Filtres céramiques poreux offrent une méthode fiable et rentable pour éliminer les inclusions non métalliques et contrôler l'écoulement du métal dans les moulages en aluminium, améliorant ainsi le rendement, réduisant les retouches et augmentant l'intégrité mécanique des pièces moulées ; lorsqu'ils sont adaptés à la taille des pores, à la composition chimique des matériaux et aux pratiques d'installation appropriées, ces filtres permettent d'obtenir des moulages de qualité constante et de réaliser des économies mesurables pour les fonderies.
1. Qu'est-ce qu'un filtre céramique poreux ?
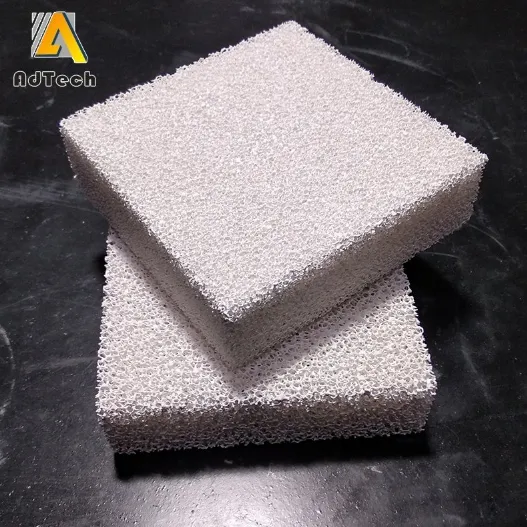
A céramique poreuse Le filtre est un bloc ou un disque rigide en céramique conçu pour contenir un réseau de vides interconnectés. Le métal en fusion s'écoule à travers ces canaux sinueux ; les particules plus grosses que les ouvertures effectives des pores sont capturées par rétention physique et par adhérence aux surfaces des entretoises, tandis que le filtre réduit également les turbulences et favorise le remplissage laminaire du moule. Résultat : moins d'inclusions, moins d'oxyde entraîné et une porosité réduite dans les pièces moulées finies.
Concepts clés
-
Structure à cellules ouvertes : La structure interne contient des pores reliés entre eux qui permettent la circulation tout en exposant une grande surface.
-
Capture de jambe de force : Des entretoises microscopiques piègent les inclusions par interception et adhérence.
-
Conditionnement du flux : Le lit poreux uniformise la vitesse d'écoulement et réduit les éclaboussures qui génèrent des oxydes.
2. Compositions chimiques courantes des céramiques et fabrication des filtres
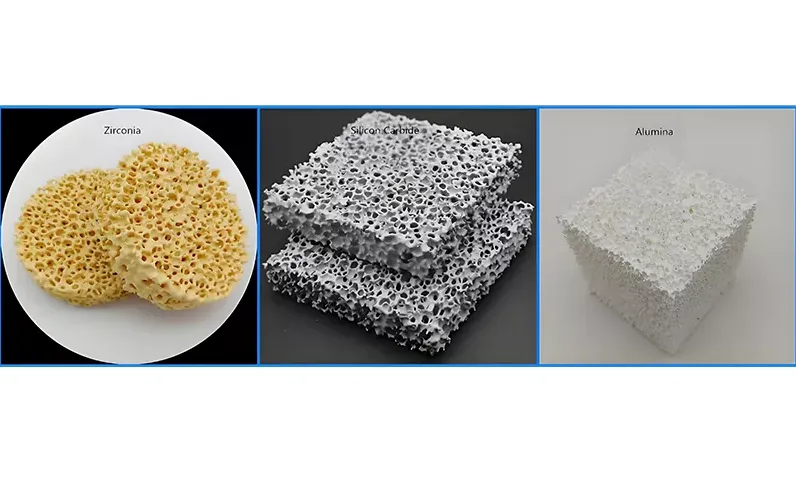
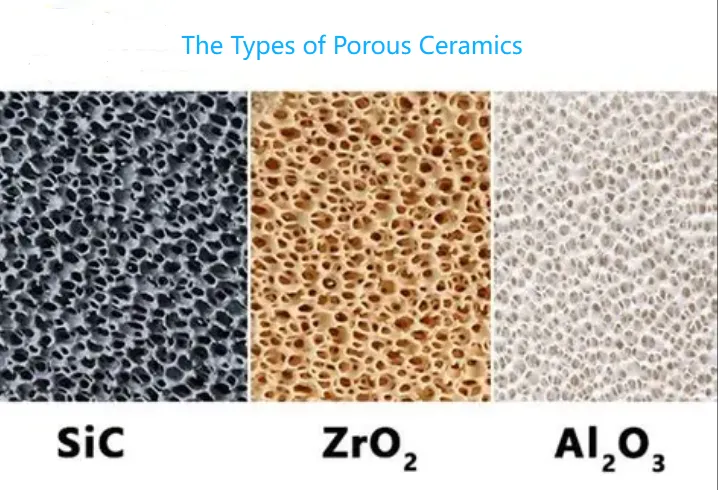
Les filtres poreux pour l'aluminium sont généralement fabriqués à partir de céramiques à base d'alumine, d'alumine liée au phosphate, de carbure de silicium ou de compositions hybrides adaptées à la résistance aux chocs thermiques et à la compatibilité chimique avec les fontes d'aluminium. Le procédé de fabrication le plus courant pour les filtres en mousse céramique utilise un gabarit en mousse polymère sacrificielle imprégné d'une bouillie céramique ; après séchage et combustion du liant, la structure est frittée pour créer une mousse rigide à cellules ouvertes.
Choix des matériaux et compromis
-
Alumine (Al₂O₃): Excellente stabilité chimique avec l'aluminium et choix typique pour la filtration à usage général.
-
Alumine liée au phosphate (PBA) : Important sur le plan historique, performances éprouvées dans des conditions de fonderie.
-
Carbure de silicium (SiC) : Résistance accrue aux chocs thermiques, utile pour les alliages à haute température ou les conditions difficiles.
-
Variantes contenant de la zircone : Utilisé lorsque une résistance extrême à la corrosion ou un risque de contamination très faible sont nécessaires.
3. Architecture des pores, PPI, perméabilité et comment choisir la bonne taille de pores
La taille des pores est généralement exprimée en pores par pouce (PPI). Les plages typiques pour les filtres de coulée d'aluminium vont d'environ 10 PPI (plus grossiers) à plus de 70 PPI (très fins), en fonction des objectifs de filtration et de la perte de charge acceptable. Les pores plus fins capturent les inclusions plus petites, mais augmentent la résistance à l'écoulement ; un dimensionnement correct permet d'équilibrer l'efficacité de la capture avec le débit de coulée et la surface d'entrée.
Directives pratiques pour la sélection
-
10-20 PPI: Pour les coulées de sections lourdes, indice de fluidité élevé avec faible perte de charge requise.
-
20-30 PPI: Le plus courant pour les pièces moulées en alliage d'aluminium à usage général.
-
30 à 70 ppp : Pour les pièces à parois minces ou les applications hautement spécialisées où un minimum d'inclusions est essentiel.

Tableau 1 : Sélection typique de la taille des pores par type de moulage
| Type de moulage | PPI typique | Principal avantage | Mise en garde habituelle |
|---|---|---|---|
| Versements lourds et volumineux | 10-20 | Faible perte de charge, débit facile | Capture réduite des inclusions très fines |
| Pièces moulées en alliages généraux | 20-30 | Capture et flux équilibrés | Fonctionne pour de nombreuses chaînes de production |
| Pièces à parois minces ou pièces aérospatiales | 30-70 | Élimination élevée des inclusions, finition de surface améliorée | Une zone de gating plus grande ou des coulées plus lentes sont nécessaires. |
4. Physique de la filtration — comment le filtre élimine les défauts
Plusieurs mécanismes fonctionnent ensemble :
-
Tamisage mécanique : Les grosses particules sont bloquées par les ouvertures des pores.
-
Impact inertiel : Les particules ayant une impulsion s'écartent des lignes de courant et entrent en collision avec les entretoises.
-
Interception : Les petites particules suivent les lignes de courant, mais touchent et adhèrent aux surfaces.
-
Adhérence et forces de surface : L'humidification et l'interaction chimique provoquent l'adhérence des particules aux entretoises.
-
Lissage des flux : La réduction des turbulences limite la formation d'oxyde pendant le remplissage du moule.
Comprendre quel mécanisme prédomine aide les ingénieurs à choisir la taille des pores et la surface filtrante pour les inclusions ciblées.
A lire également : Prix du filtre en mousse céramique 2026.
5. Indicateurs de performance et leur corrélation avec la qualité
Les ingénieurs de fonderie suivent plusieurs indicateurs :
-
Efficacité de capture par inclusion : Fraction de non-métalliques éliminés.
-
Chute de pression (ΔP) : Résistance introduite à un débit donné ; importante pour la conception des poches et des moules.
-
Indices de propreté des métaux : Mesuré à l'aide de méthodes d'essai ultérieures telles que les normes de propreté ASTM ou l'analyse de fusion en laboratoire.
-
Amélioration du rendement : Réduction en pourcentage des rebuts et des retouches attribuable à la filtration.
Les fabricants indiquent qu'une filtration adéquate réduit les défauts non métalliques visibles et améliore les rendements d'usinage en aval. Le choix d'un PPI plus faible augmente généralement l'efficacité de capture, mais la surface de filtration et la géométrie des points d'injection doivent être ajustées pour éviter une perte de pression excessive.

6. Installation, géométrie des portes et meilleures pratiques de manipulation
Les performances du filtre dépendent fortement d'une installation et d'une manipulation correctes :
Placement et orientation
-
Les filtres font partie du système de distribution entre la poche/le canal de coulée et le canal de coulée du moule.
-
Utilisez si possible une zone de décantation en amont afin que les inclusions plus grosses tombent avant d'atteindre le filtre.
Gating et ratios de surface
-
Maintenez les rapports recommandés entre la surface filtrante et la surface d'étranglement afin de contrôler la vitesse d'écoulement. Une règle couramment utilisée consiste à multiplier par quatre la surface filtrante par rapport à la surface d'étranglement pour certaines pièces moulées minces ; pour les sections très minces, augmentez encore ce rapport.
Préchauffage et contrôle de la température
-
Préchauffez les filtres pour éliminer l'humidité et réduire le risque de choc thermique lors du premier contact avec la matière en fusion. Les températures de préchauffage typiques dépendent du matériau, mais sont souvent modestes (un bref séjour à 100-300 °C) afin d'éviter la formation soudaine de vapeur.
Précautions d'utilisation
-
Évitez les chocs mécaniques ; les mousses céramiques sont fragiles et peuvent se fissurer en cas de chute.
-
Conserver dans des étagères sèches et couvertes afin d'éviter toute contamination et absorption d'humidité.
Tableau 2. Liste de contrôle pour une installation rapide
| Étape | Action |
|---|---|
| 1 | Inspectez le filtre pour détecter d'éventuelles fissures ou la présence de corps étrangers. |
| 2 | Préchauffer selon les recommandations du fabricant. |
| 3 | Positionner le filtre dans le bon sens à l'intérieur du boîtier de déclenchement. |
| 4 | S'assurer que le rapport entre la surface filtrante et la surface d'étranglement est conforme aux spécifications. |
| 5 | Surveiller le débit et la perte de charge pendant les essais de coulée. |
| 6 | Remplacer le filtre en cas de dommages mécaniques ou d'encrassement important. |
7. Cas d'utilisation courants et remarques spécifiques aux alliages
Les filtres céramiques poreux sont utilisés dans une large gamme de pièces moulées en aluminium :
-
Matières premières moulées sous pression et coulées de billettes : Préfiltration avant traitement secondaire.
-
Moulages par gravité et à basse pression : Améliorer l'aspect de la surface et éliminer les inclusions internes.
-
Alliages hautement performants pour l'aérospatiale et l'automobile : Des filtres très fins associés à des traitements de fusion rigoureux permettent d'obtenir des propriétés haut de gamme.
Notes sur les alliages :
-
Les alliages à forte teneur en silicium peuvent former des intermétalliques fins ; choisissez des pores plus fins lorsque l'aspect de la surface est essentiel.
-
Pour les alliages à haute teneur en magnésium, assurez-vous de la compatibilité chimique et d'un préchauffage suffisant afin d'éviter toute réaction.
8. Intégration des processus : synergie entre le dégazage, le fluxage et la filtration
La filtration est plus efficace lorsqu'elle est associée à une gestion adéquate de la matière fondue :
-
Dégazage : Élimine l'hydrogène dissous susceptible de former des pores. Placez les opérations de dégazage en amont de la filtration afin d'éviter que les bulles de gaz n'obstruent les filtres.
-
Fluxage et écumage : Éliminer les scories avant que la fonte n'entre dans la phase de filtration.
-
Contrôle thermique : Maintenir une température de fusion constante afin d'éviter les changements de viscosité qui modifient le comportement d'écoulement à travers le filtre.
Lorsque ces pratiques sont intégrées, la durée de vie et l'efficacité des filtres s'améliorent et la propreté globale de la masse fondue augmente.

9. Inspection, durée de vie, modes de défaillance et dépannage
Déclencheurs à vie et de remplacement
-
Dans la plupart des fonderies, les filtres sont à usage unique. Remplacez-les après chaque coulée ou lorsqu'une augmentation significative de la pression indique un colmatage.
-
Les dommages mécaniques liés à la manipulation sont une cause fréquente de rejet.
Modes de défaillance courants
-
Fissuration due au choc thermique : Provoqué par des filtres froids ou humides entrant en contact avec du métal chaud.
-
Encrassement excessif : Augmentation rapide de la pression, vitesses de coulée plus lentes ou filtres trop fins pour la zone d'entrée.
-
Canalisation : Débit irrégulier contournant certaines parties du filtre en raison d'un mauvais ajustement ou d'une structure fracturée.
Tableau de dépannage
| Symptôme | Cause probable | Mesures correctives suggérées |
|---|---|---|
| Pic de pression soudain | Pores obstrués ou scories emprisonnées | Augmenter la surface filtrante, vérifier l'écumage en amont |
| Résidus de filtre visibles sur la pièce moulée | Fragments de filtre ou mauvais positionnement | Inspecter le filtre pour détecter tout dommage, changer la méthode de fixation |
| Porosité accrue malgré le filtre | Teneur en gaz, pas inclusions | Vérifier le système de dégazage et les niveaux d'hydrogène |
| Usure ou érosion rapide | Incompatibilité chimique ou turbulence | Utiliser du SiC ou un produit chimique de qualité supérieure, verser lentement. |
10. Argument économique — équilibre entre coûts et avantages
Les filtres céramiques poreux sont peu coûteux par rapport à l'amélioration du rendement de coulée et à la réduction des retouches. Facteurs de valeur typiques :
-
Taux de rebut plus faibles grâce à la réduction des défauts liés à l'inclusion.
-
Réduction des rebuts d'usinage grâce à une meilleure solidité interne.
-
Qualité prévisible permettant l'utilisation de pièces haut de gamme plus coûteuses.
Un modèle de rentabilité simple compare le coût du filtre par moulage à la réduction des rebuts. Dans de nombreuses opérations, une légère diminution des rebuts (de l'ordre de quelques points de pourcentage) permet de couvrir rapidement les coûts de filtration.
11. Comparaisons avec d'autres méthodes de filtration
D'autres méthodes comprennent les filtres à liant céramique, les filtres à mailles et le nettoyage électromagnétique ou centrifuge. Les mousses céramiques poreuses conservent leurs avantages :
-
Grande surface pour une capture en profondeur.
-
Fonctionnement passif, aucune pièce mobile.
-
Bonne stabilité thermique et chimique avec les fontes d'aluminium.
Cependant, d'autres solutions peuvent être préférables lorsqu'il faut cibler des tailles de particules spécifiques ou lorsque des systèmes de filtration en continu sont en place.
12. Préoccupations relatives à l'environnement, à la sécurité et à la manipulation
-
Combustion de poussière et de liant : Lors de la fabrication ou des opérations de découpe, les poussières céramiques en suspension dans l'air peuvent être dangereuses. Utilisez des dispositifs de contrôle des poussières et des EPI.
-
Filtres utilisés : Les filtres usagés contiennent des résidus piégés et doivent être manipulés et éliminés conformément à la réglementation locale en vigueur en matière de déchets dangereux, le cas échéant.
-
Sécurité relative aux métaux en fusion : Respectez toujours les normes établies en matière de manipulation des louches et d'EPI lors de l'installation ou du remplacement des filtres.
13. Exemples de conception et notes techniques
Exemple : dimensionnement d'un filtre pour un moulage sous pression à paroi mince
-
Déterminer le débit de coulée requis et la surface d'étranglement de la porte d'entrée.
-
Choisissez une taille de pores qui cible les plus petites inclusions problématiques tout en garantissant que la chute de pression reste dans les limites de la capacité de la poche de coulée.
-
Augmentez la surface du filtre si vous utilisez un PPI plus fin.
Tableau 3. Propriétés comparatives des composés chimiques courants utilisés dans les filtres céramiques
| Propriété | Alumine (Al₂O₃) | Carbure de silicium (SiC) | Alumine liée au phosphate |
|---|---|---|---|
| Compatibilité chimique avec l'aluminium | Haut | Haut | Haut |
| Résistance aux chocs thermiques | Modéré | Haut | Modéré |
| Application typique | À usage général | Coules à haute contrainte | Pratique standard en fonderie |
| Gamme de pores typique disponible | 10 à 70 ppp | 10 à 40 ppp | 10 à 40 ppp |
14. Comment les filtres céramiques poreux d'AdTech s'intègrent dans les fonderies modernes
Chez AdTech, nous produisons des filtres adaptés à la chimie de la fusion et au rythme de production. Notre gamme comprend des filtres en mousse d'alumine standard et des modèles plus performants destinés à des applications dans le domaine des parois minces ou de l'aérospatiale. Les filtres sont soumis à des tests de qualité portant sur leur porosité, l'intégrité de leurs entretoises et leurs performances thermiques afin de répondre aux besoins de production. Pour les demandes personnalisées, nous proposons des options de distribution des pores et de découpe sur mesure qui correspondent aux conceptions des portes d'entrée en amont.
15. Étude de cas sur la mise en œuvre (concis, pratique)
Une fonderie automobile de taille moyenne est passée à des filtres en mousse d'alumine de 25 PPI pour une ligne critique de carters de moteur. Après avoir ajusté la zone d'entrée pour maintenir la vitesse de coulée, la fonderie a enregistré :
-
Réduction de 18% des rebuts liés aux défauts d'inclusion,
-
12% moins de rejets lors de l'usinage secondaire,
-
Rentabilisation du coût de filtration en quatre mois.
Principaux enseignements : adapter la taille des pores à la distribution réelle de la taille des défauts et surveiller la chute de pression.
16. Sujets avancés et orientations de recherche
Les chercheurs continuent d'évaluer :
-
Filtres à porosité graduée : Couches avec différents PPI pour piéger les grosses inclusions dès le début et les particules plus fines par la suite.
-
Montants revêtus : Traitements de surface visant à améliorer le mouillage, réduire les réactions chimiques ou favoriser l'adhérence des particules.
-
Céramiques poreuses fabriquées par ajout de matière : Contrôle précis de la forme et de la répartition des pores pour des performances optimisées.
Ces développements laissent présager une amélioration continue de l'efficacité de la filtration et une qualité de coulée prévisible.
Filtration sur mousse céramique : FAQ sur l'ingénierie et la qualité
1. Quelle taille de pore dois-je utiliser pour l'aluminium de qualité aérospatiale ?
2. Un filtre peut-il éliminer l'hydrogène dissous ?
3. Comment éviter un choc thermique lors de l'installation d'un filtre ?
4. Un IPP plus fin est-il toujours meilleur ?
5. Comment puis-je savoir si un filtre est bouché lors d'un versement ?
6. Les filtres céramiques sont-ils réutilisables ?
7. Quelle est la meilleure chimie pour les fusions agressives ?
8. Les filtres modifient-ils la composition chimique de la matière fondue ?
9. Quelle doit être la surface du filtre par rapport à la surface de l'accélérateur ?
De nombreuses fonderies utilisent un rapport minimum de 4:1 (A_{filter} : A_{throttle}) pour les sections minces standard. Ce rapport augmente souvent pour les pièces très minces ou complexes afin de garantir une vitesse d'écoulement constante.
10. Quels sont les tests qui confirment l'efficacité des filtres ?
Recommandations finales
-
Effectuer un essai factoriel court avec deux niveaux de PPI et une modification contrôlée de la zone de déclenchement afin d'observer la chute de pression et les taux de rejet.
-
Mesurez les niveaux d'hydrogène et de scories en amont afin de vous assurer que la filtration cible les problèmes liés aux particules et non les défauts liés aux gaz.
-
Standardiser la manipulation et le préchauffage des filtres dans l'atelier afin de réduire les incidents liés aux chocs thermiques.
