hidrógeno, desgasificación deficiente, turbulencia. | Mejorar la desgasificación, reducir la turbulencia durante el vertido, utilizar compuertas de llenado inferior. |
| Cierre en frío | Baja temperatura de vertido, llenado lento | Aumente ligeramente la temperatura de vertido, modifique la entrada para aumentar la velocidad de llenado. |
| Desgarro en caliente | Solidificación restringida en áreas restringidas | Cambiar el diseño para proporcionar un espesor de sección más uniforme, utilizar enfriadores. |
| Incluye | Limpieza deficiente de la fusión, degradación del fundente. | Mejorar el desnatado, la filtración y el mantenimiento de los revestimientos refractarios. |
| Acabado superficial deficiente | Problema de erosión por arena o recubrimiento de moho | Optimizar el recubrimiento y la ventilación del molde, comprobar la integridad del molde. |
Para la mayoría de los problemas, un análisis sistemático de las causas fundamentales que relacione los registros de procesos, las muestras de fundición y los registros de herramientas permitirá identificar las medidas correctivas que proporcionarán una mejora duradera.
8. Tratamiento térmico, mecanizado y acabado.
Muchas aleaciones de aluminio fundidas por gravedad responden bien al tratamiento térmico para aumentar su resistencia y dureza. Las secuencias típicas incluyen tratamiento térmico de solubilización, temple y envejecimiento artificial para aleaciones como la A356. Consideraciones clave para el procesamiento posterior a la fundición:
-
Mantenga las temperaturas de tratamiento de la solución dentro de los límites prescritos para evitar el derretimiento incipiente de los componentes de bajo punto de fusión.
-
Utilice medios de enfriamiento controlado para evitar distorsiones; puede ser necesario utilizar herramientas o accesorios para mantener la estabilidad dimensional.
-
Planifique las tolerancias de mecanizado en la fase de diseño. Las superficies fundidas por gravedad pueden ser más lisas que las fundidas en arena, pero aún así pueden necesitar un acabado para obtener superficies de precisión.
Los tratamientos superficiales, como el anodizado, el recubrimiento en polvo o el chapado, dependen de la aleación y del entorno de uso previsto.
9. Control de calidad y ensayos no destructivos
Las prácticas de ensayos no destructivos habituales para piezas fundidas por gravedad incluyen:
-
Radiografía para el mapeo de la porosidad interna.
-
Inspección ultrasónica para piezas fundidas más grandes en las que la porosidad puede no ser visible radiográficamente.
-
Comprobaciones con penetrantes de tinte o partículas magnéticas para detectar grietas superficiales en aleaciones adecuadas.
-
Comprobaciones metalográficas de la estructura granular y la microsegregación.
-
Pruebas mecánicas, incluyendo tracción, dureza y fatiga, cuando el diseño requiere validación.
El control estadístico de procesos y la certificación de los materiales entrantes constituyen la columna vertebral de una producción fiable.
10. Economía de la producción y cuándo es preferible el moldeo por gravedad
La fundición por gravedad es competitiva en términos de costes para tiradas pequeñas y medianas, en las que los moldes permanentes ofrecen un coste por pieza inferior al de la fundición en arena, al tiempo que evitan las elevadas inversiones en herramientas que requiere la fundición a presión. Las economías de escala dependen del material, la complejidad de la pieza y las tolerancias. Para geometrías simples o moderadamente complejas con volúmenes moderados y requisitos de resistencia más elevados, la fundición por gravedad suele ser la opción más rentable en cuanto al coste total por pieza. Las directrices publicadas sugieren que la fundición por gravedad con moldes permanentes resulta económica a partir de volúmenes de unos pocos miles de piezas y su rentabilidad aumenta con el tamaño de la producción, mientras que la fundición en arena sigue siendo viable para lotes pequeños o piezas individuales de gran tamaño.
Tabla 3. Comparación rápida: fundición por gravedad, fundición a presión, fundición en arena.
| Métrica | Fundición por gravedad | Fundición a presión | Fundición en arena |
|---|---|---|---|
| Coste inicial de herramientas | Medio | Alta | Bajo |
| Acabado superficial | Bien | Muy buena | Áspero |
| Tolerancia dimensional | Bien | Excelente | Variable |
| Volúmenes adecuados | Pequeña a mediana | Alta | Prototipo a medio |
| Aleaciones típicas | Aluminio, magnesio | Aluminio, zinc | Muchas aleaciones |
| Control de porosidad | Bueno con una alimentación adecuada. | Mayor riesgo a menos que haya vacío/inercia | Variable |

11. Seguridad, consideraciones medioambientales y notas normativas
El trabajo con metal fundido exige prácticas de seguridad rigurosas. Los controles clave incluyen:
-
EPI adecuado para los trabajadores, incluida protección contra el calor y las salpicaduras de metal.
-
Controles de ventilación y escape del horno para gestionar los gases de combustión y las partículas.
-
Estrategias de filtración y reciclaje de fundición para reducir los residuos y el desperdicio de energía.
-
Almacenamiento y manipulación adecuados de fundentes y elementos de aleación, de conformidad con la normativa local.
-
Inspección y mantenimiento regulares de crisoles, cucharas y revestimientos refractarios para limitar fallos catastróficos.
El cumplimiento normativo dependerá de la legislación local; documente siempre las emisiones, la eliminación de residuos y las características de la formación de los trabajadores.
12. Notas prácticas de casos reales del sector
La producción en el mundo real muestra estos puntos repetidamente:
-
Pequeños cambios en la geometría de las compuertas suelen producir una mejora desmesurada en el control de la porosidad.
-
La química constante de la fusión es un factor determinante fundamental para obtener un rendimiento mecánico repetible.
-
Los programas de indexación de herramientas y mantenimiento de moldes que realizan un seguimiento del recuento de ciclos prolongan la vida útil de las herramientas y reducen el tiempo de inactividad inesperado.
-
El uso de simulaciones por ordenador para el llenado y la solidificación se amortiza en la primera herramienta compleja al reducir las iteraciones.
Muchos fabricantes están adoptando la automatización parcial para el vertido y el colado con el fin de estabilizar la temperatura y la velocidad de vertido, lo que reduce directamente los índices de desechos.
13. Lista de verificación de especificaciones prácticas para iniciar un proceso de fundición por gravedad.
-
Seleccionar la aleación y obtener el certificado del material.
-
Confirme el material del molde, la receta de precalentamiento y el recubrimiento.
-
Establezca el objetivo de temperatura de fusión y el programa de desgasificación.
-
Defina las disposiciones de las compuertas, los elevadores y los respiraderos en las notas del dibujo.
-
Crear un plan de control de procesos para las temperaturas, el tiempo de vertido y el recuento de ciclos.
-
Precalificar los protocolos de inspección y los criterios de aceptación.
-
Ejecutar un lote piloto para la medición estadística de la contracción y las propiedades mecánicas.
-
Documentar el plan de medidas correctivas para los defectos.
14. Fundición de aluminio por gravedad: Proceso y calidad FAQ
1. ¿Cuál es el punto de control más importante para reducir la porosidad?
2. ¿Qué aleaciones son más fáciles de fundir por gravedad?
3. ¿Cuál es la diferencia entre la fundición a presión por gravedad y la fundición a presión por alta presión?
4. ¿Cómo deben dimensionarse los tubos ascendentes para las piezas fundidas por gravedad de aluminio?
5. ¿Pueden tratarse térmicamente las piezas fundidas por gravedad?
6. ¿Cuándo es preferible la fundición en arena a la fundición por gravedad?
7. ¿Cuánto dura un troquel de molde permanente?
8. ¿Qué acabado se requiere para las superficies cosméticas?
9. ¿Es adecuada la fundición por gravedad para piezas estructurales de automoción?
10. ¿Cómo elegir entre la fundición por gravedad y la fundición a presión?
15. Consejos prácticos finales de un experto en productos
-
Inicie los gráficos de control de procesos desde el primer día; realice un seguimiento de la temperatura de vertido, la composición química del material fundido y el recuento de ciclos.
-
Realice pequeñas pruebas para comprobar los cambios en la compuerta antes de comprometerse a reelaborar el molde.
-
Colaborar con los proveedores de aleaciones para ajustar el tratamiento de fusión con el fin de obtener las propiedades mecánicas deseadas.
-
Invertir en formación sobre el manejo de hornos y cucharas para minimizar la variabilidad inducida por el factor humano.
