Tube filtration provides a reliable method for removing non-metallic inclusions and entrained oxides from molten aluminium, producing a more uniform metal flow and significantly lowering scrap rates. When correctly specified and installed, porous alumina tube filters deliver finer filtration than many foam filters, improve casting surface finish, and raise first-pass yield, while requiring routine thermal handling and matched gating design to avoid clogging and thermal shock.
1. What tube filtration is and why it matters in aluminium casting
Tube filtration uses rigid, porous ceramic tubes placed in the melt path to trap inclusions and break up oxide films while allowing molten aluminium to pass. Filter tubes are most often installed within troughs, stalk tubes, ladles or inline filter housings and are common in gravity, low-pressure and certain continuous casting lines. The primary benefit is a reduction in inclusions that otherwise cause surface blemishes, internal defects, cold shuts and lower mechanical properties.
Industry experience shows that including a properly matched tube filter between furnace and mold reduces defect rates and improves downstream processing stability. That improvement translates into less rework, fewer scrap pieces and higher customer acceptance for finish-critical castings.

2. Core materials and manufacturing of filter tubes
Typical materials
-
Fused alumina (Al₂O₃): most common due to good chemical resistance to molten aluminium and suitable thermal properties.
-
Zirconia-stabilized ceramics: used for higher-temperature alloys or where mechanical robustness is needed.
-
Bonded particle alumina: sometimes offered in cartridge formats that combine particulates into a rigid body.
Manufacturing notes
Filter tubes are produced by forming porous ceramic bodies with controlled grain size and sintering profiles. The final porosity and tortuosity determine the nominal filtration rating and pressure drop characteristics. Manufacturers often classify grades by grain size or nominal particle capture size to help match tube selection to inclusion size distribution in the melt.
3. How tube filtration works in foundry practice
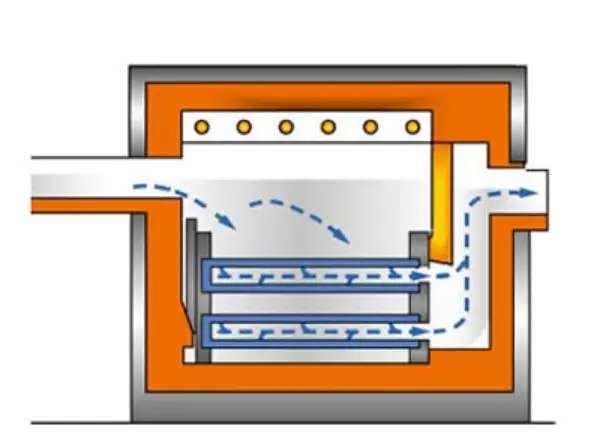
A molten aluminium stream approaching the filter is forced through many small interconnected pores. Inclusions and oxide fragments larger than the effective pore throat are captured in the filter matrix or trapped in the tortuous channels. The filter also dissipates turbulent flow, encouraging laminar filling which reduces entrainment of surface oxides during mold filling.
Key mechanisms:
-
Mechanical sieving: larger particles get held at pore throats.
-
Interception and adsorption: smaller particles attach to pore walls because of flow path geometry.
-
Flotation and agglomeration downstream: the filter can change flow structure so tiny particulates have greater chance to agglomerate and be caught.
Practical note: tube filters are passive; their effectiveness depends strongly on melt cleanliness, melt temperature control, and upstream degassing processes. Combining tube filtration with online degassing or rotary degassing typically yields the best results.
| Feature | Ceramic Foam Filter (CFF) | Tube Filtration System |
| Filtration Area | Standard (Single Plane) | 3-5x Larger (Multi-tube) |
| Fine Inclusion Removal | Good | Excellent (High Precision) |
| Metal Quality | General Casting | High-End Foil / Aerospace |
| Refractory Lining | Simple | Specialized Filter Box |
4. Filter grades, pore sizes and selection criteria
Selecting the right tube filter grade is a balance among target inclusion size, acceptable pressure drop, casting cycle time, and melt chemistry. Most suppliers offer graded pore sizes or grain-size codes that correspond to nominal capture efficiency.
Typical selection criteria
-
Alloy and casting type: high-strength aerospace alloys demand finer filtration than general-purpose sand castings.
-
Flow rate and pressure head: low head systems cannot use very fine filters because of excessive pressure loss.
-
Inclusion size distribution: laboratory sampling or online analysis informs the needed cut point.
-
Thermal shock risk: thin-walled fine filters may crack under improper preheating.
-
Mechanical strength: where handling is frequent, choose stronger bonded tubes.
Manufacturers publish grade charts and recommended applications. Using a slightly coarser grade in a low-head gravity line may prevent premature plugging while still delivering meaningful inclusion removal.
5. Common tube filter designs and mounting methods
Designs
-
Straight tubular cartridges: simple cylinders inserted into housings or troughs.
-
Stalk tube assemblies: a filter placed at the base of a stalk tube to clean metal drawn from furnace bottom during each tapping cycle. Recommended for wheel casting and other precision parts.
-
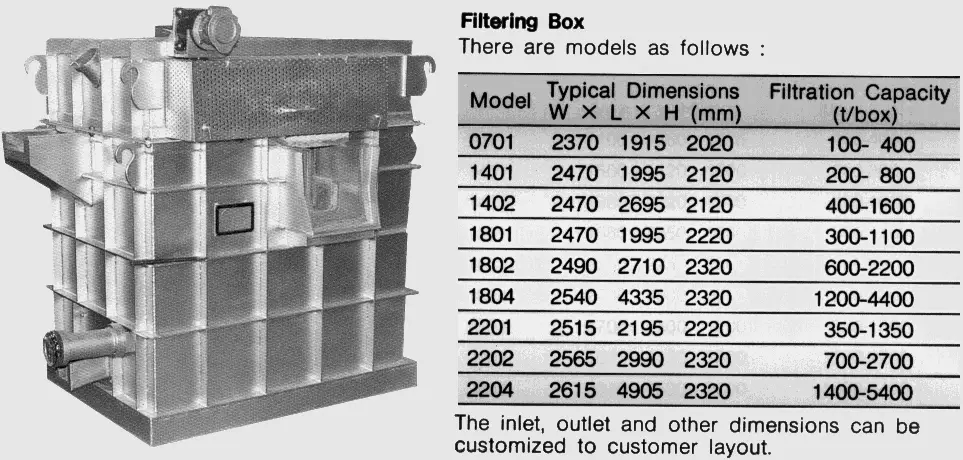
Cartridge arrays in boxes: multiple tubes mounted in parallel inside a filter box for large flow rates.
Mounting considerations
-
Sealing: ensure metal bypass is prevented. Gaskets must withstand the molten metal environment or design a mechanical seal with refractory.
-
Orientation: horizontal or vertical mounting changes plugging mode and handling. Vertical orientation commonly helps self-cleaning by allowing trapped inclusions to settle below the melt level.
-
Preheating support: fixtures should allow safe preheat and insertion without thermal shock.
6. Installation, thermal management, and handling best practices
A tube filter must be handled with care to avoid fracture and to reduce risk of thermal shock.
Preheat and insertion
-
Preheat filter tubes to an appropriate temperature (manufacturer guidance) to remove moisture and reduce thermal gradient upon insertion.
-
Use a controlled ramp on direct immersion; avoid dropping cold filters into hot melt.
Operational tips
-
Keep melt temperature within recommended zone for alloy and filter type to avoid chemical attack or premature clogging.
-
Combine tube filtration with an upstream coarse trap or skimming to prolong service life.
-
Inspect seals and housing regularly for leaks that allow metal bypass.
Safety
-
Use protective tools and stick frames or mechanical lifters for heavy cartridge arrays.
-
Train operators in safe insertion techniques and emergency response to filter fracture.
-
Maintain oxygen and combustible gas monitoring near filter handling stations.
Manufacturers emphasize correct thermal handling because ceramic bodies are brittle and can fail if exposed to rapid temperature changes.
7. Filtration performance: metrics, testing and expected benefits
Metrics to track
-
Inclusion capture efficiency: percentage reduction in particles above a given size after filtration.
-
Pressure drop: measured across the filter at operating flow rate. Higher drops indicate loading or too fine a grade.
-
Throughput before replacement: melt volume filtered per element before unacceptable flow loss or defects return.
-
Yield improvement: reduced scrap percentage or reduced machining allowance.
Typical benefits
-
Surface defect reduction in machined components.
-
Improved mechanical properties uniformity.
-
Lower porosity and decreased oxide-related defects.
-
Reduced downstream filtration needs.
Testing methods include lab particle counting of trapped slag, metallographic inspection of cast samples, and mold-level defect statistics. Many foundries pair tube filters with ceramic foam plates to capture a broad spectrum of inclusion sizes.
8. Comparisons: tube filters versus ceramic foam, bonded particle and cloth filters
Below is a comparative summary to help decision making.
Table 1. Comparative features of common aluminium filtration media
| Feature | Tube filters (porous alumina) | Ceramic foam filters | Bonded particle filters | Filter cloth and fabrics |
|---|---|---|---|---|
| Typical capture fineness | Fine to very fine | Medium to coarse | Medium; strong | Variable; often coarse |
| Pressure drop | Moderate to high for fine grades | Lower per unit area | Moderate | Low (but limited lifespan) |
| Mechanical strength | High (rigid) | Moderate | High | Low to moderate |
| Thermal shock sensitivity | High if thin-walled | Moderate | Moderate | High for some cloths |
| Best use | Precision castings, stalk tube systems | High-volume runs, gating boxes | Durable service in pumps and troughs | Supplemental or specialty cases |
| Typical cost per unit | Moderate to high | Low to moderate | Higher | Low |
This table reflects typical characteristics documented by suppliers and foundry engineers.
Observations:
-
Tube filters often provide higher precision removal than foam plates for certain inclusion size ranges.
-
Ceramic foam filters offer large filtration area at lower cost and are preferred for many high-volume applications.
9. Practical considerations: cost, inventory and lifecycle economics
Total cost of filtration depends on:
-
Unit price of filter elements.
-
Frequency of change and downtime cost.
-
Scrap reduction and reclaimed value from fewer defects.
-
Integration labor and handling equipment.
A simple lifecycle estimate:
-
Compute cost per filtered tonne: (element cost + labor + disposal) / tonnes filtered per element.
-
Estimate savings per tonne from defect reduction (reduced rework, less machining, reduced customer returns).
-
Compare to decide break-even or ROI time horizon.
Because tube filters can be reused for a set number of cycles depending on the system, and because fine-grade elements often load faster, maintain a stock policy oriented to expected throughput and lead times. Many foundries report payback within weeks to months when filters remove difficult-to-detect inclusions that would otherwise cause large scrap yield losses.
10. Troubleshooting and common failure modes
Symptom: sudden rise in pressure drop
Possible causes:
-
Filter plugging due to high inclusion load or slag ingress.
-
Sintered closure from reaction with flux or coatings.
Action: stop casting, replace or backflush if design allows, inspect upstream skimming.
Symptom: filter cracking on insertion
Possible causes:
-
Thermal shock from inadequate preheat.
-
Mechanical impact during handling.
Action: review preheating procedure, inspect handling tools.
Symptom: bypassing and unchanged defect rate
Possible causes:
-
Poor sealing or incorrect mounting orientation.
Action: verify mechanical seals, gating paths, and ensure all metal passes through filter.
Symptom: high aluminum pick-up on filter surface
Possible causes:
-
Chemical reaction from contaminants or flux residues.
Action: check melt chemistry and flux usage; try alternative filter grade or material.
A simple troubleshooting flow helps isolate upstream versus filter issues quickly and minimize downtime.
11. Case study snapshots and industry examples
-
Stalk tube filtration for wheel casting: Stalk tube filters placed at the furnace draw point reduce oxide inclusions when drawing metal for wheel casting, improving wheel integrity. Pyrotek documents significant inclusion reduction using stalk tube-mounted elements.
-
Cartridge arrays for high-flow casthouses: Filter boxes with parallel ceramic tubes are used in high-throughput lines to keep pressure drop low while maintaining filtration surface area. These systems are commonly used in rolling mill feedstock operations.
-
Combined degassing and filtration: Many foundries pair online rotary degassing with tube filters downstream to remove residual particulate after gas flotation. That combined approach yields the most robust improvement in melt quality.
12. Environmental, safety and regulatory considerations
-
Disposal: Spent ceramic elements contain trapped inclusions and should be handled like foundry waste. Recycle or dispose according to local regulations.
-
Dust: Handling dry ceramic elements can create dust; use dust control measures and PPE.
-
Operator safety: Hot metal operations require strict procedures for insertion, removal and emergency handling.
Foundries should document filter handling procedures within their safety management system and maintain records of element changes for traceability.
13. Implementation checklist and maintenance table
Table 2. Implementation checklist before first use
| Step | Action |
|---|---|
| 1 | Review supplier grade recommendations for your alloy and casting process |
| 2 | Prepare housing or stalk tube with correct seals and mounts |
| 3 | Train staff on preheating and insertion procedures |
| 4 | Stock spare elements and sealing parts for one week of operations |
| 5 | Run initial qualification castings and measure inclusion counts |
Table 3. Routine maintenance schedule (example)
| Frequency | Task | Notes |
|---|---|---|
| Daily | Visual check of housing seals and melt path | Verify no bypass paths |
| Weekly | Record pressure drop and throughput | Trending prevents surprises |
| Monthly | Inspect stored elements for damage | Replace any that show fracture lines |
| Per element change | Document volume filtered and reason for replacement | Maintain traceability |
Ceramic Tube Filtration & Precision Casting FAQ
1. What is the difference between tube filters and ceramic foam plates in practice?
2. How do I choose the correct pore grade for my alloy?
3. Can tube filters be used with low-pressure die casting (LPDC)?
4. How often should a tube filter element be changed?
5. Do tube filters protect against dissolved hydrogen or gas porosity?
6. What preheat method is recommended for ceramic tubes?
7. How can I verify filtration performance in my foundry?
Verification is done through:
- Metallographic Analysis: Examining polished cross-sections for inclusion counts.
- K-Mold or PoDFA tests: Quantitative assessment of melt cleanliness.
- Scrap Tracking: Correlating filter usage with reductions in machining rejects.
8. Can tube filters be cleaned and reused?
9. Do filters change the flow pattern in gating systems?
10. Which industries benefit most from tube filtration?
-
- Extrusion Billet
| Industry | Benefit |
|---|---|
| Aerospace | Critical defect elimination for flight safety. |
| Automotive | Improved tool life in CNC machining of engine blocks. |
| Reduction in die lines and surface defects. |
High-performance segments benefit the most due to their strict mechanical property requirements and zero-defect tolerance.
Final practical recommendations
-
Treat tube filtration as one element in a melt quality program. Pair it with degassing and good skimming.
-
Validate filter grade selection with test castings and inclusion analysis before full-scale rollout.
-
Invest in training and handling fixtures to minimize thermal shock damage and ensure operator safety.
-
Monitor pressure drop, defect metrics and element throughput to tune replacement intervals and control costs.
