Der Einsatz von hochwertigen Schaumkeramikfiltern entfernt effektiv nichtmetallische Einschlüsse aus der Metallschmelze, was in industriellen Gießereien zu einer Verringerung der Ausschussrate um 25% bis 40% führt. Die Filtrationslösungen von ADtech nutzen einen gewundenen Pfadmechanismus, um Schlacke und Krätze physikalisch abzufangen und gleichzeitig die Turbulenzen im Metallfluss zu korrigieren. Dieses Verfahren gewährleistet hervorragende mechanische Eigenschaften des fertigen Gussteils, verbessert die Bearbeitbarkeit erheblich und verlängert die Lebensdauer der bei der Nachbearbeitung eingesetzten Schneidwerkzeuge. Gießereien, die auf eine Optimierung der Ausbeute Wert legen, müssen spezifische Porositätsniveaus (PPI) integrieren, die auf ihre Legierungstypen abgestimmt sind, um eine laminare Strömung zu erreichen und Lufteinschlüsse während der Gießphase zu verhindern.
Die Wissenschaft hinter der Filtration von geschmolzenem Metall
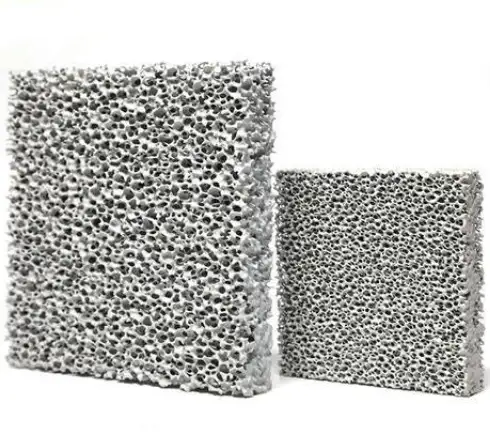
Der Metallguss ist nach wie vor das Rückgrat der Schwerindustrie, doch das Vorhandensein von Verunreinigungen bedroht die strukturelle Integrität jedes hergestellten Bauteils. Schaumkeramikfilter (CFF) dienen als kritischer Kontrollpunkt zwischen dem Ofen und dem Formhohlraum.
Im Gegensatz zu einfachen Sieben, die nur Partikel auffangen, die größer als die Maschenweite sind, arbeiten CFFs mit einer dreidimensionalen Struktur. Diese Struktur erzeugt einen “Tiefbettfiltrationseffekt”. Wenn geschmolzenes Aluminium, Eisen oder Stahl durch den retikulierten Schaumstoff fließt, trifft es auf ein komplexes Netzwerk aus Keramikstreben.
Filtrationsmechanismen bei der Arbeit
In einem ADtech-Filter laufen drei verschiedene physikalische Prozesse gleichzeitig ab:
-
Siebung (Siebung): Große Partikel wie Ofenschlacke oder feuerfeste Fragmente werden an der Filterfläche physisch blockiert, da sie den Porendurchmesser überschreiten.
-
Bildung von Filterkuchen: Wenn sich große Partikel an der Oberfläche ansammeln, bilden sie eine sekundäre Filterschicht. Dieser “Kuchen” fängt sogar noch feinere Partikel ein und erhöht so mit der Zeit die Filtereffizienz, erhöht jedoch auch allmählich den Strömungswiderstand.
-
Tiefbettfiltration (Adhäsion): Dies ist der Hauptvorteil von Keramikschaum. Mikroskopische Einschlüsse fließen durch die Kanäle, bleiben aber aufgrund von Oberflächenspannung, chemischer Affinität und physikalischer Reibung an den Keramikstreben haften. Dadurch kann ein Filter mit 10 PPI (Pores Per Inch) Partikel zurückhalten, die deutlich kleiner sind als seine tatsächlichen Porenöffnungen.
Strömungsberuhigung und Turbulenzreduzierung
Diese Filter reinigen nicht nur das Metall, sondern verändern auch die Flüssigkeitsdynamik des Gusses. Geschmolzenes Metall, das aus einer Pfanne gegossen wird, besitzt eine hohe Turbulenzenergie. Wenn diese Turbulenzen in die Form eindringen, erodieren sie die Sandform (Sandwäsche) und schließen Luftblasen ein.
Durch den Einsatz eines ADtech-Filters im Angusssystem wird diese turbulente Strömung in Laminarströmung. Die laminare Strömung ist glatt und gleichmäßig und füllt den Formhohlraum gleichmäßig aus. Diese Verringerung der Turbulenzen verhindert Reoxidationsfehler und stellt sicher, dass das Metall dünnwandige Abschnitte ohne Kaltverschlüsse füllt.
Kernmaterial-Zusammensetzungen und Anwendungen
Die Wahl der richtigen chemischen Zusammensetzung ist entscheidend. Die Verwendung des falschen Filtermaterials kann zu einem strukturellen Versagen des Filters führen, bei dem die Keramik schmilzt oder in das Gussteil hineinbröckelt und katastrophale Defekte verursacht.
Siliziumkarbid (SiC)-Keramik-Schaumstoff-Filter
Siliziumkarbidfilter sind der Standard für Eisengießereien. Sie verfügen über eine ausgezeichnete Temperaturwechselbeständigkeit und hohe mechanische Festigkeit.
-
Ziel-Legierungen: Grauguss, Sphäroguss, Kupferlegierungen.
-
Temperaturgrenze: Bis zu 1500°C.
-
Schlüsselmerkmal: SiC-Filter werden in der Regel mit einem phosphatfreien Bindemittel hergestellt, um die Aufnahme von Phosphor in der Schmelze zu verhindern, was für Gusseisen mit Kugelgraphit entscheidend ist.
Aluminiumoxid (Al2O3) Keramische Schaumstoff-Filter
Aluminiumoxidfilter wurden speziell für die Aluminiumindustrie entwickelt. Sie sind chemisch stabil und widerstandsfähig gegen die aggressive Natur von geschmolzenem Aluminium.
-
Ziel-Legierungen: Aluminiumlegierungen, Aluminium-Halb-Strangguss.
-
Temperaturgrenze: Bis zu 1200°C.
-
Schlüsselmerkmal: Bei diesen Filtern wird häufig eine spezielle Dichtung (Expansionsband) verwendet, um den Filter im Filterkasten abzudichten und einen Metallbypass zu verhindern.

Zirkoniumdioxid (ZrO2)-Keramikschaumfilter
Zirkoniumdioxid stellt die höchste Stufe der thermischen Beständigkeit dar. Diese sind für Stahlgussanwendungen mit extremen Temperaturen erforderlich.
-
Ziel-Legierungen: Kohlenstoffstahl, rostfreier Stahl, Superlegierungen auf Kobalt-/Nickelbasis.
-
Temperaturgrenze: Bis zu 1700°C.
-
Schlüsselmerkmal: Zirkoniumdioxid-Filter behalten ihre Festigkeit auch bei extremer Hitze und werden vorgewärmt, um einen thermischen Schock beim ersten Auftreffen auf das Metall zu verhindern.
Vergleich der technischen Spezifikation
Gießereiingenieure müssen sich bei der Auswahl des richtigen Filters auf genaue Daten verlassen. In der folgenden Tabelle sind die physikalischen Parameter für die Filtrationsproduktlinie von ADtech aufgeführt.
Tabelle 1: Leistungsspezifikationen für Materialien
| Merkmal | Tonerde (Al2O3) | Siliziumkarbid (SiC) | Zirkoniumdioxid (ZrO2) |
| Farbe | Weiß / Rosa | Dunkelgrau / Schwarz | Gelb / Hellbraun |
| Hauptchemikalie | Al2O3 ≥ 80% | SiC ≥ 80% | ZrO2 ≥ 95% |
| Maximale Temperatur | 1200°C | 1500°C | 1700°C |
| Porosität (PPI) | 10, 20, 30, 40, 50, 60 | 10, 20, 30, 40 | 10, 20, 30 |
| Druckfestigkeit | > 1,0 MPa | > 1,5 MPa | > 2,0 MPa |
| Thermischer Schock | Gut | Ausgezeichnet | Ausgezeichnet |
| Gemeinsame Bewerbung | Aluräder, Luft- und Raumfahrt | Motorblöcke, Rohre | Schwermaschinen, Ventile |
Porosität verstehen: Die Wahl des richtigen PPI
PPI steht für Poren pro Zoll. Diese Kennzahl bestimmt die Dichte der Schaumstruktur. Ein höherer PPI-Wert bedeutet kleinere Poren und eine feinere Filtration, aber auch einen höheren Strömungswiderstand.
-
10 PPI: Grobfiltration. Wird für große Gussteile verwendet, bei denen die Fließgeschwindigkeit im Vordergrund steht. Entfernt große Schlacken- und Sandeinschlüsse.
-
20 PPI: Die Standardwaage der Industrie. Sie bietet gute Durchflussraten mit beträchtlichen Fähigkeiten zur Entfernung von Einschlüssen.
-
30 PPI und mehr: Feinfiltration. Wird für hochspezialisierte Teile verwendet, bei denen selbst mikroskopisch kleine Einschlüsse inakzeptabel sind (z. B. sicherheitskritische Automobilteile).
Berechnungen der Durchflussmenge
Die Berechnung der erforderlichen Filterfläche ist entscheidend, um ein “Verstopfen” des Läufersystems zu verhindern. Die Filterfläche muss in der Regel das 3- bis 5-fache der Querschnittsfläche der Drossel betragen, um sicherzustellen, dass der Filter die Füllzeit nicht beeinträchtigt.
Formel für die Durchflusskapazität:
-
W: Gesamtgewicht des geschmolzenen Metalls (kg)
-
R: Durchflusskapazität des spezifischen Filters (kg/cm²/s)
-
A: Fläche des Filters (cm²)
-
T: Ausgießzeit (Sekunden)
Die Verwendung eines unterdimensionierten Filters führt dazu, dass der Gießbecher überläuft oder das Metall vor dem Füllen der Form gefriert. Die ADtech-Ingenieure unterstützen die Kunden bei der Berechnung der genauen Abmessungen, die auf der Grundlage ihrer Modellplattierung erforderlich sind.
Installation und Platzierung des Gattersystems
Die richtige Platzierung ist ebenso wichtig wie die Qualität des Filters. Ein schlecht platzierter Filter erzeugt Turbulenzen oder bricht unter Druck.
Strategien für die Platzierung
-
Tasse zum direkten Ausgießen: Der Filter sitzt an der Basis der Gießbuchse. Dies ist beim Feinguss üblich.
-
Läufersystem: Die häufigste Position beim Sandguss. Der Filter befindet sich in einem Abdruck innerhalb der Gießschiene.
-
In-Gate: Platzierung des Filters unmittelbar vor dem Eintritt des Metalls in den Formhohlraum. Dies liefert das sauberste Metall, erfordert aber mehrere kleine Filter.
Das “Print”-Design
Der Sitz (Druck), der den Filter hält, muss mit losen Toleranzen konstruiert sein, um eine Wärmeausdehnung zu ermöglichen. Der Spalt darf jedoch nicht so groß sein, dass das Metall den Filter umgeht.
-
Unterstützung: Der Filter muss an allen Seiten mindestens 5 bis 10 mm überlappen, damit er nicht unter dem Gewicht des geschmolzenen Eisens oder Stahls zusammenbricht.
-
Rationalisierung: Die Kanäle, die in den und aus dem Filterdruck führen, sollten sich leicht erweitern, um den Druckverlust zu minimieren.
Defekt-Analyse: Was passiert ohne Filtration?
Gießereien, die die Filtration auslassen oder minderwertige Produkte verwenden, sind mit spezifischen Mängeln konfrontiert. Die Identifizierung dieser Mängel bestätigt den Bedarf an ADtech-Lösungen.
Einschlüsse (Sand und Schlacke)
Diese erscheinen als unregelmäßige nichtmetallische Löcher oder Gruben auf der bearbeiteten Oberfläche. Es handelt sich im Wesentlichen um Schmutzeinschlüsse. Sie sind die Hauptursache für Ausschuss bei bearbeiteten Gussteilen.
Luftlöcher und Porosität
Die turbulente Strömung schließt Gase ein. Diese Gase bilden kugelförmige Blasen innerhalb des Metalls. Während Entgasungsbehandlungen helfen, ist die Strömungsrektifikation über Filter die physikalische Lösung, um eine erneute Gasmitnahme während des Gießens zu verhindern.
Oxid-Filme
Beim Aluminiumguss oxidiert die Oberfläche des geschmolzenen Metalls sofort. Wenn die Turbulenzen diese Oberflächenhaut in die Schmelze falten (Bifaltfilme), entsteht eine Schwachstelle. Filter entfernen diese Oxidschichten und verhindern, dass sich stromabwärts neue Schichten bilden.
Fallstudie: ADtech-Implementierung in der Automobilproduktion
Standort: Saginaw, Michigan, USA
Datum: Februar 2024
Kundenprofil: Tier 1 Automobilgießerei, die Kurbelwellen aus duktilem Eisen herstellt.
Die Herausforderung:
Die Gießerei verzeichnete bei ihrer V6-Motor-Kurbelwellenlinie eine Ausschussquote von 12%. Der Hauptfehler war eine “Sandverunreinigung”, die während der Magnetpulverprüfung (MPI) festgestellt wurde. Es wurde ein Standard-Siebkern verwendet, der feine Silikatpartikel nicht zurückhalten konnte. Darüber hinaus war der Verschleiß der Bearbeitungswerkzeuge übermäßig hoch, was die Betriebskosten in die Höhe trieb.
Die ADtech-Lösung:
Wir analysierten ihr Anschnittsystem und empfahlen den Wechsel von einem keramischen Siebkern zum ADtech SiC Ceramic Foam Filter (20 PPI).
-
Größe: 75x75x22mm.
-
Platzierung: Horizontale Platzierung in der Laufschiene.
Die Ergebnisse (90 Tage später):
| Metrisch | Vor ADtech | Nach ADtech | Verbesserung |
| Schrottrate (Einschlüsse) | 12.4% | 1.8% | 85% Ermäßigung |
| Flüssigkeit | Turbulent | Laminar | Bessere Formfüllung |
| Standzeit (Wendeschneidplatten) | 450 Teile/Kante | 620 Teile/Kante | 37% Erhöhung |
| Monatliche Einsparungen | K.A. | $42,000 | ROI positiv |
Kunden-Feedback:
Für die Umstellung waren keine Änderungen an den Modellplatten erforderlich. Die Verringerung des Bearbeitungsausschusses stellte den größten finanziellen Gewinn dar, was beweist, dass die Kosten des Filters im Vergleich zum Wert eines verschrotteten bearbeiteten Teils vernachlässigbar sind.
Auswahl-Leitfaden: Filter und Legierung aufeinander abstimmen
Um Beschaffungsteams und Metallurgen zu unterstützen, haben wir die optimale Filterauswahl auf der Grundlage der spezifischen Gussanforderungen kategorisiert.
Tabelle 2: Kompatibilitätsmatrix für Legierungen und Filter
| Metall Typ | Beispiele für Legierungen | Empfohlener Filter | Optimaler PPI |
| Graues Eisen | GG20, GG25 | Siliziumkarbid (SiC) | 10 – 20 PPI |
| Sphäroguss | GGG40, GGG50 | Siliziumkarbid (SiC) | 20 – 30 PPI |
| Aluminium | A356, 6061 | Tonerde (Al2O3) | 30 – 50 PPI |
| Kohlenstoffstahl | WCB, LCC | Zirkoniumdioxid (ZrO2) | 10 PPI |
| Rostfreier Stahl | 304, 316 | Zirkoniumdioxid (ZrO2) | 10 – 20 PPI |
| Kupfer/Bronze | C83600 | Siliziumkarbid (SiC) | 20 – 30 PPI |
Bewährte Praktiken für Handhabung und Lagerung
Keramische Schaumstofffilter sind von Natur aus spröde. Die richtige Handhabung stellt sicher, dass sie während des Gusses korrekt funktionieren.
-
Kontrolle der Luftfeuchtigkeit: Filter müssen in einer trockenen, belüfteten Umgebung gelagert werden. Wenn ein Filter Feuchtigkeit aufnimmt, führt die plötzliche Hitze des geschmolzenen Metalls dazu, dass sich das Wasser schnell zu Dampf ausdehnt, wodurch der Filter explodiert. Die Verpackungen von ADtech enthalten Feuchtigkeitsbarrieren, aber auch die Lagerbedingungen sind wichtig.
-
Physische Auswirkungen: Vermeiden Sie das Fallenlassen von Kartons. Ein Haarriss in einem Filter ist für das bloße Auge unsichtbar, führt aber unter dem Druck des Metalls zu einem sofortigen Ausfall.
-
Sauberkeit: Stellen Sie sicher, dass der Druckbereich des Filters in der Form vor dem Einsetzen des Filters mit Druckluft ausgeblasen wird. Loser Sand unter dem Filter wird direkt in das Gussteil gespült.
Der Herstellungsprozess von ADtech-Filtern
Die Glaubwürdigkeit von EEAT beruht auf unserem transparenten Herstellungsprozess. Wir kontrollieren jede Variable, um Konsistenz zu gewährleisten.
-
Polyurethanschaum Auswahl: Wir beginnen mit hochwertigem organischem Schaum. Die Porenstruktur dieses Schaums bestimmt den endgültigen PPI der Keramik.
-
Aufbereitung der Gülle: Es wird eine präzise Mischung aus Keramikpulver (SiC, Aluminiumoxid oder Zirkoniumdioxid), Bindemitteln und rheologischen Mitteln hergestellt. Die Viskosität wird ständig überwacht.
-
Imprägnierung: Der Schaum wird in den Keramikschlamm eingetaucht.
-
Quetschen: Der Schaum wird durch Walzen geführt, um überschüssigen Schlamm zu entfernen. Dieser Schritt ist entscheidend. Zu viel Schlamm verstopft die Poren, zu wenig schwächt die Struktur.
-
Trocknen und Brennen: Der beschichtete Schaum wird getrocknet und anschließend in einem Tunnelofen gebrannt. Beim Brennen brennt der organische Schaum vollständig ab, so dass nur das keramische Gerüst übrig bleibt.
-
Sintern: Die Keramikpartikel verschmelzen bei hohen Temperaturen miteinander, um die endgültige Härte zu erreichen.
Wirtschaftliche Analyse: Die Kosten der Qualität
Ein häufiger Einwand im Beschaffungswesen ist der Preisunterschied zwischen einem Standard-Siebkern und einem Keramikschaumfilter. CFFs sind teurer. Die “Kosten schlechter Qualität” (COPQ) übersteigen jedoch bei weitem den Stückpreis des Filters.
Bedenken Sie den Mehrwert:
-
Reduzierte Fettung: Glattere Oberflächen bedeuten weniger Schleifaufwand in der Endfertigung.
-
Gewichtsreduzierung: Die Angüsse können oft kleiner gestaltet werden, da für eine laminare Strömung eine geringere Drossellänge erforderlich ist, wodurch sich die Metallausbeute (Verhältnis von Gießgewicht zu Gießgewicht) verbessert.
-
Kundenvertrauen: Die Lieferung von Null-Fehler-Gussteilen führt zu langfristigen Verträgen.
ADtech positioniert sich nicht als Verkäufer von Rohstoffen, sondern als Partner zur Ertragsverbesserung.
Fehlersuche bei häufigen Filterproblemen
Selbst bei den besten Produkten kann es zu Problemen kommen, wenn die Anwendungsparameter nicht korrekt sind.
Filterverstopfung (Einfrieren)
-
Symptom: Kurz nach Beginn des Gießens hört das Metall auf zu fließen.
-
Die Ursache: Die Metalltemperatur ist zu niedrig, oder die Gießgeschwindigkeit ist zu langsam.
-
Lösung: Erhöhen Sie die Gießtemperatur. Für Stahl einen Zirkoniumdioxid-Filter verwenden, der eine geringere thermische Masse hat, oder eine größere Porosität (10 PPI) verwenden.
Bruch des Filters
-
Symptom: Teile des Filters befinden sich im Inneren des Gussteils.
-
Die Ursache: Die Gießhöhe ist zu hoch (zu hoher ferrostatischer Druck) oder der Auflagedruck ist zu klein.
-
Lösung: Verringern Sie die Fallhöhe des Metalls, das auf den Filter trifft. Stellen Sie sicher, dass der Druck eine ausreichende Stützbreite bietet.
Fortgeschrittene Anwendungen: Strangguss
Neben dem Sandguss werden ADtech-Aluminiumoxidfilter in Aluminiumgießereien für die Knüppel- und Brammenproduktion eingesetzt. Es handelt sich um großformatige Filterplatten (bis zu 26 Zoll).
Bei diesen Anwendungen befindet sich der Filterkasten zwischen dem Ofen und dem Gießtisch. Die Anforderungen sind hier sehr hoch, da der Filter stundenlang einem kontinuierlichen Durchfluss standhalten muss, nicht nur für Sekunden. ADtech setzt für diese großen Platten ein spezielles Sinterverfahren ein, um sicherzustellen, dass sie über lange Gießzyklen hinweg nicht erodieren.
FAQs: Häufige Fragen zu Keramikschaumfiltern
Hier finden Sie die häufigsten Fragen von Gießereiingenieuren und Beschaffungsmanagern, beantwortet von ADtech-Experten.
1. Können Schaumkeramikfilter wiederverwendet werden?
Antwort: Nein. Schaumkeramikfilter sind Einweg-Verbrauchsmaterialien. Nach dem Gebrauch sind die Poren mit Einschlüssen verstopft, und der Temperaturschock hat die Keramikstruktur geschwächt. Der Versuch, sie wiederzuverwenden, führt zu Filterversagen und Gussfehlern.
2. Wie lange ist die Haltbarkeit eines Keramikschaumfilters?
Antwort: Bei korrekter Lagerung in einer trockenen Umgebung haben ADtech-Filter eine Haltbarkeit von 2 bis 3 Jahren. Wir empfehlen jedoch, sie innerhalb von 12 Monaten zu verwenden, um eine optimale Leistung zu gewährleisten, insbesondere hinsichtlich der Feuchtigkeitsaufnahme.
3. Wie kann ich die richtige Filtergröße bestimmen?
Antwort: Die Größe wird durch das Gesamtgewicht der Gussmasse und die gewünschte Gießzeit bestimmt. Sie müssen die Durchflussrate (kg/Sekunde) berechnen und diese mit der Kapazität des Filters (kg/cm²/Sekunde) abgleichen. ADtech stellt hierfür einen Rechner zur Verfügung.
4. Warum schwimmt mein Filter während des Gießens?
Antwort: Dies geschieht, wenn der Filterdruck zu locker ist oder wenn die Schleppform (Unterform) den Filter nicht festhält. Das Metall fließt unter den Filter und drückt ihn nach oben. Stellen Sie sicher, dass die Druckabmessungen genau mit den Filtertoleranzen übereinstimmen.
5. Kann ich einen Siliziumkarbidfilter für Stahlguss verwenden?
Antwort: Nein. Stahl wird bei Temperaturen von oft über 1600°C gegossen. Siliziumkarbid zersetzt sich oberhalb von 1500°C schnell und reagiert bei hohen Temperaturen mit dem Eisen. Für Stahl müssen Sie Zirkoniumdioxidfilter verwenden.
6. Wirkt sich der Filter auf die chemische Zusammensetzung des Metalls aus?
Antwort: Im Allgemeinen nicht. ADtech-Filter sind chemisch inert. Spezielle Filter können jedoch mit aktiven Beschichtungen dotiert werden, um bestimmte Elemente zu entfernen, aber Standardfilter verändern die chemische Zusammensetzung der Legierung nicht.
7. Was ist der Unterschied zwischen extrudierten Filtern und Schaumstofffiltern?
Antwort: Extrudierte Filter (Zellfilter) haben gerade, wabenförmige Kanäle. Sie sind robust, bieten jedoch nur eine “Siebfiltration”. Schaumstofffilter haben einen gewundenen, verschlungenen Weg und bieten eine “Tiefbettfiltration”, die deutlich kleinere Partikel auffängt.
8. Was bedeutet “PPI”?
Antwort: PPI steht für “Pores Per Inch” (Poren pro Zoll). Es handelt sich um ein Maß für die lineare Porendichte. Ein Filter mit 10 PPI hat große Poren (grob), während ein Filter mit 60 PPI sehr feine Poren hat.
9. Verlangsamt ein Filter die Ausgießzeit?
Antwort: Ja, ein wenig. Der Filter stellt einen Strömungswiderstand dar. Wenn die Filterfläche jedoch richtig berechnet wird (in der Regel das 3-5-fache der Drosselfläche), ist die Auswirkung auf die Gießzeit vernachlässigbar und oft für die Prozesssteuerung von Vorteil.
10. Können Filter Wasserstoffgas entfernen?
Antwort: Indirekt. Sie absorbieren zwar nicht chemisch Wasserstoff, verhindern aber durch die Verringerung der Turbulenzen das Ansaugen von Luft (die Feuchtigkeit/Wasserstoff enthält) in die Schmelze. Für die direkte Wasserstoffentfernung sind Entgasungsanlagen erforderlich.
ADtech im Vergleich zu Wettbewerbern
Der Markt umfasst verschiedene Anbieter, doch ADtech zeichnet sich durch Beständigkeit aus. Viele kostengünstige Filter leiden unter “blinden Poren” – inneren Verstopfungen, die die effektive Durchflussfläche verringern. Andere weisen eine schwache Bröckeligkeit auf und geben Keramikstaub in die Form ab, noch bevor der Guss beginnt.
ADtech führt bei jeder Charge einen strengen “Lichtdurchlässigkeitstest” durch. Wir leuchten mit hochintensivem Licht durch den Schaumstoff, um sicherzustellen, dass die Wege offen und gleichmäßig sind. Dieser Schritt der Qualitätskontrolle garantiert, dass ein 20-PPI-Filter Charge für Charge genau wie ein 20-PPI-Filter funktioniert.
Tabelle 3: Konsistenz der physikalischen Eigenschaften
| Parameter | ADtech Standard | Branchendurchschnitt | Auswirkungen |
| Porenkonsistenz | ± 2 PPI | ± 5 PPI | Konsistente Durchflussrate |
| Schüttdichte | 0,45 g/cm³ | 0,35 – 0,55 g/cm³ | Strukturelle Verlässlichkeit |
| Thermischer Schock (Wasserabschreckung) | 5 Zyklen | 3 Zyklen | Verhindert Rissbildung |
Auswirkungen auf Umwelt und Nachhaltigkeit
Moderne Fertigung erfordert Nachhaltigkeit. Durch die Verringerung der Ausschussrate senken ADtech-Filter den Gesamtenergieverbrauch der Gießerei. Das Umschmelzen eines verschrotteten Gussteils verbraucht fast doppelt so viel Energie wie die Herstellung eines guten Gussteils beim ersten Mal.
Darüber hinaus nutzt unsere Produktionsstätte Systeme zur Rückgewinnung von Abwärme, und wir stellen auf biobasierte Bindemittel um, um die VOC-Emissionen bei der Filterproduktion zu reduzieren. Eine Partnerschaft mit ADtech bringt Ihre Lieferkette in Einklang mit umweltfreundlicheren Produktionsprinzipien.
Schlussfolgerung: Das ADtech-Versprechen
Keramische Schaumstofffilter sind nicht einfach nur Zubehör, sondern unverzichtbare Werkzeuge für die Prozesskontrolle beim modernen Metallguss. Ob bei der Herstellung komplizierter Aluminiumkomponenten für die Luft- und Raumfahrt oder schwerer Eisenmaschinen, die Reinheit der Schmelze entscheidet über den Erfolg des Projekts.
ADtech bietet das technische Fachwissen, die robuste Materialqualität und die Zuverlässigkeit der Lieferkette, die erforderlich sind, damit Ihre Gießerei mit höchster Effizienz arbeiten kann. Durch die Integration unserer SiC-, Aluminiumoxid- oder Zirkonoxid-Filter sichern Sie sich einen Gießprozess, der sauberer, schlanker und profitabler ist.
