Uygun şekilde belirlenmiş bir gaz giderici kullanarak döner gaz giderme grafit rotor ve optimize edilmiş ünite kurulumu, çözünmüş hidrojeni azaltmak ve erimiş alüminyumdan oksit kalıntılarını modern döküm kalitesi hedeflerini karşılayan seviyelere çıkarmak için en güvenilir endüstriyel yoldur; rotor geometrisi, gaz tipi ve akışı, dönme hızı, daldırma derinliği ve işlem süresi alaşım kimyası ve eriyik hacmi ile eşleştirildiğinde, işletme maliyeti ve döngü süresi etkisi kabul edilebilir düzeyde tutulurken, tipik hidrojen azalmaları tek haneli ppm'ye ve gözeneklilikte çarpıcı azalmalara ulaşılabilir.
1. Döner gaz giderme nedir ve neden önemlidir?
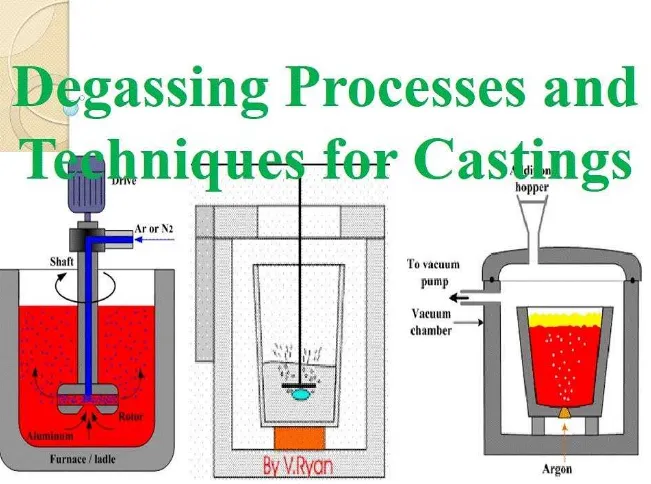
Döner gaz giderme ünitesi bir pervane veya rotor ile donatılmış döner bir prob aracılığıyla erimiş alüminyum içine inert bir temizleme gazı dağıtan bir eriyik işleme tekniğidir. Proses, eriyik boyunca yükselen ve çözünmüş hidrojen ve küçük oksit parçaları için mobil toplayıcılar olarak hareket eden küçük gaz kabarcıklarının yüksek bir popülasyonunu oluşturmaya dayanır; gaz kabarcıkları bu kirleticileri yakalar ve çıkarıldıkları yüzeye taşır. Düşük gözenekli bileşenleri hedefleyen alüminyum dökümcüler için döner gaz giderme standart bir uygulamadır çünkü sağlamdır, kontrol edilebilir ve tezgahtan yüksek hacimli üretime kadar ölçeklenebilir.

Rotary gaz giderme neden üretimde sıklıkla tercih edilir?
-
Proses değişkenleri optimize edildiğinde çözünmüş hidrojen için yüksek giderim verimliliği.
-
Çok çeşitli alaşımlar ve üretim ölçekleri ile uyumludur.
-
Yeniden emilimi ve kontaminasyonu en aza indiren kapalı sistemlerle temiz çalışma.
2. Kabarcık güdümlü gaz gidermenin arkasındaki temel fiziksel prensipler
Döner gaz giderme, kütle transferi ve iki fazlı akış fiziğine dayanır. Anahtar mekanizmalar:
-
Gaz-sıvı kütle transferi: Hidrojen, kısmi basınç farkları nedeniyle eriyikten kabarcığa yayılır. Kabarcık yüzey alanı ve kalma süresi transfer hızının başlıca etkenleridir.
-
Partiküllerin kabarcık sürüklenmesi: Oksit filmler ve inklüzyonlar kabarcık yüzeylerine yapışır veya kabarcık dalgaları içinde hapsolur. Uygun hidrodinamik, toplama verimliliğini artırır.
-
Kabarcık kopması ve birleşme kontrolü: Daha küçük kabarcıklar daha yüksek yüzey alanı-hacme sahiptir ve birim gaz başına daha fazla hidrojen yakalar; rotor geometrisi ve hızı kabarcık çapı dağılımını kontrol eder.
-
Termodinamik limit: Gaz giderme için eriyikteki çözünmüş gaz ile gaz fazı arasındaki denge tarafından yönetilen bir üst teorik verimlilik vardır; süreç optimizasyonu pratikte bu sınıra yaklaşmayı amaçlar.
3. Grafit rotor malzemeleri ve üretim notları
Grafit, termal şok toleransı, erimiş alüminyum ortamlarında korozyon direnci ve ince kabarcık oluşumunu destekleyen karmaşık pervane şekillerinde işlenebilirliği bir araya getirdiği için birçok dökümhanede ve alüminyum işleme ünitesinde tercih edilen rotor malzemesidir.
Tipik grafit rotor kaliteleri ve özellikleri
Aşağıda, endüstriyel gaz giderme rotorlarında görülen yaygın özellik aralıklarını gösteren yoğunlaştırılmış bir spesifikasyon tablosu bulunmaktadır. Değerler temsilidir; tedarikçiler tam kalite veri sayfaları sağlar.
| Mülkiyet | Tipik aralık |
|---|---|
| Yığın yoğunluğu | 1,6 - 1,85 g/cm³ |
| Gözeneklilik | 10% - 25% (sürece bağlı) |
| Eğilme mukavemeti | 10 - 85 MPa |
| Maksimum servis sıcaklığı | > 1000 °C (grafit inert atmosferde kararlıdır) |
| Tipik çaplar | 70 mm - 250 mm (rotor) |
| Yüzey kaplaması | Düzgün kabarcık dağılımı oluşturmak için işlenmiş oluklar veya kanatlar |
Endüstri tedarikçilerinden gelen kaynaklar benzer kalite parametreleri bildirmekte ve kalitenin rotor geometrisine ve çalışma ortamına (oksidasyon kontrolü, gerekirse oksidasyon önleyici kaplamalar) uygun olması gerektiğinin altını çizmektedir.
Üretim yöntemleri
-
Kalıplanmış grafit ve izostatik olarak preslenmiş grafit yaygındır. Erken arızaları önlemek için işleme toleransları ve iç gözeneklilik kontrolü önemlidir.
-
Oksidasyon önleyici işlemler veya kurban kaplamalar bazen eriyik yüzeyinin yakınında çalışırken veya ortamdaki oksijene uzun süre maruz kalındığında kullanılır.
4. Döner gaz giderme ünitesi mimarisi ve yardımcı bileşenler
Üretime hazır bir döner gaz giderme sistemi, şaft üzerindeki bir rotordan daha fazlasıdır. Komple bir ünite tipik olarak şunları içerir:
-
Hassas değişken hızlı tahrik ve kaplinli elektrikli veya pnömatik motor.
-
Gaz ölçümü ve akış kontrol sistemi (kütle akışı veya rotametre artı regülatör).
-
Rotorda termal şoku önlemek için ön ısıtma istasyonu veya kontrollü yerleştirme sırası.
-
Contalar ve hızlı değiştirilebilir kaplinler, uzun süreli duruşlar olmadan güvenli rotor değişimine olanak verecek şekilde tasarlanmıştır.
-
Hız, gaz akışı ve işlem sürelerini kaydetmek için yerel kontrol paneli veya PLC entegrasyonu.
Tipik modül yerleşimi (fonksiyonel bloklar)
-
Kontrol ve izleme kabini
-
Kademesiz hız kontrolü için motor ve frekans dönüştürücü
-
Gaz besleme manifoldu ve filtresi (nitrojen/argon beslemesi)
-
Kaplinli ve titreşim önleyici destekli rotor ve şaft tertibatı
-
Montaj çerçevesi ve operatör arayüzü

5. Temel süreç değişkenleri ve önerilen parametre pencereleri (mühendis için hazır)
Süreç performansı değişkenler arasındaki etkileşime bağlıdır. Aşağıdaki tabloda üretim denemelerinde ve hakemli çalışmalarda kullanılan pratik pencereler verilmiştir. Bunlar başlangıç noktalarıdır; yerinde RPT veya H-içeriği ölçüm yöntemlerini kullanarak en uygun noktayı bulun.
| Değişken | Tipik üretim penceresi | Notlar |
|---|---|---|
| Rotor hızı (rpm) | 300 - 400 rpm (yaygın), daha küçük rotorlar için 700 rpm'ye kadar | Makaleler ve denemeler 350-375 rpm'nin birçok rotor için verimli olduğunu belirtmektedir. |
| Gaz tipi | Azot veya Argon | Azot yaygın ve uygun maliyetlidir; argon kritik uygulamalar için tercih edilir. |
| Gaz akış hızı | 12 - 20 L/dak (tipik endüstriyel); bazı tasarımlarda verimli pencere olarak 15-17 L/dak kullanılır | Rotor boyutuna ve eriyik hacmine bağlıdır. |
| Tedavi süresi | Şarj başına 3 - 10 dakika | Daha uzun tedavi, optimum sürenin ötesinde azalan getiri sağlar. |
| Erime sıcaklığı | Alaşıma bağlı; yaygın Al alaşımları için tipik olarak 700 - 760 °C | Daha yüksek sıcaklıklar gaz çözünürlüğünü azaltır ancak oksit film davranışını değiştirebilir. |
| Daldırma derinliği | Rotor ucu eriyik yüzeyinin birkaç on mm altında; anti-vorteks plakaları önerilir | Uygun derinlik hava sürüklenmesini önler. |
Temel ampirik bulgular: Çok sayıda deneysel çalışma ve endüstri denemeleri, birçok rotor geometrisi (karşılaştırmalı bir çalışmada A ve C olarak etiketlenen rotorlar) için verimlilik ve işletme maliyetinin etkili bir dengesi olarak 300'lerin ortasındaki rotor hızlarıyla birlikte 15-17 L / dak civarında gaz akış hızlarını tanımlamaktadır.
6. Rotor geometrisi, pervane tipleri ve bunların kabarcık boyutunu/dağılımını nasıl şekillendirdiği
Rotor tasarımı, kabarcık oluşumunda belirleyici bir faktördür. Üç genel kategori mevcuttur:
-
Kanat/ pervane rotorları: çeşitli kabarcık boyutları üretir; daha basit üretim ve sağlamdır.
-
Radyal delikli veya gözenekli rotorlar: Çok ince kabarcıklar oluşturmak için tasarlanmıştır; genellikle kontrollü gözenekliliğe sahip işlenmiş grafitten yapılır.
-
Yüksek kesmeli rotorlar: gazı son derece ince kabarcıklar halinde kesmek için dar boşluk geometrileri ve yüksek çevresel hızlara sahiptir; ultra düşük hidrojen gerektiğinde kullanılır, ancak aşınmayı ve kesme ısınmasını artırabilir.
Geometri nasıl seçilir
-
Yüksek hacimli, standart kalite dökümler için, dengeli kanatlar veya radyal kanatlı grafit rotorlar iyi verimlilikle dayanıklı performans sağlar.
-
Kritik havacılık sınıfı işler için, kontrollü kalma süresine sahip milimetrenin altında kabarcık dağılımları oluşturmak üzere tasarlanmış bir rotor geometrisi gerekli olabilir.

7. Gaz seçimi, tedariki ve akış kontrol stratejisi
Gaz seçenekleri: azot, argon veya bazen gaz karışımları oluşturur. Azot, maliyet ve yeterli performans nedeniyle yaygın olarak kullanılır; argon inerttir ve reaktif değildir, hidrojen toplama riskleri veya alaşım hassasiyeti gerektirdiğinde seçilir.
Akış kontrolü ve ölçümü: Proses tekrarlanabilirliğinin gerekli olduğu yerlerde kütle akış kontrolörleri kullanın; daha basit tesislerde rotametreler yeterli olabilir. Kirlenmeyi önlemek için besleme manifoldunun partikül filtreleme ve nem tutucular içerdiğinden emin olun.
Ön süpürme stratejisi: Daldırmadan önce, oksit tıkanmasını önlemek ve rotoru termal olarak şartlandırmak için rotor kanallarını gazla temizleyin. Yaygın bir uygulama: daldırmadan önce 1-2 dakika boyunca ayarlanan akışta ön temizleme.
8. Mühendisler ve alıcılar tarafından kullanılan ölçüm, örnekleme ve kalite ölçütleri
Gaz giderme performansını doğrulamak için kullanılan süreçler şunlardır:
-
Hidrojen içeriği ölçümü (H ppm) sıcak ekstraksiyon veya inert gaz füzyon yöntemleri kullanılarak.
-
Azaltılmış Basınç Testi (RPT) yoğunluk ve örneklerin görsel puanlaması.
-
Gözeneklilik ölçümü Kritik parçalar için kesit alma, ultrasonik test veya CT taraması yoluyla.
-
Oksit film sayısı metalografi yoluyla.
Uygulanabilir spesifikasyon: alıcılar, tedarikçilerden belirtilen test koşulları ve temsili alaşım altında beklenen H-içeriği azaltımının (örneğin, başlangıç H 30 ppm → işlem sonrası < 10 ppm) sertifikasyonunu sağlamalarını istemelidir. Bu, tedarikin proses kabiliyeti ile uyumlu olmasını sağlar.
9. Üretim hatlarına entegrasyon ve pratik kurulum kontrol listesi
Alıcılar ve mühendisler bir üniteyi entegre ederken basit bir kontrol listesini takip etmelidir:
-
Uygun şaft ve rotor uzunluğunu seçmek için eritme potası çapını ve derinliğini doğrulayın.
-
Güvenli yerleştirme ve çıkarma için vinç veya kaldırma açıklıklarını kontrol edin.
-
Motor ve frekans dönüştürücü için güç kaynağını doğrulayın.
-
Uygun güvenlikle gaz gidericiye yakın gaz tüpü depolama ve manifold konumu için plan yapın.
-
Sahaya özgü parametre setini oluşturmak için RPT/hidrojen ölçümleri ile ilk çalıştırma denemelerini kullanarak devreye alın.
10. Bakım, aşınma ve rotor kullanım ömrü yönetimi (servis tablosu)
Grafit rotorlar mekanik aşınma ve oksidasyon nedeniyle aşınır. Tipik kullanım ömrü sınıf, alaşım ve çalışma görev döngüsüne bağlıdır.
| Bakım faaliyeti | Frekans | Tipik servis notu |
|---|---|---|
| Operasyon öncesi görsel kontrol | Her vardiya | Çatlak, oyuk veya kirlenme olup olmadığını kontrol edin |
| İç kanalları / gaz portlarını temizleyin | Haftalık veya yoğun kullanım için vardiya başına | Tıkanmaları önler |
| Rotor yüzey kontrolü | Aylık | Küçük işleme veya pansuman mümkün olabilir |
| Rotoru değiştirin | Aşınmaya bağlı olarak; tipik 6 - 24 ay | Yüksek hacimli mağazalar daha sık değişim yapıyor |
Tedarikçi veri sayfaları ve saha deneyimi, sözleşmeye dayalı kullanım ömrü beklentilerini belirlemek için kullanılmalıdır.
11. Alternatif yöntemlerle karşılaştırma ve alıcılar için seçim kılavuzu
Flux enjeksiyonu (fluxing) ve döner gaz giderme:
-
Akışkanlaştırma oksitleri ve metalik olmayan kalıntıları kimyasal olarak temizleyebilir, ancak sarf malzemesi akışkanı ortaya çıkarır ve atık işleme gereksinimleri doğurur. Döner gaz giderme daha temizdir ve çözünmüş hidrojen ana endişe kaynağı olduğunda sıklıkla tercih edilir.
Döner gaz gidermenin artıları
-
Tekrarlanabilir kontrol, minimum sarf malzemesi maliyeti (gaz), hidrojen kontrolü için iyi.
Eksiler
-
Sermaye ekipmanı, periyodik rotor değişimi ve operatör eğitimi gerektirir.
Hangisini ne zaman seçmelisiniz? Verim ve düşük gözenekliliğin gerekli olduğu rutin otomotiv ve endüstriyel döküm için tipik olarak döner gaz giderme tercih edilir. Belirli oksitler veya çok kirli eriyikler için flakslama veya kombine stratejiler düşünülebilir.
12. Tipik sorunlar, temel nedenler ve sorun giderme adımları
Problem: Tedaviden sonra hidrojenin yeniden verilmesi.
Muhtemel nedenler ve çareler: yetersiz daldırma derinliği veya hasarlı girdap kırıcı plaka nedeniyle hava sürüklenmesi - girdap önleyici plaka takın ve daldırma derinliğini yeniden oluşturun.
Problem: Rotor kanalı tıkanıklığı.
Sebepler: oksit veya flaks birikintileri - gaz ön temizleme uygulayın ve bir temizlik programı benimseyin.
Problem: Aşırı rotor aşınması veya çatlaması.
Sebepler: termal şok veya aşırı hız - ön ısıtma adımlarını uygulayın ve üretici hız aralıklarında çalışın.
13. Satın alma şartname şablonu
Aşağıda, mühendislerin RFQ'lara yapıştırabilecekleri kompakt bir tedarik kontrol listesi bulunmaktadır:
-
Gerekli eriyik hacmi ve pota boyutları.
-
Hedef işlem sonrası hidrojen seviyesi (örn. ≤ 10 ppm) ve test yöntemi (inert gaz füzyonu).
-
Rotor malzemesi ve sınıfı veri sayfası ile birlikte.
-
Motor gücü ve hız kontrol aralığı (örn. 0-700 rpm kademesiz).
-
Gaz kaynağı gereksinimleri ve kütle akış kontrolörü doğruluğu.
-
Güvenlik sertifikaları (CE, ISO) ve kurulum hizmeti.
-
Garanti koşulları ve görev döngüsü altında beklenen rotor ömrü.
-
Yedek parça bulunabilirliği ve teslim süresi.
Belgelenmiş RPT ve H-içeriği sonuçları ile yerinde gaz giderme denemeleri gerektiren kabul testi maddesini dahil edin.
14. Veri tabloları ve referans özellikleri
Tablo A: Tipik rotor boyutları ve önerilen uygulama
| Rotor çapı (mm) | Tipik eriyik hacmi (kg) | Önerilen gaz akışı (L/dak) | Tipik rpm |
|---|---|---|---|
| 70 | < 200 | 8 - 12 | 350 - 450 |
| 100 | 200 - 600 | 12 - 18 | 300 - 400 |
| 150 | 600 - 1500 | 15 - 25 | 300 - 375 |
| 200+ | > 1500 | 20+ | 250 - 350 |
Bu rakamlar kılavuz aralıklarıdır; tedarikçiye özgü rotorlar ayrıntılı eğriler yayınlayacaktır.
Tablo B: Rotor malzemesi karşılaştırma anlık görüntüsü
| Malzeme | Güçlü Yönler | Sınırlamalar |
|---|---|---|
| Grafit (izostatik) | Termal şok toleransı, işlenebilirlik | Yüksek yüzey maruziyetinde oksidasyon riski |
| Kalıplanmış grafit | Daha düşük maliyet | Daha yüksek gözeneklilik varyansı |
| Seramik kaplı grafit | Geliştirilmiş oksidasyon direnci | Daha yüksek maliyet, potansiyel kaplama kaybı |
15. Vaka çalışması alıntıları (genelleştirilmiş)
-
Otomotiv dökümhanesi denemesi: Optimize edilmiş grafit rotora geçilmesi ve gaz akışının 360 rpm ile ~16 L/dk'ya ayarlanması, pilot üretim boyunca ortalama RPT gaz gözeneklilik skorunu 45% azalttı ve döngü süresinde ihmal edilebilir bir değişiklik oldu.
-
Geri dönüşüm operasyonu: Döner gaz giderme adımının kaldırılmasını karşılaştıran bir çalışma, enerji tasarrufu ancak potansiyel malzeme özelliği değişiklikleri göstermiştir; karar, enerji ve kalite hedeflerini tartmalıdır.
16. Çevre, güvenlik ve düzenleyici notlar
-
Gaz depolama ve boru tesisatının yerel yönetmeliklere uygun olduğundan ve kapalı alanlarda nitrojen kullanıldığında oksijen sensörleri içerdiğinden emin olun.
-
Rotorlar ve kullanılmış parçalar endüstriyel atık olarak kabul edilebilir; yerel bertaraf yönetmeliğini takip edin - bazı grafit hurdaları geri dönüştürülebilir.
-
Dumanlara maruz kalmaktan kaçınmak ve rotorları değiştirirken kilitleme prosedürlerini takip etmek için operatör eğitimi sağlayın.
17. Uygulama kontrol listesi
-
Saha güç ve vinç kontrolleri tamamlandı.
-
Gaz kaynağı ve regülatör nem tutucularla birlikte monte edilmiştir.
-
Frekans sürücülü kontrol kabini devreye alındı.
-
Devreye almadan önce temel hidrojen ölçümü.
-
Kararlaştırılan ölçütlerle ilk çalıştırma süreci kalifikasyonu ve kabul testi.
18. SSS
-
Rotary gaz giderme işleminden sonra ne kadar hidrojen seviyesi bekleyebilirim?
Tipik arıtma sonrası hidrojen hedefleri iyi optimize edilmiş sistemler için tek haneli ppm'dir; gerçek sonuç alaşıma, başlangıç hidrojenine, rotor geometrisine ve proses ayarlarına bağlıdır. Kabul testleri ölçüm yöntemini belirtmelidir. -
Hangi gazı kullanmalıyız: nitrojen mi argon mu?
Azot birçok uygulama için uygun maliyetli bir seçimdir; argon ise maksimum inertlik veya alaşım hassasiyeti gerektiğinde seçilir. Maliyet ve tedarik lojistiği genellikle üretim sahaları için karar verir. -
Grafit rotorlar ne sıklıkla değiştirilmelidir?
Değiştirme sıklığı büyük ölçüde değişir: hafif kullanımlı atölyeler 12-24 ayda bir, ağır hizmet operasyonları birkaç ayda bir değiştirebilir; rutin inceleme yoluyla aşınma ve performansı izleyin. -
Rotor hızı çok yüksek olabilir mi?
Evet; aşırı hız aşınmayı, sıçramayı ve gaz sürüklenmesini artırabilir. Her zaman tedarikçi hız sınırlarına uyun ve denemelerle doğrulayın. -
Rotorun önceden ısıtılması gerekli mi?
Evet; kısa bir ön ısıtma veya ön temizleme adımı termal şoku azaltmaya yardımcı olur ve kanal tıkanmasını önler. -
Ana bakım görevleri nelerdir?
Düzenli muayene, gaz portlarının temizlenmesi, kaplinlerin doğrulanması ve rotor dengesinin izlenmesi. Arıza süresini önlemek için elinizde yedek bir rotor bulundurun. -
Üretimde gaz giderme performansı nasıl doğrulanır?
Hidrojen içerik analizi ve RPT örneklemesi kullanın. Bir tesis içi kabul eşiği ve numune alma sıklığı belirleyin. -
Döner gaz giderme hidrojenin yanı sıra oksitleri de giderir mi?
Oksit parçalarının toplanmasına yardımcı olur ancak hidrojen gideriminde en etkilidir; oksit kontrolü için kombine önlemler gerekebilir. -
Döner gaz giderme işleminin enerji etkileri var mı?
Arıtma bir miktar gaz ve elektrik tüketir ve eriyiği biraz soğutabilir; ancak proses optimizasyonu yeniden ısıtma ihtiyaçlarını en aza indirir. Bazı çalışmalar, gazdan arındırma adımının tamamen kaldırılması durumunda enerji ödünleşimi olduğunu göstermektedir. -
Yeni bir gaz giderme ünitesi için teklif talebinde neler olmalıdır?
Eriyik hacmini, hedef hidrojen seviyelerini ve test yöntemini, rotor malzemesini ve beklenen ömrü, motor ve hız aralığını, güvenlik sertifikalarını ve yerinde devreye alma testlerini belirtin.
18. Mühendisler ve alıcılar için nihai tavsiyeler
-
Rotor seçimini bir sistem kararı olarak ele alın: rotor sınıfı, geometri ve ünite kontrolü birlikte değerlendirilmelidir.
-
Sözleşme kabulünde tedarikçiden yerinde denemeler ve belgelenmiş H-içeriği azaltmaları talep edin.
-
Orta aralık parametre pencereleriyle başlayın (15-17 L/dk, 300-400 rpm) ve atölyeye özgü optimum değeri bulmak için sık RPT/hidrojen kontrolleri kullanarak ayar yapın.
