Keramikfaser-Dämmplatten sind starre oder halbstarre, flachformatige feuerfeste Isolierprodukte, die aus Hochtemperatur-Aluminiumoxid-Siliziumdioxid-Keramikfasern hergestellt werden, die mit anorganischen Bindemitteln zu präzisen, formstabilen Platten verfestigt werden, die für die Auskleidung von Öfen, den Ofenbau, die Backup-Isolierung und als thermische Barrieren für Hochtemperatur-Prozessanlagen verwendet werden. Erhältlich für Dauergebrauchstemperaturen von 1260°C (2300°F) bis 1430°C (2600°F) und darüber, übertreffen Keramikfaser-Isolierplatten Blanket-Produkte in Anwendungen, die flache, tragende Oberflächen, präzise Maßtoleranzen und Beständigkeit gegen Gasgeschwindigkeitserosion an der heißen Seite erfordern.
Wenn Ihr Projekt die Verwendung von Keramikfaserdämmplatten erfordert, können Sie Kontaktieren Sie uns für ein kostenloses Angebot.
Wir bei AdTech liefern Keramikfaser-Isolierplatten an Betreiber von Aluminium-Gießereien, Stahl-Wärmebehandlungsanlagen, Industrieofenbauer und OEM-Ofenhersteller. Keramikfaser-Isolierplatten lösen die spezifischen Probleme, die Gummituch- und Schüttfaserprodukte nicht lösen können - sie bieten eine selbsttragende, maschinell bearbeitbare, zuschneidbare thermische Barriere, die ihre Geometrie unter Druckbelastung und Gasströmungsbedingungen beibehält, wo flexible Gummitücher erodieren, ungleichmäßig komprimiert werden oder die Maßgenauigkeit nicht beibehalten würden. Wenn Ihre Anwendung flache Isolieroberflächen, enge Dickentoleranzen oder eine starre Wärmedämmung erfordert, die in komplexe Formen geschnitten werden kann, sind Keramikfaser-Isolierplatten im Bereich von 2300°F bis 2600°F die richtige Produktfamilie, die Sie bewerten sollten.

Was ist eine Keramikfaser-Isolierplatte? Zusammensetzung und Herstellung
Der Begriff “Keramikfaser-Dämmplatte” wird auf dem Markt für mehrere verwandte, aber unterschiedliche Produktformate verwendet. Es ist wichtig, die Unterschiede zu verstehen, bevor man eine Beschaffungsentscheidung trifft.
Klärung des Produktformats
In der Handelspraxis bezieht sich der Begriff “Keramikfaser-Dämmplatten” auf Produkte in drei Hauptformaten:
Starre Keramikfaserplatte: Eine dichte, starre Platte, die in einem der Papierherstellung ähnlichen Nassformverfahren hergestellt wird, bei dem keramische Fasern in Wasser mit anorganischen Bindemitteln dispergiert, auf einem beweglichen Sieb zu einer Platte geformt, gepresst, um das Wasser zu entfernen, und dann getrocknet und gebrannt werden, um ein starres, formstabiles Produkt zu erhalten. Dies ist das gängigste Format, das auf den Industriemärkten als “Keramikfaserplatten” oder “Keramikfaserplatten” verkauft wird.
Vakuumgeformte starre Formen: Keramikfaserprodukte, die durch Aufbringen von Fasersuspensionen im Vakuum auf geformte Formen hergestellt werden, wobei Platten mit komplexen Geometrien und ausgezeichneter Oberflächengüte entstehen. Diese werden für Präzisionsisolationsanwendungen in der Halbleiterverarbeitung und in der Luft- und Raumfahrt verwendet.
Halbsteife genadelte Platten: Nadelgestanztes Keramikfasertuch, das auf eine bestimmte Dicke und Dichte komprimiert und verfestigt wird, so dass ein halbstarres Produkt mit besseren Handhabungseigenschaften als das flexible Standardtuch entsteht. Weniger steif als nassgeformter Karton, aber strukturierter als loses Gummituch.
In diesem Artikel konzentrieren wir uns in erster Linie auf nassgeformte starre Keramikfaserplatten - das Produkt, das am häufigsten für Ofenauskleidungen im Temperaturbereich von 2300°F bis 2600°F eingesetzt wird.
Zusammensetzung des Rohmaterials
Die thermische Leistungsfähigkeit einer Keramikfaserdämmplatte wird in erster Linie durch ihre Faserzusammensetzung bestimmt.
Standard 2300°F Grad (1260°C):
Die Fasern enthalten 52-56% Tonerde (Al₂O₃) und 44-48% Siliziumdioxid (SiO₂). Dieser höhere Aluminiumoxidgehalt im Vergleich zu Keramikfasern der Standardqualität (die in der Regel 44-47% Al₂O₃ enthalten) verbessert die Beständigkeit gegen Entglasung - die Phasenumwandlung von amorphem Glas in kristallines Mullit und Cristobalit, die bei hohen Temperaturen zum Schrumpfen und Verspröden der Faser führt.
2600°F Grad (1430°C):
Die Fasern enthalten Zirkoniumdioxid (ZrO₂) mit einem Gewichtsanteil von 14-17%, Aluminiumoxid mit 33-36% und Siliziumdioxid mit 47-50%. Der Zusatz von Zirkoniumdioxid stabilisiert die amorphe Faserstruktur bei Temperaturen, bei denen selbst Fasern mit hohem Tonerdegehalt inakzeptabel entglasen würden. Dies ist das entscheidende Merkmal der 2600°F-Sorte - nicht einfach mehr Aluminiumoxid, sondern eine grundlegend andere Faserchemie mit einer dritten Oxidkomponente.
Bindemittelsystem: Das anorganische Bindemittel, das die Fasern in der starren Blattstruktur zusammenhält, ist in der Regel kolloidales Siliziumdioxid, kolloidales Aluminiumoxid oder eine Kombination aus beidem. Diese Bindemittel auf Sol-Basis sorgen für die während der Herstellung benötigte Grünfestigkeit und bilden nach dem Brennen keramische Hälse zwischen den Faserkontakten, die der fertigen Platte ihre Steifigkeit und Druckfestigkeit verleihen. Einige Hersteller verwenden Kalziumaluminatzement als Bindemittel, der auf Kosten einiger chemischer Verunreinigungen eine etwas höhere Druckfestigkeit bietet.
Herstellungsverfahren für starre Keramikfaserplatten

Schritt 1: Vorbereitung der Fasern: Keramische Fasern in loser Schüttung (hergestellt durch Schmelzblasen oder Spinnen) werden in Wasser geöffnet und entklumpt, um eine gleichmäßige Fasersuspension mit sehr geringer Konzentration (in der Regel weniger als 1% nach Gewicht) zu bilden.
Schritt 2: Formulierung der Aufschlämmung: Der Fasersuspension werden kolloidale Bindemittel, Flockungsmittel und Retentionsmittel zugesetzt, um eine stabile, gut dispergierte Aufschlämmung zu erzeugen.
Schritt 3: Blechbearbeitung: Die Aufschlämmung wird auf ein flaches Formsieb oder in eine Form gegeben. Das Wasser fließt durch Schwerkraft und Unterdruck durch das Sieb und verfestigt die Fasern zu einer nassen Matte von relativ gleichmäßiger Dicke und Dichte.
Schritt 4: Pressen: Die nasse Matte wird mechanisch gepresst, um zusätzliches Wasser zu entfernen und die gewünschte Dichte und Dicke zu erreichen. Der Pressdruck steuert direkt die Dichte des Endprodukts und folglich die mechanische Festigkeit und die Wärmeleitfähigkeit.
Schritt 5: Trocknen: Die gepresste Matte wird in beheizten Öfen getrocknet, um die Restfeuchtigkeit zu entfernen, ohne die Faserstruktur thermisch zu beschädigen. Die Trocknungsbedingungen werden sorgfältig kontrolliert, um eine Rissbildung an der Oberfläche aufgrund eines schnellen Feuchtigkeitsgefälles zu verhindern.
Schritt 6: Brennen (optional): Einige Hersteller brennen die getrocknete Platte bei erhöhter Temperatur, um eine vollständigere keramische Bindung zu erreichen und das Produkt gegen Schrumpfung im Betrieb zu stabilisieren. Gebrannte Platten haben eine bessere Dimensionsstabilität, können aber auch eine etwas höhere Sprödigkeit aufweisen.
Schritt 7: Zuschneiden und Endbearbeitung: Die getrockneten und gebrannten Bretter werden auf Standardmaße gesägt, bei Bedarf auf Maßgenauigkeit geschliffen und auf Fehler untersucht.
2300°F vs. 2600°F Grad: Faserchemie und Temperaturverhalten
Dieser Vergleich ist der erste Entscheidungspunkt in jedem Spezifikationsprozess, und die Wahl hat erhebliche Auswirkungen auf Kosten und Leistung.
Was die beiden Temperaturklassen voneinander unterscheidet
Bei den Sorten 2300°F und 2600°F handelt es sich nicht einfach nur um unterschiedliche Formulierungen desselben Produkts - sie stehen für völlig unterschiedliche Materialsysteme mit unterschiedlicher Faserchemie, unterschiedlichen Kostenstrukturen und unterschiedlichen Leistungsprofilen.
Mechanismus der thermischen Stabilität in der Sorte 2300°F: Der erhöhte Aluminiumoxidgehalt (52-56% Al₂O₃) verlangsamt den Entglasungsprozess im Vergleich zur Standardfaser. Bei Temperaturen von bis zu 1260°C bleibt die Faser überwiegend amorph und behält ihre isolierenden Eigenschaften bei. Oberhalb von 1260 °C führt die fortschreitende Kristallisation zu einer immer schnelleren Schrumpfung - deshalb ist die Nenntemperatur ein echter Grenzwert und keine konservative Schätzung.
Mechanismus der thermischen Stabilität in der Sorte 2600°F: Zirkoniumdioxid (ZrO₂) wirkt als Kristallstrukturstabilisator in der Fasermatrix. Es unterbricht den Kristallisationsprozess und erweitert den Temperaturbereich, in dem die Faser amorph und formstabil bleibt. Dies ist keine marginale Verbesserung - zirkoniumdioxidhaltige Fasern zeigen bei 1350-1430 °C eine deutlich geringere Schrumpfung als hochtonerdehaltige Fasern ohne Zirkoniumdioxid.
Leistungsvergleich bei Schlüsseltemperaturen
| Temperatur | 2300°F Sorte Verhalten | 2600°F Sorte Verhalten | Praktische Auswirkung |
|---|---|---|---|
| 800°C (1472°F) | Vollständig stabil, <0,5% Schrumpfung | Vollständig stabil, <0,5% Schrumpfung | Beide Qualitäten sind identisch |
| 1000°C (1832°F) | Stabil, <1,0% Schrumpfung | Stabil, <0,5% Schrumpfung | Minimaler Unterschied |
| 1200°C (2192°F) | Stabil mit ausreichender Marge | Vollkommen stabil | Die Sorte 2300°F hat eine angemessene Marge |
| 1260°C (2300°F) | Bei Dauerbetriebsgrenze | Komfortabler Arbeitsbereich | Kritischer Schwellenwert für die Sorte 2300°F |
| 1350°C (2462°F) | Nahendes Versagen (übermäßige Schrumpfung) | Stabil, <1,5% Schrumpfung | 2300°F Grad nicht akzeptabel |
| 1430°C (2600°F) | Signifikante Entglasungsfehler | Bei Dauerbetriebsgrenze | Nur 2600°F-Güteklasse lebensfähig |
Wann sollte man die 2300°F-Sorte wählen?
Die Sorte 2300°F (1260°C) ist die richtige Spezifikation, wenn:
- Die Temperatur auf der heißen Seite wird ca. 1150°C (2100°F) kontinuierlich nicht überschreiten, was eine Sicherheitsspanne von 110°C unter dem Nennwert ergibt.
- Die Atmosphäre des Ofens ist oxidierend oder neutral.
- Bei der Anwendung wird kein Alkalidampf ausgesetzt (der die Entglasung bei niedrigeren Temperaturen beschleunigt).
- Die Optimierung des Budgets ist eine Priorität, da die Sorte 2300°F wesentlich billiger ist als 2600°F.
Wann sollte die 2600°F-Sorte gewählt werden?
Die Qualität 2600°F (1430°C) ist erforderlich, wenn:
- Die Temperaturen auf der heißen Seite erreichen oder überschreiten regelmäßig 1200°C (2192°F).
- Die Atmosphäre enthält alkalische Dämpfe (Natrium, Kalium), die den Faserabbau beschleunigen.
- Lange Betriebsintervalle zwischen den Wartungsstillständen machen ein vorzeitiges schrumpfungsbedingtes Öffnen der Fugen inakzeptabel.
- Die Anwendung findet sich in der Glas-, Spezialkeramik- oder Hochleistungswerkstoffindustrie, wo diese Temperaturniveaus zur Routine gehören.
Kostenunterschied zwischen den Klassenstufen
Die Sorte 2600°F kostet in der Regel 40-80% mehr pro Flächeneinheit als ein gleichwertiges Produkt der Sorte 2300°F, was die Kosten für das Zirkoniumdioxid-Rohmaterial und das anspruchsvollere Faserproduktionsverfahren widerspiegelt. Dieser Aufpreis ist voll und ganz gerechtfertigt, wenn die Betriebstemperatur dies wirklich erfordert, stellt jedoch eine Kostenverschwendung bei Anwendungen dar, bei denen die Güte 2300°F eine angemessene Leistung bietet.
Bei AdTech stellen wir immer wieder fest, dass Kunden, die die Sorte 2600°F für Anwendungen bei 900-1100°C spezifizieren, von einem früheren Lieferanten überspezifiziert wurden oder eine Spezifikation von einer anspruchsvolleren Anwendung übernommen haben, ohne deren Notwendigkeit zu überprüfen. Die richtige Auswahl der Güteklasse von Anfang an spart erhebliche Materialkosten über die gesamte Lebensdauer eines Ofens.
Vollständige technische Spezifikationen: Eigenschaften, Abmessungen und Datentabellen
Physikalische und mechanische Standard-Eigenschaften
| Eigentum | 2300°F Grad (1260°C) | 2600°F Grad (1430°C) | Test Standard |
|---|---|---|---|
| Zusammensetzung der Fasern | Al₂O₃ 52-56%, SiO₂ 44-48% | Al₂O₃ 33-36%, SiO₂ 47-50%, ZrO₂ 14-17% | XRF |
| Schüttdichtebereich | 256-384 kg/m³ (16-24 lb/ft³) | 272-400 kg/m³ (17-25 lb/ft³) | ASTM C-167 |
| Standarddichte | 320 kg/m³ (20 lb/ft³) | 320 kg/m³ (20 lb/ft³) | ASTM C-167 |
| Bruchwiderstand (MOR) | 0,5-1,2 MPa | 0,5-1,0 MPa | ASTM C-133 |
| Druckfestigkeit bei 10% Verformung | 0,3-0,8 MPa | 0,3-0,7 MPa | ASTM C-133 |
| Wärmeleitfähigkeit bei 400°C | 0,12-0,15 W/m-K | 0,11-0,14 W/m-K | ASTM C-177 |
| Wärmeleitfähigkeit bei 800°C | 0,22-0,28 W/m-K | 0,21-0,26 W/m-K | ASTM C-177 |
| Wärmeleitfähigkeit bei 1000°C | 0,30-0,38 W/m-K | 0,28-0,35 W/m-K | ASTM C-177 |
| Lineare Schrumpfung bei Nenntemperatur (24 h) | <2,0% | <1,5% | ISO 10635 |
| Inhalt des Schusses | <10% | <10% | ASTM C-1335 |
| Porosität | 88-92% | 87-91% | Archimedes |
| Spezifische Wärmekapazität | 1,05 kJ/kg-K bei 600°C | 0,98 kJ/kg-K bei 600°C | DSC-Messung |
| Temperaturwechselbeständigkeit | Gut | Gut | Wiederholter Zyklustest |
| Maximale Dauerbetriebstemperatur | 1260°C (2300°F) | 1430°C (2600°F) | Einstufung |
| Farbe | Weiß | Weiß | Visuell |
| Nicht brennbar | Ja | Ja | ASTM E136 |
Standardabmessungen verfügbar
| Dimension Parameter | Standard-Optionen | Benutzerdefinierte Optionen | Toleranz |
|---|---|---|---|
| Länge | 900 mm, 1000 mm, 1200 mm | bis zu 1500 mm | ±5 mm |
| Breite | 450 mm, 600 mm, 900 mm | bis zu 1200 mm | ±5 mm |
| Dicke | 12,5 mm, 25 mm, 38 mm, 50 mm, 75 mm, 100 mm | 6-150 mm | ±2 mm oder ±10% |
| Oberflächengüte | Standard (im Originalzustand) | Boden (±1 mm Dicke) | Laut Spezifikation |
Wärmeleitfähigkeit im Vergleich zur Dichte
| Dichte | Bei 200°C (W/m-K) | Bei 500°C (W/m-K) | Bei 800°C (W/m-K) | Bei 1000°C (W/m-K) |
|---|---|---|---|---|
| 256 kg/m³ (16 lb/ft³) | 0.10 | 0.17 | 0.27 | 0.36 |
| 320 kg/m³ (20 lb/ft³) | 0.09 | 0.15 | 0.25 | 0.33 |
| 384 kg/m³ (24 lb/ft³) | 0.08 | 0.14 | 0.23 | 0.31 |
| 480 kg/m³ (30 lb/ft³) | 0.08 | 0.13 | 0.22 | 0.29 |
Hinweis: Eine höhere Dichte sorgt für eine geringfügig niedrigere Wärmeleitfähigkeit bei erhöhten Temperaturen durch Strahlungsunterdrückung, während die Druckfestigkeit und die Erosionsbeständigkeit deutlich verbessert werden.
Profil der chemischen Beständigkeit
| Chemische Umwelt | 2300°F Grad Reaktion | 2600°F Grad Reaktion | Anmerkungen |
|---|---|---|---|
| Oxidierende Atmosphäre | Ausgezeichnet | Ausgezeichnet | Standard-Dienstleistung |
| Neutrale Atmosphäre (N₂, Ar) | Ausgezeichnet | Ausgezeichnet | Kein Angriff |
| Schwach reduzierend (H₂ <5%) | Gut | Gut | Monitor für SiO-Reduktion |
| Stark reduzierend (H₂ >25%) | Messe | Gut | Zirkoniumdioxid verbessert die Stabilität |
| Alkali-Dämpfe (Na, K) | Angemessen (Kieselsäureangriff) | Gut (ZrO₂-Puffer) | Kritischer Unterschied |
| Dampf bei Temperatur | Messe | Gut | Hydrolyse der Kieselsäurephase |
| Die meisten Mineralsäuren | Gut | Gut | HF ist die Ausnahme |
| Fluorwasserstoffsäure | Schlecht | Schlecht | Greift alle kieselsäurehaltigen Keramiken an |
| Phosphorsäure | Messe | Messe | Allmählicher Angriff über 800°C |
| Geschmolzenes Aluminium (direkt) | Schlecht | Schlecht | Nicht für direkten Kontakt |
| Kontakt mit geschmolzenem Glas | Nicht empfohlen | Nicht empfohlen | Verwendung spezieller feuerfester Glaskontaktmaterialien |
Keramikfaserplatte vs. Decke, Platte und Modul: Wann man welche verwendet
Bei diesem Vergleich werden die meisten Spezifikationsentscheidungen tatsächlich getroffen. Jedes Produktformat hat eine spezifische Leistungsnische, und das Wissen um die Grenzen der einzelnen Formate verhindert sowohl Leistungsausfälle als auch unnötige Kosten.
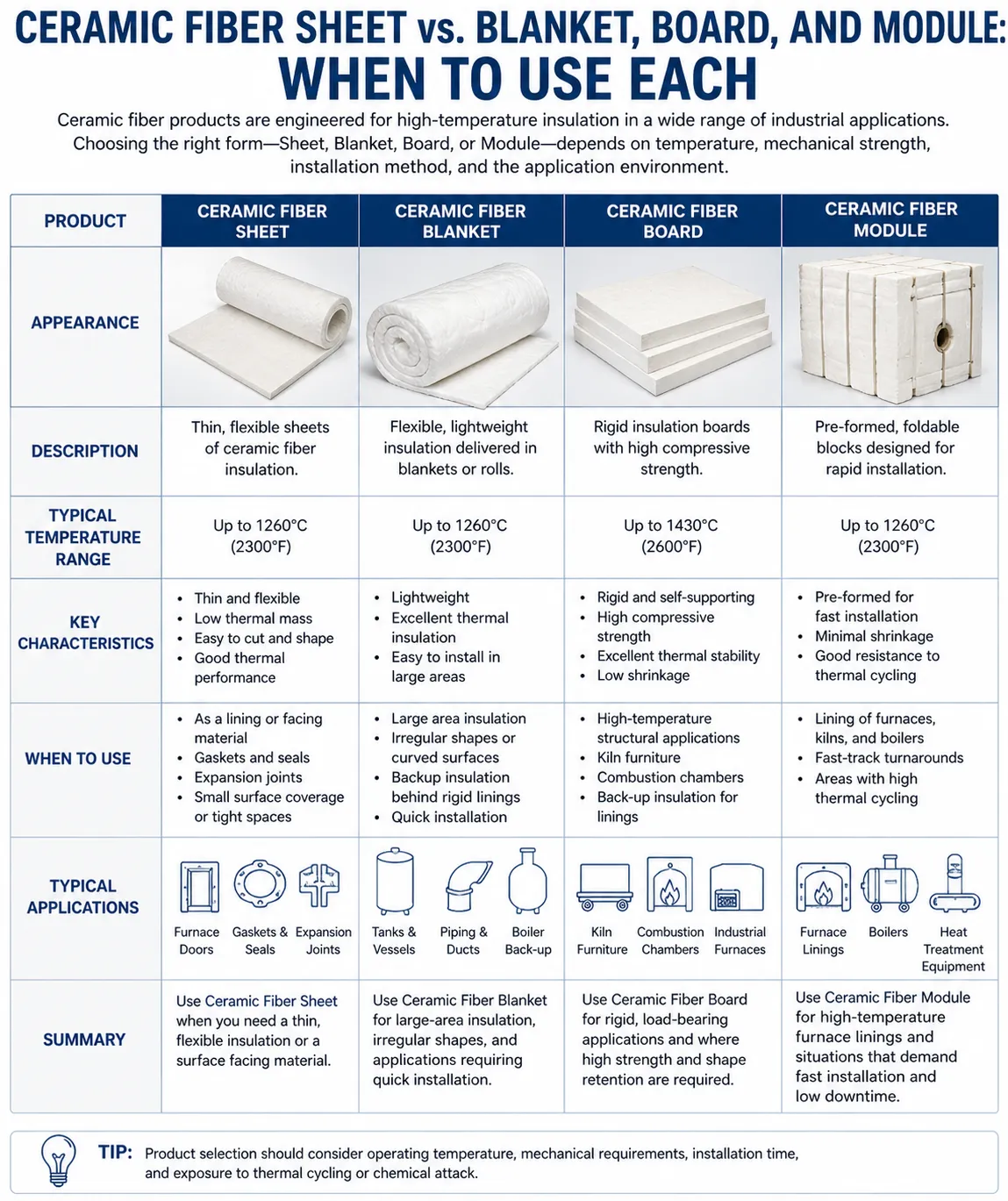
Keramikfaser-Isolierplatten vs. Keramikfaser-Decke
Beide Produkte verwenden im Wesentlichen dieselbe Keramikfaser als Basismaterial, erfüllen jedoch grundlegend unterschiedliche technische Funktionen.
Vorteile der Bettdecke:
- Geringere Kosten pro Flächeneinheit (in der Regel 30-60% weniger als bei Hartpappe).
- Hervorragende Flexibilität beim Umwickeln gebogener Oberflächen.
- Bessere Temperaturwechselbeständigkeit aufgrund der nicht starren Struktur.
- Leichtere Installation für einfache Schichtauskleidungssysteme.
- Die Modulbauweise bietet eine hervorragende Heißseitenleistung bei vielen Ofenanwendungen.
Blatt/Platte Vorteile:
- Behält die flache Geometrie ohne Unterstützung bei - entscheidend für flache Heißflächen.
- Widersteht der Erosion durch die Gasgeschwindigkeit weitaus besser als Gummituch mit gleicher Dichte.
- Bietet Tragfähigkeit (Regalstützen, Brennhilfsmittel, Absetzplatten).
- Die maschinelle Bearbeitbarkeit ermöglicht Präzisionsschnitte in komplexen Formen.
- Bessere Oberflächengüte für Anwendungen, die einen glatten Kontakt mit der heißen Oberfläche erfordern.
- Die Formstabilität ermöglicht die Verwendung als Abstandshalter, Ablenkplatte oder Strukturelement.
Die Entscheidungsregel, die wir bei AdTech anwenden: Wenn die Installationsfläche flach ist und die heiße Seite Verbrennungsgasgeschwindigkeiten von über 2-3 m/s ausgesetzt ist oder wenn das installierte Material eine Last senkrecht zu seiner Oberfläche tragen muss, sollten Sie eine starre Keramikfaserplatte wählen. Bei allen anderen Anwendungen mit flachen Oberflächen vergleichen Sie den Kostenunterschied mit den Leistungsanforderungen, um festzustellen, ob die Matte oder die Platte die wirtschaftlichere Wahl ist.
Keramikfaserplatten vs. dichte feuerfeste Platten (Kalziumsilikat, mikroporös)
Keramikfaserplatten (starre Platten) konkurrieren mit anderen Arten von starren Dämmplatten bei Anwendungen, bei denen sich der Temperaturbereich überschneidet.
Kalziumsilikatplatte: Geeignet für Temperaturen bis ca. 1050°C (1922°F). Geringere Kosten, höhere Druckfestigkeit, bessere Feuchtigkeitsbeständigkeit. Nicht geeignet über 1050°C - die Silikatphasen dehydrieren und verlieren ihre strukturelle Integrität. Unterhalb von 1050°C ist Kalziumsilikat oft die wirtschaftlichere Wahl.
Mikroporöse Dämmplatte: Erreicht bei gleichen Temperaturen eine um 40-60% niedrigere Wärmeleitfähigkeit als Keramikfaserplatten. Viel dünnere Isolierprofile bei gleicher Wärmeleistung. Sehr hohe Kosten. Wird verwendet, wenn der Einbauraum stark eingeschränkt ist und die Leistung den Aufpreis rechtfertigt.
Dichter feuerfester Ziegel: Wird verwendet, wenn die Anforderungen an Druckfestigkeit, Abriebfestigkeit oder Beständigkeit gegen chemische Angriffe die Möglichkeiten der Keramikfaserplatte übersteigen. Keramikfaserplatten bieten bei gleicher Dicke eine weitaus bessere Wärmedämmleistung (geringere Leitfähigkeit, geringere thermische Masse), haben aber eine viel geringere Druckfestigkeit und Abriebfestigkeit.
Leitfaden zur Auswahl des Produktformats
| Anforderung | Bestes Produktformat | Zweite Wahl | Vermeiden Sie |
|---|---|---|---|
| Gekrümmte Oberflächenisolierung | Keramikfaser-Decke | Halbstarre Platte | Starre Platte |
| Flache Oberfläche der heißen Seite, hohe Gasgeschwindigkeit | Harte Keramikfaserplatte | Gummituch mit Oberflächenbeschichtung | Decke allein |
| Tragfähiges Regal oder Brennhilfsmittel | Dichte feuerfeste Platte oder Ziegel | Starke, starre Keramikfaserplatte | Bettdecke |
| Maximale thermische Effizienz, begrenzter Raum | Mikroporöser Karton | Harte Keramikfaserplatte | Bettdecke |
| Komplexe bearbeitete Formen | Harte Keramikfaserplatte | Dichte feuerfeste Platte | Bettdecke |
| Füllung von Dehnungsfugen | Seil oder Decke aus keramischen Fasern | Halbstarre Platte | Starre Platte |
| Stützisolierung hinter der Heizfläche | Decke (kostengünstig) | Starre Platte | Dichter Ziegelstein |
| Dichtung oder Dichtungselement | Keramisches Faserpapier oder Seil | Dünne starre Platte | Bettdecke |
Anwendungen für Ofenauskleidungen: Heiße Seite, Sicherungsschicht und Modulsysteme
Hot-Face Lining Anwendungen
Wenn Keramikfaserdämmplatten als Heißseitenmaterial in einem Ofenauskleidungssystem verwendet werden, sind sie direkt mit dem Ofeninneren, den Verbrennungsgasen und dem Strahlungswärmefluss konfrontiert. Dies ist die anspruchsvollste Position im Auskleidungssystem und stellt die folgenden Anforderungen an das Material:
Erosionsbeständigkeit: Verbrennungsgase und Verbrennungsprodukte strömen mit Geschwindigkeiten über die heiße Oberfläche, die weiche Faseroberflächen erodieren können. Steife Keramikfaserplatten widerstehen dieser Erosion wesentlich besser als Gummitücher, da die Faser-Bindemittel-Matrix dicht und verfestigt ist. Bei Gasgeschwindigkeiten von mehr als 5 m/s an der heißen Oberfläche kann selbst bei Hartfaserplatten eine schützende Oberflächenbehandlung (kolloidale Siliziumdioxidwäsche, Verfestigungsbehandlung) oder ein Ersatz durch dichteres Material erforderlich sein.
Formstabilität: Die Oberfläche der heißen Seite bestimmt die Geometrie des Ofeninneren. Wenn das Material der heißen Oberfläche im Betrieb schrumpft, sich verzieht oder verformt, ändern sich die Abmessungen des Ofeninneren, was die Temperaturverteilung und möglicherweise den laufenden Prozess beeinträchtigt. Steife Keramikfaserplatten behalten ihre Abmessungen besser bei als Gummitücher, insbesondere bei flachen Heizelementoberflächen.
Integrität der Gelenke: Bei einem Heißseiten-System aus starren Platten müssen die Fugen zwischen den Platten so gestaltet werden, dass ein Bypass der heißen Gase verhindert wird, da die Platte bei der ersten Inbetriebnahme leicht schrumpft. Die Fugen zwischen den Platten werden in der Regel mit einem Keramikfaserseil oder einer komprimierten Keramikfasermatte gefüllt, und die Platten werden mit leichtem Druck an den Fugen installiert, um diese anfängliche Schrumpfung auszugleichen.
Backup-Isolierschicht Anwendungen
In den meisten industriellen Ofenauskleidungssystemen wird das Material der heißen Oberfläche (das den höchsten Temperaturen und der chemischen Belastung ausgesetzt ist) durch eine oder mehrere Schichten einer weniger hochwertigen Isolierung unterstützt, die das Temperaturgefälle zum Ofenmantel verringert. Keramikfaser-Isolierfolien erfüllen in vielen Anlagen diese Funktion.
Typische Konfiguration der Sicherungsschicht:
- Heiße Seite: Dichter feuerfester Stein oder hochdichter Gusswerkstoff (widersteht chemischen Angriffen und Abrieb).
- Zwischenschicht: Keramikfaserplatte (2300°F oder 2600°F je nach Temperatur in dieser Tiefe).
- Sicherungsschicht: Keramische Fasermatte (minderwertig, passend zur Temperatur in dieser Tiefe).
- Äußere Hülle: Stahlgehäuse.
In dieser Konfiguration hat die starre Platte in erster Linie eine thermische Funktion - sie bietet eine definierte Dämmschicht von präziser Dicke mit gleichbleibender, vorhersehbarer Wärmeleitfähigkeit. Die Steifigkeit der Platte im Vergleich zur Matte verhindert auch, dass sich die Zwischenschicht im Laufe der Zeit setzt oder verschiebt.
Modul Systementwurf
Keramikfasermodulsysteme, bei denen starre oder gepresste Deckenmodule mit Bolzenankern am Ofenmantel verankert werden, sind der Stand der Technik bei der Hochtemperaturauskleidung von Öfen für anspruchsvolle Anwendungen. Innerhalb der Modulsysteme wird die Keramikfaserplatte eingesetzt für:
Modulflächen: Bei einigen Moduldesigns wird eine vorgeformte starre Platte als heiße Seite des Moduls verwendet, die mit einem komprimierten Mattenkern verbunden ist. Die Platte bietet eine hervorragende Erosionsbeständigkeit, während der Mattenkern für Elastizität und thermische Leistung sorgt.
Verankerungsschutzplatten: An den Stellen, an denen Metalldübel die Verkleidung durchdringen, schützen kleine Keramikfaserplatten den Dübel vor Strahlungswärme und verlängern die Lebensdauer des Dübels.
Lückenschluss von Modul zu Modul: Auf genaue Maße zugeschnittene starre Plattenstücke füllen die Lücken zwischen den Modulen, um einen Heißgas-Bypass an den Modulgrenzen zu verhindern.
Konstruktionsdaten des Auskleidungssystems
| Typ des Ofens | Betriebstemperatur | Hot-Face-Material | Schulnoten | Dicke der Platte | Sicherung |
|---|---|---|---|---|---|
| Aluminium-Warmhalteöfen | 700-850°C | CFS-Platte mit hoher Dichte | 2300°F | 25-50 mm | Decke 50-100 mm |
| Stahl-Wiederaufwärmofen | 1100-1280°C | Dichter Gussbeton oder Ziegel | 2300°F oder 2600°F | 50-75 mm | Decke 100-150 mm |
| Keramischer Brennofen | 1000-1320°C | CFS-Platte (heiße Seite) | 2600°F | 50-100 mm | Decke 100 mm |
| Kühlofen für Glas | 500-700°C | CFS-Vorstand | 2300°F | 25-50 mm | Bettdecke 50 mm |
| Industrieller Wärmebehandlungsofen | 800-1100°C | CFS-Platte (heiße Seite) | 2300°F | 50-75 mm | Decke 100 mm |
| Diffusionsofen für Halbleiter | 900-1200°C | Hochreine CFS-Platte | 2300°F | 25-50 mm | Gummituch mit geringer Dichte |
Industrielle Anwendungen über die Ofenauskleidung hinaus
Die Kombination aus Steifigkeit, Bearbeitbarkeit und Hochtemperaturleistung von Keramikfaser-Isolierblechen erweitert den Einsatzbereich weit über die traditionelle Ofenauskleidung hinaus auf ein breiteres Spektrum von industriellen Anwendungen.
Anwendungen für Brennhilfsmittel und Einrichter
Bei der Herstellung von Keramik unterstützen Brennhilfsmittel die Ware während des Brennens. Keramikfaserplatten werden dafür verwendet:
Leichte Absetzplatten: Herkömmliche dichte feuerfeste Absetzplatten speichern bei jedem Brennzyklus große Wärmemengen, was den Energieverbrauch erhöht und den Durchsatz des Ofens verlangsamt. Absetzplatten aus Keramikfaserplatten haben eine deutlich geringere thermische Masse, wodurch der Energieverbrauch pro Brennzyklus in einigen Betrieben um 20-40% reduziert wird.
Abstandshalter und Separatoren für den Ofen: Dünne Keramikfaserkartonteile trennen die Produkte während des Brennvorgangs und verhindern das Anhaften, während sie nur ein minimales Ofenvolumen beanspruchen.
Werkstoffe für Spund und Stopfen: Die Spundlöcher und Inspektionsöffnungen des Ofens werden mit zugeschnittenen Keramikfaserplatten verstopft, um diese Durchdringungen zu isolieren.
Anwendungen in der Wärmebehandlungsindustrie
In Wärmebehandlungsöfen für Metalle (Glühen, Normalisieren, Aufkohlen, Nitrieren, Härten) werden Keramikfaserplatten in mehreren Funktionen eingesetzt:
Ofentüren und -abdeckungen: Mit Keramikfaserplatten ausgekleidete Ofentürflächen bieten eine flache, maschinell bearbeitbare Isolierfläche, die auch bei wiederholten Temperaturwechseln ihre Formstabilität beibehält. Die Platte kann auf eine präzise Ebenheit bearbeitet werden, um einen guten Kontakt mit den Türdichtungen zu gewährleisten.
Strahlungsabschirmungen und Ablenkungen: Interne Umlenkbleche und Strahlungsabschirmungen in Öfen, die zur Steuerung der Temperaturgleichmäßigkeit verwendet werden, werden häufig aus steifen Keramikfaserplatten hergestellt, da sie sich präzise zuschneiden lassen und ihre Geometrie bei Betriebstemperatur beibehalten.
Muffel- und Retortenauskleidungen: Bei Muffelöfen wird die Muffelstruktur mit Keramikfaserplatten ausgekleidet, die für die Wärmedämmung sorgen, während das Muffelmaterial die strukturelle Funktion übernimmt.
Prüfeinrichtungen für Luft- und Raumfahrt und Verteidigung
Bodengestützte Prüfeinrichtungen für Luft- und Raumfahrtkomponenten - Triebwerksprüfstände, aerodynamische Heizungsprüfstände und Hochtemperatur-Materialprüfsysteme - verwenden Keramikfaser-Isolierfolien für:
Testabschnitt Isolierung: Isolierpaneele, die die Prüflinge umgeben, schützen die Messgeräte und die strukturellen Komponenten vor Strahlungswärme während der Hochtemperaturprüfung.
Wärmeschutz-Attrappen: Keramikfaserplatten werden in frühen Entwicklungsphasen zur Herstellung von Modellkonfigurationen für Wärmeschutzsysteme (TPS) verwendet, bevor teure keramische TPS-Verbundwerkstoffe zum Einsatz kommen.
Elektronik und Halbleiterherstellung
Isolierung der Rohre von Diffusionsöfen: Keramikfaserplatten in hochreinen Qualitäten (mit nachweislich geringem Halogen- und Schwermetallgehalt) isolieren die Außenfläche von Quarzdiffusionsofenrohren, wodurch der Wärmeverlust verringert und die Temperaturgleichmäßigkeit über die Rohrlänge verbessert wird.
Auskleidung von Hochtemperaturprüfkammern: In Umweltprüfkammern, die erhöhte Temperaturen simulieren, werden Keramikfaserplatten als primäres Auskleidungsmaterial verwendet, wenn die Temperaturen die Möglichkeiten einer herkömmlichen Isolierung übersteigen.
Geräte für die schnelle thermische Verarbeitung (RTP): RTP-Systeme für die Bearbeitung von Halbleiterwafern verwenden Keramikfaserplatten in bestimmten Konfigurationen, um die thermische Umgebung der Prozesszone zu kontrollieren.
Automobilindustrie - Prüfung und Herstellung
Auskleidungen von Lackierkabinen: In großvolumigen Öfen für die Aushärtung von Autolacken werden Keramikfaserplatten als primäres Auskleidungsmaterial für die heiße Oberfläche verwendet, die eine gute Erosionsbeständigkeit gegenüber den zirkulierenden Heißluftströmen und flache Oberflächen für eine gleichmäßige Wärmeverteilung bieten.
Isolierung der Motorprüfzelle: In Prüfständen für Automotoren werden Keramikfaserplatten verwendet, um die Struktur der Prüfzelle, die Abgasleitungen und die angrenzenden Geräte vor der Strahlungs- und Konvektionswärme zu isolieren, die durch den Betrieb von Motoren unter Volllast entsteht.

Schneiden, Bearbeiten und Herstellen von Keramikfaser-Isolierplatten
Einer der wesentlichen praktischen Vorteile von Hartfaserplatten gegenüber dichten feuerfesten Steinen ist ihre Bearbeitbarkeit. Das Material kann mit handelsüblichen Holz- und Metallbearbeitungswerkzeugen geformt werden, so dass komplexe Profile vor Ort ohne Spezialausrüstung hergestellt werden können.
Schneidwerkzeuge und Methoden
Handwerkzeuge:
- Scharfes Universalmesser mit schwerer Klinge für gerade Schnitte in dünneren Platten (bis 25 mm).
- Gezahntes Brotmesser für Schnitte in dickeres Brett, bei denen eine normale Messerklinge nicht durch die gesamte Dicke reicht.
- Standard-Handkreissäge mit feinem Sägeblatt für allgemeine Schnitte.
- Schlüssellochsäge für gebogene Innenschnitte.
Elektrowerkzeuge:
- Kreissäge mit feinem Sägeblatt oder hartmetallbestücktem Steinsägeblatt für gerade Schnitte mit hohem Durchsatz.
- Bandsäge für Kurvenschnitte und komplexe Profilschnitte.
- Stichsäge mit feinem Zahnblatt für Innenausschnitte und unregelmäßige Formen.
- Drehbank zum Drehen von runden Formen (Brennersteine, Stopfen).
- Oberfräse für die Bearbeitung von Nuten, Kanälen und komplexen Oberflächenprofilen.
Industrielle Schneidausrüstung:
- Wasserstrahlschneiden für hochpräzise, komplexe Formen mit minimaler Faserbildung aus der Luft.
- CNC-Router für die Herstellung von Präzisionsteilen in großen Stückzahlen.
- Seilsäge für filigrane Schnitte in hochdichten Platten, bei denen der Sägeschnittabfall minimiert werden muss.
Bearbeitung von Oberflächengüten
Keramikfaserplatten können mit Oberflächenbearbeitungen versehen werden, die mit Gummituchprodukten nicht erreicht werden können:
- Standard-Oberfläche im geschnittenen Zustand: Geeignet für die meisten Anwendungen; Oberflächenrauhigkeit ca. 0,5-2,0 mm Ra.
- Geschliffene Oberfläche: Mit Schleifpapier der Körnung 80-120 auf einem Block werden etwa 0,2-0,5 mm Ra erreicht.
- Bodenoberfläche: Mit einer Flachschleifmaschine werden ebene Oberflächen mit einer Dickentoleranz von ±0,5 mm erzielt.
Bearbeitete Oberflächen legen geschnittene Faserenden frei. Bei Anwendungen, bei denen das Ablösen von Fasern von der bearbeiteten Oberfläche ein Problem darstellt (Halbleiter, Kontakt mit Lebensmitteln), sollten die bearbeiteten Oberflächen nach der Herstellung mit einer Verfestigungsbehandlung (kolloidale Kieselsäurelösung) behandelt werden.
Staub- und Faserkontrolle bei der maschinellen Bearbeitung
Beim Schneiden und Bearbeiten von Keramikfaserplatten entstehen Keramikfasern in der Luft. Alle Bearbeitungsvorgänge erfordern:
- Atemschutzmaske P100 (N100) oder motorbetriebenes luftreinigendes Atemschutzgerät (PAPR) für anhaltende Bearbeitung.
- Lokale Absaugung mit HEPA-Filterung an der Schneidstelle.
- Befeuchten Sie das Schneiden nach Möglichkeit mit Wassernebel, um die Faserbildung zu unterdrücken.
- Augenschutz (mindestens Schutzbrille mit Seitenschutz; bei Überkopfarbeiten Schutzbrille).
- Langärmelige Kleidung und leichte Handschuhe.
Beim Wasserstrahlschneiden werden die Fasern während des Schneidevorgangs effektiv aus der Luft entfernt, und die Schnittkanten sind sauberer als beim mechanischen Trockenschneiden. In Fertigungsbetrieben mit hohen Stückzahlen, in denen die Mitarbeiter über längere Zeit Keramikfaserplatten schneiden, ist das Wasserstrahlschneiden aus arbeitsmedizinischer Sicht zu bevorzugen.
Erreichbare Maßtoleranzen in der Fertigung
| Operation | Erreichbare Längen-/Breitentoleranz | Dicken-Toleranz | Anmerkungen |
|---|---|---|---|
| Sägen von Hand | ±3 mm | K.A. | Abhängig von den Fähigkeiten des Bedieners |
| Kreissäge | ±1,5 mm | K.A. | Mit Anschlag und Führung |
| Bandsäge | ±1 mm | K.A. | Mit Zaun |
| CNC-Fräse | ±0,5 mm | ±0,5 mm | Hochpräzise Bearbeitung |
| Wasserstrahlschneiden | ±0,3 mm | K.A. | Höchste Präzision |
| Flachschleifen | K.A. | ±0,25 mm | Kontrolle der Schichtdicke |

Installationsmethoden, Verankerung und Systemdesign
Direktes Verkleben
Bei Anwendungen der Hinterisolierung, bei denen die Platte direkt auf eine Stahl- oder Betonstruktur geklebt wird, wird Hochtemperatur-Keramikklebstoff (der über der erwarteten Betriebstemperatur an der Klebelinie liegt) auf die Plattenseite oder die Montagefläche aufgetragen und die Platte fest angedrückt. Pfählungsstifte am Gehäuse sorgen für zusätzlichen mechanischen Halt.
Tipps zur Anwendung des Klebstoffs:
- Tragen Sie den Klebstoff in einer kontinuierlichen Raupe oder in einem Gittermuster auf - tragen Sie ihn nicht punktuell auf, so dass große, nicht verklebte Bereiche entstehen.
- Unmittelbar nach dem Anbringen der einzelnen Plattenabschnitte fest andrücken und 30-60 Sekunden lang halten.
- Lassen Sie den Klebstoff vollständig aushärten, bevor Sie ihn mechanisch belasten oder der Hitze aussetzen.
Mechanische Verankerungssysteme
System der Pfählungsstifte: Mit dem Ofengehäuse verschweißte Stifte aus rostfreiem Stahl oder einer Legierung durchdringen die Platte und werden mit Schnellspannern oder Ankerplatten befestigt. Der Standardabstand der Stifte beträgt 300-450 mm in beiden Richtungen und wird bei Deckenanwendungen mit höherer Schwerkraftbelastung auf 200-300 mm reduziert.
Bolzenanker- und Unterlegscheibensystem: Längere Bolzen mit Unterlegscheiben großen Durchmessers verteilen die Verankerungskraft auf eine größere Plattenfläche und verringern so die Spannungskonzentration am Ankerpunkt. Dieses System wird für Platten mit höherer Dichte (>320 kg/m³) bevorzugt, wenn das Gewicht der Platte erheblich ist.
System mit Durchgangsschrauben: Bei sehr dicken Platten (>100 mm) oder bei Anwendungen mit hoher Belastung bieten Durchgangsschrauben mit externen Mutterplatten einen sicheren mechanischen Halt, ohne sich auf die Klebeverbindung allein zu verlassen.
Fugendesign zwischen den Paneelen
Die Fuge zwischen benachbarten Keramikfaserplatten ist ein kritisches Detail, das bei vielen Installationen nicht ausreichend beachtet wird. Ein schlechtes Fugendesign führt zu Heißgasbypass, lokaler Überhitzung der Schale hinter der Fuge und fortschreitender Fugenerosion, die den Ausfall der Auskleidung beschleunigt.
Stoßverbindung mit Dichtmittel: Benachbarte Platten werden mit einem Keramikfaserseil oder Keramikfaserpapier, das in die Fuge gepresst wird, aneinander gestoßen. Das Seil/Papier bietet eine komprimierbare Dichtung, die die anfängliche Schrumpfung der Platte aufnimmt, ohne einen Spalt zu bilden.
Nut- und Federverbindung: Mit passenden Nut- und Federprofilen bearbeitete Bretter greifen ineinander, um einen direkten Heißgas-Bypass durch die Fuge zu verhindern. Die Herstellung ist teurer, aber bei vielen Anwendungen ist kein Fugendichtstoff mehr erforderlich.
Überlappendes Schichtsystem: Mehrere Plattenlagen werden so verlegt, dass die Fugen in jeder Lage um mindestens eine halbe Plattenbreite versetzt zu den Fugen in den angrenzenden Lagen verlaufen. Keine Fuge verläuft durchgehend von der heißen Seite zur kalten Seite. Dies ist das zuverlässigste System zur Verhinderung eines Gasbypasses und gehört zur Standardpraxis bei den Ofenauskleidungen von AdTech.
Decken- und Überkopfmontage
Die Überkopfverlegung von Keramikfaserplatten erfordert eine robustere Verankerung als die Wandverlegung, da die Schwerkraft senkrecht zur Plattenoberfläche wirkt und das Verankerungssystem eher einer Schälbelastung als einer Scherbelastung unterliegt. Konstruktionsanforderungen für Überkopfinstallationen:
- Minimale Ankerdichte: Doppelt so groß wie der Ankerabstand bei der Wandmontage (150-225 mm Raster für Standard-Deckenanwendungen).
- Verwenden Sie Durchstecksysteme für Platten mit einer Dicke von mehr als 50 mm an Decken.
- Vergewissern Sie sich, dass die Ankerlegierung für die Temperatur ausgelegt ist, der sie ausgesetzt ist (die Ankerspitze hat die Temperatur der heißen Oberfläche, der Befestigungspunkt der Schale hat die Temperatur der kalten Oberfläche).
- Verwenden Sie bei allen Deckenanwendungen zusätzlich zur mechanischen Verankerung Keramikkleber.
Gesundheit, Sicherheit und Einhaltung gesetzlicher Vorschriften
Regulatorische Klassifizierung von Keramikfaserplatten
Aus feuerfesten keramischen Fasern (RCF) hergestellte Dämmplatten aus Keramikfasern haben dieselbe gesetzliche Einstufung wie lose Keramikfaserprodukte. Die Internationale Agentur für Krebsforschung (IARC) stuft RCF als Karzinogen der Gruppe 2B - “möglicherweise krebserregend für den Menschen” - ein, basierend auf den Ergebnissen von Inhalationsstudien an Tieren. In der Europäischen Union ist RCF gemäß der CLP-Verordnung (EG) Nr. 1272/2008 als Karzinogen der Kategorie 1B eingestuft.
Ein wichtiges praktisches Unterscheidungsmerkmal: starre Keramikfaserplatten erzeugen in ihrem intakten Zustand bei normaler Handhabung weit weniger Fasern in der Luft als lose Decken oder lose Fasern. Die Faser-Bindemittel-Matrix hält die Fasern an Ort und Stelle und reduziert die Erzeugung von Fasern in der Luft bei der Handhabung von unbeschädigten, ungesägten Plattenabschnitten erheblich. Die kritischen Expositionsereignisse sind Schneide-, Bearbeitungs-, Schleif- und Montagevorgänge, die die Plattenoberfläche aufbrechen und Fasern freisetzen.
Grenzwerte für die Exposition am Arbeitsplatz
| Land | Regulierungsbehörde | RCF Fiber OEL | Handlungsebene |
|---|---|---|---|
| USA | OSHA | 1 f/cc (8-Stunden-TWA) | 0,5 f/cc |
| EU | EU-Rahmenrichtlinie für Sicherheit und Gesundheitsschutz am Arbeitsplatz | 1 f/cm³ | 0,3 f/cm³ |
| UK | HSE (EH40) | 1 f/ml | 0,5 f/ml |
| Deutschland | TRGS 905 | 1 f/cm³ | Gesetzliche Bestimmungen |
| Australien | Sicheres Arbeiten Australien | 1 f/ml | 0,5 f/ml |
| Japan | Ministerium für Gesundheit, Arbeit | 1 f/cm³ | — |
Biolösliche Alternativen
Für Anwendungen mit maximalen Betriebstemperaturen unter ca. 900-1000°C sind Erdalkalisilikat-Faserplatten (AES) erhältlich. Diese biolöslichen Alternativen erreichen Auflösungsraten in simulierter Lungenflüssigkeit, die für eine Befreiung von der RCF-Karzinogeneinstufung der EU gemäß Richtlinie 97/69/EG in Frage kommen. Wenn Biolöslichkeit eine Beschaffungsanforderung ist und die Anwendungstemperatur dies zulässt, sind AES-Faserplatten die geeignete Spezifikation.
Für Anwendungen bei 2300°F und 2600°F bietet keine handelsübliche biolösliche Faser eine adäquate thermische Leistung - diese Qualitäten erfordern tatsächlich eine RCF-Faserchemie. Der regulatorische Managementansatz für diese Hochtemperaturanwendungen muss sich auf technische Kontrollen, Atemschutz und die Überwachung der Exposition der Arbeitnehmer konzentrieren und nicht auf die Substitution von Materialien.
Checkliste für Beschaffung, Qualitätsüberprüfung und Spezifikation
Wichtige zu überprüfende Qualitätsparameter
Beim Kauf von Keramikfaser-Isolierfolien, insbesondere für Ofenauskleidungen, bei denen Leistungsmängel erhebliche wirtschaftliche Folgen haben, müssen die folgenden Qualitätsparameter aktiv überprüft werden, anstatt die Datenblätter der Lieferanten blind zu akzeptieren.
Überprüfung der Faserzusammensetzung: Fordern Sie eine XRF-Analyse an, die den prozentualen Anteil von Al₂O₃, SiO₂ und ZrO₂ (für die Sorte 2600°F) bestätigt. Ein Produkt, das für 2300°F zugelassen ist, muss mindestens 52% Al₂O₃ aufweisen. Ein Produkt, das für 2600°F zugelassen sein soll, muss etwa 14-17% ZrO₂ aufweisen. Dies sind keine Angaben, die verantwortungsbewusste Käufer einfach so hinnehmen sollten.
Prüfung der linearen Schrumpfung: Fordern Sie Testdaten an, die die lineare Schrumpfung nach 24 Stunden bei der Nennbetriebstemperatur zeigen. Eine übermäßige Schrumpfung (über 2% für die Sorte 2300°F bei 1260°C oder über 1,5% für die Sorte 2600°F bei 1430°C) weist entweder auf eine falsche Faserchemie oder auf Verarbeitungsprobleme hin, die zu einem vorzeitigen Versagen der Leistung im Betrieb führen.
Bruchwiderstand (MOR): Vergewissern Sie sich, dass die Biegefestigkeit des Kartons der Mindestspezifikation entspricht. Ein MOR-Wert unter 0,5 MPa für Pappe mit Standarddichte deutet auf eine schwache Bindung hin, die zu Handhabungsschäden und Rissen im Betrieb führen kann.
Konsistenz der Dichte: Messen Sie die Dichte der Platte an mehreren Stellen (schneiden Sie Proben aus verschiedenen Bereichen der Platte und wiegen Sie sie gegen das Volumen). Dichteabweichungen von mehr als ±10% vom angegebenen Wert deuten auf eine uneinheitliche Verpressung während der Herstellung hin und führen zu unterschiedlichen Leistungen im Betrieb.
Daten zur Wärmeleitfähigkeit: Verlangen Sie tatsächliche Testdaten und keine berechneten oder geschätzten Werte. Eine Wärmeleitfähigkeit, die deutlich über der veröffentlichten Spezifikation liegt, deutet auf einen höheren Schrotgehalt, eine höhere Dichteschwankung oder Probleme mit der Faserchemie hin.
Vollständige Spezifikations-Checkliste für Bestellungen
| Spezifikation Artikel | 2300°F Anforderung an die Qualität | 2600°F Grad Anforderung |
|---|---|---|
| Temperatur-Klassifizierung | 2300°F (1260°C) kontinuierlich | 2600°F (1430°C) kontinuierlich |
| Faserchemie (Al₂O₃ min) | 52% Minimum | mindestens 33% (mit ZrO₂) |
| ZrO₂-Gehalt | Nicht anwendbar | 14-17% |
| Schüttdichte | Pro Anwendung (256-384 kg/m³) | Pro Anwendung (272-400 kg/m³) |
| Lineare Schrumpfung bei Nenntemperatur | <2,0% (24 Std.) | <1,5% (24 Std.) |
| MOR (Bruchmodul) | ≥0,5 MPa | ≥0,5 MPa |
| Wärmeleitfähigkeit bei 800°C | ≤0,28 W/m-K | ≤0,26 W/m-K |
| Inhalt des Schusses | ≤10% nach Gewicht | ≤10% nach Gewicht |
| Toleranzen bei den Abmessungen | ±5 mm L/B, ±2 mm Dicke | ±5 mm L/B, ±2 mm Dicke |
| Oberflächengüte | Spezifizieren Sie: wie geformt oder geschliffen | Spezifizieren Sie: wie geformt oder geschliffen |
| Qualitätszertifikate | ISO 9001, Chargenzertifikat | ISO 9001, Chargenzertifikat |
| Bericht über die chemische Zusammensetzung | XRF pro Charge | XRF pro Charge |
| SDS/MSDS | Aktuell GHS-konform | Aktuell GHS-konform |
| REACH-Konformität | EU-Märkte | EU-Märkte |
Kriterien für die Lieferantenqualifikation
Neben den Produktspezifikationen wirkt sich die Fähigkeit der Lieferanten auf die langfristige Zuverlässigkeit der Beschaffung aus:
- ISO 9001-zertifizierte Produktionsstätte.
- Nachgewiesene Fähigkeit, die Konsistenz von Charge zu Charge aufrechtzuerhalten (Anforderung historischer Daten).
- Technisches Supportteam, das in der Lage ist, anwendungstechnische Fragen zu beantworten.
- Dokumentierte Rückverfolgbarkeit von Rohstoffen.
- Prüfberichte von Drittlabors aus akkreditierten Einrichtungen für kritische Spezifikationen.
- Reaktionsschnelligkeit bei Standardabmessungen und angemessene Vorlaufzeiten für Sondergrößen.
Häufig gestellte Fragen zu Keramikfaser-Dämmplatten
1: Was ist der Unterschied zwischen Keramikfaserdämmplatten und Keramikfaserplatten?
Im praktischen Handelsgebrauch beziehen sich “Keramikfaserdämmplatten” und “Keramikfaserdämmplatten” auf dieselbe Produktkategorie - starre, flachformatige Keramikfaserdämmungen, die in einem Nassformverfahren mit anorganischen Bindemitteln hergestellt werden. Einige Hersteller verwenden “Platte” für dünnere Produkte (unter 25 mm) und “Board” für dickere Produkte, aber diese Unterscheidung ist nicht allgemein gültig. Beide Begriffe beschreiben starre, flache Keramikfaserprodukte, die geschnitten und bearbeitet werden können, im Gegensatz zu flexiblen Keramikfasermatten oder losen Fasern. Geben Sie bei der Bestellung die Dicke, die Dichte, die Temperaturklasse und die Abmessungen an, anstatt sich auf die Terminologie "Platte" zu verlassen, um das genaue benötigte Produkt zu beschreiben.
2: Können Keramikfaserdämmplatten direkt als heiße Oberfläche in einem Ofen verwendet werden?
Ja, starre Keramikfaserplatten werden in vielen Industrieöfen und Brennöfen als Auskleidungsmaterial für die heiße Seite verwendet, insbesondere wenn die Betriebstemperatur innerhalb des Nennbereichs der Platte liegt und die Gasgeschwindigkeiten moderat sind (unter ca. 5 m/s). Bei höheren Gasgeschwindigkeiten kann die Plattenoberfläche mit der Zeit erodieren, und es sollte entweder eine Platte mit höherer Dichte (≥384 kg/m³), eine versteifende Oberflächenbehandlung oder ein erosionsbeständigeres Material für die heiße Oberfläche gewählt werden. Die flache Oberfläche und die Dimensionsstabilität der Platte machen sie für die Verwendung als heiße Oberfläche in flachwandigen Öfen und Brennöfen geeignet. In zylindrischen Öfen oder Öfen mit komplexen Geometrien muss die Platte in Segmente geschnitten werden, wobei die Fugen entsprechend der Geometrie zu behandeln sind.
3: Wie verhält sich die 2300°F (1260°C) Keramikfaserplatte thermisch im Vergleich zu Schamottesteinen?
Keramikfaserplatten (Güteklasse 2300°F, 320 kg/m³) haben eine Wärmeleitfähigkeit von ca. 0,22-0,28 W/m-K bei 800°C, verglichen mit dichtem Schamottestein mit ca. 0,8-1,5 W/m-K bei der gleichen Temperatur. Das bedeutet, dass Keramikfaserplatten eine 3-5 mal bessere Wärmedämmung pro Dickeneinheit bieten als dichte Schamottesteine. Darüber hinaus beträgt die Rohdichte von Keramikfaserplatten (320 kg/m³) etwa 15% der Dichte von Schamottesteinen (typischerweise 2000-2200 kg/m³), wodurch die thermische Masse deutlich geringer ist. In intermittierend betriebenen Öfen reduziert diese geringere thermische Masse die Aufheizenergie und -zeit erheblich. Im Gegenzug bietet Schamottestein eine weitaus höhere Druckfestigkeit, Abriebfestigkeit und Tragfähigkeit. Keramikfaserplatten und Schamottesteine sind komplementäre Materialien, die in verschiedenen Schichten eines Auskleidungssystems verwendet werden, und keine direkten Substitute.
4: Welche maximale Dicke ist für Keramikfaser-Dämmplatten verfügbar?
Handelsübliche Keramikfaserplatten sind standardmäßig in Dicken von bis zu 100 mm (4 Zoll) erhältlich. Einige Hersteller produzieren Platten mit einer Dicke von bis zu 150 mm (6 Zoll), allerdings handelt es sich dabei in der Regel um Sonderanfertigungen mit längeren Vorlaufzeiten. Bei Dämmsystemen, die eine Gesamtdicke der Keramikfasern von mehr als 100-150 mm erfordern, werden in der Regel mehrere Lagen von Platten (mit versetzten Fugen zwischen den Lagen) verlegt, anstatt eine einzige sehr dicke Platte zu verwenden. Mehrere Lagen mit versetzten Fugen bieten auch eine bessere thermische Leistung, da sie Bypass-Pfade für heiße Gase durch die Fugen ausschließen.
5: Sind Keramikfaserdämmplatten für Außenanwendungen geeignet?
Keramikfaserplatten werden nicht für Außenanwendungen empfohlen, bei denen sie wiederholt von Regen benetzt werden oder ungeschützt einer anhaltend hohen Luftfeuchtigkeit ausgesetzt sind. Die anorganischen Fasern und die Bindemittelkomponenten selbst werden durch Wasser nicht beeinträchtigt, aber wiederholte Nass-Trocken-Zyklen können die Bindemittelverbindungen allmählich abbauen, wodurch die mechanische Festigkeit mit der Zeit abnimmt. Wenn Keramikfaserplatten im Außenbereich verwendet werden müssen, sollten sie mit einem Metallgehäuse (Aluminium- oder Edelstahlblech) oder einer anorganischen Beschichtung geschützt werden, die das Eindringen von Wasser verhindert, während eingeschlossene Feuchtigkeit bei Erwärmung entweichen kann. Für Anwendungen, die ständig im Freien und ungeschützt sind, sind Kalziumsilikatplatten bei Temperaturen unter 1050°C aufgrund ihrer besseren Feuchtigkeitsbeständigkeit möglicherweise die bessere Wahl.
6: Wie berechne ich, wie viele Zoll 2300°F Keramikfaserplatte ich für eine bestimmte Ofenanwendung benötige?
Die erforderliche Dämmdicke wird anhand der Prinzipien der Wärmeübertragung berechnet. Die vereinfachte Berechnung: Erforderliche Dicke (Zoll) = (Temperatur der heißen Seite °F - Temperatur der kalten Seite °F) × k / Q, wobei k die Wärmeleitfähigkeit in BTU-in/hr-ft²-°F und Q der zulässige Wärmestrom in BTU/hr-ft² ist. Für die praktische Auslegung verwenden Sie die vom Hersteller veröffentlichten Werte für die Wärmeleitfähigkeit bei der mittleren Temperatur (Durchschnitt der Temperaturen auf der heißen und kalten Seite). Als Richtwert gilt, dass eine 50 mm dicke Platte der Güteklasse 2300°F (8 lb/ft³ Dichte) eine Temperatur der kalten Seite von ca. 65-93°C (150-200°F) aufrechterhält, wenn die heiße Seite bei 982°C (1800°F) unter stationären Bedingungen liegt. Für genaue Berechnungen wenden Sie sich bitte an das AdTech-Entwicklungsteam, um Ihre spezifischen Betriebstemperaturen und akzeptablen Wärmeverluste zu ermitteln.
7: Können Keramikfaserplatten in Kontakt mit geschmolzenem Aluminium verwendet werden?
Standard-Keramikfaserplatten werden nicht für den direkten Kontakt mit geschmolzenem Aluminium empfohlen. Das Siliziumdioxid in den Fasern reagiert mit Magnesium und anderen aktiven Legierungselementen in Aluminiumschmelzen, und die Faserstruktur ist anfällig für Erosion und chemische Angriffe durch flüssiges Aluminium. In Aluminiumguss- und -schmelzanwendungen werden Keramikfaserplatten als Reserveisolierung hinter einer Arbeitsauskleidung aus dichtem, aluminiumbeständigem Feuerfestmaterial (in der Regel hochreines Aluminiumoxid oder Materialien auf Siliziumkarbidbasis) verwendet. Die Platte kommt nie direkt mit dem Metall in Berührung. In Rinnensystemen und Trogisolierungen werden an der Metallschnittstelle speziell entwickelte Aluminiumkontakt-Feuerfestmaterialien verwendet, wobei die Keramikfaserplatte als Stützschicht dient.
8: Wie werden zwei Keramikfaserplatten an einer Ecke richtig verbunden?
Eckverbindungen in Auskleidungssystemen aus Keramikfaserplatten erfordern eine sorgfältige Planung, um einen Bypass für heiße Gase zu verhindern und die Wärmeausdehnungsbewegung zu berücksichtigen. Der bevorzugte Ansatz ist eine auf Gehrung geschnittene Eckverbindung, bei der jedes Plattenteil in einem Winkel von 45 Grad geschnitten wird und die beiden auf Gehrung geschnittenen Flächen an der Ecke aufeinandertreffen. Ein Streifen Keramikfaserpapier oder eine dünne Matte wird in die Fuge gepresst, bevor das letzte Plattenstück montiert wird, um eine komprimierbare Dichtungsmasse zu erhalten, die jeden Spalt ausgleicht, der während der thermischen Zyklen entsteht. Eine Alternative ist die Verwendung von überlappenden L-förmigen Plattenstücken an der Ecke - ein Stück reicht über die Ecke hinaus und überlappt das Ende des benachbarten Stücks, so dass die Fuge auf der heißen Seite abgedeckt wird. Stoßfugen an den Ecken (wo sich die Plattenenden einfach im 90-Grad-Winkel treffen) sollten vermieden werden, da sie einen direkten Sichtweg für den Bypass von Heißgas schaffen.
9: Wie lange halten Keramikfaserdämmplatten im Ofenbetrieb?
Die Lebensdauer hängt von der Betriebstemperatur im Verhältnis zur Nenntemperatur, der Häufigkeit der Temperaturwechsel, der Gasgeschwindigkeit an der heißen Seite und der chemischen Umgebung ab. In einem typischen industriellen Wärmebehandlungsofen, der bei 900°C mit regelmäßigen Temperaturwechseln betrieben wird, erreicht eine Keramikfaserplatte der Güteklasse 2300°F an der heißen Seite eine Lebensdauer von 5-8 Jahren, bevor ein Dickenverlust durch Erosion und fortschreitende Schrumpfung einen Austausch erforderlich macht. Bei niedrigeren Temperaturen (600-800°C) ist eine Lebensdauer von 10-15 Jahren üblich. Unter aggressiveren Bedingungen (in der Nähe der Nenntemperaturgrenze, bei hoher Belastung durch Zyklen, Alkalidämpfe) kann die Lebensdauer 2-4 Jahre betragen. Durch regelmäßige Dickenmessungen bei Wartungsstillständen kann die verbleibende Lebensdauer abgeschätzt werden, bevor ein Ausfall der Platte Probleme verursacht. Die Position der Backup-Isolierung (niedrigere Temperatur, keine direkte Gaseinwirkung) bietet durchweg die längste Nutzungsdauer.
10: Welche Qualitätszertifikate sollten einer Lieferung von Keramikfaser-Dämmplatten beiliegen?
Ein komplettes Qualitätsdokumentationspaket für Keramikfaser-Isolierfolien für Industrieofenanwendungen sollte Folgendes umfassen: ISO 9001-Zertifizierung für die Produktionsstätte; chargenspezifisches Konformitätszertifikat, das bestätigt, dass das Produkt der gekauften Spezifikation entspricht; XRF-Analyse der chemischen Zusammensetzung, die Al₂O₃, SiO₂, ZrO₂ (für 2600°F-Qualität) und wichtige Verunreinigungen pro Produktionscharge zeigt; Ergebnisse des linearen Schrumpfungstests bei der Nenntemperatur; Messung der Schüttdichte nach ASTM C-167; Bruchmodul nach ASTM C-133; Wärmeleitfähigkeitsdaten nach ASTM C-177 bei den wichtigsten Temperaturen; aktuelles GHS-konformes Sicherheitsdatenblatt; und REACH-Konformitätserklärung für EU-Käufe. Für Halbleiter- und pharmazeutische Anwendungen sind zusätzlich eine Analyse des Halogengehalts, eine Überprüfung des Schwermetallgehalts und eine Zertifizierung der organischen Verunreinigung erforderlich. Für Anwendungen in der Luft- und Raumfahrt sind die Rückverfolgbarkeit des Materials bis zur Rohfasercharge und vollständige Verarbeitungsprotokolle erforderlich. AdTech bietet vollständige Dokumentationspakete für alle kommerziellen Sendungen und auf Anfrage eine erweiterte Dokumentation für regulierte Anwendungen.
Zusammenfassung: Auswahl der richtigen Keramikfaser-Dämmplattenqualität und -konfiguration
Nachdem wir bei AdTech Hunderte von Ofenauskleidungsprojekten unterstützt haben, reduziert sich unsere gesammelte Erfahrung auf ein paar durchgängig anwendbare Prinzipien für die Spezifikation von Keramikfaser-Isolierplatten.
Die Wahl der Temperaturklasse muss ehrlich sein. Geben Sie die Sorte an, die der tatsächlichen Heißflächentemperatur mit angemessenem Spielraum entspricht - nicht die höchste verfügbare Sorte. Der Leistungsunterschied zwischen einer korrekt spezifizierten 2300°F-Platte und einer überspezifizierten 2600°F-Platte in einem 1000°C-Ofen ist gleich Null. Der Kostenunterschied beträgt 40-80%.
Die Wahl der Dichte beeinflusst sowohl die thermische Leistung als auch die mechanische Haltbarkeit. Eine höhere Dichte bietet eine bessere Erosionsbeständigkeit und eine etwas geringere Leitfähigkeit bei hohen Temperaturen durch Strahlungsunterdrückung, erhöht aber das Gewicht und die Kosten. Passen Sie die Dichte an die spezifischen Anforderungen an - die Standarddichte (320 kg/m³) deckt die meisten Anwendungen ab; eine höhere Dichte (384 kg/m³ und mehr) ist bei hohen Gasgeschwindigkeiten oder mechanischen Belastungsanforderungen gerechtfertigt.
Die Gestaltung der Fugen ist ebenso wichtig wie die Auswahl des Materials. Die teuerste Keramikfaserplatte, die mit einem unzureichenden Fugendesign installiert wird, versagt an den Fugen, bevor der Plattenkörper versagt. Entwerfen Sie Fugen mit komprimierbaren Keramikfaser-Dichtstoffen, verwenden Sie überlappende Lagenkonfigurationen, um einen Gasbypass durch die Fugen zu verhindern, und überprüfen Sie die Integrität der Fugen während der Installation.
Der Temperaturbereich von 2300°F bis 2600°F, der von Keramikfaser-Isolierplatten abgedeckt wird, deckt den Großteil der Anforderungen an die Isolierung von Hochtemperatur-Industrieöfen, Brennöfen und Prozessanlagen ab. In diesem Bereich macht die Kombination aus niedriger Wärmeleitfähigkeit, geringer thermischer Masse, Bearbeitbarkeit und flexiblen Produktabmessungen das Material zum vielseitigsten starren Isolierformat, das Ofenbauern und Feuerfestbauern zur Verfügung steht.
Für anwendungstechnische Unterstützung, Musteranfragen oder die Entwicklung projektspezifischer Spezifikationen steht das technische Team von AdTech qualifizierten industriellen Käufern und Ofentechnikern zur Verfügung.
