Twisted ceramic fiber rope and braided ceramic fiber rope serve the same fundamental purpose — high-temperature sealing, gasketing, and insulation — but they differ significantly in structural integrity, compression behavior, temperature resistance, and application suitability. Braided ceramic fiber rope delivers superior dimensional stability, higher resistance to mechanical abrasion, and better performance in dynamic sealing applications, while twisted rope offers greater flexibility, easier installation in complex geometries, and lower cost per linear meter. Choosing the wrong construction type leads to premature seal failure, accelerated fiber degradation, and costly unplanned maintenance shutdowns. Based on our experience specifying ceramic fiber rope products across industrial furnace, kiln, and power generation applications, the structural difference between twisted and braided rope is far more consequential than most procurement guides acknowledge. This article covers every technical dimension of both construction types — from fiber chemistry and temperature ratings to compression set behavior, installation methods, and application-specific selection criteria.
If your project requires the use of Ceramic Fiber Rope, you can contact us for a free quote.
What Is Ceramic Fiber Rope and What Makes It Different from Other High-Temperature Sealing Materials?
Ceramic fiber rope belongs to the broader family of refractory fiber products, manufactured from inorganic aluminosilicate or specialty oxide fibers that retain structural integrity and thermal insulating properties at temperatures where organic and metallic sealing materials fail completely.
Unlike fiberglass rope (limited to approximately 550°C) or mineral wool rope (limited to approximately 750°C), ceramic fiber rope maintains its properties at continuous service temperatures ranging from 760°C to 1425°C depending on fiber chemistry. This thermal capability, combined with chemical resistance to most industrial atmospheres, makes ceramic fiber rope the material of choice for sealing furnace doors, kiln car joints, expansion joints, and flue gas ducts.
The rope is manufactured by twisting or braiding continuous ceramic fiber yarn — itself produced from blown or spun ceramic fiber bulk — around a central core material that provides dimensional support and compressibility.

Core Material Options in Ceramic Fiber Rope
The center core significantly affects rope behavior in compression and at temperature:
- Ceramic fiber core: all-ceramic construction, highest temperature rating, used when the core may be exposed to process atmosphere.
- Stainless steel wire core: adds tensile strength and shape recovery, suitable up to approximately 900°C continuous.
- Inconel wire core: extends metallic core utility to 1100°C+.
- Fiber glass core: lower cost, suitable to 550°C, common in lower-temperature applications.
- Hollow (no core): maximum flexibility, easiest installation in curved geometries, lower compressive recovery.
How Is Twisted Ceramic Fiber Rope Constructed and What Are Its Structural Characteristics?
Twisted ceramic fiber rope is manufactured by spinning multiple strands of ceramic fiber yarn together in a helical pattern. The strands are twisted in alternating directions — individual fibers twisted into yarn (S-twist), yarns twisted into strands (Z-twist), and strands twisted together into the final rope — to achieve a self-locking structure that resists unraveling under tension.
Manufacturing Process of Twisted Rope
- Ceramic fiber bulk is processed into continuous yarn through texturizing or needling operations.
- Yarn strands are twisted together at controlled twist angles (typically 15° to 35° from the rope axis).
- Multiple twisted strand assemblies are counter-twisted together around a central core.
- The finished rope is heat-set to stabilize the twist geometry.
Structural Properties of Twisted Construction
The helical fiber orientation in twisted rope creates several distinctive performance characteristics:
Flexibility and Conformability
Twisted rope exhibits the highest flexibility of any ceramic fiber rope construction. The helical geometry allows individual strands to slip relative to each other during bending, enabling the rope to conform to curved surfaces, irregular joint geometries, and complex profiles without fiber breakage.
- Minimum bend radius: approximately 3x to 5x the rope diameter.
- Suitable for wrapping around cylindrical components and pipe flanges.
- Easiest to install manually around corners and into irregular grooves.
Compression Behavior
When compressed, twisted rope strands can redistribute by rotating slightly in their helical orientation. This gives twisted rope a softer initial compression feel compared to braided rope of equivalent density, but also means it reaches its minimum compressed thickness faster — with less spring-back recovery after extended service.
Surface Texture
The exterior surface of twisted rope has a pronounced helical groove pattern. This texture can be advantageous for bonding with adhesives or refractory cements, as the grooves provide mechanical keying. However, the grooved surface creates slightly higher flow resistance in gas sealing applications compared to the smoother surface of braided rope.
Twisted Rope Technical Specifications
| Parameter | Specification Range |
|---|---|
| Diameter Range | 6 mm to 75 mm |
| Density | 128 kg/m³ to 320 kg/m³ |
| Continuous Service Temperature | 760°C to 1260°C |
| Peak Temperature (short term) | Up to 1425°C |
| Tensile Strength | 0.5 MPa to 2.5 MPa |
| Linear Density | 25 g/m to 2,500 g/m |
| Temperature Rating (Standard Grade) | 1000°C |
| Temperature Rating (High Purity Grade) | 1260°C |
| Temperature Rating (Zirconia Grade) | 1425°C |
How Is Braided Ceramic Fiber Rope Constructed and What Advantages Does Braiding Provide?
Braided ceramic fiber rope is manufactured by interlacing multiple ceramic fiber yarn strands in a diagonal over-and-under pattern around a central core. The braiding process creates an interlocked structure where each strand crosses over and under adjacent strands at regular intervals, producing a fabric-like exterior surface.
Manufacturing Process of Braided Rope
Braiding uses a specialized braiding machine with multiple yarn carriers arranged in two counter-rotating tracks. As the carriers move around the track, they exchange positions in a coordinated pattern that creates the interlocking diagonal weave. The braid angle — typically 45° to 55° from the rope axis — determines the balance between tensile strength and radial compressibility.
Square Braid vs. Round Braid Construction:
- Square braid (square cross-section): four-strand interlocking pattern, produces a rope with flat sides that sits more stably in rectangular grooves and channels.
- Round braid: eight or sixteen strand interlocking pattern, produces a circular cross-section with more uniform surface coverage.
- Hollow braid: braided without a core, maximum flexibility with lower dimensional stability than filled braids.
Structural Advantages of Braided Construction
Dimensional Stability
The interlocking nature of braiding locks individual strands in position. Braided rope maintains its circular or square cross-section under compression more reliably than twisted rope, which can deform asymmetrically when compressed unevenly.
Surface Integrity
The braided exterior presents a smooth, closed surface with no exposed fiber ends at the rope surface. This matters in applications where fiber shedding is a concern — food processing equipment, pharmaceutical manufacturing environments, or any application where fiber contamination of the process is problematic.
Abrasion Resistance
The interlocked braid structure absorbs abrasion across multiple crossing strands simultaneously. Any wear on the exterior surface must overcome the locking of multiple interwoven strands rather than simply unraveling a surface twist. This makes braided rope substantially more resistant to mechanical wear in sliding door seals, rotating kiln seals, and applications where the rope experiences repeated mechanical contact.
Compression Recovery
Braided rope demonstrates better compression set recovery over extended service periods. The interlocked geometry resists permanent deformation more effectively, maintaining sealing force for longer service intervals before replacement is required.
Braided Rope Technical Specifications
| Parameter | Specification Range |
|---|---|
| Diameter Range | 6 mm to 50 mm |
| Density | 160 kg/m³ to 400 kg/m³ |
| Continuous Service Temperature | 760°C to 1260°C |
| Peak Temperature (short term) | Up to 1425°C |
| Tensile Strength | 1.0 MPa to 4.0 MPa |
| Linear Density | 30 g/m to 1,800 g/m |
| Abrasion Resistance | Superior to twisted |
| Dimensional Stability Under Compression | Superior to twisted |
| Surface Smoothness | Superior to twisted |
What Are the Key Differences Between Twisted and Braided Ceramic Fiber Rope?
Understanding the practical performance differences between the two construction types requires comparing them across multiple technical dimensions simultaneously.
Side-by-Side Comparison: Twisted vs. Braided Ceramic Fiber Rope
| Performance Parameter | Twisted Rope | Braided Rope | Winner |
|---|---|---|---|
| Flexibility / Bendability | Excellent | Good | Twisted |
| Installation Ease (curved surfaces) | Excellent | Good | Twisted |
| Dimensional Stability | Moderate | Excellent | Braided |
| Compression Set Recovery | Moderate | Good to Excellent | Braided |
| Abrasion Resistance | Moderate | Excellent | Braided |
| Surface Smoothness | Moderate (grooved) | Good to Excellent | Braided |
| Fiber Shedding Resistance | Moderate | Good | Braided |
| Tensile Strength | Moderate | Good to Excellent | Braided |
| Cost per Linear Meter | Lower | Higher (10% to 30%) | Twisted |
| Maximum Diameter Available | Up to 75 mm | Up to 50 mm | Twisted |
| Adhesive Bonding Compatibility | Excellent (textured surface) | Good | Twisted |
| Square Cross-Section Option | No | Yes | Braided |
| Dynamic Sealing Applications | Acceptable | Preferred | Braided |
| Static Sealing Applications | Excellent | Excellent | Equal |
Which Construction Type Lasts Longer in Service?
Service life comparison is highly application-dependent, but general findings from our field experience indicate:
- In static furnace door seals with no mechanical movement: both types perform similarly, with replacement intervals of 12 to 36 months depending on thermal cycling severity.
- In dynamic seals (rotating kilns, sliding doors, reciprocating motion): braided rope typically outlasts twisted rope by 40% to 100% in terms of cycles to failure.
- In vibration environments: braided rope maintains sealing integrity significantly longer due to abrasion resistance at contact surfaces.
- In complex-geometry installations where bending is required during fitting: twisted rope is less likely to suffer installation damage due to superior flexibility.
What Fiber Chemistries Are Available and How Do They Affect Temperature Ratings?
Both twisted and braided ceramic fiber ropes are manufactured from several distinct fiber chemistries, each with different maximum service temperatures, chemical resistance profiles, and cost points.
Ceramic Fiber Rope Grades by Fiber Chemistry
| Fiber Grade | Primary Composition | Continuous Service Temp | Peak Temp | Key Characteristics |
|---|---|---|---|---|
| Standard Aluminosilicate | 47% Al₂O₃, 53% SiO₂ | 760°C to 1000°C | 1200°C | Most economical, widest availability |
| High Alumina (Mullite) | 60% to 70% Al₂O₃ | 1000°C to 1200°C | 1350°C | Better thermal stability, lower shrinkage |
| High Purity Aluminosilicate | >99% Al₂O₃ + SiO₂, low impurities | 1100°C to 1260°C | 1400°C | Low shot content, low thermal conductivity |
| Polycrystalline Mullite | 72% Al₂O₃, 28% SiO₂ | 1300°C to 1400°C | 1550°C | Excellent creep resistance |
| Alumina (Polycrystalline) | >95% Al₂O₃ | 1400°C to 1600°C | 1700°C | Highest temperature rating |
| Zirconia | ZrO₂-based | 1425°C to 1600°C | 1800°C | Superior in reducing atmospheres |
| Silica (Amorphous) | >96% SiO₂ | 900°C to 1000°C | 1200°C | Excellent chemical resistance, lower cost |
| Biosolite / Alkaline Earth Silicate | CaO-MgO-SiO₂ | 700°C to 900°C | 1100°C | Non-RCF classification, health advantage |
Refractory Ceramic Fiber (RCF) Classification and Health Considerations
Standard aluminosilicate ceramic fiber is classified as a Category 2 carcinogen in the European Union (Carcinogen Directive 2004/37/EC). This classification affects workplace handling requirements, disposal regulations, and procurement decisions in environmentally regulated industries.
Biosolite (alkaline earth silicate) fibers were developed specifically to avoid this classification. These fibers are biologically soluble — they dissolve in lung fluid rather than persisting — and therefore do not carry the RCF carcinogen classification. The trade-off is reduced maximum service temperature.
For applications below 900°C where regulatory compliance is critical, biosolite ceramic fiber rope represents a meaningful health and compliance advantage over standard aluminosilicate grades.
What Applications Are Best Suited to Twisted Ceramic Fiber Rope?
Twisted rope’s superior flexibility and lower cost make it the preferred choice in specific application categories. Understanding where twisted rope excels helps procurement engineers avoid over-specifying (and overpaying for) braided rope where it is not needed.

Primary Applications for Twisted Ceramic Fiber Rope
Furnace Expansion Joint Sealing
Thermal expansion joints in industrial furnaces, kilns, and boilers require a material that can accommodate dimensional changes during heat-up and cool-down cycles while maintaining a continuous seal. Twisted rope’s flexibility allows it to fill irregular joint geometries and compress evenly across varying joint widths.
Flange and Pipe Sealing in Thermal Systems
Wrapping twisted ceramic fiber rope around pipe flanges or fitting it into flange grooves is significantly easier than working with braided rope due to the higher flexibility. The helical surface texture promotes adhesive bonding and cement adhesion.
Ceramic Kiln Furniture Sealing
In ceramic firing kilns, twisted rope is commonly used to seal between kiln car decks and side walls, and between stacked kiln furniture sections. The soft, flexible nature allows it to conform to the warped and irregular surfaces that develop in kiln furniture over service life.
Wrapping Applications
Twisted rope can be wound helically around pipes, cables, or structural members to provide thermal insulation or fire protection. Its ability to wrap without kinking or fiber damage makes it practical for field application.
Door Gaskets on Smaller Industrial Furnaces
For furnace doors with simple rectangular or circular profiles, twisted rope installed in a channel groove provides effective static sealing at lower material cost than braided alternatives.
Twisted Rope Installation Tips
- Cut with sharp scissors or a ceramic fiber cutting knife — never tear or break the rope.
- Apply high-temperature adhesive (sodium silicate or colloidal silica based) in the channel before fitting.
- Compress twisted rope to approximately 75% of its free diameter for optimal sealing.
- For circular door frames, cut rope 2% to 3% longer than the groove perimeter to ensure compression at the joint.
- Avoid sharp bends below 3x rope diameter to prevent fiber crimping and performance degradation.
What Applications Specifically Require Braided Ceramic Fiber Rope?
Several application categories place demands on ceramic fiber rope that only the braided construction can reliably meet. Using twisted rope in these contexts typically results in accelerated failure and premature replacement.
Primary Applications Requiring Braided Ceramic Fiber Rope
Rotating Kiln Seals
Rotary kilns used in cement, lime, and mineral processing require end seals where the rotating cylinder meets the stationary hood. These seals experience continuous sliding contact, mechanical abrasion, and radial compression. Braided rope’s abrasion resistance and dimensional stability make it the only practical ceramic fiber rope option in this application.
- Typical rope diameter: 25 mm to 50 mm.
- Compression in service: 20% to 35% of free diameter.
- Replacement interval: 6 to 24 months depending on kiln speed and temperature.
High-Cycle Furnace Door Seals
Large industrial heat treatment furnaces with automated doors that open and close hundreds of times per day place severe mechanical demands on door seals. The repeated compression-extension cycling, combined with thermal cycling, rapidly degrades twisted rope through strand separation and fiber breakage. Braided rope maintains its structural integrity under this duty cycle.
Glass Furnace Sealing
Glass melting furnaces operate at temperatures above 1200°C with highly corrosive atmospheres (including sulfur oxides, alkali vapors, and combustion products). The superior dimensional stability and surface integrity of braided rope — particularly in high-alumina or polycrystalline grades — is necessary for reliable sealing in these demanding conditions.
Power Generation Boiler Expansion Joints
Large power plant boilers contain expansion joints between duct sections that experience both thermal movement and pressure differentials. Braided rope in these joints provides the combination of compression recovery, dimensional stability, and temperature resistance needed for long-term reliable sealing.
Turbine and Heat Exchanger Gasketing
In high-temperature gasketing applications where even minor fiber shedding into the process stream is unacceptable, braided rope’s closed surface construction provides a meaningful advantage over twisted rope’s more open surface.
Braided Rope Installation Considerations
- Square braided rope is preferred for rectangular groove installations — it maintains contact across the full groove face width.
- Use a ceramic fiber blanket wrap over braided rope joints to provide additional sealing at corners and end connections.
- For rotating kiln seals, allow a minimum free rope length equal to 1.15x to 1.20x the seal circumference to account for compression and thermal expansion.
- Stainless steel wire or Inconel wire reinforced braided rope should be used in applications where rope tensile integrity is needed (suspended or vertical installations).
How Do Temperature Ratings and Thermal Performance Compare Between Construction Types?
Both twisted and braided rope are available in the same fiber chemistry grades and therefore share the same fundamental temperature ratings determined by fiber composition rather than construction type. However, construction type does affect thermal performance in secondary ways.
Thermal Performance Comparison
| Thermal Property | Twisted Rope | Braided Rope | Notes |
|---|---|---|---|
| Maximum Continuous Temp | Same (fiber-dependent) | Same (fiber-dependent) | Construction does not change fiber chemistry |
| Thermal Conductivity | Slightly lower | Slightly higher | Braided is denser, conducts marginally more |
| Thermal Shock Resistance | Good | Good | Both resistant to thermal cycling |
| Linear Shrinkage at Max Temp | 2% to 5% | 2% to 5% | Similar, core material affects this |
| Heat Recovery (after cycling) | Moderate | Good | Braided recovers better dimensionally |
| Oxidation Resistance | Equal | Equal | Determined by fiber grade |
Thermal Conductivity Values for Ceramic Fiber Rope
| Temperature (°C) | Thermal Conductivity (W/m·K) – Standard Grade | Thermal Conductivity (W/m·K) – High Alumina Grade |
|---|---|---|
| 200°C | 0.06 to 0.08 | 0.07 to 0.09 |
| 400°C | 0.10 to 0.13 | 0.11 to 0.14 |
| 600°C | 0.16 to 0.20 | 0.17 to 0.22 |
| 800°C | 0.25 to 0.32 | 0.26 to 0.33 |
| 1000°C | 0.38 to 0.48 | 0.38 to 0.50 |
These values are typical and vary with rope density and core construction. Higher-density rope packs more fiber per unit volume, which generally increases thermal conductivity slightly but also increases compressive strength and sealing force.
What Sizes and Standard Dimensions Are Available for Both Rope Types?
Understanding available size ranges helps engineers specify the correct product without discovering supply limitations after the design is finalized.
Standard Diameter Range Comparison
| Diameter (mm) | Twisted Available | Braided Available | Notes |
|---|---|---|---|
| 6 mm | Yes | Yes | Minimum practical diameter |
| 8 mm | Yes | Yes | Common small-seal size |
| 10 mm | Yes | Yes | Very widely stocked |
| 12 mm | Yes | Yes | Common furnace door size |
| 15 mm | Yes | Yes | Standard size |
| 20 mm | Yes | Yes | High-volume application |
| 25 mm | Yes | Yes | Most common industrial size |
| 30 mm | Yes | Yes | |
| 38 mm | Yes | Yes | Rotary kiln application |
| 50 mm | Yes | Yes | Maximum common braided size |
| 63 mm | Yes | Limited | Twisted more available |
| 75 mm | Yes | Specialty only | Large expansion joints |
Square and Rectangular Cross-Section Options
Square braided ceramic fiber rope is available in the following standard sizes:
| Cross-Section (mm × mm) | Application |
|---|---|
| 10 × 10 | Small door and flange seals |
| 12 × 12 | Standard furnace door seals |
| 15 × 15 | Medium expansion joints |
| 20 × 20 | Large door seals |
| 25 × 25 | Heavy industrial expansion joints |
| 30 × 30 | Large kiln seals |
Square cross-section braided rope fills rectangular groove profiles more completely than round rope, providing better surface contact and more uniform sealing pressure across the gasket face.
How Should You Select Between Twisted and Braided Rope Based on Specific Requirements?
A structured selection process eliminates guesswork and ensures the chosen product matches the application demands. Working through the following decision criteria in sequence leads to the correct specification in most cases.
Selection Decision Tree
Step 1: Establish the temperature requirement
Select the appropriate fiber grade based on continuous service temperature. Both twisted and braided are available in all fiber grades, so this step eliminates unsuitable grades but does not yet differentiate construction type.
Step 2: Evaluate mechanical demands
- If the application involves sliding contact, rotating movement, or repeated compression cycling: specify braided construction.
- If the application is static sealing with no mechanical movement: either construction type is acceptable.
Step 3: Assess installation geometry
- Complex curves, tight radii, irregular profiles: specify twisted construction.
- Straight grooves, rectangular channels, flat gasket faces: either construction, or specify square braided for rectangular grooves.
Step 4: Consider surface cleanliness requirements
- If fiber shedding into the process is unacceptable: specify braided construction.
- Standard industrial applications: either construction type.
Step 5: Apply cost and availability considerations
- Budget-constrained projects where performance meets minimum requirements: specify twisted.
- Premium quality requirement or critical seal: specify braided.
Application-Specific Selection Guide
| Application | Recommended Type | Fiber Grade | Diameter Guidance |
|---|---|---|---|
| Standard furnace door seal (static) | Twisted or Braided | Standard (1000°C) | 12 mm to 25 mm |
| High-cycle automated furnace door | Braided | Standard or High Alumina | 20 mm to 38 mm |
| Rotating kiln end seal | Braided | High Alumina or Polycrystalline | 25 mm to 50 mm |
| Glass furnace sealing | Braided | High Purity or Polycrystalline | 20 mm to 38 mm |
| Pipe flange wrapping | Twisted | Standard or Silica | 10 mm to 25 mm |
| Expansion joint packing | Twisted | Standard | 25 mm to 75 mm |
| Boiler inspection door seal | Twisted | Standard | 15 mm to 25 mm |
| Power generation expansion joint | Braided | High Alumina | 25 mm to 50 mm |
| Ceramic kiln car seal | Twisted | Standard | 15 mm to 30 mm |
| Aluminum furnace tap hole seal | Braided | High Purity | 20 mm to 38 mm |
| Coke oven door seal | Braided (SS reinforced) | High Alumina | 25 mm to 50 mm |
| Laboratory furnace seal | Twisted | Standard | 6 mm to 12 mm |
What Are the Handling, Safety, and Storage Requirements for Ceramic Fiber Rope?
Ceramic fiber rope is an engineered refractory product that requires specific handling procedures to protect both the product integrity and the health of personnel who work with it.
Health and Safety Considerations
Standard aluminosilicate ceramic fiber is classified as a possible carcinogen by regulatory bodies in multiple jurisdictions. Handling precautions are required:
Personal Protective Equipment (PPE):
- Respiratory protection: P2 or P3 filter mask during cutting and installation.
- Eye protection: safety goggles (not just glasses) during cutting operations.
- Skin protection: long-sleeved shirt or coveralls, gloves — ceramic fiber causes mechanical irritation on skin contact.
- Work environment: ensure adequate ventilation during installation to dilute airborne fiber concentration.
Exposure Limits:
- UK WEL (Workplace Exposure Limit): 1 fiber/cm³ (8-hour TWA).
- EU OEL: 1 fiber/cm³ (8-hour TWA).
- OSHA PEL (USA): 1 fiber/cm³ (8-hour TWA) where applicable.
Disposal:
- Unused ceramic fiber rope should be disposed of in accordance with local regulations.
- In European Union countries: classified as waste code 17 06 03 (other insulation materials containing or consisting of dangerous substances).
Storage Requirements
- Store in original packaging in a dry environment
- Protect from moisture — absorbed moisture causes increased shrinkage and reduced flexibility after first heat.
- Keep away from mechanical damage sources — sharp objects can cut and weaken rope strands.
- Maximum storage temperature: 40°C (prolonged storage above 40°C may affect binder systems in some grades).
- Shelf life: indefinite under proper storage conditions for unbonded fiber grades.
Frequently Asked Questions About Twisted and Braided Ceramic Fiber Rope
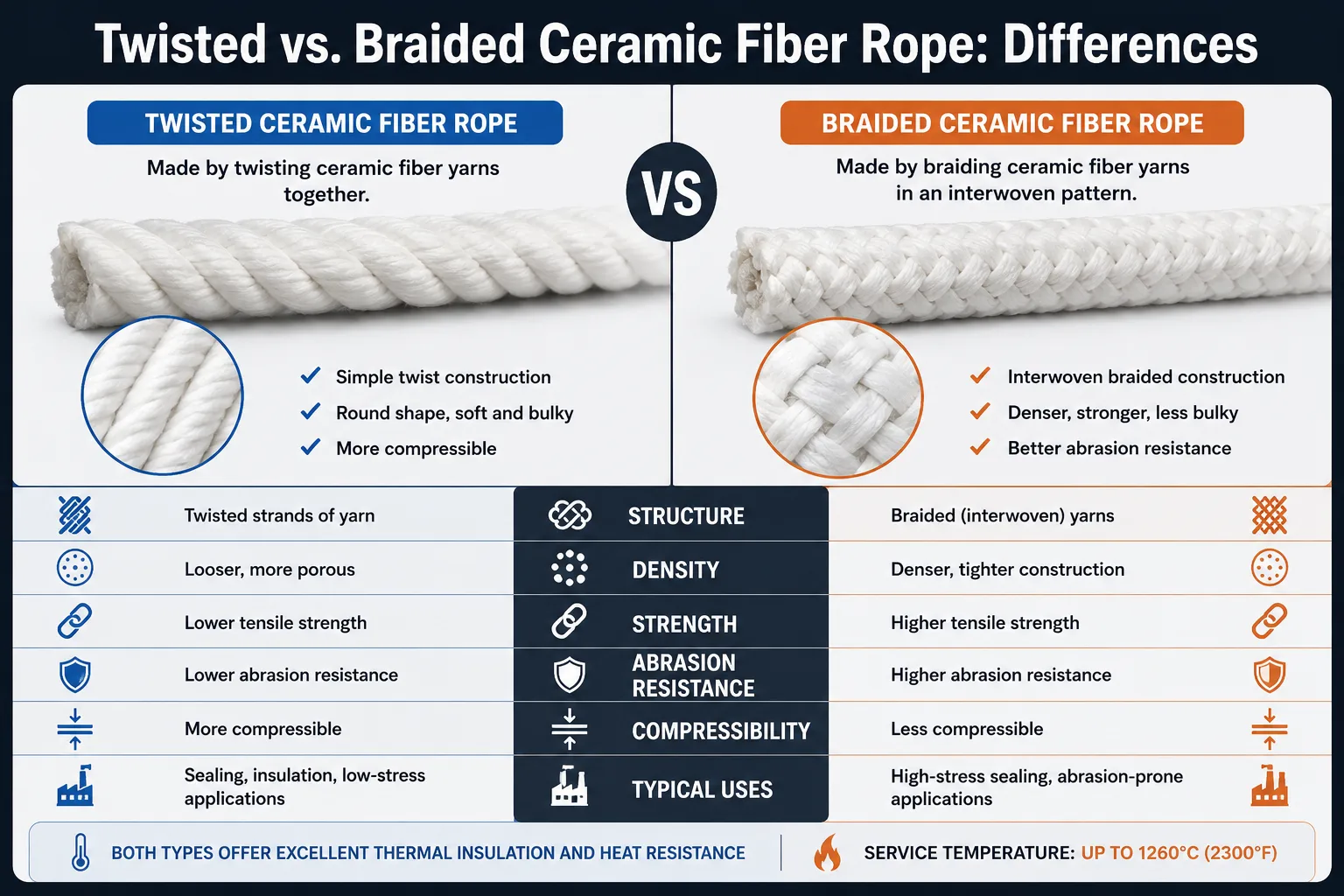
Q1: What is the primary difference between twisted and braided ceramic fiber rope?
The construction method defines the difference. Twisted rope winds multiple yarn strands helically around a core, producing a flexible rope with a grooved surface. Braided rope interlaces yarn strands in a diagonal over-and-under pattern, producing a more dimensionally stable rope with a smoother surface. Braided construction offers better abrasion resistance and compression recovery; twisted construction offers better flexibility and lower cost.
Q2: Can ceramic fiber rope be used outdoors or in wet environments?
Ceramic fiber rope is not designed for outdoor or wet service. Moisture absorption reduces its thermal performance, causes increased shrinkage during first heat, and in cold climates can cause freeze-thaw damage to the fiber structure. If outdoor installation is required during construction, protect the rope with temporary covering and ensure it is fully dry before first heat exposure.
Q3: How do I calculate the correct rope diameter for a furnace door groove?
Measure the groove width and depth. For a round rope in a square-section groove, select a rope diameter approximately 10% to 15% larger than the groove depth. This provides the compression needed for sealing (approximately 25% linear compression). For square braided rope in a square groove, select rope cross-section equal to the groove dimensions — the rope will compress to seat in the groove.
Q4: What temperature can standard ceramic fiber rope handle continuously?
Standard aluminosilicate ceramic fiber rope handles continuous service temperatures up to 1000°C. High-alumina grades extend this to 1200°C. Polycrystalline mullite rope handles 1400°C continuously. Zirconia-based rope handles up to 1600°C. Short-term peak exposures can exceed these values by 150°C to 200°C in most grades.
Q5: Is braided ceramic fiber rope always more expensive than twisted rope?
Braided rope typically costs 10% to 30% more per linear meter than twisted rope of equivalent diameter and fiber grade. The price premium reflects the more complex manufacturing process. However, when total cost of ownership is considered — including replacement frequency and maintenance labor — braided rope often proves more economical in dynamic sealing applications due to significantly longer service life.
Q6: Can ceramic fiber rope be used in vacuum furnace applications?
Yes, with the appropriate grade selection. Standard aluminosilicate grades are suitable for vacuum applications up to 1000°C. For higher temperatures under vacuum, high-purity or polycrystalline grades should be specified. Importantly, the binder systems used in some ceramic fiber rope grades outgas at elevated temperatures — specify a low-binder or binder-free grade for critical vacuum applications where contamination is a concern.
Q7: How do I attach ceramic fiber rope to a furnace door frame?
High-temperature adhesives based on sodium silicate (water glass), colloidal silica, or calcium aluminate refractory cements are the standard attachment method. Apply adhesive to the groove, press the rope firmly into position, and allow the adhesive to cure before the first heat cycle. For rope in compression applications (door gaskets), no adhesive may be necessary if the groove holds the rope mechanically. Wire staples or ceramic fiber staple systems can also secure rope in large installations.
Q8: What is the difference between ceramic fiber rope and ceramic fiber blanket or board?
Ceramic fiber rope, blanket, and board all use the same fiber chemistry but differ in form factor and application. Blanket is a flexible, low-density mat used for furnace lining backup insulation and wrapping. Board is a rigid or semi-rigid panel used for furnace wall construction and door panels. Rope is a linear product specifically designed for sealing grooves, joints, and gaps where blanket and board cannot conform to the required geometry.
Q9: Does ceramic fiber rope shrink at high temperatures and how much?
Linear shrinkage occurs when ceramic fiber rope is first heated to near its maximum service temperature. Standard aluminosilicate rope shrinks 2% to 5% linearly at 1000°C. This shrinkage is permanent — subsequent heating cycles cause minimal additional shrinkage. Shrinkage must be accounted for in installation: cut rope 2% to 5% longer than the groove perimeter, and anticipate that compression joints will need retightening after the first heat cycle.
Q10: What is reinforced ceramic fiber rope and when is it needed?
Reinforced ceramic fiber rope incorporates stainless steel wire, Inconel wire, or fiberglass yarn woven into the braid or twisted around the rope exterior. Reinforcement adds tensile strength for applications where the rope supports its own weight over long spans, must withstand pull-out forces during maintenance, or requires specific handling characteristics. Wire-reinforced rope is also used in rotating kiln seals where rope continuity must be maintained despite mechanical stress. The reinforcement wire limits maximum service temperature in the wire material to approximately 900°C for stainless steel or 1100°C for Inconel.
Conclusion: Matching Rope Construction to Application Requirements
Selecting between twisted and braided ceramic fiber rope is a technical decision that directly affects seal performance, maintenance frequency, and total operating cost over the life of the installation.
Our practical summary:
- Twisted rope is the right choice for static sealing, complex geometries requiring high flexibility, lower-budget applications where performance meets minimum requirements, and large-diameter installations where braided rope is not available.
- Braided rope is the right choice for dynamic seals with mechanical movement, high-cycle duty applications, rotating kiln seals, any application where fiber shedding is problematic, and premium industrial installations where service life extension justifies cost premium.
- Fiber grade selection is determined by service temperature independently of construction type — always establish temperature requirements before selecting construction type.
- Core material selection completes the specification by addressing tensile requirements and temperature limits for reinforcement components.
When in doubt between the two construction types, braided rope provides a conservative selection that almost always performs adequately in applications where twisted rope would also have worked. The reverse is not always true.
