Pour de nombreuses séries de production petites à moyennes et pour les composants qui nécessitent une bonne résistance mécanique, une microstructure dense et une finition de surface supérieure sans le coût élevé des outils des méthodes à haute pression, le moulage par gravité de l'aluminium offre le meilleur équilibre entre la qualité des pièces, la métallurgie prévisible et la rentabilité. Lorsque les moules sont correctement conçus, que le traitement de la masse fondue est contrôlé et que la solidification est gérée à l'aide d'un système stratégique de canaux et de masselottes, les pièces en aluminium moulées par gravité peuvent égaler ou dépasser la durabilité des composants fabriqués par d'autres méthodes de moulage, tout en réduisant la porosité et en améliorant l'usinabilité.
1. Terminologie et classification des processus
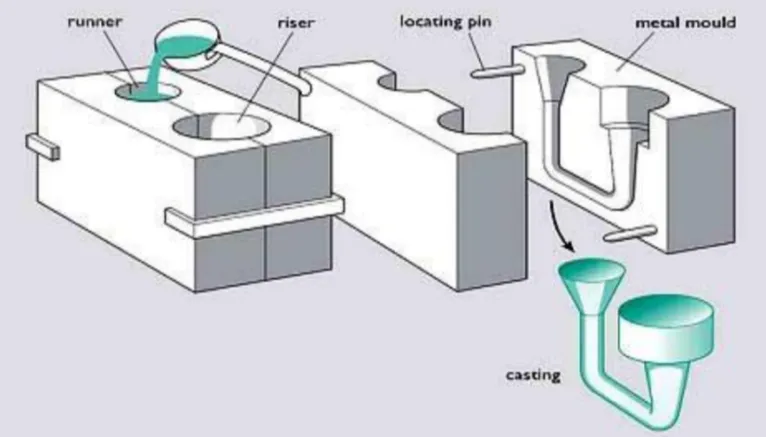
Le moulage par gravité de l'aluminium désigne généralement le processus consistant à introduire un alliage d'aluminium fondu dans un moule sous l'effet de la seule gravité. Il existe deux acceptions générales couramment utilisées dans l'industrie. Au sens large, le moulage par gravité comprend le moulage au sable, le moulage à la cire perdue, le moulage à mousse perdue et les techniques de moulage permanent où aucune pression externe ne pousse le métal dans la cavité. Dans un sens plus restreint, le terme désigne le moulage par gravité en moule permanent, dans lequel un moule métallique réutilisable reçoit le métal en fusion versé par le haut et le métal remplit la cavité de bas en haut sous l'effet de la gravité. Le moulage par gravité en moule permanent se situe entre le moulage au sable traditionnel et le moulage sous haute pression en termes de coût d'outillage, de finition de surface et de propriétés mécaniques.

2. Alliages typiques et métallurgie clé
Les alliages d'aluminium couramment utilisés pour le moulage par gravité comprennent les alliages A356, A357, A380, ADC12, 356 et diverses variantes des séries 3xx et 4xx, choisis pour leur bonne coulabilité, leur résistance et leur réactivité au traitement thermique. La manipulation de la masse fondue influence la teneur en hydrogène, les oxydes et les niveaux d'inclusion qui déterminent la porosité et la résistance. Les températures de fusion typiques varient selon les alliages ; pour les alliages d'aluminium courants, la plage de température de coulée se situe souvent entre 30 et 80 degrés au-dessus du liquidus, ce qui donne des températures de coulée comprises entre 650 et 760 degrés Celsius pour de nombreux alliages de moulage. Les traitements de raffinage des grains, de dégazage et de modification sont courants pour obtenir une microstructure fine et réduire les défauts de retrait. Lire également :Moulage sous pression vs moulage au sable.
Tableau 1. Alliages courants pour la coulée d'aluminium et référence rapide
| Alliage (nom commun) | Cas d'utilisation typiques | Caractéristiques de coulée | Traitable thermiquement |
|---|---|---|---|
| A356 / 356 | Pièces structurelles, roues, boîtiers | Bonne fluidité, bonne résistance après trempe T6 | Oui |
| A380 / ADC12 | Pièces moulées à usage général avec un bon remplissage | Excellent remplissage, résistance modérée | Limitée |
| 319 | Composants du moteur | Bonne résistance à la fatigue thermique | Oui |
| 6061 (variantes moulées) | Pièces usinables | Fluidité réduite, utilisée de manière sélective | Oui |
| série 4300 | Haute résistance à la fissuration à chaud | Spécialisé | Oui |
3. Déroulement étape par étape du moulage par gravité
Une séquence claire donne des résultats reproductibles. La séquence suivante représente les meilleures pratiques pour une production robuste.
-
Préparation du moule
Les moules métalliques doivent être nettoyés, préchauffés à une température contrôlée, recouverts d'un revêtement antiadhésif ou d'un spray réfractaire, et équipés d'un noyau si nécessaire. Un préchauffage adéquat améliore les gradients thermiques pendant la solidification. -
Fusion et traitement des alliages
Faites fondre dans un four adapté. Éliminez les oxydes et les inclusions par écumage et utilisez des fondants si nécessaire. Procédez au dégazage à l'aide de gaz inertes ou de dégazeurs rotatifs afin de réduire la quantité d'hydrogène dissous. Ajoutez des affinateurs ou des modificateurs de grain afin d'affiner la structure dendritique. Maintenez la stabilité chimique de la masse fondue en effectuant des prélèvements réguliers. -
Verser et puiser
Transférez le métal à l'aide d'une louche ou d'un équipement de coulée automatisé. Veillez à maintenir une température de coulée constante et un débit régulier afin d'éviter toute turbulence. -
Verser dans le moule
Le coulage doit remplir le moule progressivement, avec un minimum d'éclaboussures. De nombreux ateliers utilisent des portes de remplissage par le bas, des gobelets de coulée et des dispositifs de contrôle du débit pour guider le métal dans les sections minces. -
Gestion de la solidification
Utilisez des refroidisseurs, des masselottes et un refroidissement contrôlé pour diriger la solidification. L'objectif est d'obtenir une solidification directionnelle vers les masselottes afin que la porosité due au retrait reste dans les masselottes et non dans la pièce moulée finie. -
Secouage et nettoyage
Pour les moules permanents, ouvrez le moule et extrayez la pièce moulée. Retirez les points d'injection, les masselottes et les bavures à l'aide d'un ébarbage mécanique. -
Traitement thermique et finition
Effectuer le traitement, la trempe et le vieillissement requis si l'alliage l'exige. Usiner aux tolérances finales, appliquer des traitements de surface si nécessaire. -
Inspection et essais
Contrôles dimensionnels, essais de dureté, inspection par rayons X ou ultrasons pour détecter les défauts internes, et essais de pression ou fonctionnels, le cas échéant.
4. Types de moules et choix d'outillage
Il existe trois familles courantes de moules pour le moulage par gravité.
-
Moules métalliques permanents (moules à gravité)
Fabriqués en acier ou en fer, ils offrent un refroidissement rapide, une bonne finition de surface et une répétabilité dimensionnelle. Ces moules conviennent aux séries moyennes à élevées où le coût initial de l'outillage est justifié. -
Moules à sable
Coût d'outillage réduit et grande flexibilité pour les formes complexes et les pièces moulées de grande taille. Les moules en sable sont jetables, ce qui les rend idéaux pour les prototypes et la production en petite série. -
Moules à investissement et à mousse perdue
Offre une grande fidélité des contours et réduit le besoin d'usinage. Le moulage à la cire perdue permet de produire des géométries à parois minces, mais nécessite un contrôle plus strict du processus.
La durée de vie des outils varie selon leur type. Les moules métalliques permanents offrent une meilleure finition, mais nécessitent un entretien et un resurfaçage après de nombreux cycles. La durée de vie typique d'un moule permanent en acier peut aller de plusieurs dizaines de milliers à plusieurs centaines de milliers de cycles, en fonction de l'alliage, du traitement thermique du moule et de son entretien.
5. Règles de conception pour les pièces moulées
Une bonne conception de moulage réduit les rebuts et le temps d'usinage. Les règles clés sont les suivantes :
-
Maintenez une épaisseur de paroi uniforme dans la mesure du possible afin d'éviter les points chauds et les cavités de retrait.
-
Prévoir des filets généreux aux jonctions afin de réduire la concentration des contraintes et les problèmes d'alimentation.
-
Inclure des angles de dépouille pour permettre l'extraction du moule dans le cas de procédés de moulage permanent.
-
Utilisez des nervures pour assurer la rigidité plutôt que des parois minces afin de maintenir une alimentation adéquate.
-
Localisez les portes et les contremarches afin de favoriser la solidification directionnelle vers les zones sacrificielles.
Une approche consciente de la ligne de séparation, de la gestion des contre-dépouilles et du placement du noyau préserve la durée de vie du moule et réduit le travail de finition.
6. Contrôle de l'ouverture, de la montée et de la solidification
La stratégie de gating et de risering détermine l'intégrité interne. Pour les remplissages par gravité, la valeur par défaut consiste à remplir à partir du point le plus bas de la cavité vers le haut, ce qui pousse naturellement les gaz devant le métal liquide. Les bonnes pratiques comprennent :
-
Utilisez des vannes à remplissage par le bas pour réduire les éclaboussures et le piégeage d'air.
-
Placez les rehausses dans les sections épaisses ou dans les zones où la solidification concentrera le retrait.
-
Ajouter des refroidissements rapides lorsque cela permet d'obtenir la microstructure souhaitée dans les sections minces.
-
Veillez à ce qu'il y ait des évents et des canaux de trop-plein pour permettre aux gaz piégés de s'échapper.
La planification de la solidification directionnelle permet d'éviter le retrait dans les zones soumises à des contraintes élevées et simplifie le traitement thermique ultérieur.

7. Défauts courants, causes profondes et mesures correctives
Les pièces moulées par gravité peuvent présenter des défauts liés à la manipulation de la matière en fusion, à l'outillage ou à la conception. Vous trouverez ci-dessous une référence concise.
Tableau 2. Défauts courants, causes probables et solutions
| Défaut | Cause première probable | Mesure corrective |
|---|---|---|
| Porosité (rétrécissement) | Alimentation insuffisante, mauvais placement des risers | Repositionner les montants, augmenter le volume des alimentateurs, solidification directionnelle |
| Porosité du gaz | Teneur élevée en hydrogène, mauvais dégazage, turbulence | Améliorer le dégazage, réduire les turbulences pendant la coulée, utiliser des portes de remplissage par le bas. |
| Fermetures à froid | Basse température de coulée, remplissage lent | Augmenter légèrement la température de coulée, modifier le port d'injection pour augmenter la vitesse de remplissage. |
| Déchirure à chaud | Solidification contrainte dans les zones restreintes | Modifier la conception pour obtenir une épaisseur de section plus uniforme, utiliser des refroidisseurs. |
| Inclusions | Mauvaise propreté de la fusion, dégradation du flux | Améliorer l'écumage de la masse fondue, la filtration et l'entretien des revêtements réfractaires |
| Mauvaise finition de surface | Problème d'érosion du sable ou de revêtement de moule | Optimiser le revêtement et la ventilation du moule, vérifier l'intégrité du moule |
Pour la plupart des problèmes, une analyse systématique des causes profondes qui relie les journaux de processus, les échantillons de fusion et les registres d'outillage permettra d'identifier les mesures correctives qui apporteront une amélioration durable.
8. Traitement thermique, usinage et finition
De nombreux alliages d'aluminium moulés par gravité réagissent bien au traitement thermique qui permet d'augmenter leur résistance et leur ténacité. Les séquences typiques comprennent le traitement thermique en solution, la trempe et le vieillissement artificiel pour les alliages tels que l'A356. Considérations clés pour le traitement post-moulage :
-
Maintenir les températures de traitement de la solution dans les tolérances prescrites afin d'éviter la fusion naissante des composants à bas point de fusion.
-
Utilisez des moyens de refroidissement contrôlés pour éviter toute déformation ; des outils ou des dispositifs de fixation peuvent être nécessaires pour maintenir la stabilité dimensionnelle.
-
Prévoyez les tolérances d'usinage dès la phase de conception. Les surfaces moulées par gravité peuvent être plus lisses que celles moulées au sable, mais elles peuvent tout de même nécessiter une finition pour obtenir des surfaces de précision.
Les traitements de surface tels que l'anodisation, le revêtement en poudre ou le placage dépendent de l'alliage et de l'environnement d'utilisation prévu.
9. Contrôle qualité et essais non destructifs
Les pratiques NDT courantes pour les pièces moulées par gravité comprennent :
-
Radiographie pour la cartographie de la porosité interne.
-
Inspection par ultrasons pour les pièces moulées de grande taille où la porosité peut ne pas être visible par radiographie.
-
Contrôles par ressuage ou par particules magnétiques pour détecter les fissures superficielles sur les alliages appropriés.
-
Contrôles métallographiques de la structure granulaire et de la microségrégation.
-
Essais mécaniques, notamment essais de traction, de dureté et de fatigue, lorsque la conception nécessite une validation.
Le contrôle statistique des processus et la certification des matériaux entrants constituent la base d'une production fiable.
10. Économie de production et cas où le moulage par gravité est préférable
Le moulage par gravité est compétitif en termes de coûts pour les petites et moyennes séries, où les moules permanents offrent un coût par pièce inférieur à celui du moulage au sable, tout en évitant les investissements très élevés en outillage du moulage sous haute pression. Les économies d'échelle dépendent du matériau, de la complexité des pièces et des tolérances. Pour les géométries simples à modérément complexes, avec des volumes modérés et des exigences de résistance élevées, le moulage par gravité l'emporte généralement en termes de coût total par pièce. Les recommandations publiées suggèrent que le moulage par gravité en moule permanent devient économique à partir de quelques milliers de pièces et devient de plus en plus avantageux à mesure que la taille de la production augmente, tandis que le moulage au sable reste viable pour les petits lots ou les grandes pièces uniques.
Tableau 3. Comparaison rapide : moulage par gravité, moulage sous pression, moulage au sable
| Métrique | Coulée par gravité | Moulage sous pression | Moulage au sable |
|---|---|---|---|
| Coût initial de l'outillage | Moyen | Haut | Faible |
| Finition de la surface | Bon | Très bon | Rugueux |
| Tolérance dimensionnelle | Bon | Excellent | Variable |
| Volumes appropriés | Petite à moyenne | Haut | Prototype à moyen terme |
| Alliages typiques | Aluminium, magnésium | Aluminium, zinc | De nombreux alliages |
| Contrôle de la porosité | Bon avec une alimentation adéquate | Risque accru sauf sous vide/inertie | Variable |

11. Considérations relatives à la sécurité, à l'environnement et à la réglementation
Le travail des métaux en fusion exige des mesures de sécurité rigoureuses. Les principaux contrôles comprennent :
-
Équipement de protection individuelle adéquat pour les travailleurs, y compris une protection contre la chaleur et les projections de métal.
-
Commandes d'échappement et de ventilation des fours pour gérer les gaz de combustion et les particules.
-
Stratégies de filtration et de recyclage des coulées afin de réduire les déchets et le gaspillage d'énergie.
-
Stockage et manipulation appropriés des flux et des éléments d'alliage conformément à la réglementation locale.
-
Inspection et entretien réguliers des creusets, des poches de coulée et des revêtements réfractaires afin de limiter les défaillances catastrophiques.
La conformité réglementaire dépendra des lois locales ; documentez toujours les émissions, l'élimination des déchets et les caractéristiques de formation des travailleurs.
12. Notes pratiques tirées de cas concrets dans l'industrie
La production réelle montre ces points à plusieurs reprises :
-
De petits changements dans la géométrie des vannes produisent souvent une amélioration considérable dans le contrôle de la porosité.
-
Une chimie de fusion constante est un facteur déterminant pour obtenir des performances mécaniques reproductibles.
-
Les programmes d'indexation des outils et d'entretien des moules qui suivent le nombre de cycles prolongent la durée de vie des outils et réduisent les temps d'arrêt imprévus.
-
L'utilisation de la simulation informatique pour le remplissage et la solidification est rentable dès le premier outil complexe grâce à la réduction du nombre d'itérations.
De nombreux fabricants s'orientent vers une automatisation partielle du coulage et de la coulée afin de stabiliser la température et le débit de coulée, ce qui réduit directement les taux de rebut.
13. Liste de contrôle pratique pour démarrer un cycle de coulée par gravité
-
Sélectionnez l'alliage et obtenez le certificat du matériau.
-
Confirmer le matériau du moule, la recette de préchauffage et le revêtement.
-
Définir la température de fusion cible et le programme de dégazage.
-
Définissez la disposition des obturateurs, des masselottes et des évents dans les notes du dessin.
-
Créer un plan de contrôle des processus pour les températures, le temps de coulée et le nombre de cycles.
-
Préqualifier les protocoles d'inspection et les critères d'acceptation.
-
Lancer un lot pilote pour la mesure statistique du retrait et des propriétés mécaniques.
-
Documenter le plan d'action corrective pour les défauts.
14. Moulage par gravité de l'aluminium : FAQ sur le processus et la qualité
1. Quel est le point de contrôle le plus important pour réduire la porosité ?
2. Quels sont les alliages les plus faciles à couler par gravité ?
3. Quelle est la différence entre le moulage sous pression et le moulage par gravité ?
4. Comment les colonnes montantes doivent-elles être dimensionnées pour les pièces moulées par gravité en aluminium ?
5. Les pièces moulées par gravité peuvent-elles être traitées thermiquement ?
6. Quand le moulage en sable est-il préférable au moulage sous pression par gravité ?
7. Quelle est la durée de vie d'un moule permanent ?
8. Quelle est la finition requise pour les surfaces cosmétiques ?
9. La coulée par gravité est-elle adaptée aux pièces automobiles structurelles ?
10. Comment choisir entre la coulée par gravité et la coulée sous pression ?
15. Conseils pratiques de fin de session prodigués par un expert produit
-
Commencez à établir des tableaux de contrôle dès le premier jour ; surveillez la température de coulée, la composition chimique de la masse fondue et le nombre de cycles.
-
Effectuez de petits essais pour tester les modifications apportées au gating avant de vous engager dans une refonte du moule.
-
Collaborer avec les fournisseurs d'alliages afin d'ajuster le traitement de fusion pour obtenir les propriétés mécaniques souhaitées.
-
Investissez dans la formation à la manipulation des fours et des poches de coulée afin de minimiser les variations dues à l'intervention humaine.
