For many small to medium production runs and for components that require good mechanical strength, dense microstructure, and superior surface finish without the high tooling cost of high-pressure methods, aluminum gravity casting delivers the best balance of part quality, predictable metallurgy, and cost efficiency. When molds are designed correctly, melt treatment is controlled, and solidification is managed with strategic gating and risering, gravity-cast aluminum parts can match or exceed the durability of components made by other casting methods while reducing porosity and improving machinability.
1. Terminology and process classification
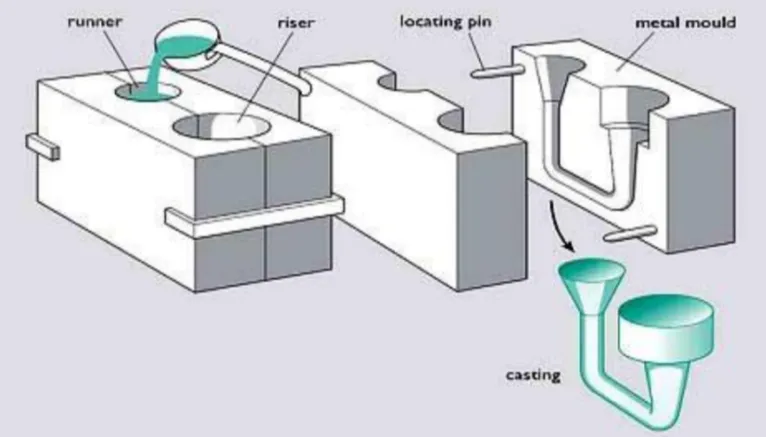
Aluminum gravity casting typically refers to the process where molten aluminum alloy is introduced into a mold under the influence of gravity alone. There are two broad meanings commonly used in industry. In the broader sense, gravity casting includes sand casting, investment casting, lost-foam, and permanent mold techniques where no external pressure pushes metal into the cavity. In a narrower meaning, the term identifies permanent mold gravity die casting where a reusable metal die receives the molten metal by pouring from above and the metal fills the cavity from the bottom up driven by gravity. Permanent mold gravity casting sits between traditional sand casting and high-pressure die casting on the spectrum of tooling cost, surface finish, and mechanical properties.

2. Typical alloys and key metallurgy
Common aluminum alloys used for gravity casting include A356, A357, A380, ADC12, 356, and various 3xx and 4xx series variants chosen for good castability, strength, and heat treat response. Melt handling influences hydrogen content, oxides, and inclusion levels that govern porosity and strength. Typical melt temperatures vary by alloy; for common aluminum casting alloys the pouring temperature range often lies roughly 30 to 80 degrees above liquidus, producing pour temperatures in a band near 650 to 760 degrees Celsius for many casting alloys. Grain refinement, degassing, and modification treatments are standard to produce a fine microstructure and reduce shrinkage defects. Also read:Die Casting vs Sand Casting.
Table 1. Common aluminum casting alloys and quick reference
| Alloy (common name) | Typical use cases | Casting characteristics | Heat treatable |
|---|---|---|---|
| A356 / 356 | Structural parts, wheels, housings | Good fluidity, good strength after T6 temper | Yes |
| A380 / ADC12 | General purpose castings with good fill | Excellent filling, moderate strength | Limited |
| 319 | Engine components | Good thermal fatigue resistance | Yes |
| 6061 (cast variants) | Machinable parts | Lower fluidity, used selectively | Yes |
| 4300 series | High resistance to hot cracking | Specialized | Yes |
3. Step-by-step workflow of gravity casting
A clear sequence gives repeatable results. The following sequence represents best practice for robust production.
-
Mold preparation
Metal dies need cleaning, preheating to a controlled temperature, application of release coatings or refractory sprays, and core placement if used. Proper preheat improves thermal gradients during solidification. -
Alloy melting and treatment
Melt in a suitable furnace. Remove oxides and inclusions by skimming and use fluxes where appropriate. Perform degassing with inert gases or rotary degassers to reduce dissolved hydrogen. Add grain refiners or modifiers to refine dendritic structure. Maintain stable melt chemistry with regular sampling. -
Tipping and ladling
Transfer metal by ladle or automated pouring equipment. Aim for consistent pour temperature and steady pour rate to avoid turbulence. -
Pouring into mold
Pouring should fill the mold progressively with minimal splashing. Many shops use bottom-fill gates, pour cups, and flow control devices to guide metal into thin sections. -
Solidification management
Use chills, risers, and controlled cooling to direct solidification. The goal is directional solidification toward risers so shrinkage porosity remains in risers and not in the finished casting. -
Shakeout and cleaning
For permanent molds open die and extract the casting. Remove gates, risers, and flash with mechanical trimming. -
Heat treatment and finishing
Perform required solution treatment, quench, and aging if alloy requires. Machine to final tolerances, apply surface treatments if required. -
Inspection and testing
Dimensional checks, hardness tests, X-ray or ultrasonic inspection for internal defects, and pressure or functional testing where relevant.
4. Mold types and tooling choices
There are three common mold families for gravity casting.
-
Permanent metal molds (gravity die)
Made from steel or iron; they give fast cooling, good surface finish, and dimensional repeatability. These molds are suitable for medium to high run counts where upfront tooling cost is justified. -
Sand molds
Lower tooling cost and high flexibility for complex shapes and large castings. Sand molds are expendable which makes them ideal for prototypes and low volume production. -
Investment and lost-foam molds
Offer high contour fidelity and reduced need for machining. Investment casting can produce thin-walled geometry but requires tighter process control.
Tool life differs by type. Permanent metal molds deliver better finish but need maintenance and resurfacing after many cycles. Typical life for a steel permanent mold might be tens of thousands to one hundred thousand cycles dependent on alloy, mold heat treatment, and maintenance.
5. Design rules for cast parts
Good casting design reduces scrap and machining time. Key rules include:
-
Keep wall thickness uniform where possible to avoid hot spots and shrinkage cavities.
-
Provide generous fillets at junctions to reduce stress concentration and feeding problems.
-
Include draft angles to allow extraction from the mold for permanent mold processes.
-
Use ribs for stiffness rather than thin walls to maintain proper feeding.
-
Locate gates and risers to encourage directional solidification toward sacrificial areas.
A conscious approach to parting line, undercut management, and core placement preserves mold life and reduces finishing labor.
6. Gating, risering, and solidification control
Gating and risering strategy determines internal integrity. For gravity fills, the default is to fill from the lowest point in the cavity upward which naturally pushes gases ahead of the liquid metal. Good practices include:
-
Use bottom-fill gates to reduce splashing and entrapment of air.
-
Place risers in thick sections or in areas where solidification will concentrate shrinkage.
-
Add chills where rapid cooling helps attain desired microstructure in thin sections.
-
Ensure vents and overflow channels exist for trapped gases to escape.
Directional solidification planning helps keep shrinkage away from high-stress areas and simplifies subsequent heat treatment.

7. Common defects, root causes, and corrective measures
Gravity-cast parts may show defects tied to melt handling, tooling, or design. Below is a compact reference.
Table 2. Typical defects, likely root cause, and remedies
| Defect | Likely root cause | Corrective measure |
|---|---|---|
| Porosity (shrinkage) | Insufficient feeding, poor riser placement | Reposition risers, increase feeder volume, directional solidification |
| Gas porosity | High hydrogen, poor degassing, turbulence | Improve degassing, reduce turbulence during pour, use bottom-fill gates |
| Cold shuts | Low pouring temperature, slow fill | Raise pour temperature slightly, modify gating to increase fill speed |
| Hot tearing | Constrained solidification in restrained areas | Change design to provide more uniform section thickness, use chills |
| Inclusions | Poor melt cleanliness, degraded fluxing | Improve melt skimming, filtration, and maintenance of refractory linings |
| Poor surface finish | Sand erosion or mold coating issue | Optimize mold coating and venting, check mold integrity |
For most issues, a systematic root cause analysis that ties process logs, melt samples, and tooling records will identify the corrective actions that deliver lasting improvement.
8. Heat treatment, machining, and finishing
Many aluminum gravity-cast alloys respond well to heat treatment to increase strength and toughness. Typical sequences include solution heat treatment, quenching, and artificial aging for alloys like A356. Key considerations for post-cast processing:
-
Hold solution treatment temperatures within prescribed tolerances to avoid incipient melting of low melting constituents.
-
Use controlled quench media to prevent distortion; tooling or fixtures may be necessary to maintain dimensional stability.
-
Plan machining allowances at design stage. Gravity-cast surfaces can be smoother than sand-cast but they still may need finishing for precision surfaces.
Surface treatments such as anodizing, powder coat, or plating depend on alloy and intended service environment.
9. Quality control and non-destructive testing
NDT practices common for gravity-cast parts include:
-
Radiography for internal porosity mapping.
-
Ultrasonic inspection for larger castings where porosity may not be radiographically visible.
-
Dye penetrant or magnetic particle checks for surface cracking on suitable alloys.
-
Metallographic checks for grain structure and microsegregation.
-
Mechanical tests including tensile, hardness, and fatigue where design requires validation.
Statistical process control and incoming material certification form the backbone of reliable production.
10. Production economics and when gravity casting is preferred
Gravity casting is cost competitive for small to medium runs where permanent molds deliver a lower per-part cost than sand casting while avoiding the very high tooling investments of high-pressure die casting. Economies of scale depend on material, part complexity, and tolerances. For simple to moderately complex geometries with moderate volumes and higher strength requirements, gravity casting commonly wins on total cost per part. Published guidance suggests permanent mold gravity casting becomes economical at volumes starting in the low thousands and increases in favorability with production size, while sand casting remains viable for small batches or large single pieces.
Table 3. Quick comparison: gravity casting, pressure die casting, sand casting
| Metric | Gravity casting | Pressure die casting | Sand casting |
|---|---|---|---|
| Initial tooling cost | Medium | High | Low |
| Surface finish | Good | Very good | Rough |
| Dimensional tolerance | Good | Excellent | Variable |
| Suitable volumes | Small to medium | High | Prototype to medium |
| Typical alloys | Aluminum, magnesium | Aluminum, zinc | Many alloys |
| Porosity control | Good with proper feeding | Higher risk unless vacuum/inert | Variable |

11. Safety, environmental considerations, and regulatory notes
Molten metal work demands rigorous safety practice. Key controls include:
-
Adequate PPE for workers including heat- and metal-splash protection.
-
Furnace exhaust and ventilation controls to manage combustion gases and particulates.
-
Melt filtration and recycling strategies to reduce scrap and energy waste.
-
Proper storage and handling of fluxes and alloying elements in compliance with local regulation.
-
Regular inspection and maintenance of crucibles, ladles, and refractory linings to limit catastrophic failures.
Regulatory compliance will depend on local laws; always document emissions, waste disposal, and worker training features.
12. Practical case notes from industry
Real-world production shows these points repeatedly:
-
Small changes in gating geometry often produce outsized improvement in porosity control.
-
Consistent melt chemistry is a primary determinant of repeatable mechanical performance.
-
Tooling indexation and mold maintenance programs that track cycle count extend tool life and reduce unexpected downtime.
-
Using computer simulation for filling and solidification pays back on the first complex tool by reducing iterations.
Many manufacturers move toward partial automation for ladling and pouring to stabilize pour temperature and rate which directly lowers scrap rates.
13. Practical specification checklist for starting a gravity casting run
-
Select alloy and obtain material certificate.
-
Confirm mold material, preheat recipe, and coating.
-
Set melt temperature target and degassing schedule.
-
Define gating, riser, and vent layouts in drawing notes.
-
Create process control plan for temperatures, pour time, and cycle count.
-
Pre-qualify inspection protocols and acceptance criteria.
-
Run pilot batch for statistical measurement of shrinkage and mechanical properties.
-
Document corrective action plan for defects.
14. Aluminum Gravity Casting: Process & Quality FAQ
1. What is the single most important control point to reduce porosity?
2. Which alloys are easiest to gravity cast?
3. What is the difference between gravity die casting and high-pressure die casting?
4. How should risers be sized for aluminum gravity castings?
5. Can gravity-cast parts be heat-treated?
6. When is sand casting preferred over gravity die casting?
7. How long does a permanent mold die last?
8. What finishing is required for cosmetic surfaces?
9. Is gravity casting suitable for structural automotive parts?
10. How do I choose between gravity and pressure casting?
15. Closing practical tips from a product expert
-
Start process control charts on day one; track pour temperature, melt chemistry, and cycle counts.
-
Use small trials to test gating changes before committing to a mold rework.
-
Collaborate with alloy suppliers to tune melt treatment for target mechanical properties.
-
Invest in training for furnace and ladle handling to minimize human-induced variability.
