Dans la coulée moderne de l'aluminium, la voie la plus fiable pour réduire la teneur en hydrogène, diminuer les trous d'épingle, nettoyer le métal et améliorer la qualité des billettes, des brames ou des pièces de fonderie est un système d'injection de l'aluminium. AdTech unité de dégazage rotative équipé d'un système d'alarme correctement spécifié rotor en graphite et arbre en graphite, Le procédé de traitement de l'aluminium en fusion est basé sur une fenêtre contrôlée de débit de gaz, de vitesse du rotor, de profondeur d'immersion, de température de fusion et de temps de traitement. Lorsque ces variables sont adaptées au type d'alliage et aux conditions du four, l'aluminium fondu présente un indice de densité plus faible, moins de défauts de gaz, une meilleure flottation des inclusions, une réduction du colmatage en aval, un meilleur état de surface et une plus grande cohérence du processus. En termes pratiques, un bon dégazage rotatif n'est pas une étape de traitement secondaire. Il s'agit d'un point de contrôle métallurgique essentiel.
Si votre projet nécessite l'utilisation de l'unité de dégazage de l'aluminium en fusion, vous pouvez nous contacter pour un devis gratuit.
L'aluminium en fusion peut sembler calme à la surface, mais à l'intérieur, il peut contenir de l'hydrogène dissous, des films d'oxyde fragmentés, des résidus de flux et de fines particules non métalliques. L'hydrogène est le problème gazeux le plus persistant car l'aluminium liquide dissout l'hydrogène beaucoup plus facilement que l'aluminium solide. Au cours de la solidification, l'hydrogène dissous perd sa solubilité et forme des pores. Il peut en résulter des trous d'épingle visibles, une porosité interne, une moindre étanchéité à la pression, une plus faible résistance à la fatigue, une mauvaise réponse à l'usinage ou un aspect instable de l'anodisation. Le dégazage rotatif résout ce problème grâce à un rotor rotatif en graphite qui disperse le gaz inerte en bulles très fines. Ces bulles créent une surface importante qui accélère la diffusion de l'hydrogène hors du métal tout en aidant les inclusions à remonter vers la surface. Cette combinaison fait du traitement rotatif l'une des méthodes de purification de l'aluminium en fusion les plus largement adoptées dans les usines de moulage, les fonderies de moulage sous pression, les lignes de billettes et les usines de brames de laminage.

Qu'est-ce que le dégazage de l'aluminium en fusion et pourquoi est-il essentiel avant la coulée ?
Le dégazage élimine l'hydrogène dissous et aide à transporter les impuretés en suspension hors de la matière fondue. Dans la métallurgie de l'aluminium, l'hydrogène est le principal gaz dissous préoccupant car il peut facilement pénétrer dans la matière fondue à cause de l'humidité, d'outils mouillés, de matériaux de charge humides, de produits de combustion humides ou de l'exposition à l'atmosphère du four.
Lorsque le métal se refroidit et commence à se solidifier, la solubilité de l'hydrogène diminue fortement. Cette baisse force le gaz à sortir de la solution, ce qui produit une porosité. Le défaut peut se présenter sous plusieurs formes :
- De fines piqûres d'épingle près de la surface.
- Pores internes visibles à la fracture ou à la macrogravure.
- Réduction de l'étanchéité à la pression des composants moulés.
- Allongement et résistance à la fatigue plus faibles.
- Cloques en surface après laminage ou traitement thermique.
- Comportement d'usinage incohérent.
- Rejet dans les applications sous vide ou sensibles aux fuites.
Une usine qui omet ou sous-exécute le dégazage voit généralement sa qualité varier davantage, même si la chimie et la température semblent acceptables.
A lire également :Qu'est-ce que le dégazage ? Signification, objectif, méthodes ?
L'hydrogène dans l'aluminium en fusion : la question métallurgique centrale
L'hydrogène pénètre dans la matière fondue au contact de la vapeur d'eau ou des hydrocarbures. Même une petite quantité d'humidité peut déclencher une remontée d'hydrogène. Les sources les plus courantes sont les suivantes :
- Ferraille humide
- Atmosphère humide du four.
- Flux humides
- Surfaces réfractaires humides.
- Fuites dans les systèmes de refroidissement à proximité des points de transfert.
- Condensation sur les outils ou les lavoirs pendant le démarrage.
C'est la raison pour laquelle deux pièces chauffées avec une composition chimique d'alliage presque identique peuvent être coulées de manière très différente. L'une d'elles peut avoir une faible teneur en hydrogène et couler proprement. Une autre peut contenir suffisamment de gaz dissous pour produire de la porosité sur l'ensemble de la coulée.
Principaux risques pour la qualité de la fonte liés à un mauvais dégazage
| Problème de production | Cause fondamentale typique | Résultat dans le produit final |
|---|---|---|
| Trous d'épingle et porosité du gaz | Hydrogène dissous élevé | Densité réduite, défaut d'étanchéité, défauts d'usinage |
| Cloques après roulage ou traitement thermique | Hydrogène piégé dans le métal | Rejet de surface et réclamations des clients |
| Faible durée de vie en fatigue | Pores de gaz et interaction avec les oxydes | Initiation précoce des fissures |
| Filtration instable | Forte charge d'inclusion mélangée à des bulles de gaz | Fluctuations de la pression et réduction de la durée de vie du filtre |
| Mauvaise finition de surface | Crasses et oxydes entraînés dans la coulée | Traits, lamelles, rugosité |
Une règle utile dans le traitement de la fonte est simple : la chimie seule ne garantit pas la qualité de la fonte. Le contrôle de l'hydrogène reste tout aussi important.
Comment une unité de dégazage rotative élimine-t-elle l'hydrogène de l'aluminium liquide ?
Une unité de dégazage rotative injecte un gaz de traitement inerte ou semi-inerte à travers un arbre et un rotor en graphite en rotation, parfois appelé roue. Le rotor brise le flux de gaz en un nuage de petites bulles et fait circuler la matière fondue en même temps. Cette action combinée explique pourquoi les systèmes rotatifs sont généralement plus performants que le simple bullage à la lance.
Le principe physique de l'élimination de l'hydrogène
L'hydrogène se diffuse de l'aluminium fondu vers les bulles de gaz de traitement car la pression partielle de l'hydrogène à l'intérieur de la bulle nouvellement formée est très faible. Les petites bulles sont importantes parce qu'elles fournissent :
- Plus de surface par unité de volume de gaz.
- Temps de contact plus long avec la matière fondue.
- Meilleure répartition dans la zone de traitement.
- Transfert d'hydrogène plus efficace.
Le rotor en rotation déplace également la matière fondue d'une région à l'autre, réduisant ainsi les zones mortes et améliorant l'uniformité dans l'ensemble de la chambre de traitement ou de la poche du four.
Dégazage rotatif comparé à la purge de gaz simple
| Méthode de traitement | Qualité des bulles | Circulation du métal | Efficacité du dégazage | Résultat typique de l'usine |
|---|---|---|---|---|
| Purge de la lance statique | Grosses bulles | Faible | Modéré à faible | Traitement inégal et temps de cycle plus long |
| Dégazage rotatif | Bulles fines et bien dispersées | Fort | Haut | Moins d'hydrogène et une meilleure cohérence |
| Traitement par comprimés ou par flux | Effet limité du gaz | Minime | Faible taux d'élimination de l'hydrogène | Peut aider les inclusions, pas assez pour le contrôle du gaz |
Pourquoi la taille des bulles modifie-t-elle autant les performances ?
Les très grosses bulles montent rapidement et quittent la matière fondue avant qu'un transfert d'hydrogène ne se produise. Un rotor bien conçu crée un champ de bulles fin et stable. Cela prolonge le temps de séjour et améliore considérablement l'efficacité du traitement. Les usines voient souvent la différence immédiatement au niveau de l'indice de densité, de la réduction des résultats des tests de pression et du taux de défauts de coulée.
Flottation d'inclusion lors d'un traitement rotatif
Le dégazage rotatif ne concerne pas seulement l'hydrogène. De fines bulles peuvent s'attacher aux films d'oxyde, aux résidus de flux et à d'autres particules en suspension. Une fois fixées, ces impuretés deviennent plus flottantes et se déplacent vers la surface de la matière fondue ou la couche d'écrémage. Cela signifie qu'un bon système rotatif permet à la fois d'éliminer les gaz et d'améliorer la propreté.

Quels sont les gaz utilisés pour le dégazage rotatif et comment les choisir ?
Le choix du gaz a une incidence sur le coût du traitement, l'efficacité de l'élimination de l'hydrogène, la propreté du métal, la charge environnementale et l'usure de l'équipement. Les choix les plus courants sont l'argon et l'azote. Certaines opérations utilisent également des mélanges contenant du chlore dans des cas particuliers, bien que de nombreuses usines préfèrent désormais une pratique sans chlore pour des raisons de sécurité et d'émissions.
Tableau de comparaison des gaz
| Type de gaz | Principal avantage | Principale limitation | Cas d'utilisation typique |
|---|---|---|---|
| Argon | Très inerte, forte capacité de dégazage, faible risque de réaction | Coût plus élevé | Lignes de propreté haut de gamme, familles d'alliages réactifs, objectifs de qualité stricts |
| Azote | Moins coûteux, largement disponible, efficace dans de nombreux alliages d'aluminium | Légèrement moins inerte que l'argon, la fenêtre d'application dépend de l'alliage et des pratiques de l'usine. | Utilisation d'une maison de distribution générale, opérations sensibles aux coûts |
| Argon plus chlore ou mélange contenant du chlore | Aide à éliminer l'hydrogène et certaines impuretés alcalines dissoutes | Sécurité, corrosion, contrôle des fumées, pression réglementaire | Systèmes anciens ou voies de traitement spécialisées |
Lorsque l'argon est préféré
L'argon est souvent choisi lorsque :
- Les objectifs de propreté sont très stricts.
- La valeur du produit est élevée.
- La chimie des alliages est plus réactive.
- L'usine veut le procédé le plus stable et le plus inerte.
- Les audits des clients mettent l'accent sur les dossiers de traitement de la fonte.
Quand l'azote est une option pratique
L'azote reste courant dans de nombreuses fonderies car il permet d'obtenir de très bons résultats à moindre coût, à condition que la famille d'alliages, la température de traitement et la discipline d'exploitation soient adaptées.
L'importance de la pureté des gaz
Même le bon gaz peut être moins performant si sa pureté est médiocre ou si des fuites dans les conduites introduisent de l'humidité. Les ingénieurs doivent vérifier :
- Spécification de pureté du gaz.
- Niveau du point de rosée.
- Stabilité de l'écoulement.
- Intégrité des tuyaux et des raccords.
- État du régulateur.
Un rotor de qualité supérieure ne peut pas compenser un gaz humide ou un débit de gaz instable.
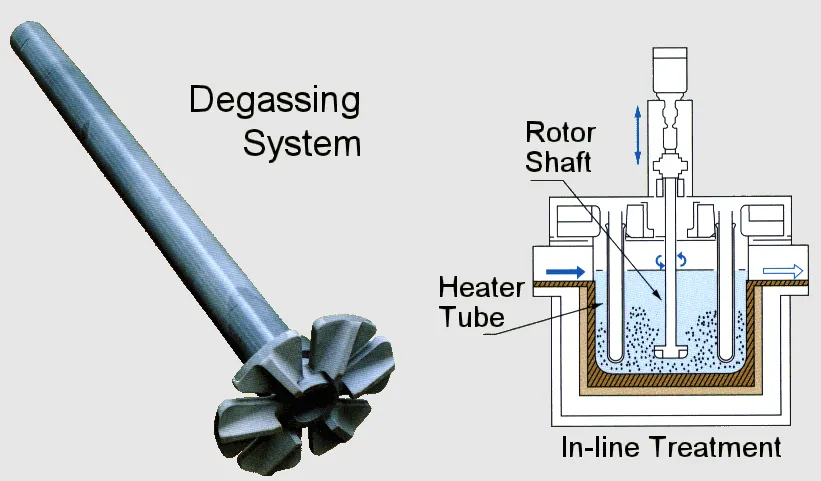
Quelles sont les principales parties d'une unité de dégazage rotative AdTech ?
Un système de dégazage rotatif n'est pas seulement un moteur avec une roue en graphite. La fiabilité du traitement dépend de l'ensemble du système.
Composantes essentielles de l'unité
| Composant | Fonction | Pourquoi c'est important |
|---|---|---|
| Moteur d'entraînement | Rotation de l'arbre et du rotor | Le contrôle stable de la vitesse influe sur la qualité des bulles |
| Mécanisme de levage | Montée et descente de l'ensemble de l'arbre | Contrôle la profondeur d'immersion et protège le rotor pendant le démarrage ou l'arrêt. |
| Arbre en graphite | Transfère les gaz et le couple au rotor | Doit résister à l'oxydation et aux chocs thermiques |
| Rotor en graphite | Le gaz est décomposé en fines bulles et fait circuler la matière fondue. | Principale composante active du traitement |
| Système de distribution de gaz | Envoi d'argon ou d'azote dans l'arbre | La stabilité de l'écoulement influe sur l'élimination de l'hydrogène |
| Armoire de commande | Règle la vitesse, le temps, le taux de gaz, la séquence de mouvement | La répétabilité du traitement dépend de la cohérence des réglages |
| Capot de protection ou dispositif d'étanchéité | Réduit la propagation des fumées et les pertes de chaleur | Améliore la sécurité des installations et la stabilité du traitement |
| Cadre de montage ou chariot | Support de l'unité au-dessus du four, de la poche de coulée ou de la boîte de traitement | La précision structurelle permet une immersion et un alignement fiables |
Emplacements des unités rotatives en production
Les unités de dégazage rotatives AdTech peuvent être installées dans :
- Fours de maintien
- Louches de transfert
- Creusets
- Boîtes de traitement en ligne.
- Stations de raffinage liées au blanchiment d'argent.
Le meilleur emplacement dépend du volume de matière fondue, du rythme des lots, de la fréquence des changements d'alliage et de la voie de coulée en aval.
Pourquoi la précision des contrôles est-elle importante ?
Deux unités dotées d'une puissance motrice similaire peuvent produire des résultats de traitement très différents si l'une d'entre elles ne dispose pas d'un contrôle précis de la vitesse ou d'un positionnement stable de l'immersion. La répétabilité est cruciale car le captage d'hydrogène peut changer rapidement d'une chaleur à l'autre. Les usines ont besoin d'une recette de dégazage qu'elles peuvent répéter, et non d'une méthode de traitement basée sur le ressenti de l'opérateur.
Quelles sont les caractéristiques du rotor en graphite qui comptent le plus dans le fonctionnement réel de l'usine ?
Le trafic de recherche autour de ce sujet se concentre généralement sur une question : “Que dois-je vérifier dans la fiche technique d'un rotor en graphite ?” La réponse est plus large que le seul diamètre. La durée de vie du rotor et la qualité du traitement dépendent de la qualité du matériau, de la structure, de la géométrie, de la conception de la sortie des gaz, de la protection contre l'oxydation, de la précision des dimensions et de la compatibilité avec l'arbre.
Principales spécifications du rotor en graphite
| Élément de spécification | L'industrie en général | Pourquoi c'est important |
|---|---|---|
| Teneur en graphite | Graphite dense, de haute pureté et à grain fin | Solidité, résistance à l'oxydation, faible risque de contamination |
| Densité apparente | Les qualités de densité plus élevées sont souvent préférées | Meilleure résistance à l'usure et réduction des fuites de gaz à travers le corps |
| Teneur en cendres | Une très faible teneur en cendres est préférable | Réduit le risque de contamination dans l'aluminium en fusion |
| Protection contre l'oxydation | Imprégnation ou revêtement de surface | Prolonge la durée de vie dans des conditions d'oxydation à chaud |
| Diamètre du rotor | Adaptation au volume de la matière fondue et à la géométrie du récipient | Contrôle le schéma de circulation et la dispersion des bulles |
| Forme du rotor | Modèles ouverts, fermés, à fente, à orifices multiples | Influence de la taille des bulles, du cisaillement et de la flottation par inclusion |
| Conception du trou de gaz | Nombre, taille et angle des sorties | Essentiel pour la distribution des bulles |
| Style de filetage ou de joint | Fixation sûre de l'arbre | Prévient les oscillations, les fuites et les défaillances mécaniques |
| Température de fonctionnement maximale | Lié à la qualité et au revêtement du graphite | Aide à définir la fenêtre de service |
| Durée de vie prévue | Mesuré en cycles, en heures ou en tonnes | Important pour la planification des coûts |
Gammes de propriétés typiques des rotors en graphite
Les valeurs exactes varient selon le fabricant et la qualité. Les fourchettes suivantes reflètent les pratiques industrielles courantes plutôt qu'une norme universelle unique.
| Propriété | Gamme typique des rotors en graphite de haute qualité | Importance pratique |
|---|---|---|
| Densité apparente | 1,70 à 1,86 g/cm³ | Une densité plus élevée se traduit généralement par une durée de vie plus longue |
| Teneur en cendres | Inférieur à 0,3% | Transfert d'impuretés plus faible dans la matière fondue |
| Résistance à la flexion | 20 à 45 MPa | Aide à résister à la fissuration pendant la rotation et l'immersion |
| Résistance à la compression | 50 à 100 MPa | Soutien à la stabilité structurelle |
| Porosité apparente | Faible et contrôlé | Moins d'oxydation et moins de fuite de gaz |
| Durée de vie | Des dizaines, voire des centaines de cycles selon l'utilisation | Principal facteur de coût dans la passation des marchés |
Pourquoi la géométrie du rotor n'est pas un détail mineur
La géométrie du rotor contrôle la création de bulles et la circulation de la matière fondue. Une mauvaise géométrie peut produire de grosses bulles et des zones mortes, même si le débit de gaz et le régime semblent corrects. Une conception solide répartit le gaz uniformément, maintient le nuage de bulles stable et évite la formation de vortex violents qui peuvent ramener l'oxyde de la surface dans la matière fondue.
Familles communes de rotors
| Type de rotor | Comportement typique | Situations appropriées |
|---|---|---|
| Rotor à fente ouverte | Forte décomposition du gaz, nettoyage facile | Traitement à usage général |
| Rotor fermé ou semi-fermé | Libération plus contrôlée des bulles | Applications nécessitant une dispersion fine et stable |
| Rotor radial à trous multiples | Large champ de bulles | Volume de fusion moyen à important |
| Rotor de type pompe | Forte circulation et dégazage | Chambres de traitement plus grandes ou boîtes en ligne |
Ce qui réduit la durée de vie du rotor
Les principaux facteurs limitant la durée de vie sont
- Oxydation dans l'air pendant l'exposition à la chaleur au ralenti.
- Choc thermique dû à un mauvais préchauffage.
- Impact mécanique pendant l'immersion.
- Mauvais écoulement du gaz entraînant une combustion instable ou une surchauffe locale.
- Attaque chimique dans les atmosphères agressives des fours.
- Fonctionnement en surrégime.
- Mauvais alignement de l'arbre.
Un rotor à bas prix peut sembler attrayant sur le bon de commande, mais son remplacement fréquent, sa rupture soudaine et son traitement instable en font souvent le choix le plus coûteux.
Comment les spécifications des puits de graphite influencent-elles la stabilité du dégazage ?
L'arbre fait souvent l'objet de moins d'attention que le rotor, alors qu'il transporte le gaz, transmet le couple et maintient le rotor en position dans un environnement hostile de métal en fusion. Si la qualité de l'arbre est médiocre, le rotor ne peut pas donner le meilleur de lui-même.
Paramètres importants des arbres en graphite
| Paramètres | Ce que les acheteurs doivent vérifier | Effet sur le fonctionnement |
|---|---|---|
| Qualité des matériaux | Graphite dense et de haute pureté avec traitement anti-oxydation | Meilleure résistance à l'usure et à l'oxydation |
| Longueur de l'arbre | Adapté à la profondeur du four et à la course de levage | Immersion correcte et fonctionnement sûr |
| Diamètre extérieur | Adapté à la demande de couple et à la taille du passage de gaz | Stabilité pendant la rotation |
| Taille de l'alésage interne | Dimensionné pour le débit de gaz de traitement | Évite les restrictions de gaz |
| Conception conjointe | Raccord fileté ou verrouillé personnalisé | Limite les vibrations et les fuites |
| Tolérance de rectitude | Contrôle étroit de l'usinage | Réduit l'oscillation et l'usure irrégulière du rotor |
| Qualité du revêtement | Protection uniforme contre l'oxydation | Durée de vie à chaud plus longue au-dessus de la ligne de fusion |
Pourquoi la zone chaude supérieure est-elle essentielle ?
La section de l'arbre proche de la surface du métal et de l'ouverture du four subit souvent l'oxydation la plus rapide. Cette zone est exposée à l'air chaud, aux cycles thermiques et à l'attaque des fumées. Un bon revêtement et des pratiques d'exploitation intelligentes peuvent prolonger la durée de vie de plusieurs cycles.
Modes de défaillance des arbres observés en production
- L'oxydation s'amincit au-dessus de la ligne de fusion.
- Détérioration du filetage au niveau de la connexion du rotor.
- Pliage dû à un choc ou à une mauvaise manipulation.
- Blocage de l'alésage interne par des dépôts.
- Initiation de fissures après des chocs thermiques répétés.
Un acheteur qui évalue des composants en graphite doit considérer l'arbre et le rotor comme un ensemble assorti, et non comme des pièces détachées sans rapport entre elles.
Quels sont les paramètres de fonctionnement qui déterminent l'efficacité de l'élimination de l'hydrogène ?
Même un matériel de qualité supérieure ne donnera pas de bons résultats si la fenêtre du processus n'est pas la bonne. Le dégazage rotatif comporte plusieurs variables réglables, dont l'interaction détermine si la matière fondue s'améliore ou si elle est simplement brassée.
Principales variables du processus
| Paramètres | Si elle est trop faible | Si elle est trop élevée | Logique d'objectif pratique |
|---|---|---|---|
| Vitesse du rotor | Grosses bulles, faible circulation | Vortex de surface, entraînement de crasse, usure excessive | Utiliser une vitesse qui crée de fines bulles sans tirer l'oxyde de surface vers le bas. |
| Débit de gaz | Transfert limité d'hydrogène | Coalescence des bulles, turbulences, perturbations métalliques | Correspondance avec le volume de matière fondue et la géométrie du rotor |
| Profondeur d'immersion | Mauvais mélange uniquement dans la partie supérieure | Affouillement du fond ou interaction réfractaire | Maintenir le rotor dans la zone de fusion active avec un dégagement par rapport au fond. |
| Durée du traitement | Dégazage incomplet | Crasse supplémentaire, oxydation, baisse de la productivité | Valider par des tests à l'hydrogène plutôt que par des suppositions |
| Température de fusion | Comportement lent de la bulle si elle est trop basse | Risque d'oxydation et d'accumulation d'hydrogène plus élevé si la concentration est trop élevée | Rester dans la fenêtre de coulée spécifique à l'alliage |
| Masse et géométrie du métal | Traitement inégal s'il n'est pas pris en compte | Mauvais transfert de recettes entre les fours | Adapter les réglages au volume réel du bain et à la forme de la cuve |
Pourquoi les régimes ne peuvent pas être choisis par habitude
Une erreur fréquente dans les fonderies consiste à utiliser une seule vitesse de rotor pour chaque alliage, chaque four et chaque taille de lot. Cela donne rarement le meilleur résultat. Le même rotor peut avoir besoin d'une vitesse de rotation différente dans un petit creuset et dans un four de maintien plus grand. Les usines qui valident la vitesse de rotation par rapport aux données des essais d'hydrogène constatent généralement une meilleure répétabilité.
Méthode de développement de processus recommandée
Les ingénieurs construisent souvent la recette de cette manière :
- Définir la famille d'alliages et le volume de fusion.
- Sélectionner le type et la pureté du gaz.
- Choisissez une profondeur d'immersion sûre pour le rotor.
- Effectuer plusieurs combinaisons de vitesse et de taux de gaz.
- Mesurer le niveau d'hydrogène, l'indice de densité ou le résultat de la pression réduite.
- Enregistrer la production de crasse et l'usure du rotor.
- Fixer la recette qui permet d'équilibrer la qualité, le coût et la durée de vie des composants.
Cette méthode basée sur les données est beaucoup plus efficace que la copie d'un paramètre d'une autre ligne.
Comment le dégazage rotatif affecte-t-il l'élimination des inclusions, la production d'écume et le rendement en métal ?
Le traitement rotatif n'influence pas seulement la teneur en gaz. Il affecte également le comportement des impuretés en suspension, le volume de l'écume et la perte de matière fondue. Un bon système réduit la teneur en hydrogène tout en favorisant la flottation des inclusions sans créer de turbulences inutiles.
Avantages au-delà de la réduction de l'hydrogène
- Les films d'oxyde se déplacent plus efficacement vers le haut.
- De fines particules non métalliques peuvent s'attacher aux bulles et s'élever.
- La température de fusion devient plus uniforme dans la zone de traitement locale.
- Les filtres à mousse céramique situés en aval peuvent durer plus longtemps en raison d'une charge de contamination plus faible.
- Les défauts de coulée liés à l'interaction combinée du gaz et de l'inclusion diminuent souvent.
Mais le dégazage peut-il augmenter les crasses ?
Oui, une mauvaise pratique peut créer des crasses supplémentaires. Si la vitesse du rotor est trop élevée ou si l'immersion est trop superficielle, l'unité peut entraîner de l'oxyde de surface dans la matière fondue et générer ainsi davantage d'oxydation. Cela signifie que le dégazage doit rester contrôlé. Un bon traitement rotatif est calme sous la surface, et non violent au sommet.
Tableau d'équilibre des processus
| État de fonctionnement | Effet sur l'hydrogène | Effet sur les inclusions | Effet sur l'écume et le rendement |
|---|---|---|---|
| Vitesse de rotation et taux de gaz corrects | Suppression forte | Bon soutien à la flottation | Niveau d'écrémage acceptable |
| Trop d'agitation en surface | Un résultat mitigé | L'oxyde de surface peut revenir dans la masse fondue | Plus de crasse, moins de rendement |
| Durée de traitement trop courte | Suppression des faiblesses | Flottement limité | Elle peut sembler efficace, mais la qualité reste médiocre |
| Traitement stable et écrémage approprié | Meilleur résultat global | Fusion plus propre | Réduction des déchets et meilleure stabilité des rendements |
Pourquoi le rendement doit-il être pris en compte dans l'évaluation du dégazage ?
Certaines usines ne jugent une unité de dégazage qu'en fonction des chiffres de l'hydrogène. Cette évaluation est incomplète. Le véritable résultat économique comprend :
- Taux de rebut
- Génération de crasse.
- Consommation du rotor et de l'arbre.
- Durée du traitement.
- Consommation de gaz.
- Temps d'arrêt dû à la maintenance.
- Qualité finale de la coulée.
La meilleure configuration n'est pas toujours celle qui donne le résultat le plus bas en matière d'hydrogène. C'est la configuration qui donne le meilleur résultat de production totale.
Comment les ingénieurs doivent-ils choisir le diamètre du rotor, la profondeur d'immersion et l'adaptation du récipient ?
La taille du rotor et la géométrie de la chambre de traitement doivent fonctionner ensemble. Un rotor trop petit risque de ne pas déplacer suffisamment de matière fondue. Un rotor trop grand peut créer un flux instable et une usure rapide.
Facteurs de sélection pratiques
| Facteur de sélection | Pourquoi c'est important |
|---|---|
| Volume de matière fondue | Les grands bains nécessitent une circulation plus large |
| Forme du four ou de la poche | La géométrie contrôle le schéma de recirculation |
| Dégagement du fond | Empêche la perturbation du sable, de la boue ou du réfractaire |
| Dégagement en surface | Limite la formation de tourbillons et l'entraînement d'oxydes |
| Objectif de propreté de l'alliage | Des cibles métalliques plus propres peuvent justifier une conception plus fine des bulles et un traitement plus long. |
| Rythme de production | Les cycles courts nécessitent une grande efficacité sans mélange trop agressif |
Règles utilisées dans les revues de conception des installations
- Maintenir le rotor à l'écart du fond de la cuve.
- Évitez une position trop proche de la surface.
- Adapter le diamètre du rotor à la largeur de la chambre de traitement.
- Confirmer que la longueur de l'arbre permet une immersion répétée.
- Vérifier que le système d'entraînement supporte le couple sans vaciller.
Pourquoi l'adaptation du navire importe plus que la taille du catalogue
Un rotor qui fonctionne bien dans le four d'un client peut mal fonctionner dans un autre si la profondeur de fusion, l'espacement des parois ou le volume de la charge métallique sont différents. C'est l'une des raisons pour lesquelles les clients d'AdTech demandent souvent des dimensions liées au dessin de leur four réel au lieu de se fier uniquement à une pièce de rechange de taille générale.
Quelles méthodes d'essai permettent de vérifier la qualité du dégazage dans une fonderie ?
Aucun programme de traitement de la fonte ne devrait reposer uniquement sur un jugement visuel. L'hydrogène et la propreté doivent faire l'objet de mesures objectives.
Méthodes d'essai courantes utilisées après le dégazage
| Méthode d'essai | Ce qu'il vérifie | Utilisation typique |
|---|---|---|
| Test de pression réduite | Tendance à la formation de porosité gazeuse sous vide | Contrôle rapide de la qualité en atelier |
| Indice de densité | Teneur relative en gaz par comparaison d'échantillons | Largement utilisé dans les fonderies et les usines de moulage |
| Analyseur d'hydrogène, première bulle ou similaire | Mesure directe de la teneur en hydrogène | Contrôle des processus et optimisation des recettes |
| Examen de l'aspect des fractures | Signe visuel du niveau et de la propreté des pores | Contrôle de soutien rapide, pas suffisant en soi |
| Section métallographique | Distribution des pores internes et interaction des inclusions | Approfondissement de la qualité |
| Données sur les défauts de coulée en aval | Effet de production réel | Confirme que les paramètres du traitement sont efficaces |
Pourquoi l'indice de densité reste-t-il populaire ?
Le test de l'indice de densité est pratique, abordable et suffisamment rapide pour s'adapter au rythme normal d'une fonderie. Il ne remplace pas l'analyse directe de l'hydrogène dans les opérations haut de gamme, mais reste un outil de contrôle utile.
Pourquoi les usines doivent-elles suivre les tendances, et pas seulement une valeur unique ?
Un bon résultat ne prouve pas la maîtrise du processus. La méthode la plus efficace consiste à effectuer un suivi :
- Résultat hydrogène avant traitement
- Résultat de l'hydrogène après le traitement
- Type d'alliage
- Température de fusion
- Type et débit de gaz
- Vitesse du rotor
- Opérateur et numéro de chauffage.
- Taux de défauts en aval.
Les relevés de tendances révèlent si l'unité est vraiment stable ou si elle n'est efficace qu'occasionnellement.
Quels sont les modes de défaillance qui réduisent la durée de vie des rotors en graphite et comment les usines peuvent-elles les éviter ?
Le coût des rotors est un élément important de l'économie du traitement des matières fondues. La plupart des défaillances prématurées sont dues à des erreurs d'utilisation ou de manipulation qui auraient pu être évitées.
Modes de défaillance fréquents et actions correctives
| Symptôme de défaillance | Cause probable | Action corrective |
|---|---|---|
| Brûlure du bord du rotor | Exposition à l'air chaud, revêtement fragile, temps d'inactivité au-dessus du point de fusion | Réduire l'exposition à l'air, revoir la qualité du revêtement, améliorer la discipline de manipulation |
| Fissuration lors de la première utilisation | Préchauffage insuffisant, choc thermique | Utiliser une procédure de préchauffage par étapes |
| Erosion excessive aux sorties de gaz | Débit de gaz trop élevé, schéma d'écoulement abrasif | Vérifier à nouveau le débit et la conception du rotor |
| Défaillance du fil | Serrage excessif ou désalignement | Utiliser les contrôles de couple et d'alignement corrects |
| Oxydation de l'arbre au-dessus du bain | Zone d'oxydation chaude près de l'ouverture du four | Améliorer la protection et réduire le temps de séjour dans l'air chaud |
| Vibrations ou oscillations | Arbre déformé, mauvais ajustement de l'articulation, désalignement de l'entraînement | Inspecter l'assemblage et remplacer les pièces endommagées |
| Durée de vie limitée à un seul alliage | Effet de la chimie ou de l'atmosphère | Examen de la compatibilité et de la fenêtre de traitement |
Pratiques de manipulation qui protègent les pièces en graphite
- Conserver le graphite au sec et à l'abri des chocs.
- Préchauffer progressivement avant la première immersion.
- Évitez de heurter le rotor contre les parois du four.
- Maintenir l'unité alignée pendant l'entrée et la sortie.
- Respecter la séquence de purge des gaz avant le démarrage de l'essorage lorsque la conception l'exige.
- Éliminer l'accumulation avec précaution lors de l'entretien, et non par un choc mécanique important.
Pourquoi la protection contre l'oxydation est-elle si importante ?
Le graphite donne d'excellents résultats dans l'aluminium en fusion, mais il s'oxyde à l'air chaud. Un traitement protecteur, un temps d'exposition contrôlé et des pratiques de démarrage judicieuses peuvent prolonger considérablement la durée de vie. Il s'agit de l'un des leviers de coût les plus importants dans la possession d'un rotor.
Que doivent vérifier les acheteurs avant de commander une unité de dégazage rotative ou un rotor en graphite ?
Les équipes chargées des achats comparent souvent uniquement le prix initial, alors que la comparaison la plus rentable porte sur la durée de vie, la constance de la qualité, la charge de maintenance et l'assistance technique.
Liste de contrôle pour l'évaluation de l'acheteur
| Catégorie | Ce qu'il faut vérifier |
|---|---|
| Capacité de l'unité | Volume de matière fondue par cycle, temps de traitement, gamme d'alliages |
| Système de gaz | Gaz pris en charge, plage de pression, précision du contrôle du débit |
| Spécification du rotor | Qualité du graphite, densité, revêtement, géométrie, durée de vie prévue |
| Spécification de l'arbre | Matériau, rectitude, taille de l'alésage, traitement anti-oxydation |
| Contrôle de l'entraînement | Plage de régime réglable, répétabilité, verrouillages de sécurité |
| Conception mécanique | Course de levage, stabilité du montage, accès pour l'entretien |
| Documentation | Dessins, procédures d'utilisation, liste des pièces de rechange, aide à la mise en service |
| Fourniture de pièces de rechange | Délai de livraison des rotors et des arbres, disponibilité des stocks, interchangeabilité des pièces |
| Service extérieur | Assistance au démarrage et capacité de dépannage |
| Coût total de possession | Consommation de gaz, consommation de graphite, temps de maintenance, impact sur la réduction des défauts |
Les questions qu'un acheteur sérieux doit se poser
- Quel volume de matière fondue l'unité traite-t-elle par cycle ?
- Quelle géométrie de rotor est recommandée pour ma famille d'alliages ?
- Quelle est la durée de vie en cycles ou en tonnes ?
- Quel type de gaz a été utilisé pour valider les performances indiquées ?
- Le fournisseur peut-il prendre en charge le montage du four et de la poche de coulée ?
- La qualité du graphite est-elle identique dans tous les lots de pièces détachées ?
- Quelles sont les procédures de démarrage et d'arrêt recommandées ?
- Quelles données le fournisseur peut-il communiquer sur l'indice de densité ou la réduction de l'hydrogène ?
Pourquoi le coût total importe plus que le prix de réserve
Un rotor dont le prix d'achat est inférieur mais dont la durée de vie est inférieure de moitié, dont la consistance est faible ou dont la formation de bulles est instable peut augmenter le coût total :
- Consommation de graphite plus élevée
- Plus de temps d'arrêt
- Plus de consommation de gaz
- Augmentation de la ferraille
- Plus d'intervention de l'opérateur.
- Risque accru lié à la qualité de la clientèle.
Lors de l'évaluation des fournisseurs, les services d'approvisionnement doivent travailler en étroite collaboration avec les ingénieurs des procédés.
Comment le dégazage rotatif s'intègre-t-il à la filtration et à la conception de la ligne de coulée ?
Le dégazage rotatif donne la meilleure valeur lorsqu'il fait partie d'un itinéraire complet de traitement des matières fondues. Il ne doit pas être considéré isolément.
Séquence typique de traitement de la fonte
- Fusion des charges et ajustement des alliages.
- Écrémage des fours et contrôle des scories.
- Dégazage rotatif.
- Transfert de métal à faible turbulence.
- Filtration sur mousse céramique ou filtration en lit profond si nécessaire.
- Distribution au moule, à la table à billettes, à la machine de coulée sous pression ou au moule à plaque de laminage.
Pourquoi la filtration reste importante après le dégazage
Le dégazage rotatif facilite l'élimination de l'hydrogène et la flottation des inclusions, mais il ne constitue pas la réponse définitive à toutes les sources d'impuretés. La filtration en aval permet toujours de capturer les oxydes résiduels, les particules réfractaires ou les débris générés par le transfert. Les usines les plus performantes combinent les deux traitements.
Pourquoi le contrôle de la turbulence est-il lié à la qualité du dégazage ?
Une usine peut perdre une grande partie des avantages du dégazage si le transfert de métal après le traitement devient violent. Une réoxydation et une nouvelle accumulation d'hydrogène peuvent se produire en cas de mauvaises pratiques de transfert. C'est pourquoi les laveurs, les puits de pompage, les tubes de transfert et les poches de coulée doivent faire l'objet d'un même examen de la qualité.
Quelles sont les applications d'aluminium en fusion qui bénéficient le plus des systèmes de dégazage rotatif d'AdTech ?
Le dégazage rotatif crée de la valeur dans de nombreux secteurs de l'aluminium, mais le niveau de bénéfice dépend de la sensibilité du produit.
Secteurs d'application
| Secteur d'activité | Pourquoi le dégazage est essentiel |
|---|---|
| Coulée en bille | La faible porosité permet d'améliorer la finition de l'extrusion et l'uniformité mécanique. |
| Production de brames de laminage | La réduction des défauts de gaz et d'oxyde améliore la qualité des feuilles, des films et des boîtes de conserve. |
| Préparation de la masse fondue pour le moulage sous pression | Un métal plus propre réduit le risque de rejet et améliore l'étanchéité à la pression |
| Fonderie - coulée par gravité | Meilleure densité et moins de pores internes |
| Moulage de roues et de structures | Le contrôle de l'hydrogène permet d'atteindre les objectifs en matière de fatigue et d'intégrité |
| Traitement de l'aluminium recyclé | Aide à stabiliser la qualité variable de la matière fondue entrante |
Quels sont les produits qui exigent généralement le contrôle le plus strict ?
- Tôle automobile
- Stock de feuilles
- Alliages pour conducteurs électriques.
- Pièces moulées étanches à la pression.
- Billet d'extrusion à haute finition.
- Pièces moulées structurelles traitées thermiquement.
Ces familles de produits justifient souvent des composants en graphite de qualité supérieure et une discipline d'exploitation plus stricte.
Comment les usines peuvent-elles mettre en place une norme de dégazage stable au lieu de se fier aux habitudes des opérateurs ?
Un programme de dégazage fiable repose sur un contrôle écrit, des tests objectifs et un matériel reproductible.
Les étapes qui améliorent la stabilité du processus
- Définir les recettes de traitement par famille d'alliage.
- Verrouiller les plages de régime et de débit de gaz dans le système de commande.
- Normaliser la profondeur d'immersion du rotor.
- Enregistrer la température de fusion avant le traitement.
- Tester l'hydrogène ou l'indice de densité à intervalles fixes.
- Remplacer les pièces en graphite sur la base de critères d'usure, et non au jugé.
- Former les opérateurs à éviter les crasses et à prévenir les chocs thermiques.
- Examiner chaque semaine les tendances en matière de défauts par rapport aux données de dégazage.
Pourquoi le travail standard améliore-t-il à la fois la qualité et les coûts ?
Lorsque le processus est normalisé, l'usine obtient des résultats :
- Durée de vie du rotor plus prévisible.
- Diminution des pertes de gaz.
- Meilleure répétabilité entre les équipes.
- Dépannage plus rapide.
- Une meilleure préparation à l'audit .
- Une plus grande confiance de la part des clients.
Ce type de discipline transforme le dégazage d'une tâche dépendant de l'opérateur en un processus métallurgique mesurable.
FAQ sur le dégazage de l'aluminium fondu, les unités rotatives et les rotors en graphite
Dégazage de l'aluminium et technologie des rotors : FAQ 10/10
1. Quel est l'objectif du dégazage de l'aluminium en fusion ?
L'objectif principal est de supprimer hydrogène dissous et aident à faire flotter les impuretés non métalliques (inclusions) hors de la masse fondue. Un dégazage efficace réduit considérablement la porosité, les trous d'épingle et les variations de qualité dans les produits moulés finaux, garantissant ainsi l'intégrité structurelle.
2. Pourquoi l'hydrogène est-il le principal gaz présent dans l'aluminium ?
3. Quelle est la fonction d'un rotor en graphite dans une unité de dégazage rotative ?
Le rôle du rotor en graphite est de cisailler le gaz de traitement en millions de bulles minuscules et fines et les faire circuler dans l'aluminium en fusion. Des bulles plus petites offrent une surface beaucoup plus grande pour le transfert d'hydrogène et un meilleur support pour la flottation des oxydes à la surface.
4. Quelle est la meilleure solution, l'argon ou l'azote, pour le dégazage de l'aluminium ?
Argon est plus inerte et constitue l'étalon-or pour les applications aérospatiales ou automobiles haut de gamme afin d'éviter toute réaction potentielle. Azote est une alternative rentable largement utilisée dans les travaux de fonderie générale. Le choix final dépend généralement de l'alliage spécifique, du niveau de propreté requis et de l'économie de l'usine.
5. Quelle est la durée de vie d'un rotor en graphite ?
6. Le dégazage rotatif peut-il également éliminer les inclusions ?
7. Que se passe-t-il si la vitesse du rotor est trop élevée ?
La vitesse excessive est contre-productive. Elle crée une tourbillon de surface qui peut en fait ramener les oxydes et l'air dans la matière fondue, ce qui augmente la production de crasse et accélère l'usure du rotor sans améliorer l'efficacité du dégazage.
8. Comment une usine peut-elle vérifier si le dégazage fonctionne ?
LE CONTRÔLE DE LA QUALITÉ
Les méthodes de validation les plus courantes sont les suivantes Essai à pression réduite (EPR) pour calculer l'indice de densité, l'analyse directe de l'hydrogène par extraction sous vide et l'examen métallographique des échantillons solidifiés pour vérifier la présence de microporosité.
9. Pourquoi la qualité et la rectitude des arbres en graphite sont-elles importantes ?
10. Le dégazage rotatif suffit-il à lui seul ?
Résumé technique final
Un outil efficace Unité de dégazage rotative AdTech fonctionne parce qu'il combine la dispersion des gaz et la circulation de la matière fondue en une seule étape de traitement. Le rotor en graphite est au centre de cette performance. Si le matériau du rotor est dense, pur, résistant à l'oxydation, dimensionnellement précis et adapté à la géométrie du four, l'unité peut générer de fines bulles, dépouiller efficacement l'hydrogène, supporter la flottation des impuretés et produire une qualité reproductible chaleur après chaleur. Si le rotor ou l'arbre est mal spécifié, même une machine bien construite sera moins performante.
Les leçons pratiques les plus importantes sont claires :
- L'élimination de l'hydrogène dépend de la qualité des bulles, et pas seulement de la quantité de gaz.
- La géométrie du rotor et l'alignement de l'arbre sont aussi importants que la puissance du moteur.
- L'argon et l'azote ont chacun des fenêtres d'utilisation valables.
- La protection contre l'oxydation et la discipline thermique affectent fortement la durée de vie du graphite.
- L'indice de densité et les tests d'hydrogène devraient permettre de contrôler la recette.
- Le dégazage donne le meilleur rendement lorsqu'il est associé à un transfert à faible turbulence et à une filtration en aval.
En termes d'achat, les acheteurs doivent évaluer l'ensemble du système, et pas seulement le prix des pièces détachées. En termes d'ingénierie, la bonne spécification comprend la qualité du graphite, la forme du rotor, les dimensions de l'arbre, la plage de débit de gaz, la plage de régime, la profondeur d'immersion, la durée de vie prévue et la procédure d'exploitation basée sur les essais. Lorsque ces éléments sont contrôlés ensemble, le dégazage de l'aluminium fondu devient l'une des améliorations de la qualité les plus importantes dans le processus de moulage.
