Porosity in metal castings is almost always the result of two root processes — entrapment or evolution of gas in the liquid metal, and insufficient feeding during solidification that produces shrinkage voids. Most porosity problems in aluminum castings are combinations or variants of these two mechanisms. With disciplined melt preparation (degassing and filtration), well-designed gating and feeding, proper venting, and targeted use of consumables such as ceramic foam filters and flux, foundries can reduce porosity rates dramatically and reliably meet pressure-tightness and structural-strength specifications. AdTech supplies degassing systems, granular and flux chemistries, and ceramic foam filters that integrate with standard process controls to reduce gas and inclusion-related porosity and mitigate shrinkage through better melt quality.
1. What porosity is and why it matters
Porosity is any void, cavity, or network of small holes inside or on the surface of a casting that reduces density locally and may impair mechanical properties, pressure tightness, fatigue life, or aesthetics. In many automotive, hydraulic, aerospace, and consumer applications, even microscopic pores can cause rejection because they reduce fatigue life, permit leaks, or interfere with coatings and machining. Reducing porosity is therefore a core quality challenge for foundries, and it is most effectively addressed by combining metallurgy, thermal control, and targeted melt treatment.
2. Broad classification of porosity types
At a high level, porosity in metal castings is categorized by origin and by morphology.
By origin
-
Gas porosity: pores formed from dissolved or entrained gas that nucleates and grows as the metal solidifies. Hydrogen is the principal culprit in aluminum alloys.
-
Shrinkage porosity: voids that appear because the liquid metal cannot feed the volume change during freezing; typically located in last-solidifying hot spots.
-
Reaction or inclusion porosity: cavities caused when mold materials, coatings, or contaminants react with melt forming localized gas or non-metallic pockets.
By morphology and service effect (common engineering categories)
-
Blind porosity: starts at the surface and ends internally.
-
Through porosity: opens to more than one surface and creates leak paths.
-
Fully enclosed porosity: internal and sealed by surrounding metal; often revealed only after machining or by radiography.
These categories overlap in practice; a given casting may show a mix of gas and shrinkage features that require layered diagnostics to separate.
3. Detailed porosity types, appearances and root causes
Below is a practical taxonomy designers and process engineers will find actionable. Each entry lists typical appearance, root causes, and clues to the origin.
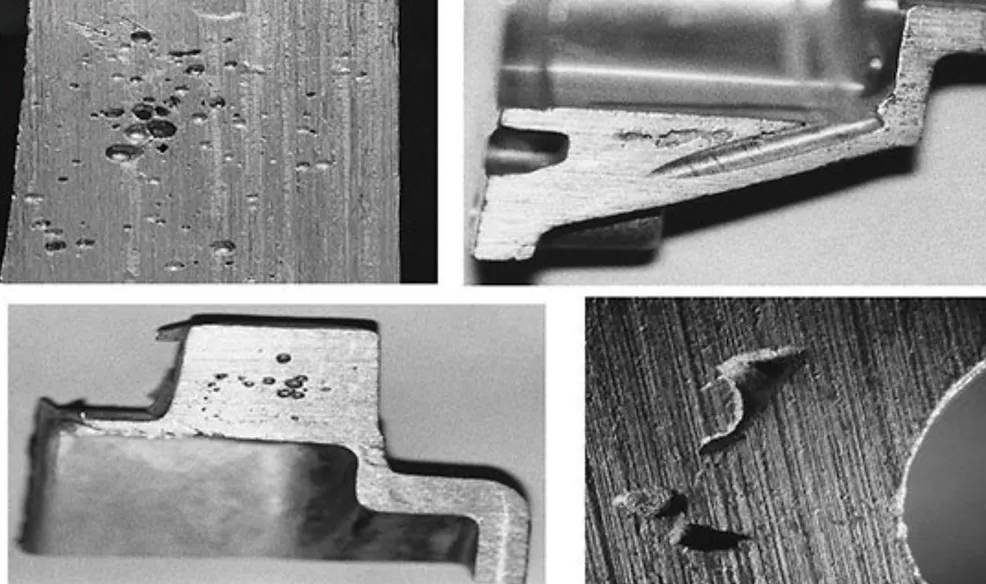
3.1 Gas porosity (spherical or smooth-walled pores)
Appearance: Round to near-spherical voids, smooth inner surfaces, sometimes clustered in interdendritic regions.
Principal cause: Excess dissolved gas in the melt (hydrogen in aluminum), or entrainment of air/gases during turbulent filling. Hydrogen solubility falls sharply on solidification so bubbles nucleate.
Common clues: Gas-charged metal history (reheated scrap, moisture-contaminated flux), poor melt degassing, high pouring turbulence, grey inner pore walls from oxide presence.
Where it shows: Distributed throughout sections, concentrated in interdendritic spaces and cores that solidify late.
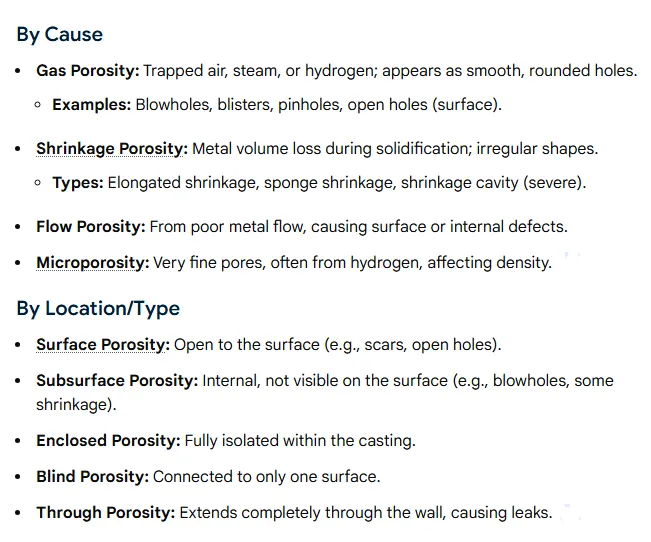
3.2 Shrinkage porosity (dendritic or irregular cavities)
Appearance: Irregular-shaped cavities with jagged edges, often connected or forming networks; tends to occupy hot spots.
Principal cause: Inadequate liquid metal feed to compensate solidification shrinkage in regions that solidify last. Geometry and thermal gradients cause hot spots.
Common clues: Consistent location across parts, tied to thick sections or features with poor feeder/chill design.
Where it shows: Last-solidifying zones, section transitions, core intersections.
3.3 Microporosity (microshrinkage)
Appearance: Very fine, sometimes sub-micron pores in interdendritic regions; feels like a honeycomb when etched and observed microscopically.
Principal cause: Combination of shrinkage and localized gas evolution during the late stages of dendritic solidification. The mechanics are related to the growth of shrinkage at the microstructural scale.
Common clues: Seen under SEM or with CT scanning; limits ductility and fatigue resistance even if not visible to naked eye.
3.4 Surface or skin porosity
Appearance: Small pits or blisters on the casting surface.
Principal cause: Gas entrapment near the mold face, reactions between mold materials and the metal, or vapors from coatings and binders.
Common clues: Localized to areas near cores, vents, or mold surfaces. Often accompanied by discoloration at the pore edge.
3.5 Suck-back porosity
Appearance: Irregular cavities near gating or riser interfaces.
Principal cause: Rapid pressure changes during solidification or insufficient gating design that allows metal to be sucked back from the cavity.
Common clues: Associated with gating geometry, poor riser placement, and intermittent metal supply during solidification.
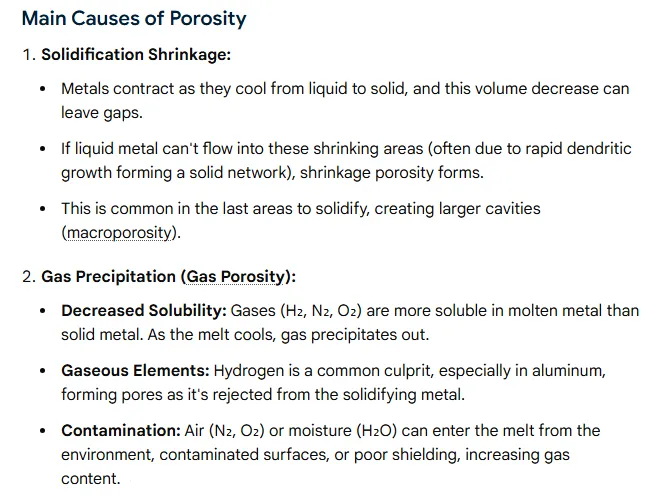
3.6 Entrained air or fold porosity
Appearance: Week-like tunnels or elongated voids often with oxide films lining the cavity.
Principal cause: Turbulent flow folding oxide-laden surfaces into the melt during filling. The entrained oxide film separates metal and creates elongated pockets.
Common clues: Oxide seams and dark film inside voids when examined.
3.7 Reaction porosity
Appearance: Localized irregular holes, often near cores or coating interfaces.
Principal cause: Chemical reaction between molten metal and mold/core binder or trapped volatiles producing local gas.
Common clues: Located at contact points with coated sand, binder residues, or repaired core areas.
4. How porosity forms during solidification
Solidification of an alloy is a dynamic interplay of heat extraction, solute redistribution, and gas solubility changes. Two mechanisms dominate:
Gas nucleation and growth: As temperature drops, hydrogen solubility in liquid aluminum decreases roughly linearly with temperature; dissolved hydrogen therefore supersaturates and nucleates bubbles. If bubbles cannot escape or be dissolved into remaining liquid, they remain as pores. Rapid cooling favors many small pores; slower cooling allows bubbles to grow larger. Proper melt degassing reduces the initial hydrogen concentration and lowers the driving force for bubble formation.
Feeding failure and shrinkage: All metals shrink on solidification. If the supply of liquid metal cannot reach the last-solidifying regions because the dendritic network blocks flow, cavities form. The geometry of the casting, thermal gradients, and riser/gating design control this. Microporosity often arises where the interdendritic liquid becomes isolated late in solidification and cannot supply volume compensation.
Understanding whether pores formed by gas or by shrinkage is critical because corrective actions differ. Gas issues respond to melt cleaning and degassing, while shrinkage issues demand thermal and metal-flow corrections such as riser redesign and local chills.
5. Diagnostic methods and what each reveals
No single inspection method catches all porosity. Use a layered approach.
5.1 Visual and microscopy inspection
Quick and low cost; good for surface porosity and revealing pore shape at small scale after sectioning.
5.2 Radiography and X-ray inspection
Good for internal pores larger than the system’s resolution. Can show whether pores are isolated, connected, or form networks.
5.3 Computed tomography (CT)
Three-dimensional mapping of porosity distribution and morphology. Highly recommended for safety-critical parts and failure analysis. CT can separate gas-like spherical pores from shrinkage networks.
5.4 Metallographic sectioning and SEM
Reveals fine microporosity and the microstructural context. Use SEM/EDS to check for oxide films inside cavities which indicate entrainment.
5.5 Hydrogen analysis and melt sampling
Directly measures dissolved hydrogen concentration in the melt. If levels are above recommended thresholds, gas porosity is more likely.
5.6 Pressure testing and leak detection
For pressure-tightness parts, leak testing quickly identifies through porosity and blind leak paths.
A diagnostic workflow typically pairs CT or X-ray scanning with metallography and melt hydrogen testing to isolate root causes.
6. Prevention and control strategies (process and consumables)
Porosity prevention is a systems effort. Solutions fall into four pillars: melt quality, thermal and gating design, mold/venting practices, and post-casting remediation when required.
6.1 Melt quality: degassing and filtration
-
Degassing: Vacuum or inert-gas rotary degassing to remove dissolved hydrogen, combined with fluxing to scavenge oxides and non-metallic inclusions. Proper degassing reduces gas porosity risk dramatically.
-
Filtration: Ceramic foam filters and depth filters remove oxide films and slag inclusions that cause entrainment defects and nucleation sites for pores. A well-placed ceramic foam filter also smooths metal flow and reduces turbulence. AdTech’s ceramic foam filters are engineered for micron-level trapping and low-pressure drop, making them effective in gating systems.
6.2 Gating, risering and thermal control
-
Riser placement and size: Design risers to feed the last-solidifying zones. Use hot-tops, internal risers, or chills to control solidification path.
-
Chills: Local chills accelerate solidification where desired to move hot spots or shrinkage away from critical surfaces.
-
Filling control: Reduce turbulence by using proper gating geometry and pouring speed. Smooth, laminar flow reduces entrained oxide films.
6.3 Mold, core and coating management
-
Venting: Provide adequate escape routes for gas generated during pouring. Poor venting traps gases that become pores.
-
Core and binder selection: Use low-volatile binders and ensure cores are cured and free of residual volatiles. Control sand moisture.
-
Spray and coating selection: Avoid coatings that produce volatiles at pour temperature.
6.4 Process monitoring and feedback
-
Hydrogen tracking: Regular melt hydrogen checks. Keep records and trigger corrective degassing when levels exceed targets.
-
Thermal simulation: Use casting simulation software to identify hot spots and iteratively improve gating and riser design before tooling is committed.
-
Nondestructive testing: Periodic radiography or CT sampling for critical components to ensure ongoing control.
6.5 Post-casting remedies
-
Vacuum impregnation: For parts that must be pressure-tight but have blind porosity, vacuum impregnation with polymers can seal leak paths. This is a remediation, not a substitute for proper process control.
7. How AdTech products fit into a porosity-control program
AdTech produces equipment and consumables that integrate into the four pillars above. Below are practical suggestions on how to use these products to control porosity.
7.1 AdTech degassing systems
-
Use rotary degassers or vacuum degassing depending on capacity and alloy. Target hydrogen levels below industry-specific thresholds (commonly <0.10–0.15 mL/100 g for many aluminum alloys, but verify against part requirements). Degassing is the primary defense against gas porosity. Pair degassing with stirring profiles optimized by alloy and holding time.
7.2 AdTech fluxes and flux injection
-
AdTech granular flux and cover flux formulations improve metal cleanliness and protect the melt surface during holding and transport. Fluxes help scavenge inclusions and limit air entrainment at the metal surface. Use flux during ladling and transfer steps. Flux injection equipment can deliver consistent dosing for repetitive foundry operations.
7.3 AdTech ceramic foam filters
-
Place ceramic foam filters in the gating system upstream of the mold to remove oxide films and inclusions and to calm flow. Filters also serve as thermal buffers and can be specified by porosity rating (ppi or pores per inch) depending on alloy and gating area.
7.4 Combined approach
-
For best results use filtration first, then degassing, then flux protection as a final polish. In practice: ladle metal through a ceramic foam filter into a transfer pot; degas the transfer pot with rotary vacuum or inert purge; apply flux cover between pouring and degassing to limit re-gassing; pour through a second filter if complexity or inclusion risk is high.
8. Quick-reference tables
Table 1. Porosity types, visual clues, likely root causes
| Porosity type | Visual clues | Likely root cause | Typical corrective action |
|---|---|---|---|
| Gas porosity | Spherical, smooth-walled pores; grey inner walls | High dissolved hydrogen, turbulent filling, moisture | Melt degassing, fluxing, reduce turbulence |
| Shrinkage porosity | Irregular cavities, jagged edges, located in hot spots | Feeding failure, inadequate risers, thermal gradients | Riser redesign, chills, optimize gating |
| Microporosity | Fine interdendritic pores, visible under SEM | Combined micro-shrinkage and gas entrapment | Controlled cooling, alloy modification, melt quality. |
| Entrained/oxide-fold | Elongated tunnels with oxide film | Turbulent flow folding oxides | Filtration, gating to reduce turbulence |
| Surface porosity | Pits or blisters on surface | Mold volatile gases, reactions | Pre-dry cores, use low-volatile coatings, improve venting |
| Reaction porosity | Localized holes adjacent to cores | Binder reactions, contaminated cores | Change binder/coating, clean cores, bake properly |
Table 2: Typical indicators and diagnostic method
| Indicator | Best diagnostic method | Why |
|---|---|---|
| Leak paths | Pressure test, CT scan | Confirms through porosity |
| Internal spherical pores | X-ray/CT + hydrogen test | Shows gas signature and melt gas levels |
| Fine interdendritic pores | Metallography, SEM | Reveals microshrinkage scale |
| Oxide-lined voids | Sectioning + SEM/EDS | Oxide film suggests entrainment |
| Localized surface pits | Visual + mold inspection | Indicates mold/binder issue |
Table 3. Prevention ladder: priority actions and expected impact
| Priority | Action | Expected impact |
|---|---|---|
| 1 | Implement routine degassing + fluxing | Major reduction in gas porosity |
| 2 | Add ceramic foam filtration in gating | Fewer inclusions and entrainment defects |
| 3 | Rework gating and risers using simulation | Reduced shrinkage porosity |
| 4 | Improve venting and dry cores | Lower surface and reaction porosity |
| 5 | Regular NDT sampling (X-ray/CT) | Early detection of systemic drift |
9. Process checklist for reducing porosity in aluminum foundries
-
Measure baseline melt hydrogen and record.
-
Install ceramic foam filters appropriate to melt flow and alloy.
-
Degas after major heat additions and before pouring. Use inert gas rotary or vacuum as appropriate.
-
Apply flux cover during hold and transfer to limit re-gassing. Dose consistently.
-
Verify gating and riser strategy by thermal simulation; place chills to change hot spots.
-
Reduce pouring turbulence: tapered runners, submerged pours where appropriate.
-
Ensure cores and molds are dry and cured, and use low-volatile binders for critical castings.
-
Implement scheduled NDT sampling (radiography or CT) for production runs.
-
If porosity persists after controls, perform root-cause study: metallography, hydrogen trend, and flow visualization.
-
Where pressure tightness is mandatory and repair is acceptable, use vacuum impregnation only after addressing upstream issues.
Casting Porosity Diagnosis & Optimization: FAQ
1. What is the single most effective step to reduce porosity?
2. How do I tell gas porosity apart from shrinkage porosity?
3. Will a hotter pouring temperature eliminate shrinkage porosity?
4. What hydrogen level is acceptable for aluminum castings?
5. Can ceramic foam filters be used with all aluminum alloys?
6. Does fluxing replace the need for degassing?
7. How frequently should I perform NDT for porosity monitoring?
8. If CT shows microporosity, what are the top mitigations?
9. Is vacuum impregnation a permanent fix for porosity leaks?
10. Which process change gives the best ROI for foundries with high rejects?
11. Final recommendations and an action plan using AdTech solutions
-
Baseline measurement: Run hydrogen tests on the melt for a week to determine the current average. If above target, prioritize degassing.
-
Filtration retrofit: Add a ceramic foam filter ahead of the first mold pour to immediately remove oxide films and reduce entrainment. Specify filter ppi based on gate area and alloy.
-
Degassing program: Install or optimize rotary/ vacuum degassing. Pair degassing with a controlled flux dosing regimen from AdTech to reduce recontamination.
-
Design verification: Use thermal simulation to correct riser and chill design where recurrent shrinkage porosity is present.
-
Monitor and iterate: Use CT/radiography sampling for critical castings and track porosity metrics. Use controlled experiments to confirm the effectiveness of each change.
AdTech can provide packaged solutions combining filtration, flux chemistry, and degassing equipment plus application guidance to help integrated process improvements that lower porosity levels in real operational environments.
