Le moyen le plus efficace d'améliorer l'efficacité des fours d'aluminium, de réduire les temps d'arrêt et le coût total de la fusion consiste à spécifier un système de revêtement réfractaire multicouche qui associe une couche de travail anticorrosion et non mouillante (monolithes ou briques façonnées à forte teneur en alumine, magnésie ou spinelle) à une couche de sauvegarde et d'isolation graduée, appliquée et durcie selon des tolérances strictes et entretenue selon un programme programmé. Le choix d'une chimie, d'une densité, d'une porosité, d'une conductivité thermique et d'une méthode d'installation appropriées permet généralement de doubler la durée de vie du revêtement par rapport à un revêtement mal adapté et de mauvaise qualité, et de réaliser des économies mesurables en termes d'énergie, de perte de métal et de réparations.
1. Contexte : l'importance des réfractaires dans la fusion et la conservation de l'aluminium
Les fours à aluminium présentent un défi unique par rapport aux équipements de fusion des métaux ferreux, car l'aluminium en fusion, son crasses, flux, Les contaminants de l'air, de l'eau et du recyclage attaquent différemment les produits chimiques réfractaires. Les revêtements réfractaires séparent la coque en acier des températures élevées et des phases chimiquement agressives. Le revêtement détermine les pertes de chaleur, le mouillage et la pénétration du métal, la durée de vie du revêtement, la fréquence des réparations et, par conséquent, le coût d'exploitation. La conception avec la famille de réfractaires et la technique d'application appropriées est le principal levier pour améliorer l'efficacité thermique et réduire les temps d'arrêt imprévus.
2. Environnement du service et mécanismes de défaillance
2.1 Conditions thermiques et chimiques à l'intérieur des fours d'aluminium
Les températures de fonctionnement typiques pour la fusion de l'aluminium vont d'environ 700°C à 820°C pendant la fusion et peuvent être plus élevées localement près des brûleurs ou lors de la surchauffe ; les températures de maintien sont plus basses mais peuvent rester supérieures à 700°C. Les matériaux réfractaires en contact direct avec l'aluminium en fusion :
-
Mouillage et pénétration par le métal liquide et les matériaux de flux.
-
Corrosion chimique par les oxydes, les chlorures et les fondants vitreux présents dans la ferraille ou les crasses.
-
Choc thermique dû à un chauffage rapide ou à un mauvais contrôle de la température.
-
Abrasion mécanique due aux matériaux de charge, à la ferraille et aux outils de manutention.
-
Surchauffe localisée au niveau du brûleur ou des zones de piquage entraînant un frittage ou un écaillage.
Le fait de comprendre que le revêtement subit une agression thermique, mécanique et chimique combinée explique pourquoi aucune propriété unique ne garantit une longue durée de vie. Des compromis sont nécessaires et doivent être intégrés dans le système de revêtement.
2.2 Modes de défaillance courants
-
Pénétration du métal liquide et saturation du métalLe métal mouillé dans les pores et les microfissures produit des couches internes vitreuses et des changements de volume.
-
Attaque par le flux ou le laitierles fondants provenant des agents de nettoyage ou de la ferraille se fondent dans les phases de la matrice et les dissolvent, en attaquant de préférence les phases riches en silice ou en calcaire.
-
Écaillage et fissuration par choc thermiqueL'expansion différentielle entre les couches fait tomber les flocons.
-
Abrasion mécaniqueLes impacts répétés de la charge ou des poches abrasent la surface, exposant de nouveaux matériaux à la corrosion.
3. Principales propriétés des matériaux et spécifications cibles
Le choix du bon réfractaire commence par des valeurs cibles explicites pour la densité, la porosité ouverte, la résistance à l'écrasement à froid, la conductivité thermique, la dilatation thermique et la chimie. Vous trouverez ci-dessous des fourchettes de valeurs cibles pratiques trouvées dans la pratique et la littérature de l'industrie.
3.1 Objectifs techniques primaires (fenêtre de spécification typique)
-
Température de fonctionnement: > 1750°C (pour les qualités à haute teneur en alumine ou en magnésie) afin que le réfractaire conserve sa résistance structurelle aux températures de fusion.
-
Densité apparenteDensité : 2,4 à 3,2 g/cm³ selon la famille de produits ; une densité plus élevée réduit généralement la porosité ouverte et le mouillage, mais peut augmenter la masse thermique.
-
Porosité ouverteLa porosité est de 8 à 18% pour les couches de travail ; une porosité plus faible réduit le risque de pénétration des métaux mais peut réduire la résistance aux chocs thermiques.
-
Résistance à l'écrasement à froid (CCS): > 50 MPa pour les briques ; > 30 MPa pour les matériaux coulables après une cuisson/cure adéquate.
-
Conductivité thermiqueConductivité thermique : faible dans les couches d'isolation (< 0,5 W/m-K à la température de service), modérée dans les couches de travail (0,8-5 W/m-K en fonction de la composition). Les matériaux enrichis en carbure de silicium ont une conductivité thermique beaucoup plus élevée et ne doivent être utilisés que lorsqu'un transfert de chaleur rapide est souhaitable.
-
Coefficient de dilatation thermique (CTE)La structure de l'enveloppe de l'appareil est en acier inoxydable : les couches sont appariées afin de réduire les contraintes pendant le cycle de vie.
-
Non-mouillabilitéLes revêtements de surface et les produits chimiques qui découragent le mouillage de l'aluminium ; des revêtements contenant du carbone ou des revêtements anti-mouillage peuvent être ajoutés.
3.2 Composition chimique et considérations sur les phases
-
Haute teneur en alumine (Al₂O₃) résistent aux scories acides et sont couramment utilisées dans les zones de contact.
-
Magnésie (MgO) résistent aux scories basiques et ont une résistance favorable à l'aluminium en fusion lorsqu'ils sont conçus avec des phases spinelles.
-
Spinelle (MgAl₂O₄) améliore la stabilité thermomécanique et la résistance à la corrosion dans les environnements mixtes.
4. Familles réfractaires : caractéristiques, fenêtres de fonctionnement, avantages et inconvénients
Nous décrivons ci-dessous les principales classes pertinentes pour les fours à aluminium et les règles de sélection pratiques pour chacune d'entre elles.
4.1 Briques moulées à haute teneur en alumine
Caractéristiques : Phases de corindon denses, disponibles dans les nuances 45-90% Al₂O₃ ; résistance mécanique et réfractarité élevées. Application typique dans les zones de travail des fours de fusion.
Avantages : Bonne résistance aux attaques chimiques des environnements riches en alumine, haute résistance et stabilité dimensionnelle.
Limites : Peut nécessiter des revêtements anti-mouillage pour empêcher la pénétration des métaux ; plus cher que certains monolithiques.
4.2 Produits moulés à base de magnésie et de magnésie-spinelle
Caractéristiques : Formulations de MgO et de spinelle conçues pour résister au laitier basique et au métal. Les produits coulés à faible teneur en ciment ou à teneur ultra-faible en ciment offrent une meilleure résistance à haute température et un retrait moindre.
Avantages : Bonne résistance à la pénétration des flux et des métaux dans certains flux de recyclage.
Limites : Résistance aux chocs thermiques inférieure à celle de certaines qualités d'alumine ; la sensibilité à l'hydratation pendant le stockage et l'installation doit être contrôlée.
4.3 Produits coulés à base d'alumine et de silicate (faible teneur en ciment)
Caractéristiques : Largement utilisé en raison de sa disponibilité et de ses propriétés équilibrées. Les formulations modernes à faible teneur en ciment et sans ciment réduisent les phases de ciment d'aluminate de calcium qui peuvent être faibles en présence de fondants.
Avantages : Rentable et adaptable ; convient bien aux zones supérieures des fours sans contact direct avec le métal.
Limites : Vulnérable à certaines chimies de flux par rapport aux systèmes à haute teneur en alumine ou en spinelle de magnésie.
4.4 Masse et produits à couler contenant du carbure de silicium
Caractéristiques : Le SiC augmente la conductivité thermique et la résistance à l'abrasion ; il est utilisé dans les domaines où un transfert de chaleur rapide ou une résistance à l'érosion sont nécessaires. Une conductivité thermique élevée peut accroître les pertes de chaleur en cas d'application incorrecte.
Avantages : Excellente résistance à l'abrasion ; utile pour les trous de taraudage ou les zones à forte usure mécanique.
Limites : Le SiC s'oxyde dans l'air à haute température s'il n'est pas protégé, et une conductivité élevée peut augmenter la consommation d'énergie.
4.5 Réfractaires et revêtements contenant du carbone ou du graphite
Caractéristiques : Les phases de carbone réduisent le mouillage et résistent à la pénétration de l'aluminium en fusion ; elles sont souvent appliquées sous forme de revêtement ou dans des mélanges à base de carbone.
Avantages : Réduit l'infiltration et le mouillage des métaux ; convient aux surfaces de contact lorsque les risques d'oxydation sont gérés.
Limites : Le carbone s'oxyde en présence d'oxygène ; des atmosphères ou des revêtements étanches et protecteurs sont nécessaires.

5. Lignes directrices concernant l'architecture et l'épaisseur des revêtements
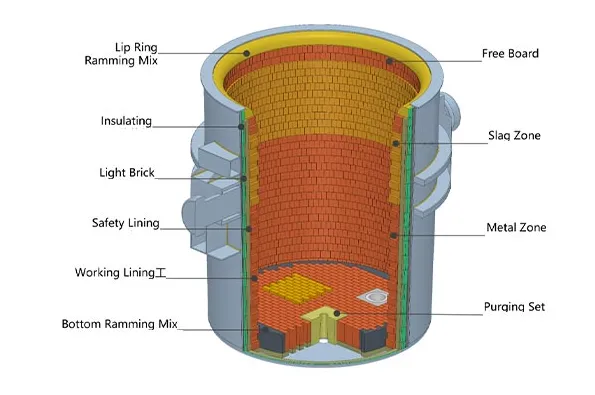
Une doublure robuste est constituée de plusieurs couches. Chaque couche remplit une fonction différente : travail, sécurité/secours, isolation et coque en acier. La configuration typique et les épaisseurs pratiques sont indiquées ci-dessous.
5.1 Empilement multicouche typique (extérieur → intérieur)
-
Coque en acier - corps du four
-
Couche d'isolation - fibre céramique de faible densité ou matériau moulé isolant, réduisant la perte de chaleur
-
Couche de sauvegarde - des pièces moulées ou des briques denses qui fournissent un support structurel
-
Couche de travail - brique de haute alumine ou spinelle dense coulable en contact direct avec le métal
5.2 Exemples d'épaisseur (valeurs typiques)
-
Couche de travailLes températures sont comprises entre 25 et 100 mm dans les zones de fusion ; elles sont plus élevées dans les zones d'alimentation et de brûlage.
-
Couche de sauvegarde: 50-150 mm en fonction de la taille du four.
-
IsolationLes modules de fibres céramiques sont des couches de 25 à 75 mm de matériau à faible conductivité thermique ou des couches plus épaisses.
Remarque : il s'agit de valeurs de départ. L'épaisseur réelle doit tenir compte du diamètre du four, de la disposition du brûleur, du bilan thermique et de la manipulation mécanique. Il est recommandé d'utiliser un modèle thermique lors de la conception.
6. Protocoles d'installation, de durcissement et de mise en service
La qualité de l'installation est souvent plus importante que la chimie du produit. Les étapes suivantes sont couramment utilisées dans les travaux réfractaires professionnels.
6.1 Contrôle de qualité avant l'installation
-
Vérifier les certificats des matériaux : composition chimique, taille des particules, porosité apparente, teneur en liant et calendrier de durcissement recommandé.
-
S'assurer que la géométrie du substrat et de l'enveloppe est conforme aux tolérances.
-
Conserver les matériaux au sec ; les produits monolithiques réagissent à l'humidité pendant le transport et le stockage.
6.2 Meilleures pratiques d'installation
-
Utiliser des maçons réfractaires expérimentés et suivre les recommandations du fabricant en matière d'encastrement et de jointoiement.
-
Pour les produits coulés, suivre les techniques de coulée en bloc, de bourrage ou de gunitage spécifiées par le fournisseur.
-
Chauffage progressif pendant le durcissement : rampes de température échelonnées pour chasser l'eau libre et chimiquement liée et pour fritter la matrice. Un chauffage rapide favorise les explosions de vapeur et l'écaillage.
6.3 Traitements de surface anti-mouillage
-
Appliquer des revêtements anti-mouillage certifiés sur la surface de travail lorsque cela est recommandé. Les revêtements réduisent la pénétration des métaux et prolongent la durée de vie ; le choix doit correspondre à la chimie du réfractaire de base.
7 Inspection, surveillance et entretien de routine
Un programme d'inspection proactif prolonge la durée de vie du revêtement et améliore la sécurité.
7.1 Calendrier d'inspection
-
Visuel quotidienLes points chauds, l'écaillage ou l'écaillage à proximité des brûleurs et des robinets sont à rechercher.
-
HebdomadaireLes températures de la coquille sont mesurées à des endroits clés et les tendances sont consignées dans un registre.
-
MensuelLes inspections à l'endoscope : effectuer des inspections limitées à l'endoscope des zones critiques.
-
Fermeture prévueInspection interne complète et mesure de l'épaisseur.
7.2 Indicateurs d'état
-
Augmentation de la température de l'enveloppe à point de fonctionnement constant
-
Fissures nouvelles ou élargies, écaillage localisé
-
Changements dans la consommation de carburant en corrélation avec la perte de chaleur de l'enveloppe
-
Pénétration fréquente de sable ou de crasse
7.3 Tactique de réparation
-
Rattrapage à froid pour les défauts de surface mineurs en utilisant des mélanges de battage.
-
Reconstruction des sections lors de l'entretien planifié en cas d'érosion profonde.
-
Toujours réappliquer les revêtements anti-mouillage après la réparation et les réticuler selon les instructions du fabricant.
8 Coût du cycle de vie, liste de contrôle des achats et tests d'assurance qualité
8.1 Principe du coût du cycle de vie
Comparez le coût total par jour de fonctionnement plutôt que le prix d'achat seul. Tenez compte du coût des matériaux, des heures d'installation, du temps d'arrêt du four, de la perte d'énergie due à une mauvaise isolation et de la perte de ferraille/métal due à la contamination. Un coût de revêtement initial légèrement plus élevé peut se traduire par un coût inférieur par tonne fondue.
8.2 Liste de contrôle pour la passation des marchés (tableau ci-dessous)
| Objet | Exigence minimale |
|---|---|
| Certificats de matériaux | Analyse chimique, réfractarité, densité apparente |
| Données sur la porosité | Porosité ouverte et absorption d'eau |
| Essais mécaniques | Résistance à l'écrasement à froid, module de rupture |
| Propriétés thermiques | Conductivité thermique à la température de service, CTE |
| Instructions d'installation | Calendrier de durcissement, limites de l'eau de mélange, outillage |
| Garantie et service | Période de garantie du fournisseur et assistance sur site |
| Option anti-mouillage | Revêtements recommandés et méthode d'application |
8.3 Tests d'assurance qualité à demander au fournisseur
-
Échantillon de coupons de face chaude testés pour l'infiltration d'aluminium en fusion (test d'infiltration en laboratoire)
-
Essais normalisés d'abrasion et de corrosion (si disponibles)
-
Vérification de la teneur en liant et en ciment dans les bétons à faible teneur en ciment
9. Considérations relatives à la santé, à la sécurité et à l'environnement
-
Stocker les monolithes dans des conditions sèches et utiliser des EPI appropriés pendant le mélange pour éviter l'exposition aux poussières respirables.
-
Les fibres céramiques et les matériaux d'isolation nécessitent une protection respiratoire et une coupe contrôlée.
-
Éliminer les matériaux réfractaires usagés conformément aux réglementations locales ; les matériaux réfractaires contaminés par des résidus métalliques peuvent faire l'objet d'une réglementation sur les déchets dangereux dans certaines juridictions.
10. Tableaux : comparaison des matériaux, fenêtres thermiques et exemple de cycle de vie
Tableau 1. Matrice comparative des réfractaires de fours courants
| Famille de matériaux | Température maximale typique en continu (°C) | Porosité ouverte (%) | Avantages | Limites |
|---|---|---|---|---|
| Briques à haute teneur en alumine (60-75% Al₂O₃) | 1750-1850 | 8-15 | Solide, résistant à la corrosion des scories riches en alumine | Peut nécessiter un revêtement anti-mouillage |
| Coulée de magnésie et d'étain | 1700-1850 | 10-18 | Bonne résistance aux scories de base et à la pénétration des métaux | Faible résistance aux chocs thermiques |
| Coulée d'alumine-silicate à faible teneur en ciment | 1600-1750 | 10-20 | Rentable et polyvalent | Vulnérable à certains flux chimiques |
| Coulée/ramage contenant du SiC | 1500-1750 | 6-12 | Résistance à l'abrasion, conductivité élevée | Risque d'oxydation ; peut augmenter la perte de chaleur |
| Mélanges / revêtements à base de carbone | >1600 | 2-8 | Réduire le mouillage et la pénétration | Risque d'oxydation ; nécessite une protection |
(Les valeurs sont des fourchettes pratiques de l'industrie ; la sélection finale devrait utiliser les données d'essai du fournisseur).
Tableau 2 : Exemples de conductivité thermique typique à des températures de service
| Matériau | Environ k à 500-800°C (W/m-K) |
|---|---|
| Module de fibre isolante | 0.04-0.5 |
| Coulée d'alumine à faible teneur en ciment | 0.8-2.0 |
| Brique dense à haute teneur en alumine | 1.5-3.5 |
| Pisé enrichi en SiC | 5-12 |
(Le SiC augmente considérablement la conductivité, ce qui n'est pas forcément souhaitable dans les conceptions sensibles à l'énergie).
Tableau 3. Exemple simple de coût du cycle de vie (à titre indicatif)
| Scénario | Coût d'achat (matériel + installation) | Durée de vie prévue (mois) | Pénalité énergétique par mois | Coût total sur 24 mois |
|---|---|---|---|---|
| Matériaux coulables à faible coût | $10k | 6 | $800 | $10k + 4 × $800 = $13,2k |
| Spinelle de qualité supérieure/alumine élevée | $18k | 24 | $300 | $18k + 24 × $300 = $25.2k |
Interprétation : Même si le prix d'achat est plus élevé, une durée de vie plus longue et une perte d'énergie plus faible réduisent généralement le coût par tonne fondue. Ces chiffres sont des exemples simplifiés ; il convient d'utiliser des modèles d'énergie et de temps d'arrêt spécifiques au site pour prendre des décisions.
11. Spécifications pour les hautes températures : Choisir le bon matériau
Pour sélectionner la formulation exacte, il faut analyser la zone spécifique de l'environnement de fusion ou de maintien. Les exigences diffèrent considérablement entre la zone d'impact direct sur la sole d'un four, les parois latérales supérieures exposées à la chaleur radiante et les systèmes de transfert complexes tels que les laveurs.
Produits coulés à haute teneur en alumine ou en carbure de silicium
Les produits moulés à haute teneur en alumine dominent l'industrie en raison de leur excellent équilibre entre résistance mécanique et stabilité chimique. Les formulations contenant 80% à 85% Al2O3, soutenues par des systèmes de liants à faible teneur en ciment, offrent une densité exceptionnelle. Une densité élevée se traduit directement par une faible porosité, ne laissant aucun vide disponible pour accueillir les métaux liquides pénétrants.
À l'inverse, les réfractaires à base de carbure de silicium (SiC) offrent des avantages indéniables dans les zones spécialisées. Le SiC possède une conductivité thermique exceptionnelle et une résistance extrême à l'abrasion. Ces propriétés rendent le SiC très souhaitable dans les zones nécessitant un transfert de chaleur rapide, telles que les fours à moufle ou les protections spécifiques des tubes radiants. Cependant, le SiC reste sensible à l'oxydation à certaines températures, ce qui nécessite des revêtements de glaçage spécialisés pour maintenir la longévité.
Isolation et efficacité thermique
Les coûts énergétiques dominent les paramètres financiers des fonderies d'aluminium. Le revêtement réfractaire doit contenir le métal liquide en toute sécurité tout en empêchant l'énergie thermique de s'échapper dans l'environnement. Cette exigence impose la conception d'un revêtement multicouche.
La face chaude est constituée d'un matériau coulé dense et lourd, conçu pour résister à l'usure physique et aux attaques chimiques. Derrière cette couche de défense primaire, les ingénieurs installent des réfractaires isolants. Ces couches d'appui utilisent des panneaux légers de silicate de calcium, des matelas de fibres céramiques ou des panneaux isolants microporeux. En réduisant considérablement le profil de conductivité thermique entre la face chaude et la coque en acier, la température externe de la coque tombe en dessous de 80°C. Cette conservation de l'énergie thermique signifie que les brûleurs fonctionnent moins souvent, ce qui réduit considérablement la consommation de gaz naturel.
Tableau 2 : Matrice de comparaison des propriétés des matériaux
| Métrique de la propriété | LCC à haute teneur en alumine (85%) | Carbure de silicium (SiC) coulable | Isolant léger coulable |
| Densité apparente (g/cm³) | 2.85 | 2.65 | 1.10 |
| Résistance à l'écrasement à froid (MPa) | 85.0 | 95.0 | 15.0 |
| Porosité (%) | 12% | 15% | 45% |
| Conductivité thermique (W/m-K) | 2.5 | 15.0 | 0.4 |
| Température de service maximale (°C) | 1600 | 1500 | 1200 |
| Zone d'application primaire | Foyer, parois latérales inférieures | Blocs de frappe, tampons d'impact | Isolation de secours |
12. Procédures d'application et d'installation
Une formulation réfractaire de qualité supérieure se dégrade rapidement si elle n'est pas installée correctement. Le respect strict des protocoles de mélange, de mise en place et de durcissement détermine le succès opérationnel final. Les usines de fabrication préfèrent de plus en plus des méthodes d'installation hautement contrôlées.
Ratios de mélange optimaux et qualité de l'eau
L'eau agit strictement pour initier l'hydratation du ciment d'aluminate de calcium. Tout excès d'eau au-delà de l'exigence chimique crée des vides pendant la phase de séchage, augmentant la porosité et détruisant la résistance mécanique. Les bétons haute performance à faible teneur en ciment exigent un ratio d'eau extrêmement précis, généralement compris entre 4,5% et 5,5% en poids.
Les opérateurs doivent utiliser de l'eau propre et potable. Les impuretés, en particulier les chlorures ou les matières organiques, perturbent la cristallisation des phases du ciment, retardant le temps de prise et compromettant la résistance ultime. Les malaxeurs doivent fonctionner avec précision : trois minutes de malaxage à sec pour disperser les composants fins de la matrice, suivies de quatre à cinq minutes de malaxage humide. Un malaxage excessif génère un excès de chaleur qui provoque une prise prématurée à l'intérieur du malaxeur.
Techniques de mise en place et compactage
Pour garantir une densité maximale, l'installation nécessite des vibrateurs à haute fréquence. Lorsque la matière coulable thixotrope s'écoule dans le moule, les vibrations forcent les bulles d'air piégées à monter et à s'échapper. Une vibration adéquate liquéfie temporairement le matériau, ce qui lui permet de remplir des géométries complexes, en particulier autour des blocs brûleurs et des assemblages de trous de coulée. Il faut veiller à éviter la sur-vibration, qui provoque la ségrégation des agrégats et laisse une couche faible, riche en ciment, à la surface.
Courbes de durcissement et programmes de cuisson
Une fois mis en place, le matériau doit durcir. Le durcissement nécessite un repos non perturbé à des températures ambiantes (idéalement 20°C à 25°C) pour permettre aux liaisons cimentaires de se former correctement. Cette phase dure généralement de 24 à 48 heures. Couvrir les surfaces exposées avec des feuilles de plastique permet d'éviter une perte d'humidité prématurée.
Le programme de cuisson, ou procédure d'assèchement, représente la phase la plus critique avant l'introduction de l'aluminium en fusion. Le processus de chauffage doit soigneusement évaporer l'eau libre, puis l'eau chimiquement combinée, sans générer de pression de vapeur interne susceptible de provoquer un écaillage explosif.
Une courbe de cuisson standard implique
-
Chauffer à une vitesse de 15°C par heure jusqu'à atteindre 150°C.
-
Maintenir à 150°C pour permettre à l'eau mécanique libre de s'évacuer complètement.
-
Rampe de 20°C par heure jusqu'à 350°C.
-
Maintien à 350°C pour libérer l'eau chimiquement liée aux hydrates de ciment.
-
Montée finale à 40°C par heure jusqu'à la température de fonctionnement, assurant l'établissement des liaisons céramiques.
13. Intégration avec l'équipement AdTech
AdTech conçoit des équipements de traitement de l'aluminium en fusion de première qualité. L'efficacité de ces systèmes dépend fortement de la qualité des revêtements réfractaires internes. Les unités de dégazage, les boîtiers de filtration et les laveurs de transfert de fluides subissent des contraintes dynamiques uniques par rapport aux fours de maintien statiques.
Réfractaires en Unités de dégazage
Systèmes de dégazage en ligne utilisent un rotor en graphite en rotation pour injecter un gaz inerte (généralement de l'argon ou de l'azote) dans l'aluminium en fusion, ce qui permet d'éliminer l'hydrogène dissous et de faire remonter les inclusions non métalliques à la surface. Le revêtement réfractaire à l'intérieur du caisson de dégazage est soumis à d'intenses turbulences. Le métal en fusion à grande vitesse frotte constamment les parois, menaçant de graves érosions mécaniques.
Les chambres de dégazage d'AdTech utilisent des formes réfractaires avancées, pré-coulées et pré-cuites. En coulant et en cuisant ces composants dans une installation de fabrication hautement contrôlée, la matrice structurelle atteint une perfection absolue avant d'être déployée. Ces formes préfabriquées utilisent des formulations à très faible teneur en ciment, fortement renforcées par des agents non mouillants. La densité extrême garantit que le métal liquide turbulent ne peut pas éroder la paroi, empêchant toute particule réfractaire de se détacher et de contaminer l'aluminium fondu hautement purifié.
Filtres en mousse céramique Structures de support
Filtres en mousse céramique (CFF) piègent physiquement les impuretés microscopiques. L'aluminium en fusion passe à travers ces réseaux céramiques complexes. Le bol du filtre, la structure qui retient le CFF, exige une stabilité dimensionnelle parfaite. Si le revêtement réfractaire se déforme ou se fissure, le métal en fusion peut contourner entièrement le filtre, ruinant ainsi l'ensemble de la coulée. Les pièces coulées destinées à devenir des composants aérospatiaux ou des feuilles ultrafines ne tolèrent aucune inclusion. AdTech conçoit des caissons filtrants dotés d'une isolation microporeuse spécialisée soutenue par des faces chaudes rigides et non mouillantes, assurant une étanchéité parfaite autour du média filtrant et maintenant une température constante afin d'éviter le gel prématuré du métal.
Systèmes de blanchiment et rétention thermique
Les réseaux de lavage transportent l'aluminium liquide du four de fusion, à travers les unités de dégazage et de filtration, directement vers la station de coulée. La perte de chaleur au cours de ce trajet constitue une grave menace. La baisse des températures oblige les opérateurs à surchauffer le métal dans le four primaire, ce qui gaspille des quantités massives d'énergie et augmente la porosité du gaz dans la matière fondue.
Les segments de lavage d'AdTech utilisent des revêtements composites de haute technicité. La face chaude est constituée d'une couche mince et exceptionnellement résistante de matériau coulé non mouillant. Immédiatement derrière cette couche se trouve une isolation en aérogel ou en panneau microporeux très avancée. Cette configuration spécifique garantit que la chute de température sur l'ensemble du réseau de laveur reste négligeable, ce qui assure des conditions de coulée impeccables à l'extrémité terminale.
14. Matrice de dépannage et solutions
Malgré la mise en œuvre de matériaux avancés, les conditions de fonctionnement difficiles finissent par provoquer de l'usure. Le traitement rapide des anomalies permet d'éviter que des dommages localisés ne se transforment en défaillance catastrophique de l'équipement. Le diagnostic de la cause première dicte la bonne stratégie de réparation.
Diagnostic de la fissuration et de l'écaillage des matériaux réfractaires
Les fissures se manifestent sous diverses formes, chacune indiquant un mécanisme de défaillance différent. Les fissures superficielles capillaires résultent généralement d'une dilatation et d'une contraction thermiques normales ; elles menacent rarement l'intégrité de la structure. En revanche, des fissures profondes et pénétrantes, parallèles à la face chaude, indiquent un écaillage thermique. Ce phénomène se produit lorsque les gradients de température dépassent la résistance à la traction du matériau, ce qui est souvent dû à un chauffage trop rapide du four pendant la phase initiale de séchage ou à l'exposition de la face chaude à des courants d'air froid soudains.
Des fissures structurelles traversant toute la profondeur du revêtement indiquent une défaillance mécanique. Ces dommages résultent généralement de pratiques de nettoyage agressives utilisant des outils en acier lourd, ou d'impacts sévères dus à des opérations de chargement de chariots élévateurs à fourche. L'identification de la morphologie des fissures permet aux équipes de maintenance d'ajuster directement les procédures opérationnelles.
Stratégies de réparation : Rattraper efficacement les revêtements usés
Lorsque des zones ciblées présentent une usure importante, le remplacement total reste inutile et économiquement inefficace. Le rapiéçage localisé permet de rétablir rapidement la fonctionnalité.
Pour exécuter un correctif avec succès :
-
Préparation : Les opérateurs doivent rigoureusement enlever tous les réfractaires détachés, endommagés et infiltrés d'aluminium. La zone de réparation doit exposer un matériau matriciel vierge et propre. La création d'une géométrie en queue d'aronde ou en contre-dépouille garantit le verrouillage mécanique de la nouvelle pièce.
-
Nettoyage : Éliminer toute la poussière à l'aide d'air comprimé.
-
Application : Appliquer un composé de ragréage spécialement formulé. Ces composés se caractérisent par un mécanisme de liaison chimique, utilisant souvent des liants phosphatés, qui adhèrent de manière agressive aux réfractaires durcis existants sans nécessiter une chaleur importante pour durcir.
-
Le séchage : Laisser la pièce sécher à l'air libre conformément au protocole du fabricant, puis appliquer une chaleur localisée à l'aide d'un brûleur portable pour éliminer l'humidité avant de remettre l'appareil en service.
Tableau 3 : Protocoles de dépannage et actions de diagnostic
| Mode de défaillance observé | Cause fondamentale probable | Action diagnostique immédiate | Stratégie de réparation recommandée |
| Accumulation importante de corindon | Agent non mouillant appauvri, porosité élevée | Vérifier les températures de fonctionnement, rechercher les points chauds locaux | Ébrécher sur une base propre, appliquer une rustine non mouillante à base de phosphate. |
| Éclatement de la surface (écaillage) | Chauffage rapide pendant le séchage, choc thermique | Examen des registres de cuisson, vérification du fonctionnement des portes | Enlever les flocons détachés, appliquer une fine couche de protection. |
| Fissures structurelles profondes | Impact mécanique pendant le chargement ou le nettoyage | Respecter les procédures de chargement, inspecter les outils de manutention | Rupture locale totale de la coque en acier, refonte avec du LCC à haute résistance |
| Pertes de chaleur excessives (Hot Shell) | Rupture de l'isolation de secours, pénétration du métal | Réalisation d'une imagerie thermographique sur l'enveloppe extérieure | Nécessite un arrêt ; retirer la face chaude et remplacer l'isolation endommagée |
| Dérivation métallique autour du CFF | Déformation dimensionnelle de l'assise de la cuve du filtre | Mesurer physiquement les tolérances d'assise | Remise en état de la surface des sièges à l'aide d'un composé moulable de précision |
15. Analyse économique et optimisation des achats
S'approvisionner en matériaux réfractaires en se basant uniquement sur le coût initial par tonne garantit des pertes financières à long terme. La véritable mesure du succès est le coût total de possession (TCO), calculé en évaluant la durée de vie du revêtement, l'énergie économisée grâce à une isolation supérieure et la réduction des temps d'arrêt pour maintenance.
Stratégies de calcul des coûts du cycle de vie
Les bétons de haute pureté, non mouillants, enrichis de sulfate de baryum ont un prix d'achat initial plus élevé que les matériaux en argile réfractaire conventionnels. Cependant, les matériaux conventionnels doivent être remplacés fréquemment. Un revêtement standard peut s'avérer totalement défaillant en l'espace de douze mois en raison d'une grave infiltration de corindon. Un revêtement à haute teneur en alumine approuvé par AdTech, correctement entretenu, fonctionne régulièrement au-delà de trente-six mois.
Les responsables des achats doivent calculer les coûts de main-d'œuvre associés au démontage et à la réinstallation, la perte de revenus de production pendant les arrêts de plusieurs jours et le carburant gaspillé pour réchauffer un four froid. Lorsque l'on analyse ces variables, les réfractaires de première qualité démontrent un retour sur investissement massif.
Contrôle de la qualité et essais normalisés
Pour évaluer les fiches techniques des matériaux, il faut comprendre les protocoles d'essai spécifiques. Les fonderies doivent exiger la conformité aux normes strictes de l'American Society for Testing and Materials (ASTM).
-
L'ASTM C20 mesure la porosité apparente et la densité apparente. Une porosité plus faible garantit une meilleure résistance à la pénétration du métal liquide.
-
L'ASTM C133 teste la résistance à l'écrasement à froid et le module de rupture. Des valeurs élevées garantissent la résistance aux abus mécaniques.
-
La norme ASTM C704 évalue la résistance à l'abrasion, essentielle pour les zones soumises à un écoulement de fluide à grande vitesse ou à un raclage mécanique.
En exigeant une documentation d'essai rigoureuse, les installations obtiennent des matériaux parfaitement adaptés pour survivre aux réalités brutales du traitement de l'aluminium en fusion.
16. Tendances futures des réfractaires de fonderie d'aluminium
L'industrie s'efforce continuellement d'améliorer l'efficacité et d'imposer des contrôles environnementaux plus stricts. Les progrès de la nanotechnologie sont extrêmement prometteurs pour l'évolution des réfractaires monolithiques. L'incorporation de nano-silice ou de nano-alumine dans la matrice du liant crée des structures de pores exceptionnellement serrées, permettant d'atteindre des porosités inférieures à 8%. Cette densité microscopique constitue une barrière presque impénétrable à l'aluminium liquide.
En outre, les produits coulés à écoulement automatique réduisent la dépendance à l'égard des équipements vibratoires externes. Ces mélanges hautement techniques s'écoulent comme de l'eau sous leur propre poids, remplissant parfaitement les géométries complexes autour des rotors de dégazage et des transitions des laveurs. Cette innovation garantit une densité parfaitement uniforme sur l'ensemble de la coulée, éliminant ainsi toute erreur humaine au cours du processus d'installation.
AdTech reste activement impliqué dans l'intégration de ces technologies céramiques avancées directement dans leurs portefeuilles de filtration et de dégazage, établissant continuellement des références plus élevées en ce qui concerne la pureté du métal fondu et l'efficacité opérationnelle. En donnant la priorité à la science métallurgique de pointe, les producteurs d'aluminium s'assurent un avantage décisif sur un marché mondial hautement compétitif.
17. Questions fréquemment posées
Réfractaires de fusion d'aluminium : FAQ technique 10/10
1. Quel est le type de réfractaire le mieux adapté à la fusion de l'aluminium ?
Il n'y a pas de meilleure solution universelle. Les matériaux à forte teneur en alumine et les matériaux coulés à base de magnésie et d'étain sont souvent les plus performants dans les zones de travail. Le meilleur choix dépend de la chimie de la ferraille, de l'utilisation de flux et de la gestion thermique. Les essais d'infiltration en laboratoire et les plaques pilotes réduisent les risques avant le remplacement complet.
2. Quelle épaisseur de revêtement dois-je spécifier pour un four de fusion par induction de 2 tonnes ?
3. Quelle est l'importance de la porosité dans le choix de la couche de travail ?
Très important. Une porosité ouverte plus faible réduit le risque d'infiltration de métal. Viser 8-15% dans les faces de travail. Une porosité extrêmement faible peut affecter la tolérance aux chocs thermiques, un équilibre est donc nécessaire.
4. Dois-je utiliser du carbure de silicium dans mon revêtement ?
5. Les revêtements anti-mouillage valent-ils le coût ?
Oui, dans de nombreuses applications en aluminium. Ils réduisent la pénétration du métal et prolongent la durée de vie du revêtement, en particulier lorsque le réfractaire de base n'est pas intrinsèquement non mouillant. Il convient de toujours suivre les instructions du fournisseur de revêtement et de réappliquer le revêtement après les réparations.
6. Quelles sont les causes d'une défaillance réfractaire soudaine ?
7. Comment dois-je vérifier les données du fournisseur ?
8. Un revêtement en briques moulées est-il préférable à un revêtement monolithique ?
9. À quelle fréquence dois-je inspecter la doublure ?
Des contrôles visuels quotidiens, un enregistrement thermique hebdomadaire et une inspection mensuelle à l'aide d'un endoscope sont de bonnes pratiques. Programmer les inspections majeures lors des arrêts planifiés.
10. Les améliorations des matériaux réfractaires peuvent-elles réduire la consommation d'énergie ?
Oui. L'amélioration de l'isolation, la réduction de la température de l'enveloppe et la diminution des pertes de chaleur grâce à un revêtement optimisé permettent de réduire la consommation de combustible et d'électricité et d'améliorer les temps de fusion. Effectuez un audit des pertes de chaleur pour quantifier les économies réalisées.
Liste de contrôle de l'ingénierie finale (rapide)
-
Définir la ligne de base pour la chimie des déchets et des flux.
-
Sélectionner les familles réfractaires candidates et demander des essais d'infiltration en laboratoire.
-
Spécifiez la porosité, la densité, la CCS, la conductivité thermique et la correspondance CTE.
-
Préparer le calendrier d'installation et de cure échelonnée dans le contrat du fournisseur.
-
Exiger une assistance technique sur place lors de la première reconstruction.
-
Mettre en œuvre le plan de surveillance : thermocouples de coque, enregistrements visuels, endoscopie.
-
Suivre la consommation d'énergie et les temps d'arrêt avant et après l'installation pour calculer le retour sur investissement.
Références et lectures suggérées
Les principales références industrielles et techniques consultées lors de la préparation de ce résumé comprennent des documents techniques et des conseils de fabricants sur la sélection et l'entretien des réfractaires dans les fours à aluminium ; les sources représentatives comprennent des PDF sur la conception pratique des réfractaires, des notes de fournisseurs de l'industrie sur la sélection des réfractaires, et des revues de la science des matériaux sur la résistance à la corrosion. Exemples utilisés lors de la préparation : amorces réfractaires techniques et revue industrielle de la résistance à la corrosion des réfractaires.
