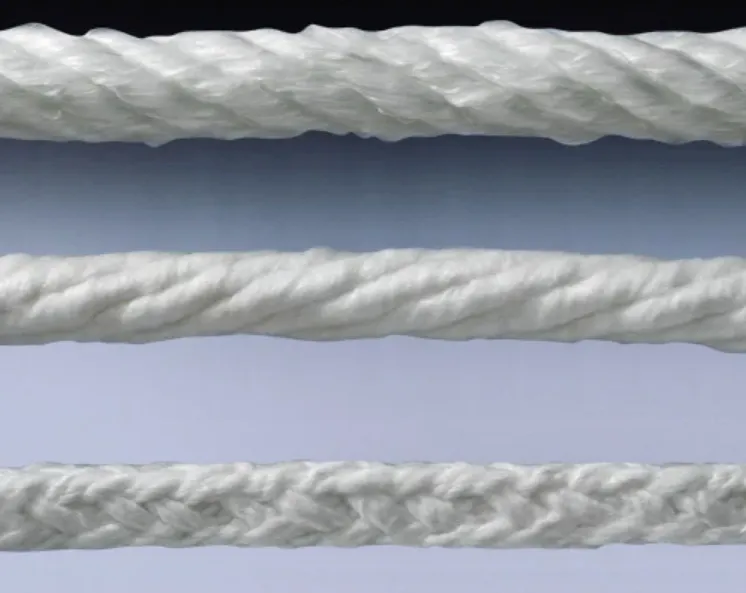
Our twisted ceramic fiber rope is a high-performance refractory textile manufactured from high-purity alumina-silica ceramic fibers. Engineered for extreme thermal environments, this twisted rope is capable of continuous operation at temperatures up to 1260℃ (2300℉). Compared to braided alternatives, the twisted construction offers a more economical and flexible solution for high-temperature packing and sealing.
If your project requires the use of twisted ceramic fiber rope, you can contact us for a free quote.
As a specialized manufacturer, we provide twisted ceramic fiber ropes reinforced with fiberglass or stainless steel wire to enhance tensile strength and structural integrity. Whether you are sealing industrial furnace doors or insulating high-temperature pipes, our ropes provide excellent chemical stability and resistance to thermal shock.
What is a twisted ceramic fiber rope, and what does 2300℉ rating truly mean?
A twisted ceramic fiber rope is a flexible cord made from ceramic fiber yarns that are twisted into a round profile. The rope acts as a compressible heat barrier and sealing element at elevated temperature. Typical roles include door seals, expansion joint packing, access panel gaskets, and hot gas leakage control.
Also read: Ceramic Fiber Square Rope: 2300F High Temp Gasket Specs
What “ceramic fiber” means in this context
In most industrial catalogs, “ceramic fiber” refers to aluminosilicate refractory ceramic fiber (RCF) or related high temperature fibers. These fibers are formed by melting and fiberizing alumina and silica based materials, then converting fibers into yarn and rope through textile steps.
Common fiber families used in rope products include:
- Aluminosilicate RCF (traditional refractory ceramic fiber).
- Alkaline earth silicate (AES) bio-soluble fiber, used when regulatory limits require lower bio-persistence.
- High alumina fiber blends (used where shrinkage control at very high temperature becomes critical).
AdTech can supply twisted ceramic fiber rope as “stock” items in common diameters and can also produce custom builds that match a groove design, a target compressibility, or a reinforcement requirement.
What the 2300℉ rating actually represents
A 2300℉ label usually aligns with the maximum recommended continuous temperature of the fiber itself under clean laboratory conditions. Field equipment imposes additional variables that can reduce usable limits:
- Direct flame impingement
- High velocity oxidizing gas streams.
- Chemical splash or vapor attack
- Mechanical abrasion
- Frequent thermal cycling.
- Over-compression in a narrow gland.
A practical engineering approach treats 2300℉ as the upper boundary of fiber stability, then sets a service margin based on heat flux, atmosphere, movement, and expected seal compression. Many plants see the best life when operating below the label limit, particularly in oxidizing flow with vibration.
Also read: Ceramic Fiber Rope Price: 2026 Wholesale Bulk Cost Guide.
Where twisted rope sits within the gasket landscape
Twisted ceramic fiber rope fills the gap between rigid refractories and thin gasket sheets:
- More conformable than board or brick
- Higher temperature capability than many organic elastomers.
- Easier replacement compared with castable sealing lips.
- Works well in irregular sealing surfaces where a flat gasket cannot maintain contact.
Which raw materials and manufacturing steps shape rope performance?
Rope behavior depends on fiber chemistry, yarn quality, twisting tension, and any reinforcement or coating.
Fiber chemistry and shot content
Ceramic fibers contain both fibers and non-fibrous particles called “shot.” Higher shot content often correlates with reduced flexibility and higher dust generation during handling.
AdTech production targets low shot content, tight chemical control, and consistent fiber diameter distribution, supporting uniform yarn strength and smoother rope packing.
Yarn formation and twisting
A twisted rope typically uses multiple yarn bundles twisted together. Twisting:
- Builds roundness and resilience.
- Improves handling strength.
- Influences compressibility and recovery after door closure cycles.
Twist level matters. Very tight twist increases firmness and abrasion resistance yet may reduce conformability. Loose twist increases softness yet may fray faster in high velocity gas streams.
Optional reinforcement choices
Reinforcement increases tensile strength and reduces deformation under repeated compression. Common reinforcements include:
- Fiberglass filament reinforcement (economical, limited at high temperature).
- Stainless steel wire reinforcement (better mechanical strength, watch oxidation limits).
- Inconel wire reinforcement (best oxidation resistance, higher cost).
Reinforcement selection should match both temperature and mechanical duty cycle.
Coatings and surface treatments
Coatings modify surface friction, dusting, and gas leakage. Examples:
- Graphite coating to reduce friction and ease sliding in moving joints.
- Vermiculite coating to reduce fraying and improve abrasion resistance.
- High temperature binders that reduce fiber shedding during installation.
Coatings must match the atmosphere and cleanliness requirements. Graphite can mark adjacent surfaces and may oxidize at high temperature in oxygen rich flow. Vermiculite can improve surface toughness yet may slightly alter compressibility.

Which physical and thermal properties matter most in real equipment?
A rope seal is a mechanical part, not only insulation. The most common performance complaints trace back to compressibility mismatch, thermal shrinkage, or abrasion.
Key properties that engineers evaluate
- Maximum continuous temperature (fiber dependent).
- Linear shrinkage at elevated temperature.
- Bulk density and resilience.
- Tensile strength and handling durability.
- Thermal conductivity (heat loss control).
- Compression set (loss of thickness after long dwell under load).
- Dusting tendency and surface integrity.
- Chemical compatibility with process gases.
Table 1. Typical property ranges used in procurement specifications (indicative values)
| Property | Typical range seen in 2300℉ class ceramic fiber rope | Engineering relevance |
|---|---|---|
| Max continuous temperature rating | up to 2300℉ (1260°C) | Thermal suitability of fiber |
| Short exposure limit | higher than continuous rating, application dependent | Emergency excursion tolerance |
| Linear shrinkage | low at 1800℉ to 2300℉, spec dependent | Seal gap growth, leakage risk |
| Bulk density | product dependent | Compression behavior, heat leak |
| Thermal conductivity | low relative to dense refractories | Energy efficiency, touch safety |
| Tensile strength | reinforcement dependent | Pull-through resistance during installation |
| Organic content | low, binder dependent | Smoke at start-up, odor, residue |
| Diameter tolerance | manufacturer dependent | Fit within groove, seal consistency |
Notes: Published values vary by test method, specimen preparation, and compression state. Buyers should match test conditions to use conditions.
Thermal conductivity in context
Rope reduces heat transfer mainly by trapped air and fiber structure. Heat flow depends on compression:
- Higher compression often raises heat transfer because air void volume drops.
- Too little compression causes leaks and blow-by.
An optimized gland design finds a middle ground: adequate contact pressure without crushing the rope.
Shrinkage and first heat cycle behavior
Most ceramic fiber textiles contain a small amount of binder or sizing. During first heat-up, burn-out can occur and the rope may “seat” into its final thickness. Maintenance plans should expect a short bedding-in period, then stable performance if the joint remains within temperature limits.
Which rope constructions exist, and when is twisted rope the right pick?
High temperature rope products come in several constructions. Twisted rope is only one option, and selection should match motion, abrasion, and sealing geometry.
Common rope constructions
- Twisted rope
- Braided rope (square braid, round braid).
- Knitted rope or knitted packing.
- Ladder tape and braided tape (flat forms, not rope).
- Sleeve and tubing (used around thermocouples, lines, cables).
Table 2. Construction comparison: twisted vs braided vs knitted
| Construction | Typical strengths | Typical limitations | Good fit scenarios |
|---|---|---|---|
| Twisted rope | Simple build, cost effective, good compressibility | Can fray under abrasion, less dimension stability than braided | Door seals with moderate wear, access panel seals |
| Braided rope | Better abrasion resistance, better size stability | Often higher cost, may feel stiffer | Sliding seals, repeated motion, higher gas velocity |
| Knitted rope | Very conformable, good gap filling | Can snag, may wear faster in abrasive flow | Irregular gaps, temporary seals, complex geometry |
When twisted rope becomes the preferred option
Twisted rope tends to win when the joint needs:
- Good compressibility at moderate clamp load.
- Simple replacement.
- Economical stock supply in many diameters.
- A round cross-section that sits naturally in a groove.
Braided rope can outperform twisted rope in sliding abrasion, while twisted rope often performs well in door perimeters and static joints.

Which common industrial uses match ceramic fiber rope best?
A 2300℉ class ceramic fiber rope appears across thermal processing industries. Below are recurring applications that align with typical Google search intent: “kiln door rope,” “furnace door gasket,” “boiler access door seal,” “high temp rope gasket,” “refractory rope insulation,” “stove door rope replacement,” plus procurement oriented searches such as “ceramic fiber rope supplier” and “bulk ceramic rope stock.”
Application categories
Heat treating and metal processing
- Furnace door seals
- Charging door perimeters
- Peephole and access cover gaskets
- Fan housings and hot air duct inspection panels.
Ceramic, glass, and kiln operations
- Kiln car door seals
- Kiln peep sight seals
- Expansion gap packing near kiln openings.
Power, boilers, and incineration
- Access door seals on boilers and ducting.
- Ash handling inspection panels where hot gas leakage needs control.
- Flue and breeching inspection covers.
Petrochemical and process heaters
- Hot gas inspection ports
- Burner access panel seals
- Instrument penetration packing around hot casings.
Commercial and residential heating equipment
- Stove door rope gasket replacement
- Fireplace inserts
- Pizza ovens and small kilns
Important limitation: ceramic fiber rope is not a pressure rated gasket in the same sense as spiral wound or ring type joints. It is a compressible seal, best used where joint load is moderate and where leakage control, not full pressure containment, is the objective.
Table 3. Application matching checklist
| Application | Typical temperature at seal | Movement | Recommended rope build |
|---|---|---|---|
| Furnace door perimeter | 800℉ to 2000℉+ | frequent open-close | twisted or braided, optional coating |
| Kiln access panel | 600℉ to 1800℉ | occasional | twisted rope, standard |
| Hot duct inspection cover | 400℉ to 1200℉ | occasional, vibration | braided rope, wire reinforced optional |
| Burner tile access | up to rating, local hot spots | occasional | higher density rope, consider braid, check flame impingement risk |
| Stove door gasket | 500℉ to 1200℉ | frequent | rope with suitable diameter, adhesive matched to stove design |
How do diameter, density, reinforcement, and coatings affect sealing results?
Selecting a rope by temperature rating alone causes many field issues. The joint needs a rope diameter and firmness that match groove size and closure force.
Diameter selection basics
Most rope seals run best when installed with controlled compression. Under-compression creates leak paths. Over-compression accelerates crushing and permanent set.
A common target range in door sealing is moderate compression that ensures contact without excessive crushing. Exact percent depends on rope build and equipment stiffness.
Density and firmness
Two ropes of the same diameter can behave differently:
- Higher density rope resists blow-out and abrasion yet needs higher clamp load.
- Lower density rope seals with lower load yet may erode in high velocity flow.
AdTech can supply multiple density grades to suit light doors, heavy furnace doors, or access panels with limited bolt loading.
Reinforcement selection
Reinforcement improves mechanical robustness yet changes flexibility.
Table 4. Reinforcement options and typical tradeoffs
| Reinforcement type | Benefits | Limitations | Common selection logic |
|---|---|---|---|
| None | Soft, easy seating, good conformability | Lower tensile strength | Light duty doors, low abrasion zones |
| Fiberglass filament | Better handling strength, economical | Lower temperature capability than ceramic fiber | Moderate temperature joints below fiberglass limits |
| Stainless steel wire | Strong, better wear resistance | Oxidation risk at very high temperature | Hot doors, higher closing force, abrasion |
| Inconel wire | Highest oxidation resistance | Higher cost, longer lead time possible | Severe service, frequent cycling, high value equipment |
Coatings and treatments
Coatings can improve installation and durability:
- Graphite coating reduces friction, helps rope slide during closing, reduces wear on door edges.
- Vermiculite coating reduces fray and dusting, improves surface hardness.
Coating choice should consider cleanliness requirements. Some heat treat processes require low contamination. Graphite can transfer to parts if contact occurs near a load zone.
How should engineers size a rope seal and design the gland or groove?
A rope gasket performs best with a groove that controls compression and prevents blow-out. Many OEM designs use a channel in the door or the frame.
Groove design essentials
Key parameters:
- Groove width
- Groove depth
- Corner radii
- Retention method (adhesive, mechanical clips, or both).
- Joint gap and flatness.
- Door stiffness and latch force.
A groove should prevent extrusion while allowing the rope to compress and recover.
Practical sizing rule set used by maintenance teams
- Measure groove depth and width at several locations.
- Choose rope diameter slightly larger than groove depth to allow compression.
- Confirm latch torque or closure force can compress rope without bending the door.
- Use adhesive sparingly to hold position, not to fill large voids.
Table 5. Typical rope diameters stocked and common use cases
| Nominal diameter | Typical use cases |
|---|---|
| 6 mm (1/4 in) | small access doors, instrument panels |
| 10 mm (3/8 in) | stove doors, small kiln doors |
| 12 mm (1/2 in) | medium furnace doors, duct covers |
| 16 mm (5/8 in) | large furnace doors, heavy access panels |
| 19 mm (3/4 in) | large perimeter seals, uneven surfaces |
| 25 mm (1 in) | large industrial doors, expansion packing |
Stock availability varies by supplier. AdTech maintains common sizes and can produce custom diameters when the groove design requires it.
Joint corners and butt splices
Corners often become leak points. A good corner practice:
- Use clean 45 degree miter cuts on rope ends.
- Keep rope continuous around the perimeter when feasible.
- Use high temperature adhesive at joints, then compress evenly during cure.
If the joint sees high velocity gas, a scarf joint can reduce direct leak path compared with a straight butt joint.
How should installers cut, join, bond, and commission ceramic fiber rope?
Even premium rope can fail quickly if the first installation goes poorly. Common causes include dull cutting tools that fray yarn, excessive adhesive that hardens the rope, and rushed heat-up that burns binder unevenly.
Cutting and handling
Recommended steps:
- Wear appropriate PPE (see safety section).
- Use sharp ceramic shears or a fresh utility blade.
- Wrap the cut location with masking tape prior to cutting to reduce fray.
- Remove tape after rope seats in the groove.
Adhesives and mechanical retention
High temperature gasket cement, sodium silicate based adhesive, or stove gasket adhesive are used depending on operating temperature and substrate. Adhesive selection should match:
- maximum temperature at the bond line
- substrate type (steel, cast iron, refractory)
- cure schedule (air dry vs heat cure)
- exposure to moisture or steam
Adhesive should act as a positioning aid. Thick adhesive beads can create hard spots and leak paths.
Commissioning and first heat-up
A staged start-up reduces steam spall and binder smoke:
- Allow adhesive to cure according to manufacturer data.
- Perform a gradual heat-up to drive off residual moisture.
- Re-torque latches or clamps after the first heat cycle if the door design permits adjustment.
Table 6. Installation do’s and don’ts
| Do | Why | Don’t | Risk created |
|---|---|---|---|
| Clean groove, remove old cement | uniform seating | Install over loose residue | uneven compression, leaks |
| Use sharp tools, clean cuts | tighter joints | Tear rope by hand | fray, dusting |
| Apply thin adhesive film | stable placement | Fill groove with cement | hard spots, early wear |
| Seat rope without stretching | stable length | Stretch rope during install | shrink-back, corner gaps |
| Heat up gradually | controlled binder burn-out | Rapid heat spike | smoke, shrink, cracking at joints |
What safety, regulatory, and environmental points should buyers confirm?
Ceramic fiber products require responsible handling. Many plants already have site procedures, yet purchasing teams still need correct documentation to support EHS compliance.
Refractory ceramic fiber (RCF) health considerations
RCF dust can irritate skin, eyes, and respiratory tract. Some jurisdictions classify RCF as a suspected carcinogen based on specific criteria. Safety practices typically include:
- Local exhaust ventilation during removal and installation.
- Respiratory protection where airborne dust may occur.
- Gloves and long sleeves to reduce skin irritation.
- Wet methods or HEPA vacuum cleanup, not dry sweeping.
- Bagging and labeling waste per site rules.
AdTech provides SDS documentation and can supply bio-soluble AES fiber rope options when a site policy requires lower bio-persistence fibers.
Regulatory and compliance topics frequently requested
- SDS compliant with GHS requirements.
- REACH status and SVHC statements when relevant.
- RoHS statements when requested by customer policy.
- Country of origin documentation, HS code support.
- Quality system documentation such as ISO 9001 certification.
Environmental durability and disposal
Spent rope may contain captured dust, soot, or process residues. Disposal method depends on contamination level and local regulations. Maintenance teams should treat removed rope as industrial waste and avoid shaking it to reduce airborne fibers.
How does ceramic fiber rope compare with fiberglass, silica, graphite, and other options?
Many buyers compare “high temp rope gasket” materials. A fair comparison considers temperature, atmosphere, abrasion, and budget.
Table 7. Material comparison at a glance
| Material | Typical temperature capability | Key strengths | Common limitations |
|---|---|---|---|
| Ceramic fiber rope (2300℉ class) | up to 2300℉ | high heat resistance, good insulation, compressible seal | dust control needed, may shrink near limit |
| Fiberglass rope | lower than ceramic | economical, good handling | softening and strength loss at higher temperature |
| Silica rope | high, often near 1800℉ to 2000℉ class | good high heat stability, lower irritation than some fibers | cost, can devitrify depending on exposure |
| Graphite rope packing | high in inert conditions | low friction, chemical resistance in many media | oxidation in air at higher temperature |
| PTFE rope packing | moderate temperature | chemical resistance, low friction | not suitable at very high temperature |
| Mineral wool rope | lower to moderate | low cost insulation | limited temperature, poor sealing resilience |
Selection logic used in thermal equipment:
- Use ceramic fiber rope when heat exceeds fiberglass capability or when insulation value matters.
- Use braided ceramic rope with coating when abrasion dominates.
- Use graphite packing in valves and pumps where friction control matters and oxygen level stays low.
- Use silica where very high heat and lower shrinkage are needed, budget permitting.
What quality assurance checks should procurement request from AdTech or any supplier?
Purchasing teams often receive generic datasheets. A stronger approach requests batch level data tied to measurable properties that correlate with performance.
Documents that support EEAT grade purchasing decisions
- Product datasheet with temperature rating definition and test basis.
- SDS and handling guidance
- Lot traceability, batch number on cartons.
- Diameter tolerance and roundness criteria.
- Statement of reinforcement material type when reinforced.
- Coating description and any potential outgassing notes.
- Packaging method that limits crushing during transit.
Incoming inspection tips used by maintenance warehouses
- Check carton labeling matches diameter, reinforcement, coating, batch number.
- Inspect rope surface: excessive loose fiber indicates handling damage.
- Confirm diameter using calipers without compressing the rope excessively.
- Pull a short section gently: abnormal shedding can indicate poor yarn integrity.
Table 8. Procurement specification template items
| Category | What to specify | Why it matters |
|---|---|---|
| Temperature rating | continuous limit, short excursion note | prevents misuse near flame hot spots |
| Fiber type | RCF or AES bio-soluble | EHS compliance alignment |
| Diameter and tolerance | nominal size plus tolerance | groove fit, compression predictability |
| Construction | twisted, braid, knit | abrasion resistance, flexibility |
| Reinforcement | none, fiberglass, SS, Inconel | tensile strength, longevity |
| Coating | none, graphite, vermiculite | wear resistance, friction behavior |
| Packaging | coil length, spool type, moisture barrier | warehouse control, damage reduction |
| Documentation | SDS, COC, batch traceability | audit readiness |
AdTech can align supply with a customer specification sheet and provide samples so engineering can validate fit before a bulk order.
Which failure modes appear in service, and how can maintenance teams prevent them?
Most field failures fall into a short list. Addressing root causes often improves seal life more than switching brands.
Failure mode 1: Premature crushing and permanent set
Symptoms: rope becomes flat, door requires re-latching, leaks reappear.
Likely causes
- Excessive compression due to wrong diameter or shallow groove.
- Door misalignment creating localized overload.
- Very high temperature near the limit, causing shrinkage and embrittlement.
Corrective actions
- Re-measure groove, adjust rope diameter.
- Check hinges, latches, door flatness.
- Add a higher density rope or braided construction in high load zones.
Failure mode 2: Fraying and erosion
Symptoms: surface fibers pull out, dust accumulates, gaps form.
Likely causes
- High velocity gas stream at the seal line.
- Door rubbing during cycles.
- Sharp metal edges cutting yarn.
Corrective actions
- Add vermiculite coated or braided rope.
- Radius sharp edges, add wear strips.
- Use mechanical retainers to prevent rope creep.
Failure mode 3: Leakage at corners and joints
Symptoms: hot spots at corners, smoke trails, localized oxidation.
Likely causes
- Poor joint cutting, butt joint gaps.
- Rope stretching during install, then shrink-back.
- Adhesive failure at splice.
Corrective actions
- Use miter cuts, scarf joints in severe leakage zones.
- Install without tension.
- Use adhesive only as positioning aid, clamp during cure.
Failure mode 4: Excess smoke or odor on start-up
Symptoms: smoke during first heat cycle.
Likely causes
- Binder burn-out
- Excess adhesive volume
Corrective actions
- Staged heat-up, adequate ventilation during initial commissioning.
- Reduce adhesive thickness, allow full cure.
FAQ
Ceramic Fiber Rope: 10/10 Construction FAQ
1. Does 2300°F mean the rope will last indefinitely at 2300°F?
No. 2300°F (1260°C) is a laboratory classification rating. In a real-world kiln or furnace, service life is dictated by the atmosphere (oxidizing vs. reducing), gas velocity, compression levels, and the frequency of thermal cycling. Most experienced engineers design systems with a safety margin significantly below the label limit to ensure long-term reliability.
2. What is the difference between twisted and braided rope?
Twisted Rope: Produced by twisting yarn bundles together. It is soft, very compressible, and ideal for filling large, irregular gaps.
Braided Rope: Produced by interlacing yarns (round or square). It offers much higher abrasion resistance, better dimensional stability, and is the standard for mechanical seals and door gaskets that face regular movement.
3. Which diameter should I choose for a door gasket?
SELECTION TIP
Measure the actual groove depth and width. Choose a diameter that allows for approximately 15-25% compression to fill the groove without “crushing” the fiber structure. Crucial: Never use the thickness of a flattened, used rope as your reference for a new diameter.
4. Can ceramic fiber rope touch direct flame?
5. Which adhesive should be used with ceramic fiber rope?
6. Is ceramic fiber rope the same as asbestos rope?
7. What reinforcement should I select?
- Unreinforced: For light-duty, static seals where no pulling force is applied.
- Wire Reinforced (SS): For frequent door cycling or where the rope might be pulled through a gland.
- Inconel Reinforced: For the most severe high-temperature oxidizing environments where standard stainless steel wire would fail.
8. How should ceramic fiber rope be stored?
9. Why does the rope shrink after the first heat cycle?
10. What information should purchasing request?
PROCUREMENT CHECKLIST
To ensure quality, specify:
- Fiber Type: RCF (Refractory) or AES (Bio-Soluble).
- Construction: Twisted, Round Braided, or Square Braided.
- Reinforcement: Glass or Metallic (SS/Inconel).
- Packaging: Coil length per carton and batch traceability.
Technical summary
AdTech twisted ceramic fiber rope, rated to 2300℉, functions as a compressible thermal seal that reduces heat loss and leakage in high temperature equipment. Successful application depends on matching rope diameter and firmness to groove geometry, selecting reinforcement and coating based on abrasion and cycling, commissioning with a controlled first heat-up, and maintaining EHS discipline regarding fiber dust. When those factors are handled correctly, twisted ceramic fiber rope remains one of the most cost-effective, widely adaptable sealing materials in thermal processing plants.
