La aplicación de filtros de espuma cerámica de alta calidad elimina eficazmente las inclusiones no metálicas del metal fundido, lo que se traduce directamente en una reducción de 25% a 40% en las tasas de desechos de fundición de las fundiciones industriales. Las soluciones de filtración de ADtech utilizan un mecanismo de recorrido tortuoso para atrapar físicamente la escoria y las impurezas al tiempo que rectifican la turbulencia del flujo de metal. Este proceso garantiza unas propiedades mecánicas superiores en la fundición final, mejora significativamente la maquinabilidad y prolonga la vida útil de las herramientas de corte utilizadas en el postprocesado. Las fundiciones que dan prioridad a la optimización del rendimiento deben integrar niveles específicos de porosidad (PPI) adecuados a sus tipos de aleación para lograr un flujo laminar y evitar el arrastre de aire durante la fase de colada.
La ciencia de la filtración de metal fundido
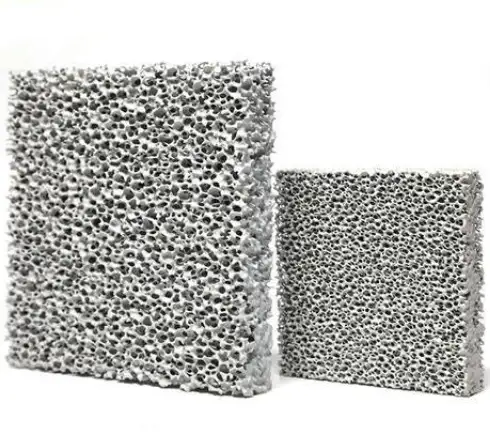
La fundición de metales sigue siendo la columna vertebral de la fabricación pesada, pero la presencia de impurezas amenaza la integridad estructural de cada componente producido. Los filtros de espuma cerámica (CFF) actúan como punto de control crítico entre el horno y la cavidad del molde.
A diferencia de los filtros simples, que solo retienen partículas más grandes que el tamaño de los poros, los CFF funcionan mediante una estructura tridimensional. Esta estructura crea un efecto de “filtración profunda”. Cuando el aluminio, el hierro o el acero fundidos pasan a través de la espuma reticulada, se encuentran con una compleja red de puntales cerámicos.
Mecanismos de filtración en acción
En un filtro ADtech se producen simultáneamente tres procesos físicos distintos:
-
Cribado (tamizado): Las partículas grandes, como la escoria de horno o los fragmentos refractarios, se bloquean físicamente en la cara del filtro porque superan el diámetro de los poros.
-
Formación de la torta de filtración: A medida que las partículas grandes se acumulan en la superficie, forman una capa filtrante secundaria. Esta “torta” comienza a atrapar partículas aún más finas, lo que aumenta la eficacia de la filtración con el tiempo, aunque también aumenta gradualmente la resistencia al flujo.
-
Filtración en lecho profundo (Adhesión): Esta es la principal ventaja de la espuma cerámica. Las inclusiones microscópicas fluyen por los canales pero se adhieren a los puntales cerámicos debido a la tensión superficial, la afinidad química y la fricción física. Esto permite que un filtro de 10 PPI (poros por pulgada) atrape partículas significativamente más pequeñas que las aberturas reales de sus poros.
Rectificación del flujo y reducción de turbulencias
Además de limpiar el metal, estos filtros alteran la dinámica de fluidos del vertido. El metal fundido vertido de un cazo posee una gran energía turbulenta. Si esta turbulencia entra en el molde, erosiona el molde de arena (lavado de arena) y atrapa burbujas de aire.
La colocación de un filtro ADtech en el sistema de compuerta convierte este flujo turbulento en flujo laminar. El flujo laminar es suave y uniforme, llenando uniformemente la cavidad del molde. Esta reducción de las turbulencias evita los defectos de reoxidación y garantiza que el metal llene las secciones de paredes finas sin cierres en frío.
Composiciones y aplicaciones de los materiales del núcleo
Seleccionar la composición química correcta es vital. El uso de un material filtrante incorrecto puede provocar fallos estructurales en el filtro, donde la cerámica se funde o se desmorona en la pieza fundida, causando defectos catastróficos.
Filtros de espuma cerámica de carburo de silicio (SiC)
Los filtros de carburo de silicio son el estándar para las fundiciones de hierro. Poseen una excelente resistencia al choque térmico y una elevada resistencia mecánica.
-
Aleaciones objetivo: Fundición gris, fundición dúctil, aleaciones de cobre.
-
Límite de temperatura: Hasta 1500°C.
-
Característica clave: Los filtros de SiC suelen fabricarse con un aglutinante sin fosfatos para evitar la captación de fósforo en la masa fundida, lo que es crucial para las calidades de fundición dúctil.
Filtros de espuma cerámica de alúmina (Al2O3)
Los filtros de alúmina están diseñados específicamente para la industria del aluminio. Son químicamente estables y resistentes a la naturaleza agresiva del aluminio fundido.
-
Aleaciones objetivo: Aleaciones de aluminio, Colada semicontinua de aluminio.
-
Límite de temperatura: Hasta 1200°C.
-
Característica clave: Estos filtros suelen utilizar una junta distinta (cinta expansiva) para sellar el filtro dentro de la caja del filtro, evitando el desvío del metal.

Filtros de espuma cerámica de óxido de circonio (ZrO2)
La circonia representa el nivel más alto de resistencia térmica. Son necesarios para aplicaciones de fundición de acero en las que las temperaturas son extremas.
-
Aleaciones objetivo: Acero al carbono, acero inoxidable, superaleaciones a base de cobalto/níquel.
-
Límite de temperatura: Hasta 1700°C.
-
Característica clave: Los filtros de óxido de circonio mantienen su resistencia al calor extremo y se precalientan para evitar el choque térmico durante el golpe inicial con el metal.
Comparación de especificaciones técnicas
Los ingenieros de fundición deben basarse en datos precisos para seleccionar el filtro correcto. La siguiente tabla describe los parámetros físicos de la línea de productos de filtración de ADtech.
Tabla 1: Especificaciones de rendimiento de los materiales
| Característica | Alúmina (Al2O3) | Carburo de silicio (SiC) | Circonio (ZrO2) |
| Color | Blanco / Rosa | Gris oscuro / Negro | Amarillo / tostado claro |
| Química principal | Al2O3 ≥ 80% | SiC ≥ 80% | ZrO2 ≥ 95% |
| Temperatura máxima | 1200°C | 1500°C | 1700°C |
| Porosidad (PPI) | 10, 20, 30, 40, 50, 60 | 10, 20, 30, 40 | 10, 20, 30 |
| Resistencia a la compresión | > 1,0 MPa | > 1,5 MPa | > 2,0 MPa |
| Choque térmico | Bien | Excelente | Excelente |
| Aplicación común | Ruedas de aluminio, aeroespacial | Bloques de motor, tuberías | Maquinaria pesada, Válvulas |
Comprender la porosidad: Elegir el IPP adecuado
PPI significa Poros por pulgada. Esta métrica determina la densidad de la estructura de la espuma. Un mayor número de PPI indica poros más pequeños y una filtración más fina, pero introduce una mayor resistencia al flujo.
-
10 PPI: Filtración gruesa. Se utiliza para grandes piezas fundidas en las que la velocidad de flujo es prioritaria. Elimina grandes inclusiones de escoria y arena.
-
20 PPI: La balanza estándar del sector. Ofrece buenos caudales con gran capacidad de eliminación de inclusiones.
-
30 PPI y más: Filtración fina. Se utiliza para piezas de alta especificación en las que incluso las inclusiones microscópicas son inaceptables (por ejemplo, componentes de automoción de seguridad crítica).
Cálculos de caudal
Calcular el área de filtro necesaria es fundamental para evitar el “atascamiento” del sistema de canal. Por lo general, el área del filtro debe ser entre 3 y 5 veces mayor que el área transversal del estrangulador para garantizar que el filtro no limite el tiempo de llenado.
Fórmula para la capacidad de caudal:
-
W: Peso total del metal fundido (kg)
-
R: Capacidad de caudal del filtro específico (kg/cm²/s)
-
A: Superficie del filtro (cm²)
-
T: Tiempo de vertido (segundos)
El uso de un filtro de tamaño insuficiente provoca el desbordamiento del vaso de colada o la congelación del metal antes de llenar el molde. Los ingenieros de ADtech ayudan a los clientes a calcular las dimensiones precisas necesarias en función de su chapado patrón.
Instalación y colocación del sistema de compuertas
La colocación correcta es tan vital como la calidad del filtro. Un filtro mal colocado crea turbulencias o se rompe bajo presión.
Estrategias de colocación
-
Vaso vertedor directo: El filtro se asienta en la base del casquillo de colada. Esto es habitual en la fundición a la cera perdida.
-
Sistema de corredores: La ubicación más habitual en la fundición en arena. El filtro se coloca en una huella dentro de la barra de rodadura.
-
In-Gate: Colocar el filtro inmediatamente antes de que el metal entre en la cavidad del molde. Esto proporciona el metal más limpio, pero requiere múltiples filtros pequeños.
El diseño “Imprimir”
El asiento (huella) que sujeta el filtro debe diseñarse con tolerancias holgadas para permitir la dilatación térmica. Sin embargo, la holgura no puede ser tan amplia que el metal eluda el filtro.
-
Apoyo: El filtro requiere un solapamiento de apoyo mínimo de 5 mm a 10 mm en todos los lados para evitar que se hunda bajo el peso del hierro o el acero fundidos.
-
Racionalización: Los canales de entrada y salida de la impresión del filtro deben ensancharse suavemente para minimizar la pérdida de presión.
Análisis de defectos: ¿Qué ocurre sin filtración?
Las fundiciones que omiten la filtración o utilizan productos de calidad inferior se enfrentan a defectos específicos. La identificación de estos defectos confirma la necesidad de soluciones ADtech.
Inclusiones (arena y escoria)
Aparecen como agujeros irregulares no metálicos o picaduras en la superficie mecanizada. Se trata esencialmente de suciedad atrapada. Son la principal causa de rechazo en las piezas de fundición mecanizadas.
Escoplos y porosidad
El flujo turbulento atrapa los gases. Estos gases forman burbujas esféricas dentro del metal. Aunque los tratamientos de desgasificación ayudan, la rectificación del flujo mediante filtros es la solución física para evitar el reintroducción de gases durante el vertido.
Películas de óxido
En la fundición de aluminio, la superficie del metal fundido se oxida instantáneamente. Si la turbulencia pliega esta piel superficial en el líquido a granel (películas bifurcadas), se crea un plano de debilidad. Los filtros eliminan estas películas de óxido e impiden que se formen otras nuevas aguas abajo.
Caso práctico: Implantación de ADtech en la producción de automóviles
Ubicación: Saginaw, Michigan, EE.UU.
Fecha: Febrero 2024
Perfil del cliente: Fundición automotriz de primer nivel que produce cigüeñales de hierro dúctil.
El reto:
La fundición estaba experimentando una tasa de desechos de 12% en su línea de cigüeñales para motores V6. El defecto principal era la “inclusión de arena” detectada durante la fase de inspección por partículas magnéticas (MPI). Utilizaban un núcleo de filtro estándar que no lograba atrapar las partículas finas de silicato. Además, el desgaste de las herramientas de mecanizado era excesivo, lo que aumentaba los costes operativos.
La solución ADtech:
Analizamos su sistema de compuertas y recomendamos cambiar el núcleo del filtro cerámico por el filtro de espuma cerámica SiC de ADtech (20 PPI).
-
Tamaño: 75x75x22mm.
-
Colocación: Colocación horizontal en la barra de rodadura.
Los resultados (90 días después):
| Métrica | Antes de ADtech | Después de ADtech | Mejora |
| Tasa de rechazo (inclusiones) | 12.4% | 1.8% | 85% Reducción |
| Fluidez | Turbulento | Laminar | Mejor relleno de moldes |
| Vida útil de la herramienta (plaquitas) | 450 piezas/borde | 620 piezas/borde | 37% Aumento |
| Ahorro mensual | N/A | $42,000 | ROI Positivo |
Comentarios de los clientes:
La transición no requirió ninguna modificación de las placas patrón. La reducción de los rechazos de mecanizado proporcionó la ganancia financiera más significativa, demostrando que el coste del filtro es insignificante comparado con el valor de una pieza mecanizada desechada.
Guía de selección: Adaptación del filtro a la aleación
Para ayudar a los equipos de compras y a los metalúrgicos, hemos clasificado la selección óptima de filtros en función de los requisitos específicos de la fundición.
Tabla 2: Matriz de compatibilidad de aleaciones y filtros
| Tipo de metal | Ejemplos de aleaciones | Filtro recomendado | IPP óptimo |
| Hierro gris | GG20, GG25 | Carburo de silicio (SiC) | 10 – 20 PPI |
| Hierro dúctil | GGG40, GGG50 | Carburo de silicio (SiC) | 20 – 30 PPI |
| Aluminio | A356, 6061 | Alúmina (Al2O3) | 30 – 50 PPI |
| Acero al carbono | WCB, LCC | Circonio (ZrO2) | 10 PPI |
| Acero inoxidable | 304, 316 | Circonio (ZrO2) | 10 – 20 PPI |
| Cobre/Bronce | C83600 | Carburo de silicio (SiC) | 20 – 30 PPI |
Buenas prácticas de manipulación y almacenamiento
Los filtros de espuma cerámica son frágiles por naturaleza. Una manipulación adecuada garantiza su correcto funcionamiento durante el colado.
-
Control de la humedad: Los filtros deben almacenarse en un entorno seco y ventilado. Si un filtro absorbe humedad, el calor repentino del metal fundido hace que el agua se expanda rápidamente y se convierta en vapor, provocando la explosión del filtro. El embalaje de ADtech incluye barreras contra la humedad, pero las condiciones del almacén son importantes.
-
Impacto físico: Evite dejar caer las cajas. Una pequeña grieta en un filtro es invisible a simple vista, pero provocará un fallo inmediato bajo la presión del metal.
-
Limpieza: Asegúrese de que la zona de impresión del filtro en el molde se ha soplado con aire comprimido antes de colocar el filtro. La arena suelta bajo el filtro será arrastrada directamente al molde.
El proceso de fabricación de los filtros ADtech
La credibilidad de nuestra EEAT se basa en la transparencia de nuestro proceso de fabricación. Controlamos todas las variables para garantizar la coherencia.
-
Selección de espuma de poliuretano: Comenzamos con espuma orgánica de alta calidad. La estructura porosa de esta espuma dicta el IPP final de la cerámica.
-
Preparación del lodo: Se prepara una mezcla precisa de polvo cerámico (SiC, alúmina o circonio), aglutinantes y agentes reológicos. La viscosidad se controla constantemente.
-
Impregnación: La espuma se sumerge en la lechada cerámica.
-
Apretando: La espuma pasa por unos rodillos para eliminar el exceso de lechada. Este paso es fundamental. Demasiada lechada obstruye los poros; demasiado poca debilita la estructura.
-
Secado y cocción: La espuma recubierta se seca y se cuece en un horno túnel. Durante la cocción, la espuma orgánica se quema por completo, dejando sólo el esqueleto cerámico.
-
Sinterización: Las partículas cerámicas se fusionan a altas temperaturas para alcanzar la dureza final.
Análisis económico: El coste de la calidad
Una objeción habitual en las compras es la diferencia de precio entre un filtro estándar y un filtro de espuma cerámica. Los filtros CFF son más caros. Sin embargo, el “coste de la mala calidad” (COPQ) supera con creces el precio unitario del filtro.
Considere el valor añadido:
-
Fettling reducido: Las superficies más lisas requieren menos rectificado en la sala de acabado.
-
Reducción de peso: A menudo, los canales pueden hacerse más pequeños porque el flujo laminar requiere menos longitud de estrangulamiento, lo que mejora el rendimiento del metal (relación entre el peso vertido y el peso de la colada).
-
Confianza de los clientes: La entrega de piezas con cero defectos crea contratos a largo plazo.
ADtech no se posiciona como vendedor de productos básicos, sino como socio para la mejora del rendimiento.
Solución de problemas comunes de los filtros
Incluso con los mejores productos, pueden surgir problemas si los parámetros de aplicación son incorrectos.
Bloqueo del filtro (congelación)
-
Síntoma: El metal deja de fluir poco después de que comience el vertido.
-
Causa: La temperatura del metal es demasiado baja o la velocidad de vertido es demasiado lenta.
-
Solución: Aumentar la temperatura de vertido. Para el acero, utilice un filtro de circonio, que tiene menor masa térmica, o utilice una porosidad mayor (10 PPI).
Rotura del filtro
-
Síntoma: En el interior de la fundición se encuentran piezas del filtro.
-
Causa: La altura de vertido es demasiado elevada (presión ferrostática excesiva) o la huella de apoyo es demasiado pequeña.
-
Solución: Reducir la altura de caída del metal que impacta contra el filtro. Asegúrese de que la impresión proporciona una anchura de apoyo adecuada.
Aplicaciones avanzadas: Colada continua
Más allá de la fundición en arena, los filtros de alúmina ADtech se utilizan ampliamente en las naves de fundición de aluminio para la producción de tochos y desbastes. Se trata de placas filtrantes de gran formato (hasta 26 pulgadas).
En estas aplicaciones, la caja del filtro se sitúa entre el horno y la mesa de colada. En este caso, los requisitos son estrictos, ya que el filtro debe soportar un flujo continuo durante horas, no sólo segundos. ADtech utiliza un proceso de sinterización especializado para estas grandes placas con el fin de garantizar que no se erosionen a lo largo de ciclos de fundición prolongados.
Preguntas frecuentes: Preguntas frecuentes sobre los filtros de espuma cerámica
He aquí las preguntas más frecuentes de los ingenieros de fundición y los responsables de compras, respondidas por expertos de ADtech.
1. ¿Pueden reutilizarse los filtros de espuma cerámica?
Contesta: No. Los filtros de espuma cerámica son consumibles de un solo uso. Una vez utilizados, los poros están obstruidos con inclusiones y el choque térmico ha debilitado la estructura cerámica. Intentar reutilizarlos provocará fallos en el filtro y defectos en la fundición.
2. ¿Cuál es la vida útil de un filtro de espuma cerámica?
Contesta: Si se almacenan correctamente en un entorno seco, los filtros ADtech tienen una vida útil de 2 a 3 años. No obstante, recomendamos utilizarlos antes de 12 meses para garantizar un rendimiento óptimo, sobre todo en lo que respecta a la absorción de humedad.
3. ¿Cómo puedo determinar el tamaño correcto del filtro?
Contesta: El tamaño viene determinado por el peso total vertido y el tiempo de vertido deseado. Debe calcular el caudal (kg/segundo) y ajustarlo a la capacidad del filtro (kg/cm²/segundo). ADtech proporciona una calculadora para ayudarle con esto.
4. ¿Por qué mi filtro flota durante el vertido?
Contesta: Esto ocurre si la impresión del filtro es demasiado floja o si el molde de arrastre (inferior) no sujeta bien el filtro. El metal fluye por debajo del filtro, empujándolo hacia arriba. Asegúrese de que las dimensiones de la impresión coinciden con las tolerancias del filtro.
5. ¿Puedo utilizar un filtro de carburo de silicio para la fundición de acero?
Contesta: No. El acero se funde a temperaturas que a menudo superan los 1600°C. El carburo de silicio se degrada rápidamente por encima de 1500°C y reacciona con el hierro a altas temperaturas. Debe utilizar filtros de Zirconia para el acero.
6. ¿Afecta el filtro a la composición química del metal?
Contesta: En general, no. Los filtros ADtech son químicamente inertes. Sin embargo, los filtros especializados pueden doparse con revestimientos activos para eliminar elementos específicos, pero los filtros estándar no alteran la química de la aleación.
7. ¿Cuál es la diferencia entre los filtros extruidos y los filtros de espuma?
Contesta: Los filtros extruidos (celulares) tienen canales rectos en forma de panal. Son resistentes, pero solo ofrecen una filtración “de cribado”. Los filtros de espuma tienen un recorrido tortuoso y retorcido, lo que ofrece una filtración “profunda” que atrapa partículas significativamente más pequeñas.
8. ¿Qué significa “PPI”?
Contesta: PPI significa “poros por pulgada”. Es una medida de la densidad lineal de los poros. Un filtro de 10 PPI tiene poros grandes (gruesos), mientras que un filtro de 60 PPI tiene poros muy finos.
9. ¿Un filtro ralentizará mi tiempo de vertido?
Contesta: Sí, ligeramente. El filtro introduce una resistencia al flujo. Sin embargo, si el área del filtro se calcula correctamente (normalmente de 3 a 5 veces el área del estrangulador), el efecto sobre el tiempo de vertido es insignificante y a menudo beneficioso para el control del proceso.
10. ¿Pueden los filtros eliminar el gas hidrógeno?
Contesta: Indirectamente. Aunque no absorben químicamente el hidrógeno, al reducir la turbulencia, impiden la aspiración de aire (que contiene humedad/hidrógeno) en la masa fundida. Para la eliminación directa del hidrógeno, se requieren unidades de desgasificación.
Comparación de ADtech con la competencia
El mercado cuenta con diversos proveedores, pero ADtech se distingue por su consistencia. Muchos filtros de bajo coste adolecen de “poros ciegos”, obstrucciones internas que reducen el área de flujo efectiva. Otros tienen una friabilidad débil, lo que provoca que se desprenda polvo cerámico en el molde antes incluso de que comience el vertido.
ADtech lleva a cabo una rigurosa “prueba de transmisión de luz” en cada lote. Iluminamos la espuma con luz de alta intensidad para asegurarnos de que los conductos estén abiertos y sean uniformes. Este paso de control de calidad garantiza que un filtro de 20 PPI funcione exactamente como un filtro de 20 PPI, lote tras lote.
Cuadro 3: Consistencia de las propiedades físicas
| Parámetro | Estándar ADtech | Media del sector | Impacto |
| Consistencia de los poros | ± 2 PPI | ± 5 PPI | Caudal constante |
| Densidad aparente | 0,45 g/cm³ | 0,35 – 0,55 g/cm³ | Fiabilidad estructural |
| Choque térmico (Water Quench) | 5 ciclos | 3 Ciclos | Evita las grietas |
Impacto medioambiental y sostenibilidad
La fabricación moderna exige sostenibilidad. Al reducir las tasas de chatarra, los filtros ADtech disminuyen el consumo total de energía de la fundición. Volver a fundir una pieza desechada consume casi el doble de energía que producir una pieza buena la primera vez.
Además, nuestras instalaciones de fabricación utilizan sistemas de recuperación de calor residual y estamos realizando la transición a aglutinantes de base biológica para reducir las emisiones de COV durante la producción de filtros. La asociación con ADtech alinea su cadena de suministro con principios de fabricación más ecológicos.
Conclusión: La promesa de ADtech
Los filtros de espuma cerámica no son meros accesorios; son herramientas esenciales de control de procesos para la fundición moderna de metales. Ya se trate de la fabricación de intrincados componentes de aluminio aeroespacial o de maquinaria pesada de hierro, la pureza de la masa fundida dicta el éxito del proyecto.
ADtech proporciona la experiencia técnica, la sólida calidad del material y la fiabilidad de la cadena de suministro necesarias para mantener su fundición funcionando con la máxima eficiencia. Al integrar nuestros filtros de SiC, alúmina o circonio, se asegurará un proceso de fundición más limpio, eficiente y rentable.
