Zirconia ceramic foam filters are the industry standard solution for filtering molten steel and high-temperature alloys, capable of withstanding operating temperatures up to 1700°C (3092°F) while effectively removing 90% to 99% of micron-sized non-metallic inclusions. Unlike lower-temperature alternatives, these filters utilize a partially stabilized zirconia (ZrO2) composition to resist extreme thermal shock and molten metal corrosion. Foundries utilizing ADtech zirconia filters report a significant reduction in casting defects, improved mechanical properties of the steel, and a decrease in machining allowance, directly resulting in lower scrap rates and higher profitability.
1. Defining the Zirconia Ceramic Foam Filter
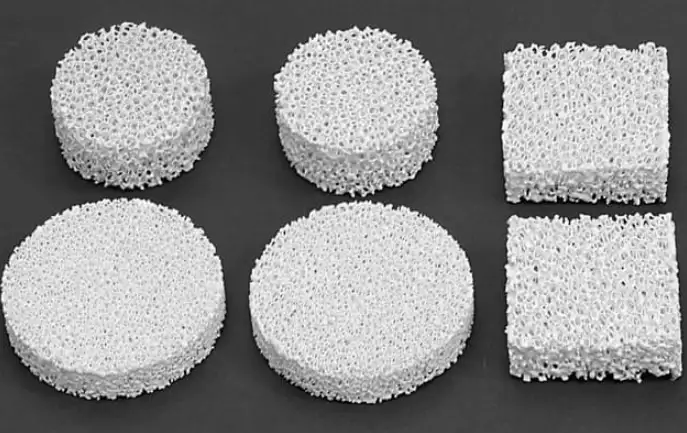
A Zirconia ceramic foam filter is a highly porous, reticulated ceramic structure designed specifically for the filtration of molten steel, alloy steel, and superalloys. Manufactured using an impregnation process involving polyurethane foam and zirconia slurry, the final product features a 3D interconnected pore structure.
This specific structure allows the filter to perform a dual function. First, it physically blocks large slag particles and dross. Second, it captures microscopic inclusions through surface adhesion mechanisms within the tortuous path of the filter body.
The primary component is Zirconium Dioxide (ZrO2). It is often stabilized with Magnesium Oxide (MgO) or Yttrium Oxide (Y2O3) to transformation-toughen the ceramic. This stabilization is critical. It prevents volume expansion during heating which could cause the filter to crack under the immense stress of pouring molten steel.
Why Zirconia Over Other Materials?
Foundry engineers select filtration media based on temperature limits and chemical compatibility.
-
Alumina Filters: Only effective up to 1100°C. Used for aluminum.
-
Silicon Carbide (SiC) Filters: Effective up to 1500°C. Used for iron and copper.
-
Zirconia (ZrO2) Filters: Effective up to 1700°C. Required for carbon steel and stainless steel.
Steel melts at temperatures that would destroy alumina or silicon carbide. Zirconia remains chemically inert and physically stable in these extreme environments.
2. Technical Specifications and Properties
ADtech maintains rigorous quality control over the physical properties of our filters. The performance of a filter depends on its porosity (measured in PPI – Pores Per Inch), bulk density, and compressive strength.
The following table details the standard technical parameters for high-quality zirconia filters.
Table 1: Technical Parameters of ADtech Zirconia Filters
| Property | Value / Specification | Unit |
| Main Chemical Composition | ZrO2 + MgO | % |
| ZrO2 Content | ≥ 95.0 | % |
| Operating Temperature | ≤ 1700 | °C |
| Color | Light Yellow / Cream | N/A |
| Bulk Density | 0.8 – 1.0 | g/cm³ |
| Compressive Strength (Room Temp) | ≥ 1.5 | MPa |
| Thermal Shock Resistance | No cracking (1700°C to Room Temp, 3 cycles) | Cycles |
| Porosity | 80 – 90 | % |
These parameters ensure the filter does not crumble when the initial surge of molten metal hits the runner system. A compressive strength below 1.0 MPa often leads to filter breakage, introducing ceramic particles into the casting—a defect worse than the original inclusions.
3. Mechanisms of Filtration: How It Works
Understanding how a zirconia ceramic foam filter functions aids in proper application. It is not merely a sieve. The filtration process involves three distinct physical and chemical mechanisms.
Screening and Sieving
This is the mechanical interception of particles. Any inclusion larger than the pore size of the filter face is blocked immediately. This typically handles macro-inclusions like sand grains from the mold or large pieces of ladle slag.
Cake Filtration
Once the pouring begins, a “filter cake” forms on the inlet face of the filter. This cake consists of the captured large particles. This layer itself becomes a filter, capable of trapping even finer particles than the original ceramic pores. The efficiency increases during the pour.
Deep Bed Filtration (Adsorption)
This is the most critical mechanism for high-quality steel. Small inclusions, often smaller than the filter pores, flow through the reticulated structure. The tortuous path forces the molten metal to change direction multiple times. Due to surface tension and chemical affinity, these microscopic non-metallic inclusions adhere to the ceramic strands (struts) inside the filter.
Flow Rectification
Beyond filtration, ADtech zirconia filters rectify the flow. Molten metal poured from a ladle is turbulent. Turbulent flow entraps air and erodes the mold sand. The cellular structure of the filter converts this turbulent flow into laminar flow. Laminar flow fills the mold cavity smoothly, preventing re-oxidation defects and mold erosion.
4. Selecting the Correct PPI (Pores Per Inch)
The choice of PPI determines the balance between filtration efficiency and flow rate. A higher PPI means more pores, finer filtration, but high flow resistance. A lower PPI allows faster pouring but traps fewer small particles.
Table 2: Recommended PPI Selection for Steel Castings
| Pore Size (PPI) | Pore Diameter (mm) | Application Scenario | Flow Rate Characteristic |
| 10 PPI | 1.8 – 2.2 | Large carbon steel castings, viscous alloys. | High Flow, Low Resistance |
| 15 PPI | 1.4 – 1.6 | General purpose steel casting, automotive parts. | Balanced |
| 20 PPI | 1.0 – 1.2 | Stainless steel, precision investment casting. | Moderate Flow, High Filtration |
| 30 PPI | 0.7 – 0.9 | Aerospace superalloys, critical safety components. | Low Flow, Max Filtration |
ADtech Recommendation: For castings exceeding 500kg, stick to 10 PPI to ensure the mold fills completely before the metal solidifies. For precision parts under 50kg where surface finish is paramount, 20 PPI or 30 PPI is the optimal choice.
5. Case Study: Reducing Scrap in Automotive Steel Casting
Location: Bursa, Turkey
Date: June 15, 2023 – August 20, 2023
Client: Tier-1 Automotive Foundry (Anonymous)
The Challenge
The foundry produces cast steel suspension knuckles. In early 2023, they experienced a scrap rate of 8.5%. The primary defect was identified as non-metallic oxide inclusions and surface defects caused by turbulent filling. They were utilizing a standard silica sand gating system without filtration.
The Solution
ADtech engineering team analyzed the gating system. We recommended integrating a 50x50x22mm 10 PPI Zirconia Ceramic Foam Filter directly into the runner bar.
The 10 PPI specification was chosen to handle the pouring weight of 45kg per mold without causing cold shuts (premature solidification). The zirconia material was necessary because the pouring temperature was 1620°C.
The Results
After a two-month trial period ending in August 2023, the data was conclusive:
-
Scrap Rate Reduction: Dropped from 8.5% to 2.1%.
-
Machining Life: The cutting tool life in the CNC department increased by 15% because the steel contained fewer hard oxide inclusions.
-
Flow Control: The laminar flow eliminated sand erosion defects near the gate entry.
This case validates that the cost of the filter is negligible compared to the savings in scrapped parts and energy.
6. Manufacturing Process and Quality Assurance
ADtech employs a fully automated production line to ensure consistency. Manual production methods often result in inconsistent pore structures, leading to blind spots where metal cannot flow.

Key Production Steps:
-
Foam Preparation: High-grade polyurethane foam is cut to precise dimensions.
-
Slurry Preparation: Zirconia powder is mixed with binders and rheological agents. The viscosity is monitored in real-time.
-
Impregnation: The foam is immersed in the slurry and compressed to ensure full coating of internal struts.
-
Drying and Firing: The filters are dried to remove moisture, then fired in a tunnel kiln. The polyurethane burns off, and the ceramic sinters at high temperatures to gain strength.
-
Quality Check: Every batch undergoes a “Hot Bend Test” and dimensional verification.
Also read: How to Make a Ceramic Filter?
7. Comparative Analysis: Zirconia vs. Other Filters
It is vital for procurement managers to understand the distinction between filter types to avoid catastrophic failures on the casting floor.
Table 3: Material Comparison Chart
| Feature | Zirconia (ZrO2) | Silicon Carbide (SiC) | Alumina (Al2O3) |
| Max Temp | 1700°C | 1500°C | 1100°C |
| Thermal Shock | Excellent | Good | Moderate |
| Primary Metal | Steel, Superalloys | Grey Iron, Ductile Iron, Copper | Aluminum Alloys |
| Cost | High | Medium | Low |
| Mechanism | Filtration + Rectification | Filtration | Filtration |
| Strength | Very High | High | Low |
Using a Silicon Carbide filter for steel will result in the filter melting. This contaminates the steel with Silicon and Carbon, chemically altering the alloy specifications and ruining the heat. Always confirm the metal type before selecting the filter.
8. Installation and Gating System Design
Even the best filter will fail if installed incorrectly. The design of the filter print (the seat where the filter rests) is crucial.
Placement Rules
-
Close to Casting: Place the filter as close to the mold cavity as possible to minimize re-oxidation after the filter.
-
Runner Area: The cross-sectional area of the runner after the filter should be slightly larger than the area before the filter to prevent back-pressure.
-
Support: The filter print must support at least 3-5mm of the filter edge. If the support is too narrow, the molten metal pressure can push the filter through the print.
Avoid Direct Impact
Do not design the gating system so that the metal pours directly from the sprue onto the filter face. The impact energy of steel falling from a height is immense. Instead, use a tangential runner or a reservoir to slow the metal before it contacts the zirconia foam.

9. Troubleshooting Casting Defects with Filtration
When defects occur, the filter is often blamed, but the root cause is usually process-related.
-
Filter Breakage: usually caused by thermal shock or physical impact. Solution: Use a filter with higher thermal shock resistance or modify the gating system to reduce impact velocity.
-
Blockage: If the filter blocks too quickly, the steel is too dirty, or the pouring temperature is too low. Solution: Improve ladle refining practice or switch to a lower PPI (e.g., move from 20 PPI to 10 PPI).
-
Cold Shut: The metal freezes after the filter. Solution: Increase pouring temperature by 10-15°C to account for the temperature drop across the filter (typically 10-20°C loss).
10. Future Trends in Molten Metal Filtration
The steel industry is moving toward “Clean Steel” production. ADtech is currently researching nano-coated zirconia filters. These advanced filters utilize active chemical coatings that react with specific impurities (like sulfur or phosphorus) to chemically bond them to the filter structure, removing them from the melt. This moves filtration from a physical process to a physico-chemical refining process.
Furthermore, 3D printed ceramic filters are emerging. Unlike foam impregnation, 3D printing allows for engineered pore structures that are not random. This guarantees exact flow rates and mathematically perfect filtration efficiency.
Frequently Asked Questions (FAQs)
Q1: What is the maximum temperature a zirconia ceramic foam filter can withstand?
A: Zirconia filters are designed for extreme heat and can withstand operating temperatures up to 1700°C (3092°F). This makes them the only suitable option for carbon steel and stainless steel casting.
Q2: Can I use Zirconia filters for Iron casting?
A: Yes, you can. However, it is not cost-effective. Silicon Carbide (SiC) filters are cheaper and work perfectly for iron (up to 1500°C). Zirconia is generally reserved for steel applications where SiC would fail.
Q3: What does PPI stand for, and how do I choose it?
A: PPI stands for Pores Per Inch. It indicates the fineness of the filter. 10 PPI has large pores (good for flow), while 30 PPI has fine pores (good for filtration). For general steel casting, 10 or 15 PPI is standard. For precision parts, use 20 or 30 PPI.
Q4: How much does a zirconia filter reduce the flow rate?
A: The filter will reduce the flow rate, acting as a choke. The reduction depends on the PPI and the viscosity of the metal. Typically, you should calculate a 10-20% reduction in flow velocity and adjust your pouring time calculations accordingly.
Q5: What is the shelf life of a zirconia filter?
A: If stored in a dry, ventilated environment, they have a shelf life of 2-3 years. However, they must be kept dry. Moisture absorption can cause the filter to explode (spall) upon contact with molten metal due to rapid steam expansion.
Q6: Do I need to preheat the zirconia filter?
A: Preheating is not strictly required for small filters, but it is highly recommended for large castings. Preheating reduces thermal shock and prevents the “chilling” effect where the first metal to hit the filter freezes and blocks flow.
Q7: Can zirconia filters remove liquid slag?
A: Yes. The ceramic structure breaks the surface tension of liquid slag, causing it to separate from the metal stream and adhere to the filter material.
Q8: What causes a filter to float in the mold?
A: Filter flotation occurs if the filter print (seat) is too loose or if the filter density is too low compared to the metal. It implies incorrect dimensional tolerances in the mold design or the filter itself.
Q9: Does the filter affect the chemical composition of the steel?
A: High-quality ADtech zirconia filters are chemically inert. They do not react with the steel or alter its alloy composition, unlike low-quality filters that might leach impurities.
Q10: What is the difference between Zirconia and Zircon filters?
A: “Zirconia” refers to Zirconium Dioxide (ZrO2), the high-temperature ceramic used in these filters. “Zircon” usually refers to Zirconium Silicate (ZrSiO4), which has a lower melting point. For steel filtration, only Zirconia (ZrO2) is acceptable.
Strategic Conclusion
For steel foundries aiming to dominate their market, the quality of the casting surface is the primary differentiator. ADtech Zirconia Ceramic Foam Filters provide the necessary technological edge. By eliminating inclusions and smoothing flow, we help you produce superior castings with lower costs.
