セラミックファイバー断熱シート は、高温アルミナ-シリカセラミック繊維を無機バインダーで固めた硬質または半硬質の平板状耐火断熱製品で、炉の内張り、窯の建設、バックアップ断熱、高温プロセス機器の熱障壁などに使用される精密で寸法安定性の高いパネルです。2300°F(1260°C)から2600°F(1430°C)以上の連続使用温度で利用可能なセラミックファイバー断熱シートは、平坦な耐荷重面、精密な寸法公差、および高温面におけるガス速度侵食に対する耐性を必要とする用途において、ブランケット製品よりも優れています。.
あなたのプロジェクトがセラミックファイバー断熱シートの使用を必要とする場合は、次のことができます。 お問い合わせ お見積もりは無料です。.
セラミックファイバー断熱シートは、柔軟なブランケットでは浸食したり、不均一に圧縮したり、寸法精度を維持できなかったりするような圧縮荷重やガスフロー条件下でも、形状を維持する自己支持型、機械加工可能、切断可能な断熱バリアを提供します。平坦な断熱面、厳しい厚み公差、または複雑な形状に切断可能な剛性断熱バリアが必要な用途では、2300°F~2600°Fのセラミックファイバー断熱シートが適切な製品群として評価されます。.

セラミックファイバー断熱シートとは?組成と製造
セラミックファイバー断熱シート」という用語は、市場において、関連するが異なるいくつかの製品形式を表すために使用されている。その違いを理解することは、調達を決定する前に不可欠です。.
製品フォーマットの明確化
商業的には、「セラミックファイバー断熱シート」は主に3つの形式の製品を指す:
硬質セラミック繊維板: セラミック繊維を無機バインダーとともに水中に分散させ、移動するスクリーン上でシート状に成形し、プレスして水分を除去した後、乾燥・焼成して硬く寸法安定した製品を作る、抄紙に似た湿式成形プロセスで製造される緻密で硬いパネル。産業市場では、これが「セラミック・ファイバー・シート」または「セラミック・ファイバー・ボード」として販売される最も一般的な形式である。.
真空成形された硬質形状: 繊維スラリーを成形型に真空蒸着して成形するセラミックファイバー製品で、複雑な形状と優れた表面仕上げを持つパネルを製造する。半導体製造装置や航空宇宙分野での精密絶縁用途に使用されている。.
半硬質ニードルシート: ニードルパンチされたセラミック・ファイバー・ブランケットを圧縮し、決められた厚さと密度にセットすることで、標準的なフレキシブル・ブランケットよりも優れたハンドリング特性を持つ半硬質製品を製造する。湿式成形ボードよりも剛性は低いが、ルースブランケットよりも構造がしっかりしている。.
この記事では、2300°Fから2600°Fの温度範囲における炉のライニング用途に最も一般的に指定されている製品である、湿式成形の硬質セラミック繊維板/シートに主に焦点を当てます。.
原材料構成
セラミック繊維断熱シートの熱性能は、主にその繊維組成によって決まる。.
標準2300°Fグレード(1260°C):
ファイバーは52-56%アルミナ(Al₂O₃)と44-48%シリカ(SiO₂)を含んでいます。標準グレードのセラミック・ファイバー(通常44-47% Al₂O₃)と比較してアルミナ含有量が高いため、高温でのファイバーの収縮や脆化の原因となる非晶質ガラスから結晶性ムライトやクリストバライトへの相変態(脱バイト)に対する耐性が向上します。.
2600°Fグレード(1430°C):
繊維は、通常14-17%のジルコニア(ZrO₂)を含み、アルミナは33-36%、シリカは47-50%である。ジルコニアの添加は、高アルミナ繊維でさえ受け入れがたい脱窒を起こすような温度で、非晶質繊維構造を安定させる。これが2600°Fグレードの特徴であり、単にアルミナを増やしたのではなく、第3の酸化物成分を含む根本的に異なる繊維化学を採用しています。.
バインダー方式: 剛性の高いシート構造で繊維をつなぎ合わせる無機バインダーは、通常、コロイダルシリカ、コロイダルアルミナ、またはその両方の組み合わせである。これらのゾル系バインダーは、製造時に必要なグリーン強度を提供し、焼成後に繊維の接点間にセラミックネックを形成することで、完成したシートに剛性と圧縮強度を与える。バインダーとしてカルシウムアルミネートセメントを使用するメーカーもあるが、これは化学的不純物の代償として若干高い圧縮強度をもたらす。.
硬質セラミック繊維板の製造工程

ステップ1:ファイバーの準備: バルクのセラミック繊維(メルトブローまたは紡糸により製造)は、水中で開繊され、脱凝集され、非常に低い濃度(通常、重量で1%未満)で均一な繊維懸濁液が形成される。.
ステップ2:スラリーの調合: コロイド状バインダー、凝集剤、保持助剤を繊維懸濁液に加え、安定でよく分散したスラリーを作る。.
ステップ3:シート成形: スラリーは、平らな成形スクリーン上、または金型に堆積される。水は重力と真空の下でスクリーンから排出され、繊維は比較的均一な厚みと密度のウェットマットに固められる。.
ステップ4:プレス ウェットマットは機械的にプレスされ、水分を除去し、目標とする密度と厚さを達成する。プレス圧力は、最終製品の密度を直接制御し、その結果、機械的強度と熱伝導率を制御します。.
ステップ5:乾燥: プレスされたマットは加熱オーブンで乾燥され、繊維構造に熱ダメージを与えることなく残った水分を除去する。急激な水分勾配による表面のひび割れを防ぐため、乾燥条件は慎重にコントロールされる。.
ステップ6:焼成(オプション): メーカーによっては、乾燥したボードを高温で焼成することで、セラミック結合をより完全なものにし、使用中の収縮に対して製品を安定させる。焼成したボードは寸法安定性に優れるが、脆性が若干高くなる場合がある。.
ステップ7:裁断と仕上げ 乾燥・焼成された板は、標準寸法に製材され、寸法精度が必要な場合は表面研磨され、欠陥がないか検査される。.
2300°F 対 2600°F グレード:繊維化学と温度性能
この比較は、あらゆる仕様決定プロセスにおける最初の決定点であり、その選択はコストと性能に大きな影響を与える。.
2つの温度等級を分けるもの
2300°Fグレードと2600°Fグレードは、単に同じ製品の配合が異なるだけでなく、異なる繊維化学、異なるコスト構造、異なる性能プロファイルを持つ、実質的に異なる材料系を表している。.
2300°Fグレードの熱安定性メカニズム: 高いアルミナ含有量(52-56% Al₂O₃)は、標準グレードのファイバーに比べて脱硝プロセスを遅らせる。連続1260℃までの温度では、繊維は主に非晶質のままであり、絶縁特性を保持する。1260°Cを超えると、結晶化が進行し、収縮が加速します - これが、定格温度が保守的な見積もりではなく、真の限界である理由です。.
2600°Fグレードの熱安定性メカニズム: ジルコニア(ZrO₂)は繊維マトリックス中の結晶構造安定剤として機能する。結晶化プロセスを阻害し、繊維がアモルファスで寸法安定性を保つ温度範囲を拡大する。これは僅かな改善ではなく、ジルコニアを含む繊維は、ジルコニアを含まない高アルミナ繊維よりも1350~1430℃での収縮が劇的に少ない。.
主要温度での性能比較
| 温度 | 2300°F グレード挙動 | 2600°F グレード挙動 | 実践的な意味合い |
|---|---|---|---|
| 800°C | 完全に安定、<0.5%収縮 | 完全に安定、<0.5%収縮 | 両グレードとも性能は同じ |
| 1000°C (1832°F) | 安定、<1.0%収縮 | 安定、<0.5%収縮 | わずかな差 |
| 1200°C | 十分なマージンがあり安定している | 完全な安定性 | 2300°Fグレードは妥当なマージン |
| 1260°C (2300°F) | 継続使用限界時 | 快適なオペレーティング・ゾーン | 2300°Fグレードの臨界しきい値 |
| 1350度C(2462度F) | 故障に近づいている(過度の収縮) | 安定、収縮率1.5%未満 | 2300°Fグレードは不可 |
| 1430°C (2600°F) | 著しい脱硝不良 | 継続使用限界時 | 2600°Fグレードのみ使用可能 |
2300°Fグレードを選択する場合
2300°F (1260°C)グレードは、以下のような場合に適した仕様です:
- 熱面温度は連続的に約1150°C(2100°F)を超えることはなく、定格限界以下の110°Cの安全マージンが確保されている。.
- 炉の雰囲気は酸化性または中性である。.
- この用途では、アルカリ蒸気にさらされることはない(低温では脱硝が促進される)。.
- 2300°Fグレードは2600°Fよりも大幅に安価であるため、予算の最適化が優先される。.
2600°Fグレードを選択する場合
2600°F (1430°C)グレードは、以下の場合に必要となる:
- 熱面の温度は常に1200℃以上に達する。.
- 大気中には繊維の劣化を促進するアルカリ蒸気(ナトリウム、カリウム)が含まれている。.
- メンテナンス・シャットダウンの間隔が長いため、収縮に起因する早期開口は容認できない。.
- 用途は、ガラス、特殊セラミックス、先端材料産業で、これらの温度レベルが日常的に使用される。.
グレード間のコスト差
2600°Fグレードは通常、同等の寸法の2300°Fグレードの製品よりも単位面積あたりのコストが40-80%高くなりますが、これはジルコニア原料コストとより厳しいファイバー製造工程を反映しています。このプレミアムは、使用温度が純粋にそれを必要とする場合には十分に正当化されますが、2300°Fグレードで十分な性能が得られる用途では無駄なコストとなります。.
アドテックでは、900-1100°Cで使用されるアプリケーションに2600°Fグレードを指定する顧客が、以前のサプライヤーによって過剰に指定されたか、またはその必要性を検証することなく、より要求の厳しいアプリケーションから仕様をコピーしていることを常に発見しています。最初から正しいグレードを選択することで、炉の耐用年数にわたって材料コストを大幅に節約することができます。.
完全な技術仕様特性、寸法、データ表
標準的な物理的および機械的特性
| プロパティ | 2300°Fグレード (1260°C) | 2600°F グレード (1430°C) | 試験基準 |
|---|---|---|---|
| 繊維組成 | Al₂O₃ 52-56%, SiO₂ 44-48% | Al₂O₃ 33-36%, SiO₂ 47-50%, ZrO₂ 14-17% | 蛍光X線分析 |
| 嵩密度範囲 | 256~384kg/m³(16~24ポンド/フィート) | 272~400kg/m³(17~25ポンド/フィート) | ASTM C-167 |
| 標準密度 | 320 kg/m³ (20 lb/ft³) | 320 kg/m³ (20 lb/ft³) | ASTM C-167 |
| 破壊係数(MOR) | 0.5-1.2 MPa | 0.5-1.0 MPa | ASTM C-133 |
| 10%変形時の圧縮強度 | 0.3-0.8 MPa | 0.3-0.7 MPa | ASTM C-133 |
| 400℃における熱伝導率 | 0.12-0.15 W/m-K | 0.11-0.14 W/m-K | ASTM C-177 |
| 800℃における熱伝導率 | 0.22-0.28 W/m-K | 0.21-0.26 W/m-K | ASTM C-177 |
| 1000℃における熱伝導率 | 0.30-0.38 W/m-K | 0.28-0.35 W/m-K | ASTM C-177 |
| 定格温度における線収縮率(24時間) | <2.0% | <1.5% | ISO 10635 |
| ショット内容 | <10% | <10% | ASTM C-1335 |
| 多孔性 | 88-92% | 87-91% | アルキメデス |
| 比熱容量 | 1.05 kJ/kg-K at 600°C | 0.98 kJ/kg-K at 600°C | DSC測定 |
| 耐熱衝撃性 | グッド | グッド | 繰り返しサイクル試験 |
| 最大連続使用温度 | 1260°C (2300°F) | 1430°C (2600°F) | グレード分類 |
| カラー | ホワイト | ホワイト | ビジュアル |
| 不燃性 | はい | はい | ASTM E136 |
標準寸法あり
| 寸法パラメーター | 標準オプション | カスタムオプション | 寛容 |
|---|---|---|---|
| 長さ | 900mm、1000mm、1200mm | 1500mmまで | ±5 mm |
| 幅 | 450mm、600mm、900mm | 1200mmまで | ±5 mm |
| 厚さ | 12.5mm、25mm、38mm、50mm、75mm、100mm | 6-150 mm | ±2mmまたは±10% |
| 表面仕上げ | スタンダード(そのまま) | グラウンド(厚さ±1mm) | 仕様 |
密度による熱伝導率の比較
| 密度 | 200℃にて (W/m-K) | 500°C (W/m・K) | 800℃の場合 (W/m-K) | 1000℃の場合 (W/m-K) |
|---|---|---|---|---|
| 256 kg/m³ (16 lb/ft³) | 0.10 | 0.17 | 0.27 | 0.36 |
| 320 kg/m³ (20 lb/ft³) | 0.09 | 0.15 | 0.25 | 0.33 |
| 384 kg/m³ (24 lb/ft³) | 0.08 | 0.14 | 0.23 | 0.31 |
| 480 kg/m³ (30 lb/ft³) | 0.08 | 0.13 | 0.22 | 0.29 |
注:密度を高くすることで、輻射抑制による高温での熱伝導率が若干低くなる一方、圧縮強度と耐侵食性が大幅に向上する。.
耐薬品性プロファイル
| 化学環境 | 2300°F グレード反応 | 2600°F グレード反応 | 備考 |
|---|---|---|---|
| 酸化性雰囲気 | 素晴らしい | 素晴らしい | 標準サービス |
| 中性大気(N₂、Ar) | 素晴らしい | 素晴らしい | 攻撃なし |
| 軽度還元性(H₂<5%) | グッド | グッド | SiO減少のモニター |
| 強い還元性(H₂ >25%) | フェア | グッド | ジルコニアが安定性を向上 |
| アルカリ蒸気(Na、K) | まずまず(シリカ・アタック) | 良好(ZrO₂バッファ) | 決定的な違い |
| 蒸気の温度 | フェア | グッド | シリカ相の加水分解 |
| ほとんどのミネラル酸 | グッド | グッド | HFは例外 |
| フッ化水素酸 | 貧しい | 貧しい | すべてのシリカ含有セラミックスを攻撃する |
| リン酸 | フェア | フェア | 800℃以上での漸次攻撃 |
| 溶融アルミニウム(直接) | 貧しい | 貧しい | 直接触れない |
| 溶融ガラス接触 | 推奨しない | 推奨しない | 専用ガラス接触耐火物の使用 |
セラミックファイバー・シートとブランケット、ボード、モジュールの比較:それぞれの使用時期
この比較は、ほとんどの仕様決定が実際に行われる場所である。各製品フォーマットには特定の性能ニッチがあり、それぞれの境界を理解することで、性能の失敗と不必要なコストの両方を防ぐことができる。.
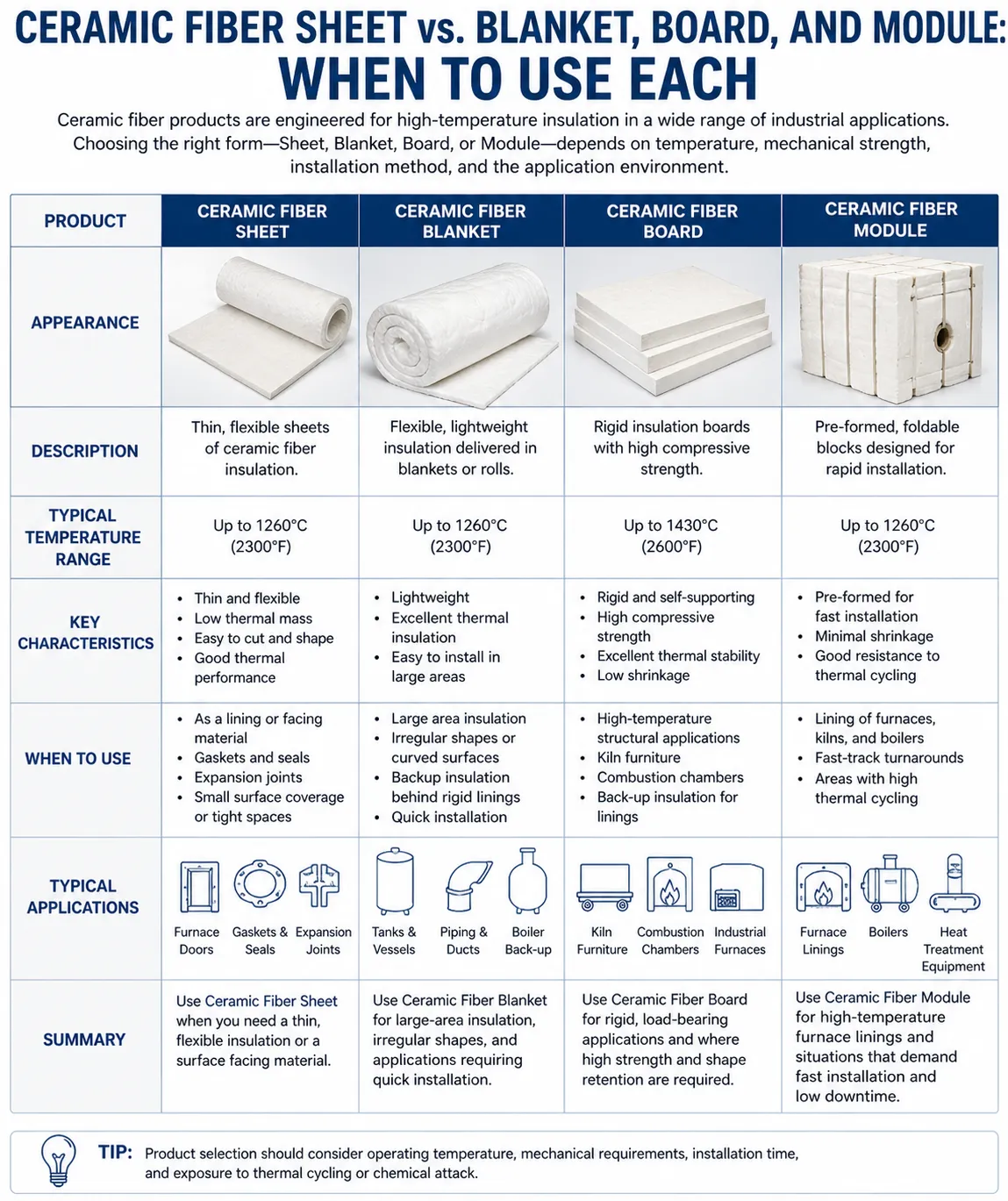
セラミックファイバー断熱シート対セラミックファイバー断熱シート. セラミックファイバー毛布
どちらの製品も基本的には同じセラミック繊維を基材としているが、工学的な機能は根本的に異なる。.
ブランケットの利点
- 単位面積当たりのコストが低い(通常、リジッドボードより30~60%低い)。.
- 曲面のラッピングに優れた柔軟性を発揮。.
- 非剛性構造により耐熱衝撃性が向上。.
- シンプルなレイヤーライニングシステムのための容易な取り付け。.
- モジュール構造は、多くの炉で優れた熱間性能を発揮します。.
シート/ボードの利点:
- サポートなしで平坦な形状を維持-平坦な熱面にとって重要。.
- 同程度の密度のブランケットよりもはるかに耐ガス速度侵食性に優れている。.
- 耐荷重性を提供する(棚受け、窯道具、セッタープレート)。.
- 機械加工性は、複雑な形状への精密切断を可能にする。.
- 滑らかな熱面接触が要求される用途で、より優れた表面仕上げを実現。.
- 寸法安定性により、スペーサー、バッフル、構造部材として使用可能。.
アドテックで適用している決定ルール: 設置面が平らで、高温面が2~3m/sを超える燃焼ガス速度にさらされる場合、または設置された材料がその面に垂直な荷重を支える必要がある場合は、硬質セラミック繊維シートを指定してください。その他の平らな面に使用する場合は、性能要件に対するコスト差を比較して、ブランケットとボードのどちらが経済的な選択かを判断してください。.
セラミック繊維シートと高密度耐火ボード(ケイ酸カルシウム、微多孔質)の比較
セラミック・ファイバー・シート(硬質ボード)は、温度範囲が重なる用途では、他のタイプの硬質断熱ボードと競合する。.
ケイ酸カルシウム板: 約1050°C(1922°F)の耐熱性。低コスト、高い圧縮強度、優れた耐湿性。1050℃以上では、ケイ酸塩の相が脱水し、構造的完全性を失うため適さない。1050℃以下では、ケイ酸カルシウムの方が経済的な場合が多い。.
微多孔質インシュレーション・ボード: 同等の温度でセラミック繊維板より40~60%低い熱伝導率を実現。同等の熱性能のため、断熱プロファイルははるかに薄い。非常に高価。設置スペースの制約が厳しく、性能が割高を正当化できる場合に使用。.
緻密な耐火レンガ: 圧縮強度、耐摩耗性、耐薬品性がセラミック繊維ボードの性能を上回る場合に使用されます。セラミック繊維ボードは、同じ厚さではるかに優れた断熱性能(低伝導率、低熱質量)を提供しますが、圧縮強度と耐摩耗性がはるかに低い。.
製品形式選択ガイド
| 必要条件 | ベスト・プロダクト・フォーマット | セカンド・チョイス | 避ける |
|---|---|---|---|
| 曲面断熱 | セラミックファイバー毛布 | 半硬質シート | 硬質ボード |
| フラットな熱面、高いガス速度 | 硬質セラミック繊維板 | ブランケット | 毛布のみ |
| 耐荷重棚または窯道具 | 高密度耐火ボードまたはレンガ | 厚い硬質セラミック繊維板 | 毛布 |
| 限られたスペースで最大の熱効率 | 微多孔質ボード | 硬質セラミック繊維板 | 毛布 |
| 複雑な機械加工形状 | 硬質セラミック繊維板 | 高密度耐火ボード | 毛布 |
| エキスパンション・ジョイント充填 | セラミック・ファイバー・ロープまたは毛布 | 半硬質シート | 硬質ボード |
| ホットフェース裏のバックアップ断熱材 | ブランケット(費用対効果) | 硬質ボード | 緻密なレンガ |
| ガスケットまたはシールエレメント | セラミックファイバー紙またはロープ | 薄い硬質ボード | 毛布 |
炉内ライニングの用途ホットフェイス、バックアップ層、モジュールシステム
ホットフェイスライニング
セラミックファイバー断熱シートが炉のライニングシステムの熱面材として使用される場合、炉内部、燃焼ガス、放射熱流束に直接面することになります。これはライニングシステムの中で最も要求の厳しい位置であり、材料には以下のような要件が課されます:
耐侵食性: 燃焼ガスと燃焼生成物は、柔らかい繊維表面を侵食する速度で高温面上を通過する。剛性の高いセラミック繊維ボードは、繊維とバインダーのマトリックスが緻密で連結されているため、ブランケットよりもこの浸食にかなりよく耐える。ホットフェースでのガス速度が5 m/sを超える場合、硬質ボードであっても表面保護処理(コロイダルシリカ洗浄、硬質化処理)が必要になるか、より密度の高い材料への交換が必要になることがあります。.
寸法安定性: 熱間表面は炉内部の形状を決定します。熱面材が使用中に収縮、反り、変形すると炉内寸法が変化し、温度分布やプロセスに影響を及ぼす可能性があります。硬質セラミック繊維板はブランケットよりも寸法を維持しやすく、特に平坦な熱間表面には最適です。.
関節の完全性: リジッドパネルで構築されたホットフェイスシステムでは、初期の使用中にボードがわずかに収縮するため、パネル間の接合部を管理してホットガスのバイパスを防止する必要があります。パネル間の継ぎ目は通常、セラミック・ファイバー・ロープまたは圧縮セラミック・ファイバー・ブランケットで充填され、パネルはこの初期収縮を考慮して継ぎ目でわずかに圧縮された状態で設置されます。.
バックアップ絶縁層用途
ほとんどの工業炉のライニングシステムでは、炉シェルへの温度勾配を減少させる低級断熱材の1層またはそれ以上の層によって、(最高温度と化学薬品への暴露を処理する)高温面材がバックアップされています。セラミックファイバー断熱シートは、多くの設備でこのバックアップの役割を果たします。.
典型的なバックアップ層の構成:
- ホットフェース:高密度耐火レンガまたは高密度キャスタブル(ケミカル・アタックと摩耗に対応)。.
- 中間層:セラミックファイバーボード(その深さでの温度により2300°Fまたは2600°F)。.
- バックアップ層:セラミックファイバー・ブランケット(低グレードで、その深さの温度にマッチする)。.
- 外殻:スチールケーシング.
この構成では、リジッドボードの機能は主に熱です。正確な厚さで、一貫した予測可能な熱伝導率を持つ断熱層を提供します。ブランケットと比較したボードの剛性は、中間層が時間とともに沈んだりずれたりするのを防ぎます。.
モジュール・システム設計
セラミックファイバーモジュールシステムは、剛性または圧縮ブランケットモジュールをスタッドアンカーで炉シェルに固定するもので、要求の厳しい用途向けの高温炉ライニングの最先端技術を代表するものです。モジュールシステムの中で、セラミック繊維板は以下の用途に使用されます:
モジュールの顔: 一部のモジュール設計では、圧縮されたブランケットコアに接着された、あらかじめ成形された硬質ボードをモジュールのホットフェースとして使用しています。基板は優れた耐侵食性を提供し、ブランケットコアは弾力性と熱性能を提供します。.
アンカー保護ボード: 金属製スタッド・アンカーがライニングを貫通する箇所では、セラミック・ファイバー・ボードの小片が輻射熱からアンカーを保護し、アンカーの耐用年数を延ばします。.
モジュール間のギャップフィリング: 正確な寸法にカットされた硬質ボード片がモジュール間の隙間を埋め、モジュール境界での高温ガスバイパスを防ぎます。.
ライニング・システム設計データ
| 炉のタイプ | 動作温度 | ホットフェイス素材 | ボードグレード | 板厚 | バックアップ |
|---|---|---|---|---|---|
| アルミニウム保持炉 | 700-850°C | 高密度CFSボード | 2300°F | 25-50 mm | ブランケット 50-100 mm |
| 鉄鋼再加熱炉 | 1100-1280°C | 緻密なキャスタブルまたはレンガ | 2300°Fまたは2600°F | 50-75 mm | ブランケット 100-150 mm |
| セラミック窯 | 1000-1320°C | CFSボード(ホットフェース) | 2600°F | 50-100 mm | ブランケット 100 mm |
| ガラスアニール炉 | 500-700°C | CFS理事会 | 2300°F | 25-50 mm | ブランケット 50mm |
| 工業用熱処理炉 | 800-1100°C | CFSボード(ホットフェース) | 2300°F | 50-75 mm | ブランケット 100 mm |
| 半導体拡散炉 | 900-1200°C | 高純度CFSボード | 2300°F | 25-50 mm | 低密度ブランケット |
炉内ライニング以外の産業用途
セラミックファイバー断熱シートは、剛性、機械加工性、高温性能を兼ね備えているため、従来の炉の内張りだけでなく、より幅広い産業用途で使用されている。.
窯道具とセッターの用途
陶磁器製造において、窯道具は焼成中の陶磁器を支えます。セラミック・ファイバー・ボードが使用される:
軽量セッタープレート: 従来の高密度耐火セッタープレートは、各焼成サイクル中に大量の熱を蓄積し、エネルギー消費を増加させ、キルンの処理能力を低下させる。セラミックファイバーボードのセッタープレートは、熱質量が劇的に低いため、焼成サイクルあたりのエネルギー使用量を20~40%削減できる作業もあります。.
キルン・スペーサーとセパレーター: 薄いセラミック・ファイバー・ボードは焼成中に製品を分離し、炉の容積を最小限に抑えながら固着を防ぎます。.
バングとプラグの材質: 窯のバングホールや点検口は、セラミック・ファイバー・ボードをカットしたものでふさぎ、これらの貫通部の断熱を行う。.
熱処理産業への応用
金属の熱処理炉(焼きなまし、焼ならし、浸炭、窒化、硬化)には、セラミック繊維板が複数の役割で使用されています:
炉のドアとカバー セラミックファイバーボードで裏打ちされた炉ドア面は、平坦で機械加工可能な絶縁面を提供し、繰り返しの熱サイクルでも寸法安定性を維持します。このボードは、ドアシールとの良好な接触を確保するため、正確な平坦度に機械加工することができます。.
放射線シールドとバッフル: 温度均一性を管理するために使用される炉内の内部バッフルや放射シールドは、精密な形状に切断でき、運転温度でも形状を維持できることから、硬質セラミック・ファイバー・ボードから製造されることが多い。.
マッフルとレトルトライニング マッフル炉はセラミックファイバー板をマッフル構造に敷き詰め、マッフル材が構造的機能を果たす一方で断熱を提供する。.
航空宇宙・防衛試験施設
エンジンテストセル、空力加熱試験装置、高温材料試験システムなど、航空宇宙部品の地上試験施設では、セラミックファイバー断熱シートが使用されている:
テストセクションの絶縁: 試験品を囲む断熱パネルは、高温試験中の放射熱から計測機器や構造部品を保護する。.
熱保護モックアップ: セラミック繊維ボードは、高価なセラミック複合TPS材料が投入される前の初期開発段階で、熱保護システム(TPS)のモックアップ構成を製作するために使用される。.
電子・半導体製造
拡散炉チューブ断熱材: 高純度グレードのセラミックファイバーボード(ハロゲンや重金属の含有量が低いことが確認されている)は、石英拡散炉チューブの外面を断熱し、熱損失を低減し、チューブの長さ方向の温度均一性を向上させます。.
高温試験室のライニング: 高温条件をシミュレートする環境試験室では、温度が従来の断熱材の能力を超える場合、セラミック繊維ボードを主なライニング材として使用します。.
急速熱処理(RTP)装置: 半導体ウェハー処理用のRTPシステムは、プロセスゾーン周辺の熱環境を制御するために、特定の構成でセラミックファイバーボードを使用します。.
自動車産業試験および製造
塗装ブースのオーブンライニング 大量の自動車塗装用硬化オーブンでは、セラミック繊維板を主要な熱面ライニング材として使用し、循環する熱風流に対する優れた耐侵食性と、均一な熱分布のための平坦な表面を提供している。.
エンジンテストセルの絶縁: 自動車用エンジンの試験設備では、エンジンを全負荷で運転することによって発生する放射熱や対流熱から、テストセル構造、排気ダクト、隣接する機器を断熱するためにセラミック繊維板が使用されています。.

セラミックファイバー断熱シートの切断、加工、製造方法
緻密な耐火レンガに対する硬質セラミック・ファイバー・ボードの実用上の大きな利点の一つは、その機械加工性である。この材料は、標準的な木工工具や金属加工工具を使って成形することができるため、専門的な設備がなくても複雑な形状を現場で製造することができる。.
切削工具と方法
手工具:
- 薄いボード(25mmまで)をまっすぐにカットするための、刃の厚い鋭利なカッターナイフ。.
- 一般的なナイフでは刃が届かないような厚板をカットするためのギザギザのパン切りナイフ。.
- 一般的な大工用手ノコギリで、一般的な切断には細目刃を使用。.
- カーブした内部カット用のキーホールソー。.
電動工具:
- 大量の直線切断には、細歯ブレードまたは超硬チップの石工用ブレードを備えた丸鋸。.
- カーブカットや複雑なプロファイルカット用のバンドソー。.
- 内部の切り抜きや不規則な形状に適した、細かい歯のブレードを備えたジグソー。.
- 丸い形状の旋盤(バーナーブロック、プラグ)。.
- 溝、溝、複雑な表面形状を加工するためのルーター。.
工業用切断機器:
- 空気中の繊維の発生を最小限に抑え、高精度の複雑形状を実現するウォータージェット切断。.
- 大量精密部品加工用CNCルーター。.
- 高密度ボードのデリケートなカットのためのワイヤーソー。.
機械加工表面仕上げ
セラミック・ファイバー・ボードは、ブランケット製品では不可能な表面仕上げに加工することができる:
- 標準的な切断面: ほとんどの用途に適し、表面粗さは約0.5~2.0 mm Ra。.
- 表面をサンディング: ブロックの上で80~120グリットのサンドペーパーを使うと、約0.2~0.5mmのRaが得られる。.
- 地表: 平面研削盤を使用し、厚さ公差±0.5mmの平坦面を実現。.
機械加工された表面には、切断された繊維端が露出する。加工表面からの繊維の脱落が懸念される用途(半導体、食品接触)では、加工後に加工表面に硬質化処理(コロイダルシリカ溶液)を施してください。.
加工中の粉塵と繊維の制御
セラミック繊維ボードの切断や機械加工は、空気中のセラミック繊維を発生させます。すべての加工に必要です:
- 持続的な加工には、P100(N100)レスピレーターまたは動力式空気清浄呼吸器(PAPR)を使用する。.
- 切断箇所にHEPAフィルター付きの局所排気装置を設置する。.
- 繊維の発生を抑えるため、可能な限りウォーターミストで湿潤切断を行う。.
- 目の保護具(最低でもサイドシールド付きの安全眼鏡、頭上作業ではゴーグル)。.
- 長袖の衣服と薄手の手袋。.
ウォータージェット切断は、切断作業中に空気中に浮遊する繊維を効果的に除去し、乾式機械切断よりもきれいな切断端を生成します。作業員がセラミック繊維板の切断に長時間を費やす大量生産工場では、労働衛生の観点からウォータージェット切断が強く推奨されます。.
加工で達成可能な寸法公差
| オペレーション | 達成可能な長さ/幅公差 | 厚さ公差 | 備考 |
|---|---|---|---|
| 手製材 | ±3mm | 該当なし | オペレーターの技量による |
| 丸鋸 | ±1.5 mm | 該当なし | フェンスとガイド付き |
| バンドソー | ±1mm | 該当なし | フェンス付き |
| CNCルーター | ±0.5 mm | ±0.5 mm | 高精度加工 |
| ウォータージェット切断 | ±0.3 mm | 該当なし | 最高精度 |
| 平面研削 | 該当なし | ±0.25 mm | 厚み制御 |

設置方法、アンカー、システム設計
直接接着
鋼鉄シェルまたはコンクリート構造物に直接接着するバックアップ絶縁用途では、高温セラミック接着剤(接着線での予想使用温度を上回る定格)をボード面または取り付け面に塗布し、ボードを所定の位置にしっかりと押し付けます。シェルのインペールメントピンは、さらに機械的な保持を提供します。.
接着剤塗布のヒント:
- 接着剤を連続ビードまたはグリッドパターンで塗布する - 大きな未接着領域を残して孤立したスポットで塗布しないでください。.
- 各ボードセクションを配置した直後、30~60秒間しっかりと押し続ける。.
- 機械的な負荷をかけたり、熱にさらしたりする前に、接着剤を完全に硬化させてください。.
メカニカル・アンカー・システム
インペールメントピンシステム: 炉殻に溶接されたステンレス製または合金製のピンがボードを貫通し、スピードクリップまたはアンカープレートでボードを固定します。標準的なピン間隔は両方向とも300~450 mmで、重力負荷が大きい天井用途では200~300 mmに縮小されます。.
スタッドアンカーとワッシャーシステム: 大径ワッシャープレート付きの長いスタッドは、アンカー力をより広いボード面積に分散させ、アンカーポイントへの応力集中を軽減します。このシステムは、ボード重量が大きい高密度ボード(>320 kg/m³)に適しています。.
スルーボルト方式: 非常に厚いボード・アセンブリ(100mm以上)や高荷重の用途では、外部ナット・プレート付きスルー・ボルトが、接着剤だけに頼ることなく、積極的な機械的保持を提供します。.
ボード・パネル間のジョイント・デザイン
隣接するセラミック・ファイバー・ボード・パネル間の継ぎ目は、多くの設備で十分な注意が払われていない重要な部分です。接合部の設計が不十分だと、高温ガスのバイパス、接合部背後のシェルの局所的な過熱、接合部の侵食が進行し、ライニングの破損が加速されます。.
シーラントでバットジョイントする: 隣接するパネルは、セラミック・ファイバー・ロープまたはセラミック・ファイバー・ペーパーを圧縮して接合します。ロープや紙は圧縮可能なシールとなり、隙間を作ることなくボードの初期収縮に対応します。.
舌と溝のジョイント: 一致する舌と溝のプロファイルで加工されたボードは、ジョイントを通る直接視線による高温ガスのバイパスを防ぐためにインターロックします。製造コストは高くなりますが、多くの用途でジョイントシーラントが不要になります。.
オーバーラッピング・レイヤー・システム: 複数のボードを重ね合わせ、各層の継ぎ目を、隣接する層の継ぎ目から少なくともボード幅の半分だけオフセットして施工する。高温面から低温面まで連続する継ぎ目はありません。これはガスバイパスを防止する最も信頼性の高いシステムであり、AdTechの炉ライニング設計における標準的な手法です。.
天井と頭上の設置
セラミック繊維ボードの頭上設置では、重力がボード面に対して垂直に作用し、アンカーシステムにせん断荷重ではなく剥離荷重が生じるため、壁面設置よりも強固なアンカーが必要となります。頭上設置の設計要件
- 最小アンカー密度:壁面施工のアンカー間隔の2倍(標準的な天井施工では150~225mmグリッド)。.
- 天井の厚さ50mm以上のボードには、貫通ボルトシステムを使用する。.
- アンカー合金が使用温度に適合していることを確認する(アンカー先端はホットフェース温度、シェル取り付け部はコールドフェース温度)。.
- すべての天井用途に、メカニカル・アンカーに加えてセラミック接着剤を塗布してください。.
健康、安全、法規制の遵守
セラミック・ファイバー・ボードの規制上の分類
耐火性セラミックファイバー(RCF)から製造されたセラミックファイバー断熱シートは、緩いセラミックファイバー製品と同じ規制分類を受けます。国際がん研究機関(IARC)は、動物吸入試験結果に基づき、RCFをグループ2B発がん性物質(「ヒトに対して発がん性がある可能性がある」)に分類しています。欧州連合(EU)では、RCFはCLP規則(EC)No 1272/2008でカテゴリー1B発がん性物質に分類されています。.
重要な実用上の相違点:硬質セラミック繊維ボードは、そのままの状態では、通常の取り扱い中に発生する空気中の繊維の量は、ルースブランケットやバルク繊維よりもはるかに少なくなります。繊維バインダー・マトリックスが繊維を所定の位置に保持するため、損傷を受けていない無傷のボード部分を取り扱う際の空気中繊維の発生が大幅に減少します。重要な暴露事象は、ボード表面を破壊して繊維を放出する切断、機械加工、研磨、設置作業である。.
職業暴露限界値
| 国名 | 規制機関 | RCFファイバーOEL | 行動レベル |
|---|---|---|---|
| アメリカ | OSHA | 1 f/cc(8時間TWA) | 0.5 f/cc |
| EU | EU OSH枠組み指令 | 1 f/cm³ | 0.3 f/cm³ |
| 英国 | HSE (EH40) | 1 f/ml | 0.5 f/ml |
| ドイツ | TRGS 905 | 1 f/cm³ | 規制 |
| オーストラリア | セーフワーク・オーストラリア | 1 f/mL | 0.5 f/mL |
| 日本 | 厚生労働省 | 1 f/cm³ | — |
バイオソルブル代替品
最高使用温度が約900~1000℃以下の用途には、アルカリ土類珪酸塩(AES)繊維板が利用可能です。これらの生体溶解性代替品は、指令97/69/ECに基づくEU RCF発がん性物質分類の免除に適格な模擬肺液中での溶解速度を達成します。生体溶解性が調達要件であり、適用温度が許容される場合、AES繊維板は適切な仕様です。.
2300°Fおよび2600°Fの用途では、適切な熱性能を維持する市販のバイオ可溶性繊維は存在しないため、これらのグレードでは純粋にRCF繊維の化学的性質が必要となる。これらの高温用途の規制管理アプローチは、材料の代替よりもむしろ、工学的管理、呼吸器保護、および作業員の暴露モニタリングに重点を置かなければならない。.
調達、品質検証、仕様チェックリスト
検証すべき主な品質パラメーター
セラミックファイバー断熱シートを購入する場合、特に性能不良が経済的に重大な影響を及ぼす炉の内張り用途では、サプライヤーのデータシートを盲目的に受け入れるのではなく、以下の品質パラメータを積極的に検証する必要があります。.
繊維組成の検証: Al₂O₃、SiO₂、ZrO₂(2600°Fグレードの場合)の割合を確認するXRF分析を依頼する。2300°F等級を主張する製品は、最低52% Al₂O₃を示さなければならない。2600°F定格を主張する製品は、約14~17% ZrO₂を示さなければならない。これらは、責任あるバイヤーが鵜呑みにすべき詳細ではない。.
線形収縮試験: 定格使用温度で24時間後の直線収縮率を示す試験データを要求する。過度の収縮(1260°Cで2300°Fグレードの場合は2%以上、1430°Cで2600°Fグレードの場合は1.5%以上)は、繊維の化学的性質が正しくないか、加工上の問題があることを示しており、使用中の早期性能不良の原因となります。.
破断係数(MOR): ボードの曲げ強度が最低仕様を満たしていることを確認する。標準密度ボードのMORが0.5 MPaを下回る場合は、接着が弱いことを示し、取り扱い時の損傷や使用中のクラックの原因となることがある。.
密度の一貫性: ボードの密度を複数のポイントで測定する(ボードの異なるエリアからサンプルを切り出し、体積に対する重量を測定する)。密度のばらつきが規定値から±10%を超えると、製造時のプレスに一貫性がないことを示し、使用時の性能にばらつきが生じます。.
熱伝導率データ: 計算値や推定値ではなく、実際の試験データを要求すること。熱伝導率が公表されている規格値を大幅に超えている場合は、ショット含有量が多いか、密度のばらつきが大きいか、繊維の化学的性質に問題があることを示しています。.
発注書の仕様チェックリスト
| 仕様項目 | 2300°F グレード要件 | 2600°F グレード要件 |
|---|---|---|
| 温度区分 | 連続2300°F (1260°C) | 連続2600°F (1430°C) |
| 繊維化学(Al₂O₃分) | 最小52% | 最小33%(ZrO₂入り) |
| ZrO₂含有量 | 該当なし | 14-17% |
| 嵩密度 | 256~384kg/m³あたり | アプリケーションあたり(272~400 kg/m³) |
| 定格温度での線収縮率 | <2.0%(24時間) | <1.5%(24時間) |
| MOR(破断係数) | ≥0.5 MPa以上 | ≥0.5 MPa以上 |
| 800℃における熱伝導率 | ≤0.28 W/m-K | ≤0.26 W/m-K |
| ショット内容 | ≤重量%≦10% | ≤重量%≦10% |
| 寸法公差 | L/W±5mm、厚さ±2mm | L/W±5mm、厚さ±2mm |
| 表面仕上げ | 指定:成形したままか、研磨したものか | 指定:成形したままか、研磨したものか |
| 品質認証 | ISO 9001、バッチ認証 | ISO 9001、バッチ認証 |
| 化学組成報告書 | バッチごとのXRF | バッチごとのXRF |
| SDS/MSDS | 現在のGHS対応 | 現在のGHS対応 |
| REACH対応 | EU市場 | EU市場 |
サプライヤー資格基準
製品仕様だけでなく、サプライヤーの能力は長期的な調達の信頼性に影響する:
- ISO 9001認証の製造施設。.
- ロット間の一貫性を維持する能力が実証されていること(過去のデータを要求する)。.
- アプリケーション・エンジニアリングに関する質問に対応できるテクニカル・サポート・チーム。.
- 原材料のトレーサビリティの文書化。.
- 重要な仕様については、認定施設による第三者機関の試験報告書。.
- 標準寸法のリードタイムは迅速で、特注サイズのリードタイムはリーズナブル。.
セラミックファイバー断熱シートに関するよくある質問
1: セラミックファイバー断熱シートとセラミックファイバー板の違いは何ですか?
実際の商業用法では、「セラミック・ファイバー断熱シート」と「セラミック・ファイバー・ボード」は同じ製品カテゴリー、すなわち無機バインダーを用いた湿式成形プロセスで製造される硬質平板状セラミック・ファイバー断熱材を指す。メーカーによっては、より薄い製品(25mm以下)には「シート」を、より厚い製品には「ボード」を使用していますが、この区別は普遍的なものではありません。どちらの用語も、柔軟なセラミック・ファイバー・ブランケットやルース・バルク・ファイバーとは対照的に、切断や機械加工が可能な硬質で平坦なセラミック・ファイバー製品を表しています。注文の際には、シート/ボード用語に頼って必要な製品を正確に伝えるのではなく、厚さ、密度、定格温度、寸法を指定してください。.
2: セラミックファイバー断熱シートは、炉のホットフェイスとして直接使用できますか?
硬質セラミック繊維ボードは、多くの工業炉やキルン用途で熱面ライニング材として使用されており、特に運転温度がボードの定格範囲内であり、ガス速度が中程度(約5 m/s以下)である場合に適しています。ガス速度が高い場合は、ボード表面が経時的に侵食される可能性があるため、より高密度なボード(≥384 kg/m³)、剛性の高い表面処理、または耐侵食性の高い熱間フェース材を指定する必要があります。このボードは表面が平らで寸法安定性が高いため、平らな壁の炉やキルンでの熱間使用に適しています。円筒形や複雑な形状の炉では、形状に対応した適切な継ぎ目管理でボードをセグメントに切断する必要があります。.
3: 2300°F (1260°C)のセラミック繊維シートは耐火レンガと熱的にどう違うのですか?
セラミック・ファイバー・ボード(2300°Fグレード、320kg/m³)の800℃における熱伝導率は約0.22~0.28W/m・Kであり、緻密質耐火レンガの同温度における熱伝導率は約0.8~1.5W/m・Kである。つまり、セラミック繊維ボードは緻密な耐火レンガよりも単位厚さあたり3~5倍断熱性が高いのです。さらに、セラミック繊維ボードのかさ密度(320 kg/m³)は、耐火レンガの密度(通常2000~2200 kg/m³)の約15%であるため、熱質量が劇的に低くなります。間欠運転炉では、この低い熱質量が昇温エネルギーと時間を大幅に削減します。その代償として、耐火レンガは圧縮強度、耐摩耗性、耐荷重性においてはるかに優れています。セラミック繊維板と耐火レンガは、ライニングシステムの異なる層に使用される補完的な材料であり、直接の代替品ではありません。.
4: セラミックファイバー断熱シートの最大厚みはどのくらいですか?
市販のセラミック・ファイバー・ボードは、標準的な生産では100mmまでの厚さで日常的に入手可能である。厚さ150mm(6インチ)までのボードを製造するメーカーもあるが、これらは通常、リードタイムが長くなる特注品である。セラミック繊維の総厚みが100-150 mmを超える断熱システムの場合、標準的な方法は、非常に厚いボードを1枚指定するのではなく、ボードを複数層(層間の接合部をオフセットさせる)設置することである。接合部をオフセットした多層構造では、接合部を通る高温ガスのバイパス経路がなくなるため、熱性能も向上します。.
5: セラミックファイバー断熱シートは屋外での使用に適していますか?
セラミック・ファイバー・ボードは、雨に何度も濡れたり、保護なしで持続的に高湿度にさらされるような屋外用途にはお勧めできません。無機繊維およびバインダー成分自体は水の影響を受けませんが、湿潤-乾燥のサイクルを繰り返すとバインダー結合が徐々に劣化し、機械的強度が時間とともに低下します。セラミック繊維板を屋外で使用する必要がある場合は、金属製ケーシング(アルミニウムまたはステンレス鋼板)または無機コーティングで保護し、水の浸入を防ぐと同時に、閉じ込められた水分を加熱時に逃がすようにしてください。恒久的に屋外で保護されていない用途では、耐湿性に優れているため、1050℃以下の温度ではケイ酸カルシウム板がより適切な選択となる場合があります。.
6: 特定の炉の用途に何インチの 2300°F セラミック繊維板が必要かを計算するには?
必要な断熱材の厚さは、熱伝導の原理を使って計算します。簡略計算ここで、kは熱伝導率(単位:BTU・in・hr・ft²・°F)、Qは許容熱流束(単位:BTU・hr・ft²)です。実用的な設計には、平均温度(熱面温度と冷面温度の平均)におけるメーカー公表の熱伝導率値を使用する。参考として、2インチ(50mm)の2300°Fグレードのボード(密度8 lb/ft³)を使用した場合、定常状態でホットフェイスが1800°F(982°C)のとき、コールドフェイス温度は約150~200°F(65~93°C)を維持します。正確な計算については、お客様の具体的な運転温度と許容可能な熱損失目標をアドテックのエンジニアリングチームにご相談ください。.
7: セラミック・ファイバー・ボードは溶融アルミニウムに接触して使用できますか?
標準的なセラミック・ファイバー・ボードは、溶融アルミニウムと直接接触することは推奨されません。繊維中のシリカはアルミニウム溶融物中のマグネシウムや他の活性合金元素と反応し、繊維構造は液体アルミニウムによる侵食や化学的攻撃を受けやすくなります。アルミニウム鋳造および製錬の用途では、セラミック繊維板は、高密度で耐アルミニウム性の耐火物(一般に高純度アルミナまたは炭化ケイ素ベースの材料)の作業ライニングの背後のバックアップ断熱材として使用されます。ボードが直接金属に接触することはありません。洗浄システムやトラフ断熱では、金属界面に専用設計のアルミニウム接触耐火物を使用し、セラミック繊維板をバックアップ層として使用します。.
8: 2枚のセラミックファイバー・ボードをコーナーで接合する正しい方法は?
セラミック・ファイバー・ボードのライニング・システムのコーナー・ジョイントは、高温ガスのバイパスを防ぎ、熱膨張の動きに対応するため、慎重な設計が必要です。望ましい方法は、各ボードピースを45度に切断し、2つのマイター面をコーナーで合わせるマイターコーナージョイントです。セラミックファイバー紙や薄いブランケットを最終ボードピースを取り付ける前に接合部に圧縮し、熱サイクル中に生じる隙間に対応する圧縮可能なシーラントを提供する。別の方法として、コーナーにL字型のボードピースを重ね合わせ、1枚をコーナーからはみ出させて隣接するピースの端に重ねることで、ホットフェース側の接合部をカバーする方法がある。コーナーの突合せ接合(ボードの端が単に90度で合わさる)は、高温ガスバイパスの直接の視線経路を作るので避けるべきである。.
9: セラミックファイバー断熱シートは炉の中でどのくらい長持ちしますか?
耐用年数は、定格温度に対する動作温度、熱サイクルの頻度、熱面のガス速度、および化学環境によって異なります。900°Cで稼働し、定期的な熱サイクルを行う典型的な工業用熱処理炉では、熱面の2300°Fグレードのセラミック繊維板は、浸食や進行性収縮による厚みの損失で交換が必要になるまでに5~8年の耐用年数を達成します。より低温のバックアップ断熱材(600~800°C)では、10~15年の耐用年数が一般的です。より過酷な条件下(定格温度限界付近、高サイクル、アルカリ蒸気暴露)では、耐用年数は2~4年です。メンテナンス・シャットダウン中に定期的に厚さを測定することで、基板の故障が問題を引き起こす前に残りの耐用年数を見積もることができます。バックアップ絶縁位置(低温、直接ガスにさらされない)は、一貫して最も長い耐用年数を提供します。.
10: セラミックファイバー断熱シートの出荷には、どのような品質証明が必要ですか?
工業炉用途のセラミックファイバー断熱シートのための完全な品質文書パッケージは、以下を含むべきである:製造施設のISO 9001認証、製品が購入仕様を満たしていることを確認するバッチごとの適合証明書、製造バッチごとのAl₂O₃、SiO₂、ZrO₂(2600°Fグレードの場合)、および主要不純物を示すXRF化学組成分析;定格温度における線収縮試験結果;ASTM C-167によるかさ密度測定;ASTM C-133による破断弾性率;主要温度におけるASTM C-177による熱伝導率データ;最新のGHS準拠安全性データシート;およびEU購入のREACH適合宣言。半導体および製薬用途では、さらにハロゲン含有量分析、重金属含有量の検証、有機汚染証明書を要求する。航空宇宙用途では、原料繊維ロットまでの材料トレーサビリティと完全な加工記録が必要です。アドテックは、すべての商業出荷に完全な文書パッケージを提供し、ご要望に応じて規制アプリケーションのための拡張文書を提供します。.
要約:適切なセラミックファイバー断熱シートのグレードと構成の選択
アドテックでは、何百もの炉内張りプロジェクトをサポートしてきた経験から、セラミックファイバー断熱シートの仕様に一貫して適用できる原則をいくつか挙げています。.
温度等級の選択は正直でなければならない。利用可能な最高グレードではなく、実際の熱間表面温度に十分な余裕をもって適合するグレードを指定してください。正しく指定された2300°Fの基板と、過剰に指定された2600°Fの基板の1000°C炉での性能差はゼロです。コストの差は40-80%です。.
密度の選択は、熱的性能と機械的耐久性の両方に影響する。密度が高いほど耐侵食性に優れ、輻射抑制によ り高温での導電率が若干低くなりますが、重量とコ ストが増加します。標準密度(320kg/m³)はほとんどの用途をカバーし、高密度(384kg/m³以上)は高いガス速度や機械的負荷が要求される場合に適しています。.
接合部の設計は、材料の選択と同じくらい重要です。最も高価なセラミック繊維ボードを不適切な接合設計で設置した場合、ボード本体が破損する前に接合部が破損します。圧縮性のあるセラミック繊維シーラントで接合部を設計し、重なり合った層構成を使用して接合部からのガスバイパスを排除し、施工中に接合部の完全性を確認する。.
セラミックファイバー断熱シートがカバーする2300°Fから2600°Fの温度範囲は、高温工業炉、キルン、およびプロセス機器の断熱要件の大部分に対応します。この範囲内であれば、熱伝導率が低く、熱質量が小さく、機械加工が可能で、製品寸法が柔軟であるという材料の組み合わせにより、炉エンジニアや耐火物請負業者が利用できる最も汎用性の高い硬質断熱形式となります。.
アプリケーション・エンジニアリング・サポート、サンプルのリクエスト、またはプロジェクト固有の仕様策定については、アドテックのテクニカル・チームが適格な産業バイヤーおよびファーネス・エンジニアリング・チームを支援します。.
