Pengecoran aluminium berkualitas tinggi memerlukan pengendalian ketat terhadap kimia cairan logam, perilaku aliran, dan proses pengendapan. Cacat yang paling sering terjadi dan kritis terhadap kinerja — porositas gas, penyusutan, penjeratan oksida dan inklusi, retak panas, dan cacat permukaan — berasal dari tahap-tahap yang dapat diprediksi: persiapan cairan logam, transfer, pengisian cetakan, dan pengendapan. Mitigasi yang efektif memerlukan program terkoordinasi yang menggabungkan pembersihan cairan logam yang andal (fluks atau degassing), filtrasi yang dirancang secara khusus (filter busa keramik), pengaturan aliran yang hati-hati dan desain termal, serta pengendalian proses yang tervalidasi. Ketika langkah-langkah tersebut diterapkan secara bersamaan, pabrik pengecoran dapat mengurangi limbah, meningkatkan sifat mekanik, dan memenuhi standar penerimaan yang lebih tinggi sambil tetap menjaga efisiensi biaya produksi.
1. Mengapa cacat pada pengecoran aluminium penting
Kualitas cetakan yang buruk dapat meningkatkan biaya unit, meningkatkan risiko kegagalan di lapangan, dan dapat membuat bagian-bagian tersebut tidak memenuhi syarat untuk aplikasi di industri dirgantara, otomotif, atau aplikasi yang memerlukan tekanan tinggi. Pengendalian integritas cetakan menghasilkan pengurangan batas pemesinan, peningkatan hasil, perilaku mekanis yang dapat diprediksi, dan kepercayaan pelanggan yang lebih tinggi. Pengendalian proses yang dapat dilacak dan penanganan peleburan yang terdokumentasi seringkali diperlukan untuk memenuhi persyaratan pengadaan dan sertifikasi.
2. Bagaimana cacat terbentuk
Cacat timbul ketika logam, cetakan, peralatan, atau kondisi proses menyebabkan aliran yang tidak merata, gas terperangkap, atau pasokan yang tidak memadai selama perubahan fase. Proses utama yang menyebabkan cacat:
-
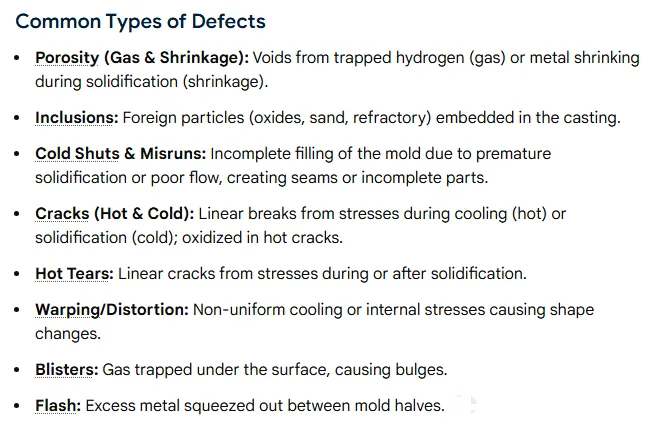
Pelarutan dan pelepasan gas selama proses pengendapan menghasilkan pori-pori yang bulat.
-
Kontraksi termal tanpa logam pengisi yang memadai menyebabkan terbentuknya rongga penyusutan dan rongga internal.
-
Pengisian yang bergejolak dan pemecahan permukaan membentuk lapisan oksida yang terperangkap, menghasilkan inklusi nonlogam dan bifilm.
-
Gradien termal yang tidak memadai atau kontraksi yang terkendali menyebabkan retakan panas.
Mekanisme-mekanisme ini telah banyak diteliti dalam literatur; perilaku kelarutan hidrogen sangat penting dalam porositas gas karena aluminium cair dapat menampung hidrogen jauh lebih banyak daripada aluminium padat, sehingga hidrogen ditolak selama proses pengkristalan dan membentuk gelembung jika tidak dihilangkan terlebih dahulu.
3. Klasifikasi: cacat umum pada pengecoran aluminium (tabel ringkasan)
| Jenis cacat | Penampilan khas | Penyebab utama | Metode deteksi yang umum |
|---|---|---|---|
| Porositas gas (hidrogen) | Lubang bulat/lubang jarum | Kelebihan hidrogen terlarut; kelembaban, pengisian turbulen | Sinar-X, ultrasonik, pemotongan destruktif |
| Porositas penyusutan | Rongga-rongga tidak beraturan di dekat daerah yang terakhir mengeras | Pemberian pakan yang tidak memadai, pertumbuhan yang buruk, gradien suhu | Sinar-X, metalografi |
| Inklusi oksida / bifilm | Stringers, cacat lamelar | Oksidasi permukaan, pengisian turbulen, pengangkutan | Analisis visual, sinar-X, dan antarbutir |
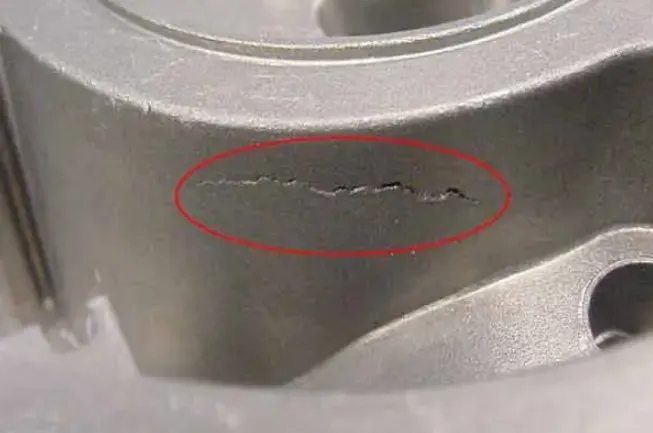
| Air mata panas / retakan panas | Retakan tidak teratur di dekat titik panas | Regangan tarik tinggi selama proses pengkristalan | Visual, penetran pewarna, metalografi |
| Pintu tertutup rapat | Garis fusi yang tidak lengkap pada permukaan | Suhu tuang rendah, pengisian lambat | Bukti visual, bukti pemesinan |
| Kesalahan cetak | Bentuk cetakan yang pendek dan tidak lengkap | Suhu rendah, kecepatan aliran rendah | Visual |
| Cacat pasir (lubang udara, fusi pasir) | Lubang-lubang pada permukaan, bagian-bagian yang kasar | Kerusakan jamur, kelembaban dalam pasir | Visual, pemotongan |
| Bahan tambahan (slag, bahan tahan api) | Partikel keras, cacat lokal | Kontaminasi permukaan yang meleleh, bahan tahan api yang aus | Analisis visual dan kimia |
| Gelembung permukaan / bekas gas | Daerah yang terangkat, rongga di bawah permukaan | Pembentukan gas di antarmuka cetakan | Visual, pemotongan |
| Retakan penyusutan (zona dingin) | Retakan halus pada transisi dari tebal ke tipis | Ketidakcocokan desain termal | Visual & metalografi |
(Taksonomi yang disederhanakan tersebut mengikuti atlas cacat pengecoran standar dan praktik pengecoran.)
4. Porositas gas: faktor pembatas kinerja utama
Mengapa hidrogen sering menjadi penyebabnya
Hidrogen larut dengan mudah dalam aluminium cair dan jauh lebih sedikit dalam bentuk padat. Selama pendinginan, kelarutan hidrogen menurun secara tiba-tiba, dan hidrogen terbuang ke dalam cairan yang tersisa, di mana ia membentuk gelembung yang terjebak jika tidak dapat keluar sebelum proses pengkristalan selesai. Mekanisme ini menjelaskan mengapa porositas sering terkonsentrasi di daerah antar-dendrit dan area yang terakhir mengkristal. Pemantauan dan pengendalian kandungan hidrogen dalam cairan, serta langkah-langkah proses yang memungkinkan hidrogen keluar, sangat penting.
Deteksi dan penerimaan praktis
-
Gunakan sensor hidrogen terlarut real-time untuk pemantauan proses.
-
Gunakan radiografi sinar-X atau tomografi terkomputasi untuk bagian-bagian kritis.
-
Tetapkan batas penerimaan (misalnya, banyak komponen aerospace memerlukan porositas internal mendekati nol dan menggunakan standar sinar-X yang ketat).
Hierarki remediasi
-
Hentikan masuknya hidrogen: keringkan bahan-bahan, hilangkan sumber kelembapan, kendalikan atmosfer tungku.
-
Perlakuan peleburan: penambahan fluks dan penghilangan gas untuk menghilangkan gas terlarut dan kontaminan permukaan.
-
Filtrasi dan pengisian terkontrol untuk mencegah kontaminasi ulang dan pengikatan partikel.
-
Pengelolaan pengendapan untuk menghindari terjebaknya gas di daerah antar-dendrit (penempatan riser, pendinginan).
5. Penyusutan dan kegagalan pemberian pakan
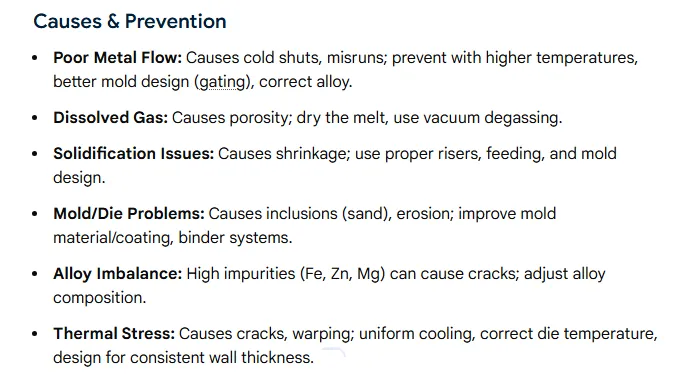
Cacat penyusutan terjadi ketika proses pengendapan secara lokal mengonsumsi volume logam dan logam tambahan tidak tiba karena desain saluran pengisi yang buruk atau isolasi termal yang tidak memadai. Mencegah penyusutan merupakan kombinasi antara pengendalian termal dan desain saluran pengisi:
-
Gunakan prinsip pengendapan arah agar logam cair mengalir menuju saluran pengisi.
-
Tentukan posisi pipa vertikal di zona yang terakhir membeku dan pastikan massa pipa vertikal yang memadai serta isolasi termal yang cukup.
-
Gunakan pendinginan untuk memindahkan front pengkristalan jika ukuran riser terbatas.
-
Validasi dengan alat simulasi; banyak pabrik pengecoran yang sukses menggunakan simulasi pengecoran untuk memprediksi titik panas dan menentukan ukuran saluran pengisi dengan tepat.
6. Lapisan oksida, inklusi, dan bifilm: pembunuh yang tak terlihat
Ketika aluminium cair bersentuhan dengan udara, ia membentuk lapisan oksida dalam hitungan detik. Jika aliran turbulen atau permukaan terganggu selama proses penuangan, lapisan-lapisan ini melipat ke dalam cairan, menghasilkan cacat berlapis yang disebut bifilm, yang secara drastis menurunkan kekuatan lelah dan bertindak sebagai titik awal retak. Mencegah penjeratan oksida memerlukan:
-
Pengisian laminar melalui desain gating yang tepat dan praktik penggunaan tundish.
-
Pembersihan permukaan dan pengangkatan kotoran sebelum pemindahan.
-
Penggunaan filter efektif yang menangkap partikel sub-mikron dan menghasilkan aliran stabil di hilir. Filter busa keramik menghasilkan aliran laminar dan menangkap oksida serta partikel terlarut secara mekanis, sekaligus tahan terhadap guncangan termal dan erosi, yang membantu mengurangi jumlah partikel terlarut dan meningkatkan keandalan komponen.
7. Air mata panas dan tegangan termal
Pecah panas terjadi ketika kontraksi paduan pada tahap akhir pembekuan tidak dapat diakomodasi oleh deformasi plastis karena material dalam keadaan setengah padat dan rapuh. Kontrol utama:
-
Hindari perubahan bagian yang tajam dan transisi dari tipis ke tebal yang terkendali.
-
Mendorong gradien suhu yang lebih seragam; gunakan pendingin atau pemanas lokal untuk mengubah urutan pembekuan.
-
Pilih paduan logam dan sistem saluran yang dapat mengurangi waktu tinggal titik panas.
-
Gunakan simulasi untuk mengukur tegangan termal dan menyesuaikan alat perkakas.
8. Masalah permukaan dan cacat kosmetik
Cacat permukaan dapat disebabkan oleh cacat pasir, gas di antarmuka cetakan, bahan tahan api yang buruk, atau tungku yang kotor. Langkah pencegahan meliputi pengendalian pasir yang ketat, bahan baku yang kering dan bersih, pemeliharaan bahan tahan api, dan filtrasi untuk mencegah pengendapan ulang inklusi pada permukaan jalur aliran.
9. Teknologi pengolahan peleburan (fluks, penghilangan gas)
Fungsi fluks dan pemilihan
Fluxes untuk pengolahan lelehan aluminium adalah campuran terformulasi dari garam anorganik yang digunakan untuk pengendalian slag, deoksidasi, penghilangan magnetisme, dan penyempurnaan kimia lelehan. Flux granular berkualitas tinggi dapat: menutupi logam cair untuk menghambat oksidasi, mengikat atau mengapungkan endapan, mempromosikan penggabungan inklusi kecil, dan membantu menghilangkan gas terlarut saat digunakan dengan pengadukan. Pemilihan flux yang tepat bergantung pada keluarga paduan, suhu operasi, dan apakah pengolahan bertujuan untuk penghilangan gas, pembersihan, atau pengendalian kimia.
Metode degassing
Pendekatan umum untuk penghilangan gas meliputi:
-
Membersihkan gelembung gasGas inert (argon atau nitrogen) dialirkan melalui aluminium cair untuk menghilangkan hidrogen. Efektif, dapat diskalakan, dan banyak digunakan.
-
Degassing putar: Rotor menyebarkan gas menjadi gelembung-gelembung halus, yang meningkatkan efisiensi penangkapan hidrogen. Cocok untuk tungku berkapasitas tinggi.
-
Tablet / degasator padatTablet kimia yang bereaksi untuk melepaskan gas yang membantu menggabungkan hidrogen. Berguna untuk toko kecil tetapi dapat meninggalkan residu.
-
Degassing vakum: mengurangi tekanan untuk mempercepat pembentukan hidrogen; digunakan ketika tingkat hidrogen yang sangat rendah diperlukan.
-
Degassing ultrasonik: kavitasi akustik dapat menghilangkan gas terlarut dan beberapa inklusi; mulai digunakan untuk aplikasi khusus.
Setiap metode memiliki kelebihan dan kekurangan dalam hal biaya peralatan, kapasitas produksi, keterampilan operator, dan sisa material. Program gabungan — degassing mekanis dengan pembersihan gas ditambah penambahan fluks dan filtrasi — memberikan pengurangan tingkat cacat yang paling efektif secara praktis untuk sebagian besar pabrik peleburan aluminium.
10. Teknologi filtrasi dan penempatan
Mengapa filter busa keramik banyak digunakan?
Filter busa keramik berbasis alumina menyediakan porositas tinggi dengan jalur berliku yang dapat menangkap partikel hingga ukuran mikron dan mengubah aliran kacau menjadi aliran laminar. Karena tahan panas dan tahan erosi, filter ini merupakan pilihan yang andal untuk pengecoran paduan aluminium, di mana penghilangan inklusi dan penyempurnaan aliran sangat penting untuk mencegah penjeratan oksida dan mengurangi reoksidasi turbulen di hilir. Filter busa keramik yang dirancang dengan tepat dapat secara signifikan mengurangi jumlah inklusi dan meningkatkan hasil mekanis di hilir.
Pertimbangan praktis
-
Pilih ukuran pori dan tingkat porositas yang menyeimbangkan kapasitas aliran dengan efisiensi penangkapan.
-
Letakkan filter di hulu sistem pengaturan aliran, di dalam cetakan atau tungku yang dirancang dengan baik, sehingga filter tersebut dapat menangkap lelehan logam secara keseluruhan dan bukan hanya lapisan permukaan yang terangkat.
-
Pastikan pemasangan yang aman dan minimalkan dampak pemanasan awal untuk menghindari retak dini.
-
Ganti sesuai jadwal dan catat penggunaan filter sebagai bagian dari dokumentasi pelacakan.
11. Desain proses: pembukaan, ventilasi, pendinginan, dan simulasi
Desain termal dan aliran yang baik mencegah banyak cacat sebelum perlakuan peleburan menjadi faktor penentu. Teknik kunci:
-
Gunakan gating yang halus, sprue yang meruncing, dan saluran yang berukuran tepat untuk menghindari turbulensi dan lipatan.
-
Sediakan ventilasi dan jalur pelarian untuk udara dan gas dari rongga cetakan.
-
Terapkan pendinginan dan pengkristalan terarah untuk mempercepat aliran material ke dalam saluran pengisi.
-
Gunakan perangkat lunak simulasi pengecoran untuk memprediksi titik panas, turbulensi, dan perilaku pengisian; kemudian lakukan iterasi desain alat cetak.
Simulasi yang dikombinasikan dengan uji coba pilot secara cepat mengidentifikasi geometri berisiko yang jika tidak ditangani dapat menyebabkan tingkat limbah yang tinggi.
12. Pemeriksaan, pengukuran, dan pengendalian
Sebuah pabrik pengecoran modern menggunakan sistem kontrol berlapis:
-
Pemantauan secara langsungPengukuran hidrogen, pencatatan suhu, dan catatan aplikasi fluks.
-
Pengujian non-destruktif: Radiografi sinar-X, pengujian ultrasonik, pengujian penetran pewarna untuk retakan, dan pemindaian CT untuk komponen kritis.
-
Pengambilan sampel yang merusak: Pemotongan metallografis dan analisis inklusi selama audit proses.
-
SPC: Terapkan pengendalian proses statistik pada parameter kunci — konsentrasi hidrogen (ppm), suhu lelehan, siklus filtrasi, dan waktu penghilangan gas — kemudian dorong perbaikan berkelanjutan.
13. Matriks pemecahan masalah (tabel tindakan)
Tabel: Daftar periksa penyebab utama untuk cacat umum
| Cacat yang teramati | Pemeriksaan segera | Penyebab utama yang kemungkinan besar | Langkah-langkah korektif pertama |
|---|---|---|---|
| Porositas gas (terdapat secara tersebar) | Pembacaan meter hidrogen, kelembaban muatan, atmosfer tungku | Muatan basah, kondensasi, kandungan hidrogen tinggi dalam lelehan | Degas (putar + pembersihan), pengisian kering, meningkatkan penyimpanan |
| Penyusutan (lokal) | Titik panas simulasi, kecukupan riser | Kinerja yang buruk, hambatan termal | Tambahkan riser/chill, revisi gating, gunakan simulasi |
| Inklusi oksida / bifilm | Kotoran visual, pengisian yang bergejolak | Gangguan aliran, bibir sendok yang rusak, transfer yang buruk | Pasang filter busa keramik, isi perlahan, modifikasi saluran masuk. |
| Sobekan panas | Desain penampang melintang, pemeriksaan pembatas | Gradien termal tinggi, cetakan kaku | Tambahkan kelenturan melalui paduan logam, sesuaikan jalur pengkristalan, gunakan pendingin. |
| Pembakaran permukaan | Kondisi refraktori, pengangkatan lapisan atas tungku | Kerusakan akibat bahan tahan api, overheating | Perbaikan bahan tahan api, pembersihan permukaan cairan, pengangkatan fluks |
Tabel: Panduan Cepat Pemilihan Filtrasi dan Penghilangan Gas
| Persyaratan | Metode utama yang direkomendasikan | Catatan |
|---|---|---|
| Penghapusan inklusi tinggi, aliran kontinu | Filter busa keramik (Al₂O₃) | Panaskan filter, pilih tingkat pori-pori |
| Hidrogen rendah hingga sedang | Penghilangan gas dengan gas inert | Gunakan argon untuk kinerja terbaik. |
| Tingkat hidrogen yang sangat rendah | Vacuum atau kombinasi rotary + vacuum | Biaya modal (CAPEX) yang lebih tinggi, digunakan untuk bagian-bagian kritis. |
| Toko kecil, volume rendah | Tablet fluks + pengambilan manual | Biaya lebih rendah; kemungkinan adanya sisa-sisa. |
| Kapasitas tinggi, otomatis | Filter inline + degasser rotari otomatis | Terbaik untuk kualitas yang konsisten |
(Gunakan tabel-tabel ini sebagai daftar periksa awal; sesuaikan dengan jenis paduan dan ukuran bagian.)
14. Rencana implementasi praktis dan di mana AdTech berperan
AdTech memproduksi peralatan dan bahan habis pakai yang sesuai dengan setiap lapisan kontrol:
-
Stasiun penghilangan gas: Penghilang gas putar dan sistem pembersihan yang dirancang sesuai dengan kapasitas produksi tungku mengurangi kandungan hidrogen terlarut dan meningkatkan konsistensi. Ketika digabungkan dengan penambahan gas inert yang terkontrol dan pengadukan otomatis, sistem ini mengurangi variasi yang menyebabkan porositas acak.
-
Lini produk aliran granular: campuran fluks yang diformulasikan untuk penutupan, pengikatan slag, dan membantu penggabungan bahan non-logam serta penghilangan hidrogen selama jendela waktu pengolahan yang singkat. Teknik penambahan yang tepat dan pemilihan resep yang sesuai dapat mengurangi oksidasi dan pembentukan dross.
-
Piringan filter busa keramikFilter busa AdTech menangkap oksida dan partikel sambil menghasilkan aliran laminar yang mencegah lipatan bifilm. Pemilihan filter yang tepat dan pemasangan yang aman menghasilkan penurunan yang terukur dalam jumlah inklusi dan peningkatan karakteristik tarik/kelelahan pada coran.
Program yang diusulkan untuk implementasi
-
Audit: mengukur kadar hidrogen dasar (ppm), tingkat inklusi, dan alasan pembuangan.
-
Pilot: Pasang filter busa keramik di tundish, jalankan secara paralel dengan praktik saat ini untuk 50–200 tuangan. Catat jumlah inklusi dan hasil uji mekanik.
-
Validasi: terapkan degassing rotari dan penambahan fluks standar; pantau tren hidrogen.
-
Pengendalian: integrasikan sensor, SPC, dan pelatihan operator; jaga catatan yang dapat dilacak untuk setiap proses pemanasan.
Pendekatan sistematis ini mengurangi variasi dan membuat pemecahan masalah menjadi jauh lebih mudah.
15. Perbaikan, pemeliharaan, dan pelatihan operator
-
Simpan fluks dalam keadaan kering dan dalam wadah tertutup rapat; buang batch yang menggumpal atau berubah warna.
-
Panaskan filter sesuai petunjuk dan periksa adanya retakan; jangan pernah memaksa filter yang dingin ke aliran yang kuat.
-
Kalibrasi analis hidrogen dan catat hasilnya.
-
Operator kereta api harus menguasai teknik menuang dengan lembut, penanganan sendok tuang, dan tindakan korektif cepat saat pembacaan melenceng.
16. Catatan peraturan, spesifikasi, dan pengadaan
-
Tentukan persyaratan filtrasi dan penghilangan gas dalam pesanan pembelian jika pelanggan hilir memerlukan porositas yang lebih rendah atau jejak audit.
-
Sertakan kriteria penerimaan yang terkait dengan tingkat NDT (misalnya, tingkat kualitas radiografi) dan wajibkan adanya catatan tertulis tentang proses pengolahan logam cair.
-
Untuk aplikasi aerospace atau aplikasi kritis, simpan Sertifikat Analisis untuk batch fluks dan filter.
17. Daftar periksa keputusan cepat sebelum setiap shift produksi
-
Periksa kondisi bahan tahan api tungku dan wadah tuang.
-
Pastikan pengisian daya dan keringkan material.
-
Periksa dan catat suhu leleh.
-
Catat nilai dasar konsentrasi hidrogen dalam ppm; jika melebihi ambang batas, lakukan degassing.
-
Pastikan filter dan peralatan penghilang gas terpasang dan berfungsi dengan baik.
-
Pastikan alat cetakan dan pola riser sesuai dengan gambar yang telah diverifikasi.
-
Catat semua penyimpangan.
18. Perawatan Leleh & Penelusuran Kualitas: PERTANYAAN YANG SERING DIAJUKAN
1. Apa tindakan yang paling efektif untuk mengurangi porositas internal?
2. Dapatkah filter yang baik menghilangkan semua porositas?
3. Seberapa sering filter busa keramik harus diganti?
4. Apakah fluks aman untuk digunakan dan bagaimana cara menanganinya?
5. Metode degassing mana yang terbaik untuk pengecoran otomotif bervolume tinggi?
6. Bagaimana saya dapat mengetahui apakah porositas disebabkan oleh penyusutan atau gas?
7. Apakah filter keramik memengaruhi kimia lelehan?
8. Dapatkah fluks menggantikan degassing?
9. Berapa ambang batas praktis untuk hidrogen dalam aluminium cor?
10. Pengukuran dan pencatatan apa yang harus disimpan untuk ketertelusuran?
19. Studi kasus implementasi
Sebuah pabrik pengecoran berukuran sedang berhasil mengurangi keluhan porositas internal sebesar 70 persen setelah menerapkan tiga perubahan: penghilangan gas secara otomatis pada setiap proses pemanasan, penyesuaian dosis fluks granular yang standar untuk setiap keluarga paduan, dan pemasangan filter busa keramik di stasiun penuangan. Pabrik tersebut juga menambahkan pemantauan hidrogen dan membuat grafik SPC untuk konsentrasi hidrogen (ppm) selama tiga bulan; data menunjukkan penurunan yang konsisten dan penurunan jumlah penolakan berdasarkan hasil sinar-X.
20. Rekomendasi akhir dan daftar periksa
-
Anggap kebersihan peleburan sebagai pertahanan pertama: gunakan muatan kering, kendalikan atmosfer tungku.
-
Gunakan taktik gabungan: degassing + flux + filtrasi menghasilkan peningkatan kualitas yang berlipat ganda.
-
Pasang instrumen pengukuran pada kontrol kritis (pengukur hidrogen, perekam suhu).
-
Gunakan simulasi sejak awal dalam desain alat untuk menghilangkan titik panas termal.
-
Simpan catatan pelacakan untuk setiap proses pemanasan agar dapat melakukan pemecahan masalah akar penyebab dengan cepat.
