Pour les pièces à grand volume qui exigent un contrôle dimensionnel strict, une finition de surface fine, des performances mécaniques reproductibles et un faible coût unitaire à grande échelle, le moulage sous pression est généralement le meilleur choix. Pour les prototypes, les pièces uniques, les composants très volumineux, les noyaux complexes ou les pièces nécessitant des alliages ferreux et un faible coût d'outillage initial, le moulage au sable est généralement préférable. Le choix final dépend du matériau requis, du volume de production, des tolérances, de l'état de surface, de la taille des pièces et du coût total du cycle de vie.
1. Définitions rapides et ce qui les distingue
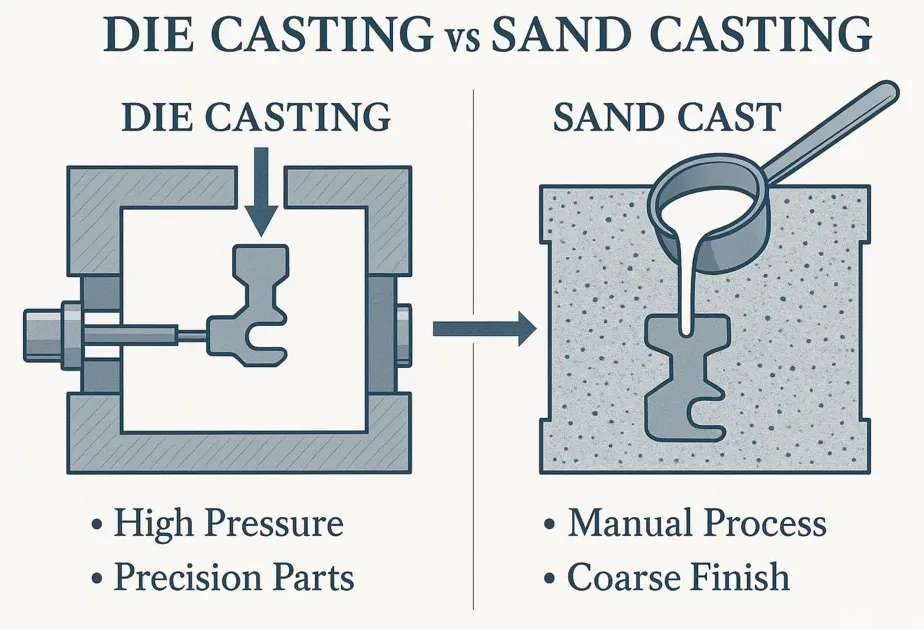
Le moulage sous pression utilise des moules métalliques réutilisables (matrices) et force le métal non ferreux fondu dans la cavité sous pression. Il permet d'obtenir des pièces avec des détails fins, une répétabilité précise et des surfaces lisses. Le moulage au sable forme le moule à partir de sable compacté autour d'un modèle ; le métal fondu est versé dans la cavité de sable par gravité ou à l'aide d'un dispositif. Le moulage au sable prend en charge une plus large gamme d'alliages et de grandes tailles tout en maintenant un faible coût d'outillage.
2. Bref historique et rôles industriels actuels
Ces deux méthodes ont des racines profondes. Les techniques de moulage au sable remontent à plusieurs siècles et restent le cheval de bataille des fonderies qui produisent des pièces lourdes et volumineuses en petites ou moyennes séries. Le moulage sous pression s'est imposé avec le développement des aciers modernes et des machines à haute pression, convenant aux industries qui ont besoin de milliers, voire de millions de pièces petites à moyennes par an, telles que les boîtiers électriques automobiles, l'électronique grand public et les raccords CVC. Les installations modernes combinent l'automatisation, les contrôles qualité en boucle fermée et l'usinage secondaire pour produire des pièces finies avec un minimum de manipulation manuelle.
3. Étapes du processus — côte à côte
Moulage sous pression (séquence type)
-
Concevoir et finaliser les pièces et les matrices, y compris les points d'injection et les évents.
-
Fabrication de matrices en acier trempé avec des cavités précises.
-
Préchauffer la matrice, appliquer un lubrifiant/agent de démoulage.
-
Injecter du métal en fusion à haute pression dans le moule.
-
Maintenir la pression pendant la solidification, ouvrir le moule, éjecter la pièce.
-
Couper l'excédent de métal, effectuer l'usinage de finition, inspecter.
Moulage au sable (séquence type)
-
Créer un modèle et concevoir les entrées et les masselottes.
-
Tassez le sable autour du modèle dans un moule afin de former les deux moitiés du moule.
-
Retirez le modèle, assemblez les deux moitiés du moule et le ou les noyaux.
-
Versez le métal en fusion dans la cavité de sable par gravité ou à basse pression.
-
Laisser solidifier, casser le moule pour extraire la pièce moulée.
-
Nettoyer le sable, chasser la pièce, effectuer un traitement thermique ou un usinage, inspecter.
Une différence opérationnelle majeure : le moulage sous pression utilise des outils permanents et un formage à haute pression qui favorise l'automatisation ; le moulage au sable utilise des moules jetables et davantage d'étapes manuelles, mais offre une plus grande flexibilité en termes de taille et de choix d'alliages.
4. Compatibilité des matériaux et des alliages
-
Le moulage sous pression est surtout utilisé pour les alliages non ferreux qui ont des points de fusion relativement bas et se remplissent bien sous pression, principalement le zinc, l'aluminium et le magnésium. Ces alliages offrent une bonne fluidité, des parois minces et des cycles rapides.
-
Le moulage au sable prend en charge un ensemble de matériaux beaucoup plus large, notamment les alliages ferreux tels que la fonte grise et ductile, les aciers, les bronzes et les alliages de cuivre. Chaque moule en sable étant jetable, le processus tolère des températures de coulée plus élevées et des alliages plus réactifs.
Remarque pratique : Si votre conception nécessite l'utilisation d'acier inoxydable ou de fonte pour des raisons de résistance ou d'usure, le moulage au sable est généralement la solution la plus réaliste. Si vous avez besoin de pièces en aluminium légères en grande quantité avec des parois minces, le moulage sous pression est souvent plus adapté.
5. Outillage, délais de livraison et rentabilité
L'outillage influence fortement les décisions commerciales.
Coût et durée de vie des outils
-
Les matrices de moulage sous pression sont coûteuses à concevoir et à usiner, leur prix pouvant souvent atteindre plusieurs dizaines, voire plusieurs centaines de milliers de dollars pour les outils en acier de précision. Cependant, elles peuvent être utilisées pour plusieurs milliers, voire plusieurs millions de moulages, ce qui permet d'amortir l'investissement pour les volumes élevés.
-
Les outils de moulage au sable sont peu coûteux, car les moules sont formés à partir de sable et les modèles peuvent être de simples formes en bois, en plastique ou en métal. Pour les petites séries et les prototypes, cela réduit le temps nécessaire à la fabrication de la première pièce et diminue l'investissement initial.
Coût par pièce par rapport au volume de production
Une tendance générale :
-
Faibles volumes (du prototype à quelques centaines) : le moulage au sable présente généralement un coût total beaucoup plus faible.
-
Volumes moyens (des centaines à des milliers) : le seuil de rentabilité dépend de la complexité des pièces, de la finition et de la tolérance requise.
-
Grands volumes (des milliers à des millions) : le moulage sous pression permet généralement d'obtenir un coût par pièce beaucoup plus faible grâce à des cadences élevées et à des moules réutilisables.
6. Précision dimensionnelle, tolérances et répétabilité
-
Le moulage sous pression offre un contrôle dimensionnel précis et une répétabilité adaptés aux assemblages par emboîtement et aux composants qui nécessitent des surfaces d'accouplement uniformes. Les tolérances types pour les pièces moulées sous pression peuvent être comprises entre ±0,1 mm et ±0,5 mm, selon la taille et les caractéristiques.
-
Les pièces moulées au sable présentent une plus grande dispersion dimensionnelle en raison de la déformation du moule, des irrégularités dans le compactage du sable et des difficultés liées au contrôle du retrait. Les tolérances typiques du moulage au sable sont plus larges et nécessitent souvent un usinage secondaire pour les surfaces critiques.
Implication en matière de conception : Si la pièce doit présenter un ajustement serré sans usinage important, le moulage sous pression permettra d'éviter des opérations secondaires sur les grandes séries.
7. Finition de surface et traitement secondaire
-
Les pièces moulées sous pression présentent des surfaces lisses et des détails fins, ce qui réduit le temps de finition. La finition de surface peut convenir au placage ou à la peinture avec une préparation minimale.
-
Les surfaces moulées au sable sont plus rugueuses et poreuses en raison de la nature granuleuse du moule ; elles nécessitent généralement un grenaillage, un meulage ou un usinage pour obtenir des caractéristiques esthétiques ou de précision. Cela augmente la main-d'œuvre et le temps de cycle pour les pièces finies.
Processus secondaires à planifier : usinage, traitement thermique, placage, peinture, test d'étanchéité, essais non destructifs. Les conceptions moulées au sable prévoient souvent un budget plus important pour ces étapes.
8. Différences au niveau des propriétés mécaniques et de la microstructure
Le parcours de coulée influe sur la vitesse de refroidissement et la structure granulaire :
-
Le moulage sous pression produit souvent une microstructure plus fine et moins de porosité gazeuse lorsqu'il est correctement réalisé, grâce à un remplissage rapide et à une solidification contrôlée sous pression. Cela tend à améliorer les propriétés mécaniques telles que la résistance à la traction pour certains alliages d'aluminium et de zinc.
-
Les pièces moulées au sable peuvent présenter une granulométrie plus importante et un potentiel de porosité plus élevé, à moins que les noyaux, les canaux d'alimentation et les masselottes ne soient soigneusement conçus. Le traitement thermique peut améliorer les propriétés, mais la cohérence dépend des pratiques de la fonderie.
Note technique : Pour les pièces critiques soumises à des contraintes, demandez aux fournisseurs potentiels les données d'essais mécaniques (traction, limite d'élasticité, allongement) et précisez les critères d'acceptation requis.
9. Liberté de conception, complexité et caractéristiques internes
-
Le moulage au sable est idéal pour les formes complexes, les grandes sections et les cavités internes créées à l'aide de noyaux. Il est facile de créer des géométries uniques ou sur mesure sans avoir à changer d'outils coûteux.
-
Le moulage sous pression permet de traiter facilement les géométries externes complexes et les parois minces, mais les contre-dépouilles internes et les noyaux complexes augmentent le coût et la complexité des moules. Les inserts et les moules en plusieurs parties peuvent répondre à ces besoins, mais augmentent les frais d'outillage.
Règle générale : Utilisez le moulage au sable lorsque la taille ou la complexité des pièces exige un travail flexible sur les noyaux ou lorsque le coût et le calendrier ne permettent pas d'utiliser un moule complexe.
10. Volume de production, durée du cycle et évolutivité
-
Les cycles de moulage sous pression sont courts et hautement reproductibles, souvent mesurés en secondes à quelques dizaines de secondes par injection, ce qui favorise la production de masse. L'automatisation réduit le coût de main-d'œuvre par pièce.
-
Le cycle de moulage au sable est plus long car les moules sont fabriqués et cassés ; le processus est davantage axé sur les lots et moins adapté aux cycles automatisés continus. Il reste efficace pour les quantités modérées et les articles de très grande taille pour lesquels les matrices ne seraient pas pratiques.
11. Considérations relatives à l'environnement, à la santé et au lieu de travail
-
Le moulage sous pression nécessite l'entretien des moules et la manipulation de lubrifiants et de métal fondu à haute température sous pression ; la ventilation et le contrôle des fumées sont essentiels. Les lubrifiants pour moules et les revêtements de moules doivent être gérés de manière à limiter les émissions.
-
Le moulage au sable génère du sable usagé qui peut nécessiter une régénération, des liants qui doivent être traités et un contrôle de la poussière. Les fonderies utilisent souvent des systèmes de régénération du sable, de récupération de la chaleur résiduelle et de filtration.
Point relatif à la durabilité : De nombreuses fonderies modernes récupèrent et réutilisent le sable et récupèrent l'énergie, tandis que les ateliers de moulage sous pression recyclent le métal, mais doivent gérer les déchets et l'usure des moules.
12. Contrôle qualité, essais et mesures correctives
Étapes courantes de contrôle qualité pour les deux :
-
Contrôle dimensionnel (CMM, jauges).
-
Inspection visuelle et réparation des défauts superficiels.
-
Essais de pression ou d'étanchéité pour les pièces contenant des fluides.
-
Contrôle non destructif (rayons X, ultrasons) pour détecter les défauts internes.
-
Essais mécaniques sur échantillons (traction, dureté).
-
Analyse métallurgique pour déterminer la microstructure et la teneur en inclusions.
Le moulage sous pression bénéficie de capteurs intégrés qui surveillent les paramètres d'injection et la température ; le moulage au sable repose davantage sur un contrôle expérimenté du processus et l'échantillonnage.
13. Applications typiques et exemples industriels
-
Moulage sous pression : boîtiers électriques, coques de connecteurs, cadres de boîtiers optiques, supports de transmission et de moteur automobiles (lorsque les métaux non ferreux sont acceptables), composants de produits de consommation.
-
Moulage au sable : corps de pompe, blocs-moteurs et culasses en fonte, grandes soupapes, composants de machines lourdes, prototypes de pièces moulées pour l'aérospatiale nécessitant des alliages spécifiques.
14. Matrice décisionnelle pratique
Le tableau ci-dessous résume les décisions prises en fonction des principaux facteurs de sélection.
| Pilote de sélection | Quand choisir le moulage sous pression | Quand choisir le moulage au sable ? |
|---|---|---|
| Volume de production | Très haut débit avec répétabilité | Tirages faibles à moyens ou tirages uniques |
| Tolérance requise | Tolérances serrées, usinage minimal | Tolérances lâches, prévoir un usinage |
| Finition de la surface | Finition lisse et minimaliste | Rugueux, nécessite une finition |
| Choix de l'alliage | Non ferreux (Al, Mg, Zn) | Large gamme, y compris les métaux ferreux |
| Taille de la pièce | Petite à moyenne | Petit à très grand |
| Coût initial | Coût élevé des matrices | Faible coût des moules/modèles |
| Complexité de conception | Détail extérieur, parois minces | Noyaux complexes, grandes cavités, inserts. |
| Délai de livraison de la première pièce | Long (fabrication de matrices) | Court (moule à patron ou moule à sable direct) |
(Sources consolidées à partir de références du secteur.)
15. Exemples de scénarios de coût par pièce
Tableau : Exemple d'estimation du seuil de rentabilité (chiffres indicatifs ; demandez des devis pour obtenir les chiffres exacts)
| Volume (pièces) | Coût estimé du moule en USD | Motif sable / outillage USD | Estimation du coût unitaire du moulage sous pression (USD) | Estimation du coût unitaire du moulage au sable (USD) | Processus recommandé |
|---|---|---|---|---|---|
| 100 | 60,000 | 1,500 | 600.00 | 120.00 | Moulage au sable |
| 1,000 | 60,000 | 1,500 | 60.00 | 70.00 | Moulage au sable ou moulage sous pression selon la finition |
| 10,000 | 60,000 | 1,500 | 10.00 | 40.00 | Moulage sous pression |
| 100,000 | 60,000 | 1,500 | 1.50 | 30.00 | Moulage sous pression |
Mode d'emploi : Demandez des devis aux deux types de fournisseurs, incluez les coûts de finition et d'inspection, et calculez le coût total à l'arrivée pour la production prévue.
16. Liste de contrôle pour le choix du processus de conception (pratique)
-
Confirmer le matériau final et si des alliages ferreux sont nécessaires.
-
Définir les dimensions critiques et les tolérances admissibles.
-
Estimer le volume de production annuel et la demande prévue sur toute la durée de vie.
-
Vérifiez les exigences en matière d'épaisseur maximale et minimale des parois.
-
Évaluer si des parois minces, une texture fine ou des bossages intégrés sont nécessaires.
-
Identifiez toutes les cavités internes qui nécessitent des noyaux ou des inserts.
-
Budget pour l'outillage, l'usinage secondaire et la finition.
-
Tenez compte du délai de livraison des premières pièces et de la rapidité de mise sur le marché.
17. Tableaux utiles aux ingénieurs et aux acheteurs
Tableau A : Aperçu rapide de la compatibilité des matériaux
| Famille de matériaux | Compatibilité typique du moulage sous pression | Compatibilité typique du moulage au sable |
|---|---|---|
| Alliages d'aluminium | Haut | Haut |
| Alliages de zinc | Très élevé | Limitée |
| Alliages de magnésium | Haut | Limitée |
| Cuivre / bronze | Limitée | Haut |
| Fer / acier | Ne convient pas | Très élevé |
| Aciers inoxydables | Ne convient pas | Très élevé |
Tableau B : Classes de tolérance types (à titre indicatif)
| Processus | Tolérance linéaire typique par 100 mm |
|---|---|
| Moulage sous pression de haute qualité | ±0,05 à ±0,2 mm |
| Moulage sous pression typique | ±0,1 à ±0,5 mm |
| Moulage au sable classique | ±0,5 à ±2,0 mm |
(Consultez un fournisseur pour connaître les tolérances exactes sur des géométries spécifiques.)
18. Conseils pratiques pour réduire les coûts et les risques
-
Pour le moulage sous pression, consacrez du temps à la conception en vue de la fabricabilité : ajoutez des angles de dépouille appropriés, une épaisseur de paroi uniforme et envisagez d'utiliser des nervures et des bossages adaptés à l'écoulement du métal.
-
Pour le moulage au sable, planifiez soigneusement les points d'injection et les masselottes afin de minimiser les défauts de retrait et de réduire l'usinage. Utilisez des outils de simulation pour les deux méthodes afin de prévoir le remplissage, le retrait et la porosité.
-
Envisagez des approches hybrides : utilisez le moulage au sable pour les formes de base de grande taille, puis usinez et assemblez des sous-composants moulés sous pression plus petits, ou utilisez le moulage en moule permanent pour les séries moyennes lorsque cela est approprié.
19. Les pièges courants et comment les éviter
-
Choisir le moulage sous pression pour un alliage inadapté, ce qui oblige à procéder à des ajustements coûteux du processus. Solution : confirmer les options d'alliage dès le début.
-
Sous-estimation de la finition secondaire des pièces moulées au sable. Solution : inclure les devis de finition et les vérifications des prototypes.
-
Ignorer les délais de fabrication des outils dans les calendriers des projets. Solution : intégrer le délai de fabrication des moules dans le plan du programme et envisager le prototypage rapide pour une validation précoce.
20. Déroulement final de la décision pratique
-
Avez-vous besoin d'alliages ferreux ou résistants aux hautes températures ? Si oui, optez pour le moulage au sable.
-
Le volume annuel prévu est-il très élevé et la taille des pièces correspond-elle à la capacité de la machine à mouler ? Si oui, optez pour le moulage sous pression.
-
Des tolérances serrées et un excellent état de surface sont-ils requis sans usinage intensif ? Si oui, optez pour le moulage sous pression.
-
Le coût de la première pièce est-il plus important que le coût par pièce ultérieur ? Si oui, optez pour le moulage au sable.
Si vous avez encore des doutes, créez un prototype à petite échelle avec un moulage au sable tout en demandant un devis pour la production en série.
Moulage au sable ou moulage sous pression : FAQ sur le processus stratégique
1. Quel procédé permet d'obtenir la meilleure précision dimensionnelle ?
2. Le moulage sous pression peut-il être utilisé pour des pièces de très grande taille ?
3. Quel procédé est le moins cher pour 500 pièces ?
4. Existe-t-il des limites d'alliage pour le moulage sous pression ?
5. Les pièces moulées sous pression doivent-elles être usinées ?
6. La porosité est-elle un problème plus important dans les moulages en sable ?
7. Quel processus est le plus rapide pour les gros volumes ?
8. Comment choisir si j'ai besoin de murs minces ?
9. Puis-je réaliser des prototypes en moulage sous pression ?
10. Quel est le meilleur procédé pour les cavités internes complexes ?
Moulage au sable avec l'utilisation de carottes de sable offre généralement une plus grande liberté pour les cavités internes profondes, en contre-dépouille ou complexes. Pour le moulage sous pression, la création de caractéristiques internes complexes nécessite des glissières mobiles ou des noyaux sacrificiels, ce qui augmente considérablement le coût et la complexité de la matrice.
Remarques finales pour les responsables des achats et les ingénieurs
Le choix entre le moulage sous pression et le moulage au sable n'est pas une décision à prendre à un seul critère. Évaluez les besoins en matériaux, l'échelle, la géométrie des pièces, les délais de livraison et le coût total à l'arrivée. Utilisez des prototypes pour valider le fonctionnement, puis augmentez l'échelle de l'outillage une fois la conception finalisée. En cas de doute, demandez à vos fournisseurs des prototypes moulés au sable et des devis pour le moulage sous pression afin de pouvoir comparer les performances techniques et les aspects économiques dans votre contexte de production réel.
