A well-designed gating system is the single most effective lever a foundry has to reduce casting defects, control filling dynamics, trap slag, and ensure reliable feeding during solidification. Proper gating reduces turbulence, prevents inclusions, improves yield, and supports repeatable quality across sand casting, investment casting, and permanent-mold processes.
1. Why the gating system matters
A gating system is the conduit network that delivers molten metal from the ladle into the mold cavity while controlling velocity, thermal gradients, pressure, and slag separation. Effective gating accomplishes several simultaneous objectives: deliver metal quickly enough to avoid chill and misruns, keep flow laminar at the cavity entrance, trap slag and dross away from critical surfaces, and permit directional solidification with minimal excess metal waste. These roles together make gating design a primary determinant of casting quality and yield.
2. Core components and functional roles
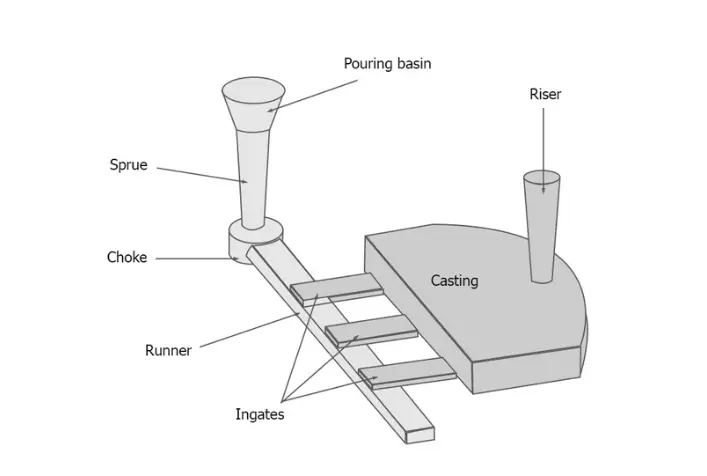
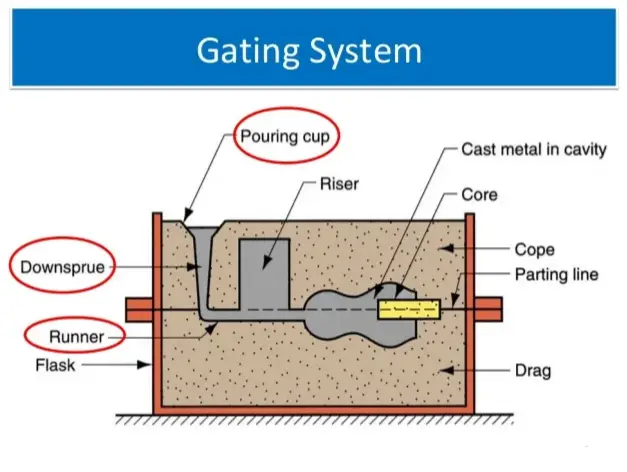
A standard gating system comprises several linked elements. Each element has functional tradeoffs that influence filling time, turbulence, and throat pressures.
Major components
-
Pouring basin or cup: accepts ladle metal and reduces splash.
-
Sprue (downsprue): vertical channel that transports metal into the mould. Tapering reduces vortex and aspiration.
-
Sprue well or base: slows and smooths flow near the runner interface.
-
Runner — horizontal or angled channel that distributes metal to gates.
-
Ingate (gate): the final channel into the cavity, sized and shaped to control local velocity and direction.
-
Riser or feeder: supplies extra metal to compensate for shrinkage during solidification and serves as a pressure reservoir.
-
Skim trap, spin trap or sedimentation well — traps slag and heavy dross upstream of the gates.
-
Vents and vents paths: allow air and gases to escape during filling.
3. Objectives and performance criteria
When designing a gating system, engineers optimize several competing criteria:
-
Minimize turbulence at the gate to avoid entrained gas and oxide films.
-
Ensure complete cavity fill before significant solidification begins.
-
Control the filling time to balance thermal gradients and mold erosion.
-
Locate risers and gates to promote directional solidification and feed hot spots.
-
Trap inclusions and prevent slag reaching the cavity.
-
Minimize metal wasted by runners and risers to improve yield.
-
Keep pressures and velocities low enough to prevent mold erosion but high enough for complete fill.
4. Types of gating systems and appropriate applications
Gating configurations vary by casting method and part geometry. Two broad classes are pressurized and unpressurized systems. Specific gate types include top gate, bottom gate, parting-line gate, blind gate, and multiple-gate arrangements.
By process
-
Sand casting — usually uses sprue-runner-ingate networks with well traps and risers.
-
Investment casting — uses a tree of channels with carefully dimensioned gates, often naturally pressurized for thin-wall parts.
-
Die casting — has short, direct gates and shot-sleeve arrangements not typical of expendable-mold gating.
-
Permanent mold and gravity die — use gating that delivers steady, controlled flow with attention to air evacuation.
Selection depends on mold strength, melt type, part thickness, and sensitivity to turbulence.
5. Practical design rules and dimensioning
Practical rules reduce cycle-and-error. Use them as starting points, then refine with simulation and shop trials.
General guidelines
-
Tapered sprue: cross sectional area reduces smoothly toward the base to maintain near-uniform velocity and prevent aspiration.
-
Choke sizing: a single effective choke controls flow and reduces turbulence; often the ingate or a reduced runner section serves this function.
-
Area ratios: maintain sprue area to runner area and runner area to ingate area ratios to avoid premature freezing or starvation. Common starting points place runner cross-sectional area at 2 to 4 times the ingate area depending on pour rate.
-
Runner profile: round or trapezoidal channels with smooth radii reduce surface erosion.
-
Gate shape: rounded or tapered gates produce smoother inlet flow; rectangular gates are used for high-volume parts where trimming is efficient.
-
Riser location: position risers at the heaviest sections and ensure feeding distance is minimized.
Below is a rule-of-thumb table for conventional sand casting. These are starting numbers. Refine by process, alloy, and simulation.
| Element | Typical starting dimension or ratio | Notes |
|---|---|---|
| Sprue taper | 1.5 to 2 degrees per side | Maintain smooth reduction |
| Sprue to runner area ratio | Sprue area ≈ 1.5 to 3 × runner area | Prevent choking too early |
| Runner to ingate area ratio | Runner area ≈ 2 to 4 × ingate area | Higher ratio for thin walls |
| Pouring time target | 10 to 60 seconds for small to medium sand castings | Faster for thin aluminum parts |
| Riser head size | 1.2 to 1.5 × casting hot spot cross section | Depends on alloy shrink rate |
(Use these values as a baseline. Always iterate with simulation or test pours.)
6. Flow physics and turbulence control
Filling the mold is a transient fluid dynamics problem with heat transfer and solidification coupling. Key principles:
-
Laminar or mildly turbulent flow near the gate prevents oxide entrainment. High Reynolds numbers at sharp turns create vortices that trap gas.
-
Smooth transitions from vertical to horizontal flow and rounded junctions reduce local velocity spikes.
-
Saltation or spin traps can induce a swirling motion that separates heavier slag from the main stream.
-
The choke reduces kinetic energy upstream, allowing the runner network to act as a buffer and permit slag to float upward into a well before reaching the ingate.
-
Venting near the gate and thin sections reduces back pressure that can cause misruns.
Using flow-control features reduces cold shuts, porosity, and surface defects.
7. Aluminum-specific considerations
Aluminum alloys have unique gating needs. Their high thermal conductivity and lower melting point compared with steel demand shorter fill times and robust trapping of dissolved hydrogen and oxides.
Key points for aluminum
-
Faster fill rates are often needed to avoid chill in long thin sections. This increases risk of turbulence and oxide films.
-
Hydrogen porosity is a predominant defect in aluminum castings. Dissolved hydrogen emerges as pressure drops and forms porosity during solidification. Degassing, careful melt handling, and filtration help mitigate this.
-
Ceramic foam filters and proper gating/runner traps reduce oxide and nonmetallic inclusions from entering the cavity. When combined with a well-placed skim trap, filtration greatly improves surface integrity.
Table Aluminum gating checklist
| Issue | Practical control measures |
|---|---|
| Hydrogen porosity | Melt degassing, protective flux, low-turbulence fill |
| Oxide films | Ceramic filters, spin traps, gated well |
| Thin-wall fill | Increase gating flow area, reduced chill zones, shorter runners |
| Heat loss | Use insulating feeds, thicker sprues, or heated molds if appropriate |
| Shrinkage | Strategically placed risers or pressurized gating for thin shells |
8. Simulation and optimization
Numerical simulation is standard practice for modern gating design. Tools compute filling sequences, identify hot spots, and quantify turbulence and air entrapment. Simulation helps reduce trial pours and accelerates optimization.
-
Use flow and solidification simulation early to compare several gating options. Automatic optimization tools can vary gate sizes, runner layout, and riser geometry within constraints to find minimal-defect solutions.
-
Validate simulation with a set of physical test pours and radiographic inspection because models depend on correct input data for metal properties and casting temperature.
9. Defects tied to gating and remedies
Below is a compact defect matrix focused on gating-related root causes and practical solutions.
| Defect | Typical gating root cause | Remedy |
|---|---|---|
| Cold shuts / misruns | Slow fill, premature solidification near thin sections | Increase flow area, shorten flow path, preheat mold |
| Porosity (hydrogen) | Turbulent flow, high hydrogen content | Degas melt, reduce turbulence, use filters |
| Inclusions / slag | No skim traps or filters, direct gate into cavity | Add spin trap, ceramic filtration, relocate gates |
| Sand erosion | High local velocity, sharp corners | Smooth runner geometry, reduce decrease velocity |
| Shrinkage cavities | Poor riser placement or undersized risers | Add or enlarge risers, change gating to feed hot spot |
10. Practical layout, trimming, and fettling strategies
-
Place runners to minimize trimming on critical surfaces. Use sacrificial runner bars where possible for automated trimming.
-
Position gates on non-critical faces or machining allowance zones.
-
Use choke designs that leave a reasonable amount of material left for trimming while still controlling flow.
-
For automated fettling, standardize gate locations across a family of parts to let downstream operations run consistently.
11. Metrics and inspection
Track gating-related metrics to control quality: fill time, pour temperature, melt cleanliness index, porosity rates, scrap attributed to gating. Typical inspection methods include radiography, CT scans, ultrasonic testing, and visual checks. Implement root-cause analysis on returned defects and update gating rules with corrective geometry changes.
12. Example gating arrangements
Single sprue with runner bar and multiple ingates: Good for medium-size, multi-cavity molds when even distribution is needed.
Multiple downsprues feeding separate runner loops: Used for large castings where long flow paths would otherwise cool too much.
Spin trap with filtration upstream of ingate: Common in aluminum production lines to combine mechanical filtration with sedimentation.
13. Tables: comparisons and quick references
Table A. Component checklist for gating design review
| Component | Purpose | Typical failure mode to watch |
|---|---|---|
| Pouring cup | Smoothes ladle transfer | Splashing, cold metal |
| Sprue | Vertical transport | Aspiration if untapered |
| Well | Slows turbulence | Sediment overflow if too small |
| Runner | Distributes metal | Excessive pressure drop |
| Ingate | Controls local fill | Turbulence into cavity |
| Riser | Feed metal during solidification | Inadequate size leads to shrinkage |
| Spin trap | Separates slag | Requires correct placement to be effective |
| Filter | Capture inclusions | Wrong mesh or location reduces yield |
Table B: Gate type comparison
| Gate type | Pros | Cons | Typical use case |
|---|---|---|---|
| Top gate | Simple, gravity-aided | Higher turbulence at entrance | Heavy sections or simple parts |
| Bottom gate | Fills upward, less turbulence | More complex tooling, possible erosion | Thin-walled parts, aluminum |
| Parting-line gate | Easy to machine and trim | Possible air entrapment in some geometries | Sand casting with parting-line access |
| Blind gate | Hidden gate, cosmetic surfaces spared | Difficult trimming, risk of misgate | Investment castings requiring clean surfaces |
14. Implementation checklist for foundries
-
Define casting alloy and required mechanical properties.
-
Choose gating class appropriate for process and part geometry.
-
Layout sprue-runner-ingate network using baseline ratios.
-
Add filtration and skim trapping for aluminum or dirty melts.
-
Simulate filling and solidification. Verify hot spots and predicted defects.
-
Run small-scale test pours, inspect and iterate.
-
Finalize tooling and standardize gating for production runs.
-
Record metrics and update design as materials or cycle timing change.
Gating System Design & Optimization FAQ
1. What is the most important change to reduce gating-related defects?
2. Should I always taper the sprue?
3. How do I reduce hydrogen porosity in aluminum castings?
- Active melt degassing using inert gas.
- Controlled pouring velocity to prevent surface breaking.
- Strategic placement of ceramic filters and skim traps ahead of the gates.
- Strictly reducing melt exposure to atmospheric moisture.
4. When is a bottom gate better than a top gate?
5. How large should an ingate be relative to the runner?
6. Can casting simulation replace actual shop trials?
7. Are ceramic foam filters always necessary in gating?
8. How do gating choices affect casting yield?
9. What is a spin trap and when should I use it?
10. How often should gating designs be reviewed?
- Changing the alloy type.
- Modifying the part geometry.
- Aimed cycle times are shortened.
- Defect rates (especially inclusions or porosity) begin to rise.
16. Closing recommendations for AdTech
-
For aluminum foundries, combine gating improvements with melt-degassing systems and ceramic filtration to address both flow and melt cleanliness simultaneously.
-
Use simulation early in the design phase to select promising gating topologies and to prioritize riser placement.
-
Standardize a small set of gating templates for families of parts to speed up tooling and to make automated trimming simpler.
-
Capture process metrics and defect correlations so that gating design becomes a continuously improving part of the process control loop.
Key sources used for factual guidance and best-practice synthesis
-
Foundry handbooks and modern gating design summaries that define the gating system components and objectives.
-
Practical process writeups and sand casting tutorials that list gating elements and routine shop recommendations.
-
Technical papers and industrial case studies on systematic optimization and simulation-led gating design.
-
Industry articles and technical notes on gating techniques, risers, spin traps, and venting strategies.
