A deep bed filter is a filtration system in which a liquid or gas passes through a substantial depth of granular, fibrous, or packed media — typically 300 mm to over 1000 mm thick — where contaminant particles are captured throughout the entire media volume rather than only at the surface. Unlike surface filters that rely on a barrier membrane or screen to block particles, deep bed filtration works by driving the fluid through a tortuous path within the media bed, where particles are removed through a combination of mechanical interception, inertial impaction, diffusion, gravitational settling, and surface adhesion mechanisms acting simultaneously across the full bed depth.
If your project requires the use of Deep Bed Filter, you can contact us for a free quote.
At AdTech, we design and supply deep bed filtration systems specifically engineered for molten aluminum processing, where the removal of non-metallic inclusions from liquid metal directly determines casting quality, downstream formability, and product rejection rates. Our field experience across aluminum smelters, casthouse operations, and continuous casting lines confirms a consistent conclusion: deep bed filtration achieves inclusion removal efficiencies and filtrate quality levels that no single-stage surface filter can match, particularly for fine inclusions below 20 microns in size that pass through conventional ceramic foam filters without capture.

What Is Deep Bed Filtration and How Does It Differ From Surface Filtration?
To understand deep bed filtration properly, the most useful starting point is a clear comparison with the surface filtration approach that most engineers encounter first.
Surface Filtration: The Barrier Model
Surface filters — screens, membranes, cartridge filters, and ceramic foam filters — operate on a straightforward barrier principle. The filter medium has openings of a defined size. Particles larger than those openings cannot pass through and accumulate on the upstream surface. Particles smaller than the openings pass through and are not captured. Performance is determined almost entirely by the geometry of the openings in the filter medium. As particles accumulate on the surface, a filter cake forms, which initially improves filtration efficiency but progressively increases pressure drop until the filter must be replaced or cleaned.
The fundamental limitation of surface filtration is binary behavior: a particle either passes or is blocked based on its size relative to the medium’s pore size. Fine particles smaller than the pore opening pass through uncaptured, regardless of how thick the medium is.
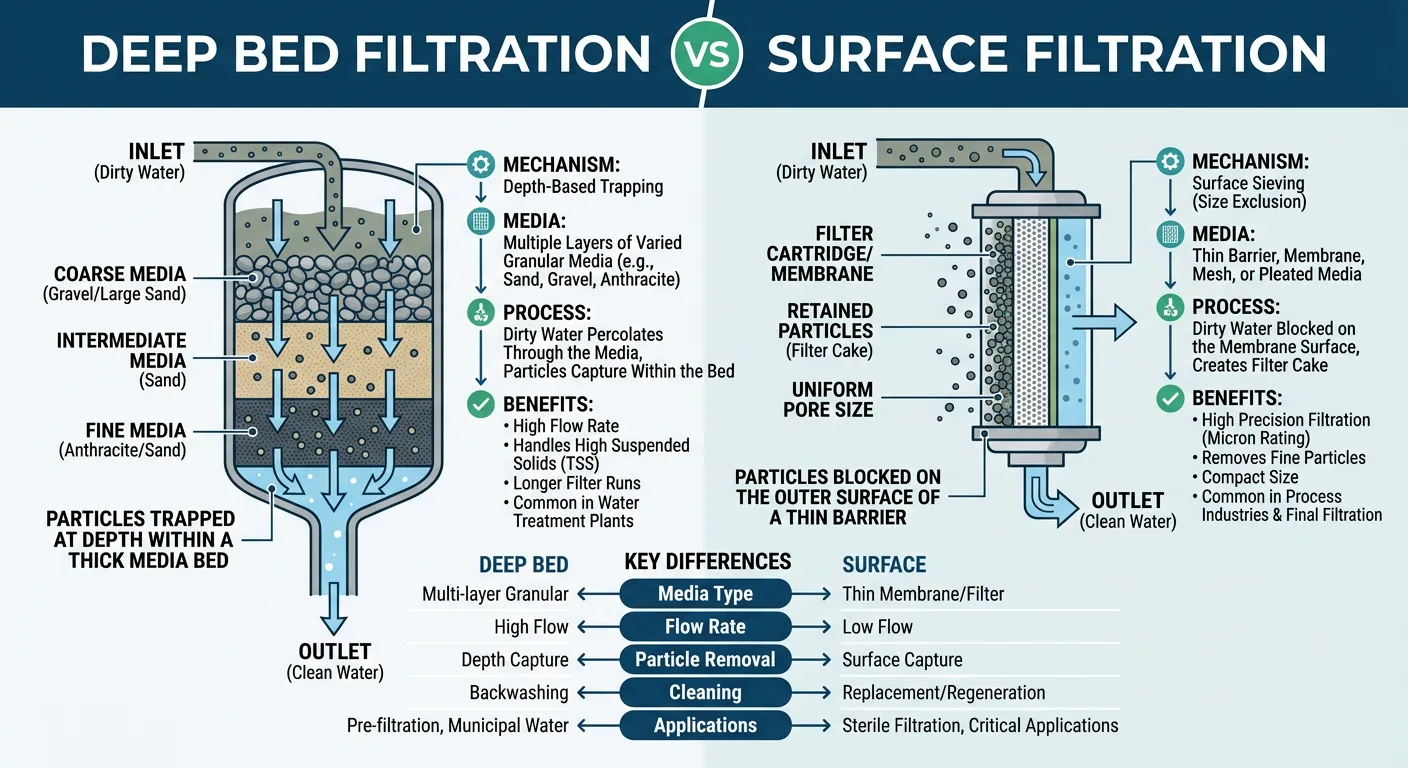
Deep Bed Filtration: The Volume Capture Model
Deep bed filtration operates on a fundamentally different principle. The filter medium — whether granular sand, alumina balls, activated carbon, or refractory grain — is packed to a substantial depth. The fluid flows through the interstitial spaces between media particles, and the path through these spaces is tortuous: the fluid changes direction repeatedly as it navigates around media grains. Contaminant particles suspended in the fluid are subjected to multiple capture forces simultaneously:
- They are forced into contact with media grain surfaces by inertia as the fluid changes direction.
- They experience van der Waals adhesion forces when they approach media surfaces closely enough.
- Smaller particles undergo Brownian diffusion that causes them to contact media surfaces randomly.
- Gravitational settling acts on denser particles moving through the bed.
Each of these mechanisms operates across the entire depth of the bed. A particle that escapes capture at the top of the bed encounters another capture opportunity at the next layer of media grains, and another at the layer after that. This redundancy of capture opportunities is why deep bed filters achieve removal efficiencies for fine particles that surface filters physically cannot match at equivalent pressure drops.
The Critical Distinction: Where Particles Are Captured
| Feature | Surface Filtration | Deep Bed Filtration |
|---|---|---|
| Primary capture location | At the filter surface | Throughout the bed volume |
| Particle size selectivity | Strict (size-based barrier) | Broad (multiple mechanisms) |
| Fine particle capture (<10 micron) | Poor (passes through pores) | Good to Excellent |
| Capacity before regeneration | Limited (surface area only) | High (full bed volume) |
| Pressure drop vs. throughput | Rises rapidly with loading | Rises gradually |
| Regeneration method | Replace or clean surface | Backwash or replace bed |
| Media cost | Higher per unit area | Lower per unit volume |
| System footprint | Smaller | Larger |
The Physics Behind Deep Bed Filtration: Particle Capture Mechanisms
Understanding the capture physics allows engineers to predict filter performance, select appropriate media, and diagnose filtration problems when they occur. This is not academic information — at AdTech, our ability to specify effective deep bed filter systems for aluminum casting operations depends on correctly identifying which capture mechanisms dominate in a given application.
Mechanism 1: Mechanical Interception (Straining)
When a fluid streamline carries a particle close enough to a media grain surface that the particle’s physical size prevents it from following the streamline around the grain, the particle contacts the grain surface. This direct interception is most effective for particles whose diameter is a significant fraction of the interstitial pore diameter. Straining — the capture of particles larger than the narrowest constriction in the pore path — is the dominant mechanism for larger particles and is the only mechanism that operates in surface filters.
In deep bed filtration, straining captures the larger particles in the upper portion of the bed, while finer particles penetrate deeper where other mechanisms take over.
Mechanism 2: Inertial Impaction
As the fluid navigates around media grains, it changes direction. Particles with sufficient mass cannot follow these rapid directional changes — their inertia carries them toward the grain surfaces. This impaction mechanism is most effective for:
- Larger, denser particles.
- Higher fluid velocities (which create more abrupt directional changes).
- More tortuous flow paths (which create more frequent directional changes).
The Stokes number (ratio of particle stopping distance to media grain radius) quantifies inertial impaction efficiency. Particles with Stokes numbers above approximately 0.083 begin to show significant inertial capture.
Mechanism 3: Diffusion (Brownian Motion)
For very small particles — typically below 1 micron in diameter — Brownian motion (random thermal agitation) causes particles to deviate from fluid streamlines in all directions. This random wandering increases the probability that a small particle will contact a media grain surface during its transit through the bed. Diffusion becomes the dominant capture mechanism for sub-micron particles and is enhanced by:
- Longer fluid residence time in the bed (lower flow velocity).
- Smaller media grain size (more grain surfaces per unit volume).
- Higher temperature (increases Brownian motion intensity).
The interplay between inertial impaction (favored by high velocity) and diffusion (favored by low velocity) creates a minimum in capture efficiency at an intermediate particle size and velocity — a phenomenon known as the “most penetrating particle size.”
Mechanism 4: Gravitational Settling
Particles denser than the carrier fluid experience a gravitational settling velocity that adds a downward component to their motion relative to the fluid. In downward-flow deep bed filters, this supplements other capture mechanisms. In upward-flow configurations, gravity opposes upward fluid transport and can actually help retain captured particles within the bed. Gravitational effects become significant for particles above approximately 5 microns in dense liquids (like molten metal), or above approximately 50 microns in water systems.
Mechanism 5: Electrostatic and Surface Forces
When a contaminant particle approaches within nanometers of a media grain surface, van der Waals attraction forces become significant. This surface adhesion is what causes particles to stick to media grains after initial contact rather than bouncing off. The strength of adhesion depends on:
- Surface chemistry of both particle and media.
- Presence of surface coatings or films.
- Fluid chemistry (pH, ionic strength in water systems; oxide film composition in metal systems).
In aluminum melt filtration, the wetting characteristics of alumina or tabular alumina media with common inclusion types (aluminum oxide, magnesium oxide, spinel, titanium diboride agglomerates) determine adhesion efficiency and directly affect filtration performance.
Particle Capture Efficiency vs. Particle Size
| Particle Size Range | Dominant Capture Mechanism | Typical Efficiency in Deep Bed | Notes |
|---|---|---|---|
| >100 microns | Straining, gravity | >99% | Captured in upper bed layers |
| 20–100 microns | Inertial impaction, straining | 95–99% | Captured within first 25% of bed depth |
| 5–20 microns | Inertial impaction, interception | 80–95% | Requires adequate bed depth |
| 1–5 microns | Interception, diffusion | 60–85% | Most challenging range for deep bed |
| <1 micron | Diffusion | 50–80% | Improved by lower flow velocity |
Deep Bed Filter Media: Types, Properties, and Selection Criteria
The choice of filter media is the single most consequential design decision in a deep bed filtration system. Media must provide adequate capture surface area, withstand the physical and chemical conditions of the process, and be regenerable (or economically replaceable) after loading.
Granular Media for Water and Liquid Treatment
Sand (Silica Sand)
The most widely used deep bed filter medium for water treatment globally. Angular or sub-angular silica sand grains provide a good balance of capture surface area and hydraulic conductivity. Effective sizes range from 0.35 to 1.5 mm, with uniformity coefficients (UC) below 1.7 preferred for efficient backwash cleaning. Sand media is chemically inert in neutral and mildly acidic water, low cost, and universally available.
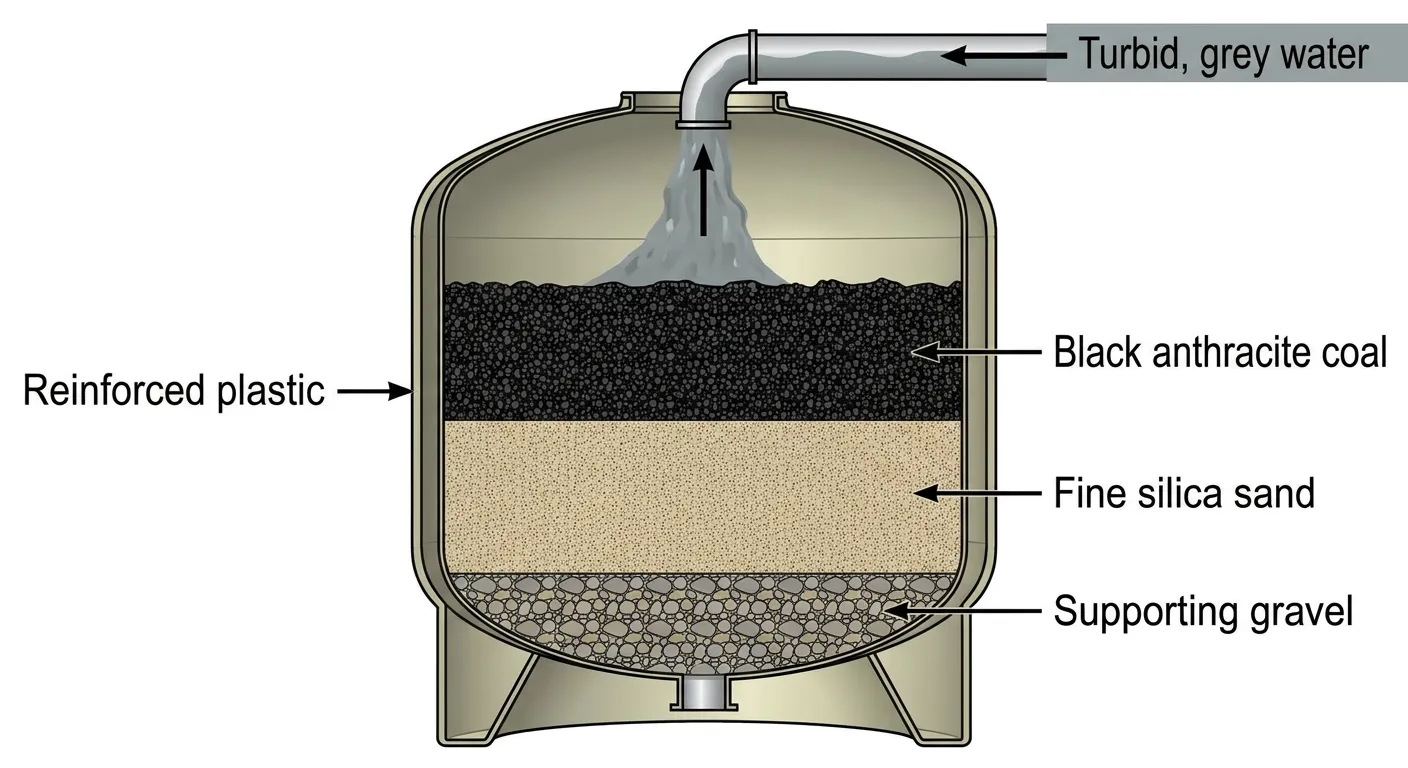
Anthracite Coal
Used as the top layer in dual-media deep bed filters above a sand layer. Anthracite’s lower density (approximately 1.4 g/cm³ vs. sand’s 2.65 g/cm³) allows it to remain stratified above the denser sand during upward backwash. Its larger effective size (0.8–1.5 mm typical) captures larger particles in the upper layer, extending the run time of the finer sand layer below. The combination of anthracite over sand is the most common configuration in municipal water treatment.
Garnet and Ilmenite
Used as the bottom (finest) layer in multi-media filter configurations below sand. Garnet’s high density (approximately 4.0 g/cm³) ensures it remains at the bottom during backwash despite its fine particle size (0.2–0.4 mm effective size). This arrangement creates a graded filter bed that captures particles progressively from large to small through the bed depth, maximizing use of the full bed volume.
Activated Carbon (Granular Activated Carbon, GAC)
Used in deep bed configurations primarily for adsorption of dissolved organic compounds, taste, odor, and chlorine from water. GAC combines the physical capture mechanisms of granular media with the surface adsorption capacity of activated carbon’s enormous internal surface area (700–1200 m²/g). GAC beds are typically deeper than sand filters (1–2 m vs. 0.6–1.0 m for sand) to provide adequate contact time for adsorption.
Crushed Glass Media
An increasingly used alternative to silica sand, offering similar filtration performance with the advantage that recycled glass media qualifies for sustainability certifications in some markets. Filtration performance matches or slightly exceeds sand media due to the sharper surface topography of crushed glass.
Refractory Media for Molten Metal Filtration
This category is central to AdTech’s product line and represents a fundamentally different set of requirements compared to water treatment media.
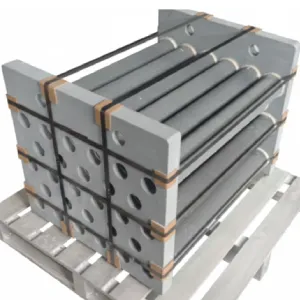
Tabular Alumina
The most widely used deep bed filter medium for molten aluminum filtration. Tabular alumina is a dense, sintered form of alpha-alumina (α-Al₂O₃) with essentially zero porosity in the individual grain structure, high chemical purity (>99% Al₂O₃), and excellent resistance to thermal shock and chemical attack by molten aluminum and its common alloying elements. Grain sizes used in aluminum filtration typically range from 1 mm to 6 mm, with the specific grading selected based on the required metal cleanliness level, melt flow rate, and inclusion size distribution.
Fused Silica Grain
Used in some deep bed filter applications where cost is a primary constraint and the metal being processed does not aggressively attack silica. Fused silica has lower density than tabular alumina and lower cost, but it is reactive with magnesium-containing aluminum alloys and with steel melts, limiting its application range.
Alumina-Silica Refractory Grain
Intermediate between tabular alumina and fused silica in both cost and performance. Used in some less critical filtration applications where the purity requirements do not justify tabular alumina pricing.
Spinel (MgAl₂O₄) and Magnesia
Used in deep bed filters for magnesium-containing aluminum alloys where the silica content of standard media would cause unfavorable chemical reactions with magnesium in the melt. Spinel media is chemically neutral with respect to magnesium.
Filter Media Properties Comparison Table
| Media Type | Density (g/cm³) | Effective Size Range (mm) | Max Operating Temp | Primary Application | Relative Cost |
|---|---|---|---|---|---|
| Silica sand | 2.60–2.65 | 0.35–1.5 | 50°C (water) | Water/wastewater treatment | Very Low |
| Anthracite | 1.40–1.60 | 0.8–2.0 | 50°C | Water treatment (top layer) | Low |
| Garnet | 3.8–4.2 | 0.2–0.6 | 50°C | Water treatment (bottom layer) | Moderate |
| GAC (granular) | 0.4–0.5 (bulk) | 0.8–1.6 | 50°C | Water/air purification | Moderate |
| Tabular alumina | 3.5–3.9 | 1.0–6.0 | 800°C+ | Molten aluminum filtration | High |
| Fused silica | 2.20–2.25 | 1.0–4.0 | 700°C | Limited metal filtration | Moderate |
| Crushed glass | 2.45–2.55 | 0.4–1.5 | 50°C | Water treatment | Low |
| Ceramic bead | 2.4–3.8 | 0.5–3.0 | Variable | Various liquid filtration | Moderate–High |
How a Deep Bed Filter Works: Step-by-Step Operating Cycle
The operating cycle of a deep bed filter consists of three distinct phases: the service run (filtration), backwash (regeneration), and return to service. Understanding each phase is essential for correct system operation and maintenance scheduling.
Phase 1: The Service Run (Filtration Mode)
Raw liquid (or molten metal in foundry applications) enters the filter vessel from the top (in downward-flow systems) or the bottom (in upward-flow systems). The fluid distributes across the full cross-sectional area of the bed through an inlet distribution system designed to prevent channeling — the formation of preferential flow paths that bypass portions of the media.
As the fluid moves through the media bed, particles are captured by the mechanisms described above. The captured particles accumulate within the pore spaces of the bed, gradually reducing the available flow area and increasing the resistance to flow (head loss). Simultaneously, as the upper bed layers become loaded with captured particles, the capture efficiency of those layers increases temporarily (the accumulated particles act as additional capture surfaces) before eventually deteriorating as the pore spaces become over-filled.
The service run continues until one of two termination criteria is reached:
- Head loss limit: The pressure drop across the bed reaches the maximum acceptable value, indicating that pore spaces are sufficiently loaded to restrict flow.
- Effluent quality limit: The filtrate quality deteriorates below the specified standard, indicating that the bed’s capture capacity is approaching exhaustion.
In water treatment deep bed filters, service run lengths of 24–72 hours are typical at normal hydraulic loading rates. In molten metal filtration, the service campaign is often determined by the casting schedule rather than continuous operation.
Phase 2: Backwash (Regeneration Mode)
When the service run terminates, the media bed must be cleaned to restore filtration capacity. The standard regeneration method is backwashing: reversing the flow direction through the bed (upward flow in systems designed for downward-flow service) at a velocity sufficient to fluidize the media and release captured particles.
Backwash sequence for a water treatment deep bed filter:
Step 1 – Air scour (optional but preferred): Compressed air is introduced from the bottom of the bed at approximately 1.0–2.5 m³/m²/minute before water backwash begins. The air bubbles agitate the media violently, breaking up captured particle agglomerates and detaching stuck particles from media grain surfaces. Air scour reduces the water volume required for effective backwash by 30–50%.
Step 2 – Water backwash: Water flows upward through the bed at a velocity sufficient to expand the bed by 20–50% above its settled depth. This expansion allows media grains to move relative to each other, creating the abrasion and agitation that dislodges captured particles. Backwash water rates of 12–20 m/hour are typical for sand media at 20°C.
Step 3 – Rinse and return to service: After backwash flow is stopped, the media settles back to its packed configuration. In multi-media beds, proper density stratification re-establishes itself during settling. A brief forward rinse period removes residual suspended matter from the bed before the system returns to normal service operation.
Phase 3: Start-Up and Ripening
When a deep bed filter returns to service after backwash, or when first placed in operation with fresh media, there is an initial period — called the ripening period — during which filtrate quality is temporarily lower than steady-state performance. During ripening, previously captured particles that were not fully removed by backwash are re-suspended and carried through the bed, and the media surface has not yet developed the initial layer of captured fine particles that improves adhesion efficiency during steady operation. Ripening typically lasts 5–30 minutes in water treatment applications.
In molten metal deep bed filtration, the pre-heating and priming phase serves a similar function — the media bed is thermally conditioned and wetted with metal before production casting begins.
Also read: Deep Bed Filter: High-Efficiency Molten Aluminum Filtration System.
Operating Cycle Timeline (Water Treatment Example)
| Phase | Duration | Key Parameters | Control Trigger |
|---|---|---|---|
| Service run | 24–72 hours | Head loss, turbidity | Head loss limit or time-based |
| Air scour | 3–8 minutes | Air rate 1.0–2.5 m³/m²/min | Timed |
| Water backwash | 10–20 minutes | Velocity 12–20 m/hr | Timed or turbidity |
| Rinse | 5–10 minutes | Normal forward flow | Timed or turbidity |
| Ripening | 5–30 minutes | Reduced flow or bypass | Turbidity or timed |
| Return to service | Continuous | Normal design rate | — |
Deep Bed Filter Design Parameters and Engineering Specifications
Translating filtration requirements into a physical filter design requires establishing key parameters that determine system size, performance, and operating cost.
Hydraulic Loading Rate (Surface Loading Rate)
The hydraulic loading rate — flow volume per unit of filter bed cross-sectional area per unit time — is the most fundamental sizing parameter. It is expressed in m³/m²/hour or equivalent units.
Typical design ranges:
- Gravity municipal water filters: 5–15 m/hour.
- Pressure deep bed filters (industrial): 10–25 m/hour.
- Rapid gravity filters: 10–20 m/hour.
- Slow sand filters (not true deep bed): 0.1–0.4 m/hour.
Higher loading rates reduce filter footprint but increase the rate of head loss accumulation, shortening service runs. Lower loading rates extend service runs but require larger filter vessels.
Media Bed Depth
The bed depth must provide sufficient residence time and enough capture opportunities to achieve the required effluent quality. Deeper beds provide:
- More total capture volume before breakthrough.
- More capture opportunities per particle transit.
- Better ability to handle short-duration load spikes.
Typical bed depths:
- Water treatment sand filters: 600–900 mm.
- Multi-media water filters: 600–1200 mm total (all layers combined).
- Molten aluminum deep bed filters: 400–700 mm (tabular alumina).
- Industrial liquid deep bed filters: 800–2000 mm.
Empty Bed Contact Time (EBCT)
EBCT is the ratio of bed volume to flow rate, representing the average time a fluid element spends in the filter bed. It is a critical design parameter for processes where contact time affects capture efficiency (particularly diffusion-dominated capture of fine particles and adsorption in GAC systems).
EBCT (minutes) = Bed Volume (m³) / Flow Rate (m³/min)
Typical EBCT values:
- Turbidity removal in water: 3–10 minutes.
- GAC adsorption systems: 10–20 minutes.
- Molten aluminum deep bed filtration: 2–6 minutes.
Media Grain Size and Grading
Media grain size directly controls the trade-off between filtration efficiency and hydraulic resistance. Finer media provides more surface area per unit volume and captures smaller particles, but creates higher head loss per unit of bed depth.
The effective size (D₁₀ — the sieve size passing 10% of the media by weight) is the standard specification parameter for filter media. The uniformity coefficient (D₆₀/D₁₀) describes the breadth of the size distribution — lower values indicate more uniform media that stratifies cleanly during backwash.
Key Design Parameters Summary Table
| Parameter | Water Treatment (Gravity) | Water Treatment (Pressure) | Molten Aluminum |
|---|---|---|---|
| Hydraulic loading rate | 5–12 m/hr | 10–25 m/hr | 0.5–2.0 m/min (metal flow) |
| Media bed depth | 600–900 mm | 800–1500 mm | 400–700 mm |
| Media effective size | 0.45–1.0 mm | 0.5–1.5 mm | 1–6 mm |
| Uniformity coefficient | <1.7 | <1.7 | 1.2–1.6 |
| Backwash rate | 12–20 m/hr | 15–25 m/hr | N/A (media replaced) |
| Bed expansion at backwash | 20–50% | 20–50% | N/A |
| Maximum head loss | 1.5–2.5 m | 5–10 m (pressure) | — |
| Filter run length | 24–72 hours | 12–48 hours | Per campaign |
Industrial Applications of Deep Bed Filtration
Deep bed filtration technology appears in a remarkably wide range of industries. The underlying physics is the same, but the media, operating conditions, and performance requirements differ substantially across applications.
Municipal Water Treatment
Deep bed filtration is a standard unit process in drinking water treatment plants globally. Following coagulation, flocculation, and sedimentation (or dissolved air flotation), the clarified water passes through deep bed filters to remove residual turbidity, protozoan cysts (Cryptosporidium, Giardia), and suspended bacteria before disinfection.
Sand filters operating at 5–12 m/hour achieve effluent turbidities below 0.1 NTU consistently when properly operated, meeting World Health Organization drinking water guidelines. The transition from conventional single-medium sand filters to dual-media (anthracite over sand) or multi-media (anthracite-sand-garnet) configurations in modern plants extends filter runs significantly while maintaining effluent quality.
Industrial Wastewater Treatment
Deep bed filtration removes suspended solids from industrial process effluents before discharge to receiving waters or reuse in the facility. Applications include:
Power plant cooling water: Removal of suspended solids that would foul heat exchangers.
Chemical plant effluent: Pre-treatment before membrane systems or biological treatment.
Food and beverage processing: Clarification of process water and effluent.
Mining operations: Removal of suspended minerals from process water streams.
Swimming Pool and Recreational Water Filtration
High-rate sand filters operating at 15–25 m/hour are the standard filtration technology for commercial swimming pools. The combination of deep bed filtration with coagulant addition (alum or PAC) and disinfection (chlorine) provides the water clarity and hygiene standards required for public swimming facilities.
Oil and Gas Industry Applications
Produced water treatment: Water produced alongside oil and gas contains suspended solids, oil droplets, and naturally occurring radioactive materials (NORM). Deep bed filters using specialized media remove these contaminants before disposal or injection.
Injection water filtration: Water injected into oil reservoirs for enhanced recovery must be filtered to very low solids levels to prevent plugging of reservoir permeability. Deep bed filters followed by membrane cartridge filters achieve the required quality.
Pharmaceutical and Semiconductor Manufacturing
Ultra-pure water production for semiconductor fabrication and pharmaceutical manufacturing uses deep bed filtration (typically GAC and sand in combination) as an upstream step before ion exchange deionization and membrane treatment. The deep bed stages remove particulate matter and organic compounds that would rapidly foul downstream polishing systems.
Deep Bed Filtration in Molten Aluminum Processing
This application represents AdTech’s core area of technical expertise, and it differs from all other deep bed filtration applications in ways that are not obvious from general filtration literature.
Why Molten Aluminum Requires Filtration
Molten aluminum inevitably contains non-metallic inclusions — solid particles suspended in the liquid metal that originate from:
- Oxidation of the melt surface (alumina films, MgO particles, spinels).
- Refractory erosion from furnace linings and launder systems.
- Fluxing and degassing operations (salt, flux residues).
- Entrained slag and dross.
- Grain refiner additions (TiB₂ particle agglomerates).
- Recycled scrap contamination.
These inclusions, even at concentrations of parts per million by weight, cause significant defects in downstream products:
- Porosity in die castings that compromises pressure tightness.
- Surface defects in sheet and foil products.
- Wire breakage during drawing of electrical conductor rod.
- Anisotropy in fatigue strength of aerospace structural components.
The aluminum industry invests heavily in inclusion removal because the economic cost of inclusion-related product rejection exceeds the cost of filtration systems by orders of magnitude in high-value product lines.
How Deep Bed Filtration Differs in Molten Metal Applications
Temperature: The filter media operates at 700–800°C, in contact with liquid aluminum. Only refractory materials with both high temperature stability and chemical compatibility with aluminum and its alloys are suitable as media.
No backwash: Unlike water treatment deep bed filters, molten aluminum deep bed filters cannot be backwashed. When the filter bed reaches its inclusion-holding capacity, the campaign ends and the media bed is either replaced or the filter box is cleaned out. Media lifetime per campaign depends on metal volume processed, inclusion loading, and alloy composition.
Priming phase: Before production metal can flow through the filter, the tabular alumina media bed must be preheated to metal temperature and primed (pre-wetted) with aluminum. Cold media causes the first metal to freeze, creating blockage. Preheating takes 4–8 hours using gas burners or electrical resistance heaters.
Flux treatment: Many aluminum deep bed filter installations incorporate an inline degassing/fluxing unit upstream of the filter bed. Degassing removes dissolved hydrogen (which causes porosity in castings), and the fluxing gas (typically argon-chlorine mixtures) promotes inclusion agglomeration, making inclusions larger and easier to capture in the filter bed.
AdTech Deep Bed Filter System Configuration
At AdTech, our deep bed filter systems for aluminum casting operations are engineered with:
Media specification: High-purity tabular alumina (>99% Al₂O₃) in selected grain size distributions matched to the alloy and inclusion profile. We use multi-grade layered media configurations that optimize particle capture across a broad size range.
Thermal management: Gas-fired or electric preheating systems integrated into the filter box design, with thermally insulated walls and bottom to maintain metal temperature during filtration and minimize temperature drop across the filter.
Flow control: Launder geometry and weir design upstream and downstream of the filter control metal flow velocity through the bed, maintaining the hydraulic loading rate within the design range throughout the casting campaign.
Inclusion monitoring: We integrate LiMCA (Liquid Metal Cleanliness Analyzer) or PoDFA (Porous Disk Filtration Apparatus) sampling points upstream and downstream of the filter for quality verification and filter performance confirmation.
Inclusion Removal Performance Data
| Inclusion Type | Size Range | Pre-Filter Concentration | Post-Filter Concentration | Removal Efficiency |
|---|---|---|---|---|
| Alumina films (Al₂O₃) | 5–100 microns | 0.5–5 mm²/kg | 0.05–0.5 mm²/kg | 85–95% |
| Spinel particles (MgAl₂O₄) | 2–50 microns | 0.1–2 mm²/kg | 0.01–0.2 mm²/kg | 80–92% |
| TiB₂ agglomerates | 10–200 microns | 0.2–3 mm²/kg | 0.02–0.3 mm²/kg | 88–95% |
| MgO particles | 1–20 microns | 0.1–1 mm²/kg | 0.02–0.15 mm²/kg | 75–85% |
| Refractory particles | 50–500 microns | Variable | Near zero | >99% |
Concentration units are mm² of inclusion cross-sectional area per kg of metal, measured by PoDFA method.
Deep Bed Filter vs. Other Filtration Technologies
Ceramic Foam Filter (CFF) vs. Deep Bed Filter
Ceramic foam filters are the most widely used alternative to deep bed filters in aluminum casting operations. They are single-use, thin (50–100 mm) reticulated ceramic foam structures with typical pore ratings of 10–80 ppi (pores per inch).
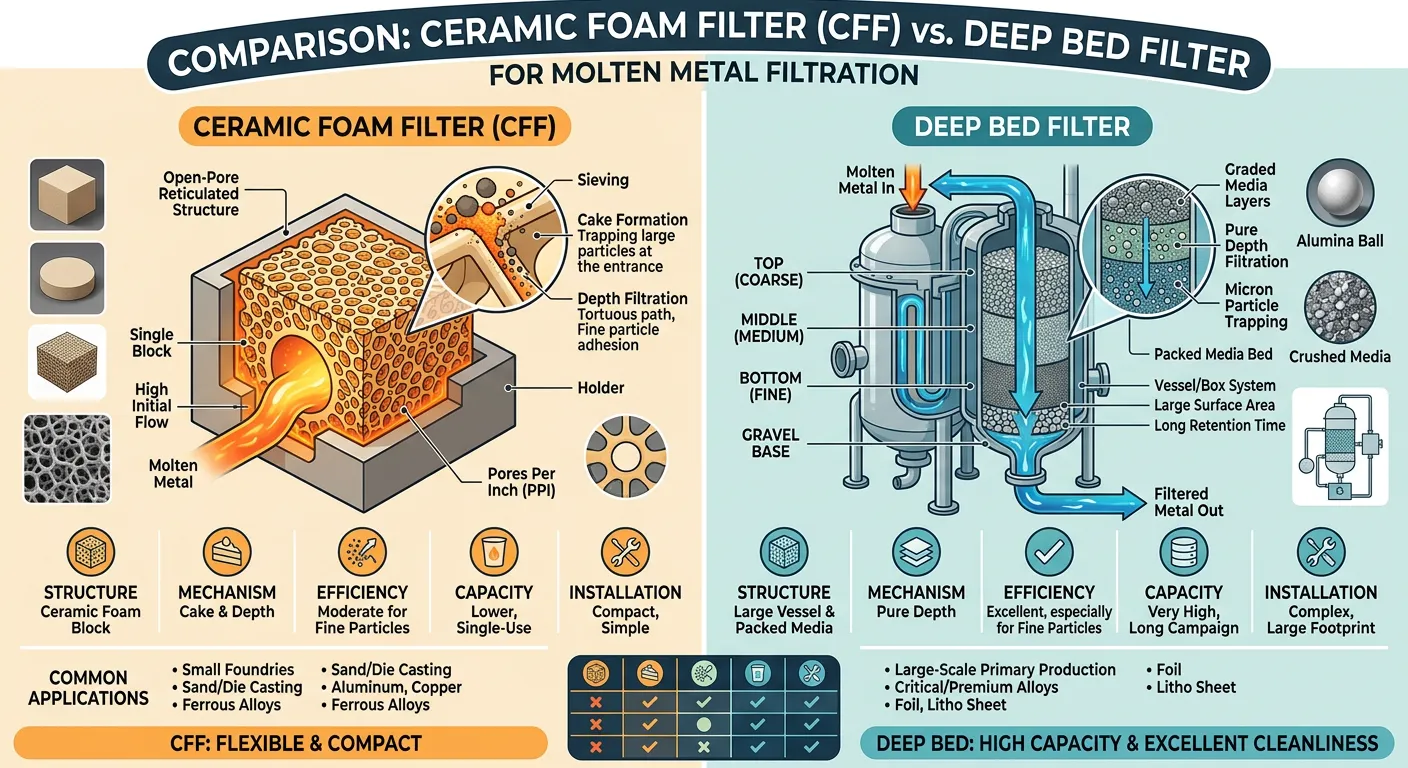
Ceramic foam filter advantages:
- Simple, low-capital installation (filter box with replaceable foam plate).
- No preheating requirement beyond basic warm-up.
- Suitable for short campaigns and frequent alloy changes.
- Effective removal of large inclusions (>30 microns).
Ceramic foam filter limitations:
- Poor capture of fine inclusions below 15–20 microns.
- Fixed inclusion capacity (single-use, replaced each campaign).
- No ability to improve performance once loaded.
- Susceptible to bypass if foam integrity is compromised.
Deep bed filter advantages:
- Superior removal of fine inclusions across all size ranges.
- Much higher inclusion-holding capacity (large bed volume).
- Suitable for high-volume, long-campaign casting operations.
- Can be monitored and managed during the campaign.
- Better performance for critical applications (aerospace, electrical conductor).
Deep bed filter limitations:
- Higher capital cost and footprint.
- Longer preheating and priming time.
- Less suitable for frequent alloy changes.
- Requires more skilled operation.
Comprehensive Filtration Technology Comparison
| Technology | Capital Cost | Fine Particle Removal | Inclusion Capacity | Flexibility | Best Application |
|---|---|---|---|---|---|
| Deep bed filter (alumina) | High | Excellent | Very High | Low | High-volume, critical quality |
| Ceramic foam filter | Low | Moderate | Low | High | General purpose, frequent change |
| Cartridge filter | Moderate | Good–Excellent | Low | Moderate | Small volume, ultra-clean |
| Settling/sedimentation | Low | Poor | N/A | High | Pre-treatment only |
| Membrane filter | High | Excellent | Very Low | Low | Ultra-pure applications |
| Electromagnetic filter | Very High | Excellent | N/A | High | Continuous operation, R&D |
Operational Performance, Maintenance, and Troubleshooting
Performance Monitoring Parameters
Effective deep bed filter operation requires continuous or regular monitoring of key performance indicators:
Head loss (differential pressure): Rising head loss is normal and expected during the service run. The rate of head loss increase indicates inclusion loading rate. Abnormally rapid head loss increase suggests excessive inclusion loading from upstream process upsets. Sudden head loss decrease during a run may indicate media channeling or bed bypass.
Effluent turbidity (water applications): Turbidity spikes at startup (ripening), during runs (breakthrough of fine particles), and occasionally from media carry-over indicate process status.
Metal cleanliness measurements (molten metal applications): LiMCA measurements or PoDFA samples taken upstream and downstream of the filter verify that the filtration efficiency remains within specification throughout the campaign.
Temperature uniformity (molten metal applications): Temperature sensors at multiple points in the filter box confirm that the bed remains fully primed and that no cold zones exist where partial freezing could cause channeling.
Common Operational Problems and Solutions
Problem: Channeling (preferential flow through localized paths)
Cause: Non-uniform media packing, media shrinkage gaps, or media displacement during operation.
Solution: Inspect and repack media, verify inlet distribution system function, check for thermal gradients in molten metal applications.
Problem: Premature breakthrough (poor effluent quality before head loss limit)
Cause: Under-designed bed depth, media grain size too coarse, hydraulic loading rate too high, or poor media-contaminant adhesion.
Solution: Increase bed depth, reduce loading rate, select finer media, evaluate coagulant addition in water applications.
Problem: Excessive head loss accumulation rate
Cause: Higher-than-design inclusion loading, inlet distribution failure causing localized overloading, or media packing density too high.
Solution: Check upstream process for inclusion sources, inspect and repair distribution system, verify media grading.
Problem: Media carry-over to filtrate
Cause: Excessive backwash velocity (water systems), cracked or degraded media, underdrain failure.
Solution: Reduce backwash rate, inspect and replace degraded media, inspect underdrain system.

Market Trends and Technology Developments in 2026
Growing Demand Drivers
The global deep bed filtration market is expanding across multiple segments simultaneously. In water treatment, tightening regulatory standards for drinking water turbidity and protozoan removal are driving upgrades from aging single-medium filters to multi-media deep bed configurations. In industrial liquid treatment, stricter effluent quality requirements and water reuse mandates are increasing demand for high-performance filtration.
In molten metal processing, quality requirements from automotive lightweighting programs, electric vehicle battery housing components, and aerospace structural applications are elevating the specification requirements for aluminum casting quality, directly increasing demand for deep bed filtration over ceramic foam alternatives.
Key Technical Developments
Continuous deep bed filters: Traditional deep bed filters operate in batch mode — filtration, then backwash, then back to service. Continuous deep bed filter designs, where a portion of the media is continuously being backwashed while the remainder is in filtration service, eliminate the offline period entirely. These designs are gaining adoption in high-throughput water treatment applications where any filtration interruption has significant consequences.
Optimized media grading for aluminum filtration: Research into the particle size distribution and grain geometry of tabular alumina media for molten aluminum filtration continues to yield improvements. Recent work demonstrates that bimodal grain size distributions — combining coarse grains for hydraulic conductivity with fine grains to fill interstitial spaces and increase capture surface area — provide better fine inclusion removal than uniform grain size beds at equivalent head loss.
Online monitoring integration: Real-time LiMCA measurement integrated with deep bed filter control systems now allows automated campaign management in aluminum casting operations — the system monitors filtration efficiency in real time and alerts operators when efficiency begins to decline, rather than relying on fixed time-based campaign lengths.
Sustainable media alternatives: In water treatment, research into recycled materials (crushed glass, recycled ceramic) as alternatives to virgin silica sand continues to advance. These materials can match sand’s filtration performance while reducing environmental impact and cost.
Frequently Asked Questions About Deep Bed Filters
1: What is the difference between a deep bed filter and a sand filter?
A sand filter is a specific type of deep bed filter that uses silica sand as the filter medium. The term “deep bed filter” is broader and refers to any filtration system where particles are captured throughout the volume of a substantial media bed rather than at a surface barrier. Sand filters are the most common deep bed filter design in municipal water treatment, but deep bed filters can use many other media types including anthracite, garnet, activated carbon, tabular alumina (for molten metals), and ceramic beads. All sand filters are deep bed filters, but not all deep bed filters use sand.
2: How often does a deep bed filter need to be backwashed?
Backwash frequency depends on the solids loading in the incoming fluid and the filter’s design capacity. Municipal water treatment deep bed filters typically backwash every 24–72 hours under normal turbidity conditions. During high-turbidity events (heavy rainfall, algal blooms), backwash may be needed more frequently — every 8–12 hours in extreme cases. Industrial deep bed filters handling higher solids concentrations may require backwashing every 4–24 hours. Most modern filter control systems initiate backwash automatically based on head loss reaching a preset limit, rather than on fixed time intervals, which optimizes the balance between run length and effluent quality.
3: What is the typical depth of a deep bed filter, and why does depth matter?
Standard deep bed filters in water treatment have media depths of 600–1000 mm for single medium beds, and 800–1500 mm total depth for multi-media configurations. In industrial applications, beds can be 1000–2000 mm deep. Bed depth matters because each additional unit of depth provides additional capture opportunities for particles that escape the upper layers. Deeper beds achieve lower effluent turbidity at the same hydraulic loading rate, handle higher solids loads before breakthrough, and provide more operational flexibility when inlet quality deteriorates temporarily. However, deeper beds also generate more head loss per unit flow and require more media volume, increasing capital cost. The design depth is a balance between these competing factors.
4: Can deep bed filters remove bacteria and viruses from water?
Deep bed filters remove bacteria with moderate efficiency through physical straining (for bacterial cells, which are 0.5–5 microns) and surface adhesion, achieving 1–2 log (90–99%) removal of bacteria when properly designed and operated. Virus removal by physical filtration alone is minimal (viruses are 0.01–0.1 microns, well below the capture range of sand-sized media). However, when coagulants are added upstream of the deep bed filter, bacteria and viruses attach to the coagulated floc particles and are removed with them, achieving significantly higher removals. Deep bed filtration is always combined with disinfection (chlorination, UV irradiation) in drinking water treatment — filtration alone cannot be relied upon for pathogen removal.
5: What types of contaminants cannot be removed by deep bed filtration?
Deep bed filtration removes suspended and colloidal particles but does not remove dissolved contaminants. Dissolved ions (nitrate, fluoride, heavy metals in ionic form, sodium, chloride), dissolved organic molecules, dissolved gases, and color-causing humic substances at molecular scale are not captured by deep bed filtration. These require additional treatment processes such as ion exchange, reverse osmosis, activated carbon adsorption (for organics), or chemical precipitation followed by filtration. In practice, deep bed filtration is always one step in a multi-stage treatment train rather than a complete treatment solution for complex water quality problems.
6: How is a deep bed filter different from a cartridge filter?
A cartridge filter uses a replaceable filter element (typically wound fiber, melt-blown polymer, or pleated membrane) that captures particles primarily at its surface or within a thin surface layer. Cartridge filters achieve precise particle size cutoffs (typically rated at 1–50 microns), handle small flow volumes, and are replaced rather than regenerated. Deep bed filters use a media bed hundreds of millimeters deep, rely on multiple capture mechanisms throughout the bed volume, handle large flow volumes, and are regenerated by backwashing rather than replaced. Cartridge filters achieve better absolute filtration (sharper size cutoff) but at much higher operating cost per unit volume filtered than deep bed filters. The typical process train uses deep bed filtration for bulk particle removal followed by cartridge filtration for final polishing.
7: Why is tabular alumina used as deep bed filter media for molten aluminum instead of other materials?
Tabular alumina (sintered alpha-alumina with >99% Al₂O₃ purity) is the preferred media for molten aluminum deep bed filtration because it combines three properties that no alternative material matches simultaneously: chemical inertness with liquid aluminum and its common alloying elements (no reaction that would contaminate the metal or dissolve the media), thermal stability at aluminum casting temperatures (700–800°C) without phase changes or strength loss, and adequate mechanical strength to resist attrition during metal flow without generating fine particles that would contaminate the filtrate. Lower-purity materials containing silica react unfavorably with magnesium and other alloying elements. Materials with lower temperature stability would soften or deform. Materials with lower mechanical strength would generate debris that defeats the purpose of filtration.
8: What is the hydraulic loading rate for a deep bed filter, and how does it affect performance?
Hydraulic loading rate (also called surface loading rate or filtration velocity) is the flow volume passing through the filter per unit of filter bed cross-sectional area per unit time, expressed in m³/m²/hour or m/hour. It determines how quickly fluid moves through the bed and thus how long each fluid element spends in contact with the media. Higher loading rates reduce contact time, which reduces the efficiency of diffusion-controlled capture of fine particles. They also cause larger particles to exert more inertial force against the media, which can detach previously captured particles and cause breakthrough. Design loading rates balance treatment objectives against filter footprint: water treatment filters typically operate at 5–20 m/hour, with higher rates in pressure filters where greater head is available to overcome the resulting head loss.
9: How do you know when a deep bed filter media needs to be replaced rather than just backwashed?
In water treatment, several indicators signal that media replacement is needed rather than continued backwashing: (1) Effluent turbidity during the service run is consistently higher than design specifications even immediately after backwash, indicating that media surface properties have degraded; (2) head loss at the start of the service run (after backwash) is significantly higher than when the media was new, indicating permanent pore blockage by material that backwash cannot remove; (3) media depth has decreased by more than 10–15% from the original specification, indicating attrition loss of media to the backwash drain; (4) media samples show significant rounding, fracturing, or biological fouling that cannot be addressed by enhanced backwash procedures. In molten aluminum filtration, media is replaced at the end of each casting campaign — the media is not regenerated for reuse.
10: What are the main advantages of deep bed filtration over membrane filtration?
Deep bed filtration and membrane filtration serve overlapping but distinct roles in liquid treatment. Deep bed filtration advantages over membranes include: significantly lower capital cost per unit of flow capacity, lower energy consumption (gravity flow possible vs. pressure required for membranes), much higher tolerance for inlet quality fluctuations without damage to the treatment system, simpler operation with lower operator skill requirements, and lower sensitivity to scaling and fouling from high-hardness or high-suspended-solids feed water. Membrane filtration advantages include: absolute filtration with defined maximum pore size (deep bed filters do not have an absolute rating), much smaller footprint per unit flow, and ability to remove colloidal particles that pass through deep bed filters. The standard treatment sequence in modern water treatment combines deep bed filtration to remove bulk suspended solids, protecting the membranes from premature fouling, followed by membrane filtration for final barrier to fine particles and pathogens.
Summary: The Enduring Value of Deep Bed Filtration in 2026
Across water treatment, industrial liquid processing, and molten metal production, deep bed filtration continues to deliver a performance-to-cost ratio that more technically sophisticated filtration technologies have not displaced. The physics of volume-distributed particle capture gives deep bed filters a fundamental advantage in three areas: handling high solids loads without rapid performance deterioration, capturing fine particles through multiple simultaneous mechanisms, and providing a large capacity buffer against process upsets.
In the aluminum casting industry where AdTech operates, deep bed filtration with tabular alumina media represents the highest standard of inclusion removal achievable with current commercial technology. The quality requirements from electric vehicle, aerospace, and advanced packaging applications continue to raise the bar for casting cleanliness, and deep bed filtration is the proven technology that meets those requirements at production scale.
Whether the application is a municipal water treatment plant filtering millions of liters per day, an industrial process stream requiring consistent suspended solids removal, or a precision aluminum casting operation producing aerospace-grade billets, the deep bed filter’s combination of reliable performance, operational flexibility, and manageable cost makes it the reference technology against which all alternatives are measured.
For application-specific system design, media specification, and technical consultation on molten aluminum deep bed filtration, the AdTech engineering team is available to support qualified industrial buyers and process engineers.
