Yüksek kaliteli alüminyum dökümler, eriyik kimyası, akış davranışı ve katılaşmanın sıkı bir şekilde kontrol edilmesini gerektirir. En sık görülen ve performans açısından kritik öneme sahip kusurlar — gaz gözenekliliği, büzülme, oksit ve kalıntı tutma, sıcak yırtılma ve yüzey kusurları — öngörülebilir aşamalarda ortaya çıkar: eriyik hazırlama, transfer, kalıp doldurma ve katılaşma. Etkili bir azaltma için, sağlam eriyik temizlemeyi (akı veya gaz giderme), mühendislik filtreleme (serami̇k köpük fi̇ltreler), dikkatli geçit ve termal tasarım ve onaylanmış süreç kontrolleri. Bu önlemler birlikte uygulandığında, dökümhaneler hurdaları azaltabilir, mekanik özellikleri iyileştirebilir ve üretim maliyetini etkin tutarken daha yüksek kabul standartlarını karşılayabilir.
1. Alüminyum döküm kusurları neden önemlidir?
Kötü döküm kalitesi, birim maliyetini artırır, sahada arıza riskini artırır ve parçaların havacılık, otomotiv veya basınç tutma uygulamalarında kullanılamamasına neden olabilir. Döküm bütünlüğünün kontrol edilmesi, daha düşük işleme toleransı, daha yüksek verim, öngörülebilir mekanik davranış ve daha güçlü müşteri güveni sağlar. Tedarik ve sertifikasyon taleplerini karşılamak için genellikle izlenebilir süreç kontrolleri ve belgelenmiş eritme işlemi gerekir.
2. Kusurlar nasıl oluşur?
Metal, kalıp, alet veya proses koşulları, faz değişimi sırasında düzensiz akış, hapsolmuş gaz veya yetersiz besleme oluşturduğunda kusurlar ortaya çıkar. Kusurları oluşturan temel prosesler:
-
Katılaşma sırasında gazın çözünmesi ve salınması yuvarlak gözenekler oluşturur.
-
Yeterli besleme metali olmadan termal büzülme, büzülme boşlukları ve iç boşluklar oluşturur.
-
Türbülanslı dolum ve yüzey kırılması, sürüklenen oksit filmler oluşturarak metalik olmayan kalıntılar ve bifilmler üretir.
-
Yetersiz termal gradyanlar veya kısıtlı büzülme, sıcak yırtılmalara neden olur.
Bu mekanizmalar literatürde ayrıntılı olarak incelenmiştir; hidrojen çözünürlük davranışı gaz gözenekliliğinin merkezinde yer alır, çünkü erimiş alüminyum katı halden çok daha fazla hidrojen taşıyabilir, bu nedenle hidrojen katılaşma sırasında reddedilir ve önceden uzaklaştırılmazsa kabarcıklar oluşturur.
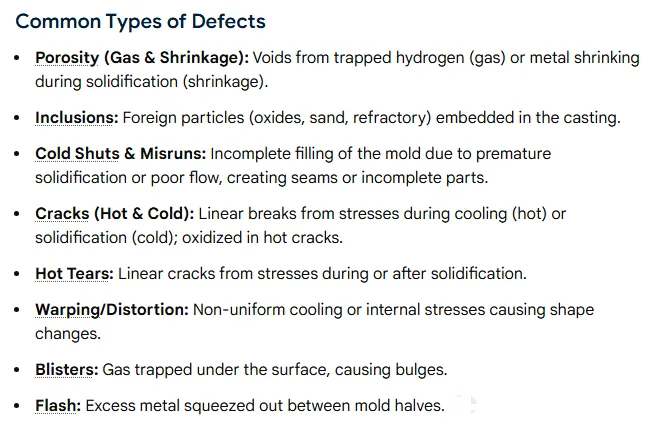
3. Sınıflandırma: yaygın alüminyum döküm kusurları (özet tablo)
| Hata türü | Tipik görünüm | Birincil kök nedenler | Tipik tespit yöntemleri |
|---|---|---|---|
| Gaz gözenekliliği (hidrojen) | Yuvarlatılmış iç/iğne delikleri | Fazla çözünmüş hidrojen; nem, türbülanslı şarj | X-ışını, ultrasonik, tahribatlı kesit alma |
| Büzülme gözenekliliği | Son katılaşan bölgelerin yakınındaki düzensiz boşluklar | Yetersiz beslenme, zayıf yükseliş, termal gradyanlar | X-ışını, metalografi |
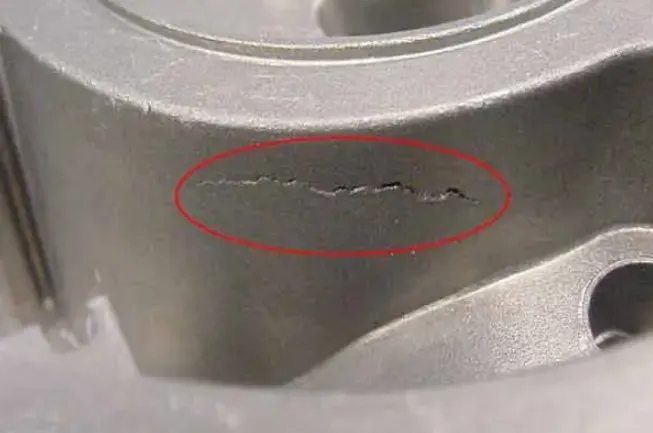
| Oksit kalıntıları / bifilmler | Çizgiler, lameller kusurlar | Yüzey oksidasyonu, türbülanslı dolum, sürüklenme | Görsel, X-ışını, taneler arası analiz |
| Sıcak gözyaşları / sıcak çatlaklar | Sıcak noktaların yakınında düzensiz çatlaklar | Katılaşma sırasında yüksek gerilme gerilmeleri | Görsel, boya penetrant, metalografi |
| Soğuk kapanışlar | Yüzeyde eksik füzyon çizgileri | Düşük dökme sıcaklığı, yavaş doldurma | Görsel, işleme kanıtı |
| Yanlış baskı | Kısa, eksik döküm şekilleri | Düşük sıcaklık, düşük dökme hızı | Görsel |
| Kum kusurları (kabarcıklar, kum kaynaşması) | Yüzey çukurları, pürüzlü noktalar | Küf bozulması, kumdaki nem | Görsel, kesit alma |
| Katkılar (cüruf, refrakter) | Sert parçacıklar, lokalize kusurlar | Erime yüzeyi kirliliği, aşınmış refrakter | Görsel, kimyasal analiz |
| Yüzey kabarcıkları / gaz izleri | Yükseltilmiş alanlar, yeraltı boşlukları | Kalıp arayüzünde gaz oluşumu | Görsel, kesit alma |
| Büzülme çatlakları (soğuk bölgeler) | Kalın-ince geçişlerde ince çatlaklar | Termal tasarım uyumsuzluğu | Görsel ve metalografi |
(Bu özetlenmiş sınıflandırma, standart döküm kusur atlasları ve dökümhane uygulamalarına uygundur.)
4. Gaz gözenekliliği: baskın performans sınırlayıcı faktör
Neden hidrojen genellikle suçlu olarak gösterilir?
Hidrojen, sıvı alüminyumda kolayca çözünürken, katı alüminyumda çok daha az çözünür. Soğuma sırasında çözünürlük aniden düşer ve hidrojen kalan sıvıya atılır, burada kabarcıklar oluşur ve bu kabarcıklar katılaşma tamamlanmadan kaçamazlarsa hapsolurlar. Bu mekanizma, gözenekliliğin neden genellikle dendritler arası bölgelerde ve en son katılaşan alanlarda yoğunlaştığını açıklar. Erimiş hidrojen içeriğinin izlenmesi ve kontrol edilmesi ile hidrojenin kaçmasına izin veren işlem adımları çok önemlidir.
Pratik algılama ve kabul
-
Proses izleme için gerçek zamanlı çözünmüş hidrojen sensörleri kullanın.
-
Kritik parçalar için X-ışını radyografisi veya bilgisayarlı tomografi kullanın.
-
Kabul sınırları belirleyin (örneğin, birçok havacılık parçası neredeyse sıfır iç gözeneklilik gerektirir ve sıkı X-ışını standartları kullanılır).
İyileştirme hiyerarşisi
-
Hidrojen girişini durdurun: malzemeleri kurutun, nem kaynaklarını ortadan kaldırın, fırın atmosferini kontrol edin.
-
Eritme işlemi: çözünmüş gazı ve yüzey kirleticilerini gidermek için akışkanlaştırma ve gaz giderme.
-
Yeniden kontaminasyonu ve sürüklenmeyi önlemek için filtreleme ve kontrollü doldurma.
-
Interdendritik bölgelerde gaz sıkışmasını önlemek için katılaşma yönetimi (yükseltici yerleştirme, soğutucular).
5. Büzülme ve besleme hataları
Büzülme kusurları, katılaşma metal hacmini yerel olarak tükettiğinde ve kötü yükseltici tasarımı veya termal yalıtım nedeniyle besleme metali gelmediğinde ortaya çıkar. Büzülmeyi önlemek hem termal hem de geçit işlemiyle ilgilidir:
-
Erimiş metalin yükselticilere doğru akması için yönlü katılaşma ilkelerini kullanın.
-
Donma tehlikesi en az olan bölgelerde yükselticiler yerleştirin ve yükselticilerin yeterli kütle ve ısı yalıtımına sahip olmasını sağlayın.
-
Yükseltici boyutu kısıtlıysa, katılaşma cephesini kaydırmak için soğutma kullanın.
-
Simülasyon araçlarıyla doğrulayın; birçok başarılı dökümhane, sıcak noktaları ve yükselticilerin boyutlarını doğru bir şekilde tahmin etmek için döküm simülasyonu kullanır.
6. Oksit filmleri, kapanımlar ve bifilmler: görünmez katiller
Erimiş alüminyum hava ile temas ettiğinde, saniyenin kesirleri içinde bir oksit tabakası oluşturur. Akış türbülanslıysa veya dökme sırasında yüzey bozulursa, bu tabakalar eriyik içine katlanarak, yorulma mukavemetini önemli ölçüde düşüren ve çatlak başlangıç noktaları olarak işlev gören bifilm adı verilen katmanlı kusurlar oluşturur. Oksit sürüklenmesini önlemek için şunlar gereklidir:
-
Uygun geçit tasarımı ve ara hazne uygulaması yoluyla laminer doldurma.
-
Transfer öncesinde cürufları gidermek için yüzey temizliği ve sıyırma.
-
Mikron altı kalıntıları tutan ve akış aşağıda kararlı bir akış sağlayan etkili filtrelerin kullanılması. Seramik köpük filtreler, laminar akış oluşturur ve oksitleri ve sürüklenen parçacıkları mekanik olarak yakalar, aynı zamanda termal şoka ve erozyona karşı dirençlidir, bu da kalıntı sayısını azaltmaya ve parça güvenilirliğini artırmaya yardımcı olur.
7. Sıcak gözyaşları ve termal gerilmeler
Sıcak yırtılma, malzeme yarı katı ve kırılgan olduğu için katılaşmanın son aşamasında alaşımın büzülmesinin plastik deformasyonla telafi edilememesi durumunda meydana gelir. Temel kontroller:
-
Keskin bölüm değişikliklerinden ve kısıtlı ince-kalın geçişlerden kaçının.
-
Daha düzgün termal gradyanlar oluşturun; donma sırasını değiştirmek için soğutucular veya lokal ısıtıcılar kullanın.
-
Sıcak nokta kalma süresini azaltan alaşımları ve döküm kanallarını seçin.
-
Simülasyonu kullanarak termal gerilimi ölçün ve takımları ayarlayın.
8. Yüzey kaplaması sorunları ve kozmetik kusurlar
Yüzey kusurları, kum kusurları, kalıp arayüzündeki gaz, kalitesiz refrakter veya kirli fırınlardan kaynaklanabilir. Önleme adımları arasında sıkı kum kontrolü, kuru ve temiz yükleme malzemeleri, refrakter bakımı ve akış yolu yüzeylerinde kapanımların yeniden birikmesini önlemek için filtreleme yer alır.
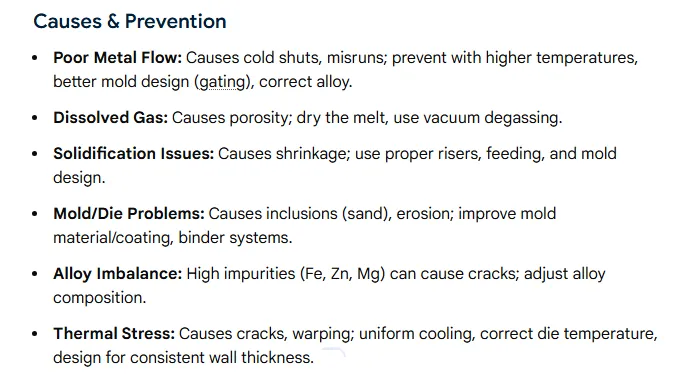
9. Erime işleme teknolojileri (akı, gaz giderme)
Akı fonksiyonları ve seçimi
Alüminyum eriyik işlemi için kullanılan akışkanlar, cüruf kontrolü, deoksidasyon, manyetizasyon ve eriyik kimyasının rafine edilmesi için kullanılan inorganik tuzların mühendislik ürünü karışımlarıdır. Yüksek kaliteli granül akışkanlar: eriyiği kaplayarak oksidasyonu engelleyebilir, cürufu bağlayabilir veya yüzdürebilir, küçük kalıntıların birleşmesini teşvik edebilir ve karıştırma ile birlikte kullanıldığında çözünmüş gazların giderilmesine yardımcı olabilir. Uygun akışkan seçimi, alaşım ailesine, çalışma sıcaklığına ve işlemin gaz giderme, temizleme veya kimyasal kontrol amaçlı olup olmadığına bağlıdır.
Gaz giderme yöntemleri
Yaygın gaz giderme yöntemleri şunlardır:
-
Tahliye gazı kabarcıklanması: inert gaz (argon veya azot) erimiş alüminyumdan geçirilerek hidrojeni uzaklaştırır. Etkili, ölçeklenebilir ve yaygın olarak kullanılır.
-
Döner gaz giderme: bir rotor, gazı ince kabarcıklar halinde dağıtır ve bu da hidrojenin yakalama verimliliğini artırır. Yüksek verimli fırınlar için idealdir.
-
Tablet / katı gaz gidericiler: Hidrojeni birleştirmeye yardımcı olan gazları serbest bırakmak için reaksiyona giren kimyasal tabletler. Küçük dükkanlar için kullanışlıdır, ancak kalıntılar bırakabilir.
-
Vakumlu gaz giderme: hidrojen oluşumunu teşvik etmek için basıncı azaltır; çok düşük hidrojen seviyeleri gerektiğinde kullanılır.
-
Ultrasonik gaz giderme: Akustik kavitasyon, çözünmüş gazı ve bazı kalıntıları giderebilir; niş uygulamalar için ortaya çıkmaktadır.
Her yöntemin ekipman maliyeti, verim, operatör becerisi ve kalıntılar açısından avantajları ve dezavantajları vardır. Gaz temizleme ile mekanik gaz giderme, akı ve filtrelemeyi birleştiren bir program, çoğu alüminyum dökümhanesi için kusur oranında en iyi pratik azalmayı sağlar.
10. Filtrasyon teknolojileri ve yerleştirme
Seramik köpük filtreler neden yaygın olarak kullanılır?
Alümina bazlı seramik köpük filtreler, mikron boyutuna kadar parçacıkları yakalayan ve kaotik akışı laminer akışa dönüştüren dolambaçlı yollara sahip yüksek gözeneklilik sağlar. Termal olarak sağlam ve erozyona dirençli oldukları için, oksit sürüklenmesini önlemek ve akış aşağıda türbülanslı yeniden oksidasyonu azaltmak için inklüzyon giderme ve akış düzeltmenin kritik olduğu alüminyum alaşımlı dökümler için güvenilir bir seçimdir. Uygun şekilde belirtilmiş seramik köpük filtreler, inklüzyon sayısını önemli ölçüde azaltabilir ve akış aşağı mekanik sonuçları iyileştirebilir.
Pratik hususlar
-
Verim ile yakalama verimliliğini dengeleyen gözenek boyutu ve gözeneklilik derecesini seçin.
-
Filtreyi, kapı sisteminin yukarısına, iyi tasarlanmış bir kalıp veya pota içine yerleştirin, böylece sadece yüzeyi değil, tüm eriyiği görebilsin.
-
Erken kırılmayı önlemek için güvenli montaj ve minimum ön ısıtma şoku sağlayın.
-
Programına göre değiştirin ve filtre kullanımını izlenebilirlik belgelerinin bir parçası olarak kaydedin.
11. Proses tasarımı: kapı, havalandırma, soğutma ve simülasyon
İyi bir termal ve akış tasarımı, eritme işlemi belirleyici faktör haline gelmeden birçok kusuru önler. Temel teknikler:
-
Türbülans ve katlanmayı önlemek için düzgün geçitler, konik döküm kanalları ve uygun boyutlu akış kanalları kullanın.
-
Kalıp boşluğundan hava ve gazların çıkması için havalandırma delikleri ve kaçış yolları sağlayın.
-
Yükselticilere beslemeyi teşvik etmek için soğutma ve yönlü katılaşma uygulayın.
-
Döküm simülasyon yazılımını kullanarak sıcak noktalar, türbülans ve doldurma davranışını tahmin edin; ardından takım tasarımını tekrarlayın.
Simülasyon ve pilot denemeler bir araya getirildiğinde, aksi takdirde yüksek hurda oranlarına neden olan riskli geometri hızla ortaya çıkarılır.
12. Muayene, ölçüm ve kontrol
Modern bir dökümhane katmanlı kontroller kullanır:
-
Çevrimiçi izleme: hidrojen ölçümü, sıcaklık kaydı ve akı uygulama kayıtları.
-
Tahribatsız muayene: X-ışını radyografisi, ultrasonik test, çatlaklar için boya penetrantı ve kritik bileşenler için CT taraması.
-
Yıkıcı örnekleme: süreç denetimleri sırasında metalografik kesit alma ve inklüzyon analizi.
-
SPC: hidrojen ppm, erime sıcaklığı, filtreleme döngüsü ve gaz giderme süresi gibi temel parametrelere istatistiksel süreç kontrolü uygulayın ve ardından sürekli iyileştirmeler gerçekleştirin.
13. Sorun giderme matrisi (eyleme geçirilebilir tablolar)
Tablo: Yaygın kusurlar için kök neden kontrol listesi
| Gözlemlenen kusur | Anında kontroller | Muhtemel temel nedenler | İlk düzeltici adımlar |
|---|---|---|---|
| Gaz gözenekliliği (dağınık) | Hidrojen sayaç okuma, şarj nemi, fırın atmosferi | Islak yük, yoğuşma, eriyikte yüksek hidrojen | Degas (döner + temizleme), kuru şarj, depolamayı iyileştirme |
| Büzülme (yerel) | Simülasyon sıcak noktası, yükseltici yeterliliği | Zayıf yükseliş, termal darboğaz | Yükseltici/soğutucu ekleyin, geçitleri revize edin, simülasyon kullanın |
| Oksit kalıntısı / bifilmler | Görsel çöp, çalkantılı dolgu | Türbülans, hasarlı kepçe ağzı, zayıf transfer | Seramik köpük filtre takın, yavaş doldurun, geçidi değiştirin |
| Sıcak yırtma | Tasarım kesiti, kısıtlama kontrolleri | Yüksek termal gradyan, sert kalıp | Alaşım yoluyla sünekliği artırın, katılaşma yolunu ayarlayın, soğutucular kullanın |
| Yüzey yanığı | Refrakter durum, fırın sıyırma | Refrakter aşınma, aşırı ısınma | Refrakter onarım, eriyik yüzey temizliği, akı sıyırma |
Tablo: Filtrasyon ve gaz giderme seçimi hızlı referans
| Gereksinim | Önerilen birincil yöntem | Notlar |
|---|---|---|
| Yüksek dahil etme kaldırma, sürekli akış | Seramik köpük filtre (Al₂O₃) | Filtreyi önceden ısıtın, gözenek derecesini seçin |
| Düşük ila orta düzeyde hidrojen | İnert gaz ile döner gaz giderme | En iyi performans için argon kullanın |
| Çok düşük hidrojen seviyeleri | Vakum veya kombine döner + vakum | Kritik parçalar için kullanılan daha yüksek CAPEX |
| Küçük dükkan, düşük hacim | Tablet akısı + manuel sıyırma | Daha düşük maliyet; kalıntı olasılığı |
| Yüksek verimlilik, otomatikleştirilmiş | Sıralı filtreler + otomatik döner gaz giderici | Tutarlı kalite için en iyisi |
(Bu tabloları başlangıç kontrol listesi olarak kullanın; alaşım ve parça boyutuna göre uyarlayın.)
14. Pratik uygulama planı ve AdTech'in uygun olduğu alanlar
AdTech, her kontrol katmanına uygun ekipman ve sarf malzemeleri üretir:
-
Gaz giderme istasyonları: Fırın verimi için boyutlandırılmış döner gaz gidericiler ve temizleme sistemleri, çözünmüş hidrojeni azaltır ve tutarlılığı artırır. Kontrollü inert gaz dozajı ve otomatik karıştırma ile birleştirildiğinde, rastgele gözenekliliğe neden olan varyansı azaltırlar.
-
Granül akı ürün grubu: kısa işlem süreleri boyunca kaplama, cüruf bağlama, metalik olmayan maddelerin birleşmesine yardımcı olma ve hidrojen giderme için formüle edilmiş akı karışımları. Uygun ilave tekniği ve formül seçimi, oksidasyonu ve cüruf oluşumunu azaltır.
-
Seramik köpük filtre plakaları: AdTech'in köpük filtreleri, bifilm katlanmasını önleyen laminer akış oluştururken oksitleri ve parçacıkları tutar. Doğru filtre seçimi ve güvenli kurulum, kalıp parçalarının dahil olma sayısında ölçülebilir bir düşüş ve gerilme/yorulma özelliklerinde iyileşme sağlar.
Uygulama için önerilen program
-
Denetim: baz hidrojen ppm değerini, dahil etme oranlarını ve hurdaya ayrılma nedenlerini ölçün.
-
Pilot: tundish'e seramik köpük filtre ekleyin, mevcut uygulamayla birlikte 50–200 döküm boyunca çalıştırın. İçerme sayılarını ve mekanik test sonuçlarını kaydedin.
-
Doğrulama: döner gaz giderme ve standartlaştırılmış akı ilavesi uygulayın; hidrojen eğilimini izleyin.
-
Kontrol: sensörleri, SPC'yi ve operatör eğitimini entegre edin; her ısı için izlenebilir günlükler tutun.
Bu sistematik yaklaşım, varyasyonu azaltır ve sorun gidermeyi çok daha kolay hale getirir.
15. Onarım, bakım ve operatör eğitimi
-
Akı kuru ve kapalı kaplarda saklayın; topaklanmış veya rengi değişmiş partileri kullanmayın.
-
Önerilen durumlarda filtreleri önceden ısıtın ve çatlak olup olmadığını kontrol edin; soğuk filtreyi asla yüksek akışa zorlamayın.
-
Hidrojen analizörlerini kalibre edin ve sonuçları kaydedin.
-
Operatörlere, nazik dökme, kepçe kullanımı ve okumalar sapma gösterdiğinde hızlı düzeltici önlemler alma konusunda eğitim verin.
16. Düzenleme, şartname ve tedarik notları
-
Aşağı akış müşterileri daha düşük gözeneklilik veya izlenebilirlik gerektiriyorsa, satın alma siparişlerinde filtreleme ve gaz giderme gereksinimlerini belirtin.
-
NDT seviyesine bağlı kabul kriterlerini (örneğin, radyografik kalite seviyeleri) dahil edin ve belgelenmiş eritme işlemi kayıtlarını talep edin.
-
Havacılık veya kritik uygulamalar için, akı partileri ve filtreler için Analiz Sertifikalarını saklayın.
17. Her üretim vardiyasından önce hızlı karar kontrol listesi
-
Fırın ve pota refrakter durumunu kontrol edin.
-
Şarjı onaylayın ve malzemenin kuruluk durumunu kontrol edin.
-
Eritme sıcaklığını kontrol edin ve kaydedin.
-
Temel hidrojen ppm değerini kaydedin; eşik değerinin üzerindeyse gazı boşaltın.
-
Filtre ve gaz giderme ekipmanının kurulu ve çalışır durumda olduğundan emin olun.
-
Gating takımlarının ve yükseltici kalıplarının onaylanmış çizimlerle uyumlu olduğunu onaylayın.
-
Herhangi bir sapmayı belgelendirin.
18. Eritme İşlemi ve Kalite İzlenebilirliği: SSS
1. İç gözenekliliği azaltmak için en etkili eylem nedir?
2. İyi bir filtre tüm gözenekliliği ortadan kaldırabilir mi?
3. Seramik köpük filtreler ne sıklıkla değiştirilmelidir?
4. Flaksların kullanımı güvenli midir ve nasıl kullanılmalıdır?
5. Yüksek hacimli otomotiv dökümleri için en iyi gaz giderme yöntemi hangisidir?
6. Gözenekliliğin büzülmeden mi yoksa gazdan mı kaynaklandığını nasıl anlayabilirim?
7. Seramik filtreler eriyik kimyasını etkiler mi?
8. Flakslama gaz giderme işleminin yerini alabilir mi?
9. Dökme alüminyumda hidrojen için pratik eşikler nelerdir?
10. İzlenebilirlik için hangi ölçüm ve kayıtlar tutulmalıdır?
19. Uygulama vaka çalışması
Orta büyüklükteki bir dökümhane, üç değişiklik uyguladıktan sonra iç gözeneklilik şikayetlerini yüzde 70 oranında azalttı: her ısıta otomatik döner gaz giderme, her alaşım ailesi için standartlaştırılmış granül akı dozajı ve döküm istasyonunda seramik köpük filtrelerin yenilenmesi. Dökümhane, hidrojen izlemeyi ekledi ve üç ay boyunca hidrojen ppm için SPC çizelgeleri oluşturdu; veriler tutarlı bir azalma ve daha az X-ray reddi gösterdi.
20. Nihai öneriler ve kontrol listesi
-
Eritme temizliğini birinci savunma hattı olarak ele alın: kuru yükleme, fırın atmosferini kontrol edin.
-
Kombine taktikler kullanın: gaz giderme + akı + filtreleme, kalitede katlanarak artış sağlar.
-
Kritik kontrollere enstrümantasyon yerleştirin (hidrojen ölçer, sıcaklık kaydedici).
-
Takım tasarımının erken aşamalarında simülasyon uygulayarak termal sıcak noktaları ortadan kaldırın.
-
Hızlı kök neden çözümüne olanak sağlamak için her ısı için izlenebilirlik kayıtları tutun.
