Les pièces moulées en aluminium de haute qualité exigent un contrôle rigoureux de la composition chimique de la masse fondue, de son comportement à l'écoulement et de sa solidification. Les défauts les plus fréquents et les plus critiques pour les performances — porosité gazeuse, retrait, entraînement d'oxyde et d'inclusions, fissuration à chaud et défauts de surface — trouvent leur origine dans des étapes prévisibles : préparation de la masse fondue, transfert, remplissage du moule et solidification. Une atténuation efficace nécessite un programme coordonné combinant un nettoyage rigoureux de la masse fondue (flux ou dégazage), filtration artificielle (filtres en mousse céramique), une conception thermique et une sélection minutieuse des portes, ainsi que des contrôles de processus validés. Lorsque ces mesures sont mises en œuvre conjointement, les fonderies peuvent réduire les rebuts, améliorer les propriétés mécaniques et répondre à des normes d'acceptation plus élevées tout en maintenant la rentabilité de la production.
1. Pourquoi les défauts de moulage de l'aluminium sont-ils importants ?
Une mauvaise qualité de moulage augmente le coût unitaire, augmente les risques de défaillance sur le terrain et peut rendre les pièces inutilisables dans les applications aérospatiales, automobiles ou sous pression. Le contrôle de l'intégrité du moulage permet de réduire les tolérances d'usinage, d'augmenter le rendement, d'obtenir un comportement mécanique prévisible et de renforcer la confiance des clients. Des contrôles de processus traçables et un traitement de la fonte documenté sont souvent nécessaires pour satisfaire aux exigences en matière d'approvisionnement et de certification.
2. Comment se forment les défauts
Les défauts apparaissent lorsque le métal, le moule, l'outillage ou les conditions du processus produisent un écoulement non uniforme, du gaz piégé ou une alimentation inadéquate pendant le changement de phase. Principaux processus générateurs de défauts :
-
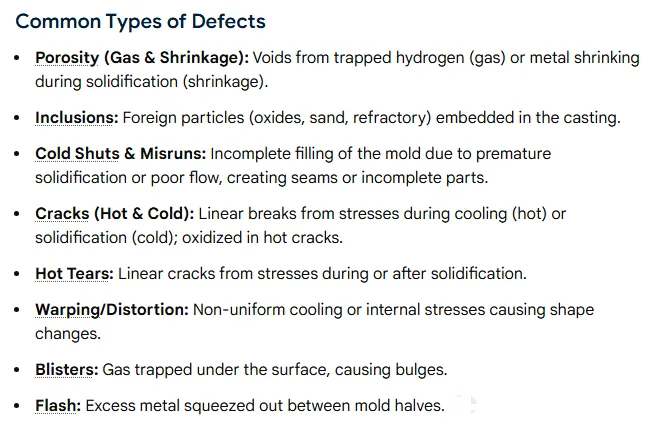
La dissolution et la libération de gaz pendant la solidification produisent des pores arrondis.
-
Une contraction thermique sans apport suffisant de métal d'apport génère des cavités de retrait et des vides internes.
-
Le remplissage turbulent et la rupture de surface forment des films d'oxyde qui sont entraînés, produisant des inclusions non métalliques et des bifilms.
-
Des gradients thermiques inadéquats ou une contraction restreinte provoquent des fissures à chaud.
Ces mécanismes ont été largement étudiés dans la littérature ; le comportement de solubilité de l'hydrogène est essentiel à la porosité gazeuse, car l'aluminium fondu peut transporter beaucoup plus d'hydrogène que l'aluminium solide. L'hydrogène est donc rejeté pendant la solidification et forme des bulles s'il n'est pas éliminé au préalable.
3. Classification : défauts courants dans les pièces moulées en aluminium (tableau récapitulatif)
| Type de défaut | Apparence typique | Causes principales | Méthodes de détection typiques |
|---|---|---|---|
| Porosité gazeuse (hydrogène) | Arrondi interne/trous d'épingle | Excès d'hydrogène dissous ; humidité, chargement turbulent | Radiographie, ultrasons, sectionnement destructif |
| Rétrécissement porosité | Cavités irrégulières près des zones qui se solidifient en dernier | Alimentation insuffisante, mauvais levage, gradients thermiques | Radiographie, métallographie |
| Inclusions d'oxyde / bifilms | Stringers, défauts lamellaires | Oxydation de surface, remplissage turbulent, entraînement | Analyse visuelle, radiographique et intergranulaire |
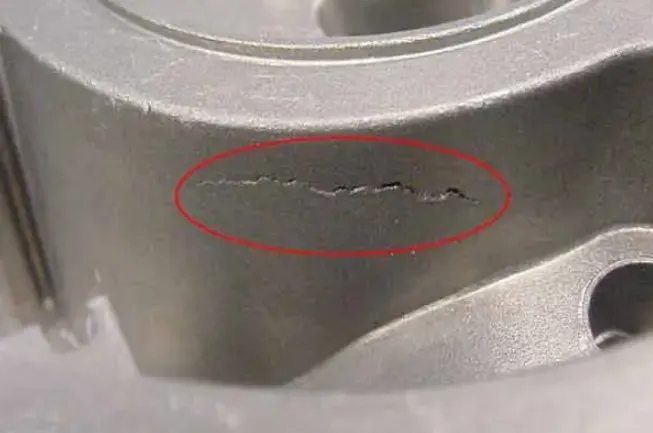
| Larmes chaudes / fissures chaudes | Fissures irrégulières près des points chauds | Contraintes de haute résistance pendant la solidification | Visuel, pénétrant, métallographie |
| Fermetures à froid | Lignes de fusion incomplètes à la surface | Température de coulée basse, remplissage lent | Preuve visuelle, usinage |
| Erreurs d'impression | Formes de moulage courtes et incomplètes | Basse température, faible vitesse de coulée | Visuel |
| Défauts liés au sable (bulles d'air, fusion du sable) | Cratères superficiels, zones rugueuses | Dégradation des moisissures, humidité dans le sable | Visuel, sectionnement |
| Inclusions (scories, réfractaires) | Particules dures, défauts localisés | Contamination de la surface de fusion, réfractaire usé | Analyse visuelle et chimique |
| Bulles superficielles / traces de gaz | Zones surélevées, vides souterrains | Génération de gaz à l'interface du moule | Visuel, sectionnement |
| Fissures de retrait (zones froides) | Fines fissures dans les transitions entre les parties épaisses et fines | Inadéquation de la conception thermique | Visuel et métallographie |
(Cette taxonomie condensée suit les atlas standard des défauts de moulage et les pratiques courantes dans les fonderies.)
4. Porosité du gaz : le principal facteur limitant les performances
Pourquoi l'hydrogène est généralement responsable
L'hydrogène se dissout facilement dans l'aluminium liquide, mais beaucoup moins dans l'aluminium solide. Pendant le refroidissement, la solubilité chute brusquement et l'hydrogène est rejeté dans le liquide restant, où il forme des bulles qui restent piégées si elles ne peuvent s'échapper avant la fin de la solidification. Ce mécanisme explique pourquoi la porosité se concentre souvent dans les régions interdendritiques et les zones qui se solidifient en dernier. Il est essentiel de surveiller et de contrôler la teneur en hydrogène de la masse fondue, ainsi que les étapes du processus qui permettent à l'hydrogène de s'échapper.
Détection et acceptation pratiques
-
Utilisez des capteurs d'hydrogène dissous en temps réel pour surveiller les processus.
-
Utilisez la radiographie aux rayons X ou la tomodensitométrie pour les pièces critiques.
-
Établir des limites d'acceptation (par exemple, de nombreuses pièces aérospatiales exigent une porosité interne quasi nulle et utilisent des normes rigoureuses en matière de rayons X).
Hiérarchie des mesures correctives
-
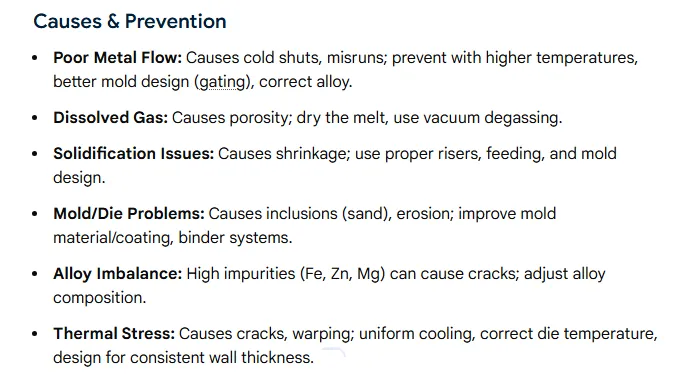
Empêcher la pénétration d'hydrogène : sécher les matériaux de charge, éliminer les sources d'humidité, contrôler l'atmosphère du four.
-
Traitement par fusion : fluxage et dégazage pour éliminer les gaz dissous et les contaminants de surface.
-
Filtration et remplissage contrôlé pour éviter toute recontamination et tout entraînement.
-
Gestion de la solidification pour éviter le piégeage de gaz dans les régions interdendritiques (placement des masselottes, refroidisseurs).
5. Rétrécissement et échecs d'alimentation
Les défauts de retrait apparaissent lorsque la solidification consomme localement du volume métallique et qu'aucun métal d'alimentation n'arrive en raison d'une mauvaise conception du massicot ou d'une mauvaise isolation thermique. Éviter le retrait est à la fois une question de température et de canalisation :
-
Utilisez les principes de solidification directionnelle afin que le métal en fusion s'écoule vers les masselottes.
-
Localisez les colonnes montantes dans les zones les plus exposées au gel et assurez-vous que leur masse et leur isolation thermique sont adéquates.
-
Utiliser des refroidissements pour déplacer le front de solidification si la taille de la colonne montante est limitée.
-
Valider à l'aide d'outils de simulation ; de nombreuses fonderies performantes utilisent la simulation de moulage pour prédire correctement les points chauds et dimensionner correctement les masselottes.
6. Films d'oxyde, inclusions et bifilms : les tueurs invisibles
Lorsque l'aluminium fondu entre en contact avec l'air, il forme un film d'oxyde en quelques fractions de seconde. Si le flux est turbulent ou si la surface est perturbée pendant la coulée, ces films se replient dans la masse fondue, produisant des défauts stratifiés appelés bifilms qui réduisent considérablement la résistance à la fatigue et agissent comme des sites d'initiation de fissures. Pour éviter l'entraînement d'oxyde, il faut :
-
Remplissage laminaire grâce à une conception adéquate des vannes et à une pratique appropriée du répartiteur.
-
Nettoyage de surface et écumage pour éliminer les scories avant le transfert.
-
Utilisation de filtres efficaces qui retiennent les inclusions submicroniques et produisent un débit stable en aval. Les filtres en mousse céramique produisent un écoulement laminaire et capturent mécaniquement les oxydes et les particules entraînées tout en résistant aux chocs thermiques et à l'érosion, ce qui contribue à réduire le nombre d'inclusions et à améliorer la fiabilité des pièces.
7. Larmes chaudes et contraintes thermiques
La déchirure à chaud se produit lorsque la contraction de l'alliage pendant la phase finale de solidification ne peut être compensée par la déformation plastique, car le matériau est semi-solide et cassant. Contrôles clés :
-
Évitez les changements brusques de section et les transitions trop marquées entre les parties fines et épaisses.
-
Favorisez des gradients thermiques plus uniformes ; utilisez des refroidisseurs ou des appareils de chauffage localisés pour modifier l'ordre de congélation.
-
Sélectionnez des alliages et des systèmes d'alimentation qui réduisent le temps de séjour des points chauds.
-
Utilisez la simulation pour quantifier la contrainte thermique et ajuster l'outillage.
8. Problèmes liés à la finition de surface et défauts esthétiques
Les imperfections de surface peuvent résulter de défauts du sable, de la présence de gaz à l'interface du moule, d'un réfractaire de mauvaise qualité ou de fours encrassés. Les mesures préventives comprennent un contrôle rigoureux du sable, des matériaux de charge secs et propres, l'entretien des réfractaires et la filtration afin d'empêcher le redéposition d'inclusions sur les surfaces du circuit d'écoulement.
9. Technologies de traitement par fusion (flux, dégazage)
Fonctions de flux et sélection
Les flux pour le traitement de la fonte d'aluminium sont des mélanges spécialement conçus à base de sels inorganiques utilisés pour le contrôle des scories, la désoxydation, la démagnétisation et l'affinage de la composition chimique de la fonte. Les fondants granulaires de haute qualité peuvent : recouvrir la fonte pour empêcher l'oxydation, lier ou faire flotter les scories, favoriser la coalescence des petites inclusions et aider à éliminer les gaz dissous lorsqu'ils sont utilisés avec agitation. Le choix du fondant approprié dépend de la famille d'alliages, de la température de fonctionnement et du type de traitement (dégazage, nettoyage ou contrôle de la composition chimique).
Méthodes de dégazage
Les approches courantes en matière de dégazage comprennent :
-
Bulles de gaz de purge: un gaz inerte (argon ou azote) est injecté dans l'aluminium fondu afin d'éliminer l'hydrogène. Efficace, évolutif et largement utilisé.
-
Dégazage rotatif: un rotor disperse le gaz en fines bulles, ce qui augmente l'efficacité de capture de l'hydrogène. Convient aux fours à haut débit.
-
Dégazants solides / en comprimés: comprimés chimiques qui réagissent pour libérer des gaz qui favorisent la coalescence de l'hydrogène. Utiles pour les petits magasins, mais peuvent ajouter des résidus.
-
Dégazage sous vide: réduit la pression pour favoriser le dégagement d'hydrogène ; utilisé lorsque des niveaux d'hydrogène très faibles sont nécessaires.
-
Dégazage par ultrasons: la cavitation acoustique permet d'éliminer les gaz dissous et certaines inclusions ; elle fait son apparition dans des applications de niche.
Chaque méthode présente des avantages et des inconvénients en termes de coût des équipements, de débit, de compétences des opérateurs et de résidus. Un programme combiné — dégazage mécanique avec purge de gaz, fluxage et filtration — permet d'obtenir la meilleure réduction pratique du taux de défauts pour la plupart des fonderies d'aluminium.
10. Technologies de filtration et emplacement
Pourquoi les filtres en mousse céramique sont-ils largement utilisés ?
Les filtres en mousse céramique à base d'alumine offrent une porosité élevée avec des voies tortueuses qui piègent les particules jusqu'à des tailles micrométriques et convertissent le flux chaotique en flux laminaire. Grâce à leur robustesse thermique et leur résistance à l'érosion, ils constituent un choix fiable pour le moulage d'alliages d'aluminium, où l'élimination des inclusions et le lissage du flux sont essentiels pour éviter l'entraînement d'oxyde et réduire la réoxydation turbulente en aval. Des filtres en mousse céramique correctement spécifiés peuvent réduire considérablement le nombre d'inclusions et améliorer les résultats mécaniques en aval.
Considérations pratiques
-
Sélectionnez la taille des pores et le taux de porosité qui permettent d'équilibrer le débit et l'efficacité de capture.
-
Placez le filtre en amont du système de coulée, à l'intérieur d'un moule ou d'un répartiteur bien conçu, afin qu'il puisse voir la masse fondue et pas seulement la surface écumée.
-
Assurez-vous que le montage est sécurisé et que le choc de préchauffage est minimal afin d'éviter toute fracture prématurée.
-
Remplacer selon le calendrier prévu et consigner l'utilisation des filtres dans le cadre de la documentation relative à la traçabilité.
11. Conception du processus : obturation, ventilation, refroidissement et simulation
Une bonne conception thermique et fluidique permet d'éviter de nombreux défauts avant que le traitement de la masse fondue ne devienne le facteur déterminant. Techniques clés :
-
Utilisez un gating lisse, une carotte effilée et des canaux de bonne taille pour éviter les turbulences et les plis.
-
Prévoir des évents et des voies d'échappement pour l'air et les gaz provenant de la cavité du moule.
-
Appliquer un refroidissement rapide et une solidification directionnelle pour favoriser l'alimentation dans les masselottes.
-
Utilisez un logiciel de simulation de moulage pour prédire les points chauds, les turbulences et le comportement de remplissage, puis itérez la conception de l'outillage.
La simulation combinée à des essais pilotes permet de détecter rapidement les géométries risquées qui, autrement, entraîneraient des taux de rebut élevés.
12. Inspection, mesure et contrôle
Une fonderie moderne utilise des contrôles hiérarchisés :
-
Surveillance en ligne: mesure de l'hydrogène, enregistrement de la température et registres d'application du flux.
-
Contrôle non destructif: Radiographie aux rayons X, contrôle par ultrasons, ressuage pour détecter les fissures et tomodensitométrie pour les composants critiques.
-
Échantillonnage destructif: sectionnement métallographique et analyse des inclusions lors des audits de processus.
-
SPC: appliquer le contrôle statistique des processus aux paramètres clés (ppm d'hydrogène, température de fusion, cycle de filtration et temps de dégazage), puis mettre en œuvre des améliorations continues.
13. Matrice de dépannage (tableaux exploitables)
Tableau : Liste de contrôle des causes profondes des défauts courants
| Défaut observé | Contrôles immédiats | Causes profondes probables | Premières mesures correctives |
|---|---|---|---|
| Porosité gazeuse (dispersée) | Mesure du compteur d'hydrogène, humidité de charge, atmosphère du four | Charge humide, condensation, teneur élevée en hydrogène dans la masse fondue | Degas (rotatif + purge), charge sèche, améliore le stockage |
| Rétrécissement (localisé) | Point chaud de simulation, adéquation des risers | Mauvaise montée, goulot d'étranglement thermique | Ajouter un riser/chill, réviser le gating, utiliser la simulation |
| Inclusion d'oxyde / bifilms | Scories visuelles, remplissage turbulent | Turbulence, lèvre de poche endommagée, mauvais transfert | Installer un filtre en mousse céramique, ralentir le remplissage, modifier le système d'alimentation. |
| Déchirure à chaud | Coupe transversale de conception, vérifications des contraintes | Gradient thermique élevé, moule rigide | Ajouter de la ductilité via un alliage, ajuster le chemin de solidification, utiliser des refroidisseurs |
| Brûlure superficielle | Condition réfractaire, écumage du four | Usure réfractaire, surchauffe | Réparer le réfractaire, nettoyer la surface de fusion, écumer le flux |
Tableau : Aide-mémoire pour la sélection des systèmes de filtration et de dégazage
| Exigence | Méthode primaire recommandée | Notes |
|---|---|---|
| Élimination élevée des inclusions, flux continu | Filtre en mousse céramique (Al₂O₃) | Préchauffer le filtre, choisir le taux de porosité |
| Faible à modérée teneur en hydrogène | Dégazage rotatif avec gaz inerte | Utilisez de l'argon pour obtenir les meilleures performances. |
| Taux d'hydrogène très bas | Aspirateur ou combiné rotatif + aspirateur | CAPEX plus élevé, utilisé pour les pièces critiques |
| Petit magasin, faible volume | Flux pour tablette + écumage manuel | Coût réduit ; résidus possibles |
| Débit élevé, automatisé | Filtres en ligne + dégazeur rotatif automatisé | Idéal pour une qualité constante |
(Utilisez ces tableaux comme liste de contrôle initiale ; adaptez-les à l'alliage et à la taille des pièces.)
14. Plan de mise en œuvre pratique et place de l'AdTech
AdTech fabrique des équipements et des consommables adaptés à chaque couche de contrôle :
-
Stations de dégazage: les dégazeurs rotatifs et les systèmes de purge dimensionnés en fonction du débit du four réduisent l'hydrogène dissous et améliorent la cohérence. Associés à un dosage contrôlé de gaz inerte et à un brassage automatisé, ils réduisent la variance à l'origine de la porosité aléatoire.
-
Gamme de produits à flux granulaire: mélanges de flux formulés pour le recouvrement, la liaison des scories et l'aide à la coalescence des éléments non métalliques et à l'élimination de l'hydrogène pendant les courtes fenêtres de traitement. Une technique d'ajout appropriée et une sélection judicieuse des recettes réduisent l'oxydation et la formation de scories.
-
Plaques filtrantes en mousse céramique: Les filtres en mousse AdTech retiennent les oxydes et les particules tout en produisant un écoulement laminaire qui empêche le pliage du biofilm. Le choix correct du filtre et son installation sécurisée permettent de réduire de manière significative le nombre d'inclusions et d'améliorer les caractéristiques de traction/fatigue des pièces moulées.
Programme suggéré pour la mise en œuvre
-
Audit : mesurer la concentration de base en ppm d'hydrogène, les taux d'inclusion, les raisons des rebuts.
-
Pilote : ajouter un filtre en mousse céramique au répartiteur, utiliser en parallèle avec la pratique actuelle pendant 50 à 200 coulées. Enregistrer le nombre d'inclusions et les résultats des essais mécaniques.
-
Valider : introduire le dégazage rotatif et l'ajout standardisé de flux ; surveiller la tendance de l'hydrogène.
-
Contrôle : intégrer des capteurs, un système de contrôle statistique (SPC) et une formation des opérateurs ; tenir des registres traçables pour chaque cycle de cuisson.
Cette approche systématique réduit les variations et facilite considérablement le dépannage.
15. Réparation, entretien et formation des opérateurs
-
Conservez le flux dans un endroit sec et dans des récipients hermétiques ; rejetez les lots agglomérés ou décolorés.
-
Préchauffez les filtres lorsque cela est recommandé et vérifiez qu'ils ne présentent pas de fissures ; ne forcez jamais un filtre froid dans un débit important.
-
Calibrer les analyseurs d'hydrogène et consigner les résultats.
-
Former les opérateurs à verser doucement, à manipuler les louches et à prendre rapidement des mesures correctives lorsque les lectures dérivent.
16. Remarques relatives à la réglementation, aux spécifications et aux achats
-
Précisez les exigences en matière de filtration et de dégazage dans les bons de commande si les clients en aval exigent une porosité réduite ou la traçabilité.
-
Inclure des critères d'acceptation liés au niveau de contrôle non destructif (par exemple, niveaux de qualité radiographique) et exiger des registres documentés sur le traitement de la coulée.
-
Pour les applications aérospatiales ou critiques, conservez les certificats d'analyse des lots de flux et des filtres.
17. Liste de contrôle pour une prise de décision rapide avant chaque quart de travail de production
-
Vérifier l'état des réfractaires du four et de la poche.
-
Vérifiez la charge et assurez-vous que le matériau est sec.
-
Vérifier et enregistrer la température de fusion.
-
Enregistrer la concentration de base en ppm d'hydrogène ; si elle dépasse le seuil, dégazer.
-
S'assurer que le filtre et l'équipement de dégazage sont installés et fonctionnels.
-
Vérifier que les outils de moulage et les modèles de masselottes correspondent aux dessins validés.
-
Consignez tout écart.
18. Traitement de la fonte et traçabilité de la qualité : FAQ
1. Quelle est l'action la plus efficace pour réduire la porosité interne ?
2. Un bon filtre peut-il éliminer toute porosité ?
3. À quelle fréquence les filtres en mousse céramique doivent-ils être remplacés ?
4. Les flux peuvent-ils être utilisés en toute sécurité et comment doivent-ils être manipulés ?
5. Quelle est la meilleure méthode de dégazage pour le moulage de grands volumes dans l'industrie automobile ?
6. Comment puis-je savoir si la porosité a été causée par le retrait ou le gaz ?
7. Les filtres céramiques affectent-ils la chimie des matières fondues ?
8. Le fluxage peut-il remplacer le dégazage ?
9. Quels sont les seuils pratiques pour l'hydrogène dans la fonte d'aluminium ?
10. Quelles mesures et quels enregistrements doivent être conservés pour assurer la traçabilité ?
19. Étude de cas sur la mise en œuvre
Une fonderie de taille moyenne a réduit de 70 % les plaintes liées à la porosité interne après avoir mis en œuvre trois changements : un dégazage rotatif automatique à chaque chauffage, un dosage standardisé de flux granulaire pour chaque famille d'alliages et la modernisation des filtres en mousse céramique à la station de coulée. La fonderie a ajouté une surveillance de l'hydrogène et créé des graphiques SPC pour les ppm d'hydrogène sur trois mois ; les données ont montré une réduction constante et moins de rejets aux rayons X.
20. Recommandations finales et liste de contrôle
-
Considérez la propreté de la coulée comme la première ligne de défense : charge sèche, contrôle de l'atmosphère du four.
-
Utilisez des tactiques combinées : dégazage + flux + filtration pour obtenir des gains de qualité multiplicatifs.
-
Installez des instruments de mesure sur les commandes critiques (compteur d'hydrogène, enregistreur de température).
-
Appliquez la simulation dès le début de la conception de l'outillage afin d'éliminer les points chauds thermiques.
-
Conservez les registres de traçabilité pour chaque cycle de cuisson afin de permettre une résolution rapide des causes profondes.
