Alüminyum fırın verimliliğini artırmanın, duruş süresini azaltmanın ve toplam ergitme maliyetini düşürmenin en etkili yolu, korozyona dayanıklı ve ıslanmayan bir çalışma katmanını (yüksek alümina, magnezya veya spinel bakımından zengin monolitikler veya şekillendirilmiş tuğlalar) kademeli bir yedekleme ve yalıtım katmanıyla eşleştiren, sıkı toleransa göre uygulanan ve kürlenen ve programlı bir programa göre bakımı yapılan çok katmanlı bir refrakter astar sistemi belirlemektir. Doğru kimya, yoğunluk, gözeneklilik, termal iletkenlik ve montaj yönteminin seçilmesi, uyumsuz, düşük kaliteli bir kaplamaya kıyasla tipik olarak kaplama ömrünü iki katına çıkaracak ve enerji, metal kaybı ve onarımlarda ölçülebilir tasarruflar sağlayacaktır.
1. Arka plan: alüminyum ergitme ve bekletmede refrakter neden önemlidir?
Alüminyum fırınları, demir eritme ekipmanlarına kıyasla benzersiz bir zorluk teşkil eder, çünkü erimiş alüminyum cüruf, akı, ve geri dönüşüm kirleticileri refrakter kimyasallara farklı şekilde saldırır. Refrakter astarlar çelik kabuğu yüksek sıcaklıklardan ve kimyasal olarak agresif fazlardan ayırır. Astar ısı kayıplarını, metal ıslanmasını ve penetrasyonunu, astar ömrünü, onarım sıklığını ve dolayısıyla işletme maliyetini belirler. Doğru refrakter ailesi ve uygulama tekniği ile tasarım yapmak, termal verimliliği artırmak ve planlanmamış duruş sürelerini azaltmak için baskın bir kaldıraçtır.
2. Hizmet ortamı ve arıza mekanizmaları
2.1 Alüminyum fırınlarının içindeki termal ve kimyasal koşullar
Alüminyum ergitme için tipik çalışma sıcaklıkları ergitme sırasında kabaca 700°C ila 820°C arasında değişir ve brülörlerin yakınında veya aşırı ısıtma sırasında yerel olarak daha yüksek olabilir; bekletme sıcaklıkları daha düşüktür ancak 700°C'nin üzerinde kalabilir. Erimiş alüminyum yüzey ile doğrudan temas halinde olan refrakter malzemeler:
-
Sıvı metal ve flaks malzemelerin ıslatması ve nüfuz etmesi.
-
Hurda veya cürufta bulunan oksitler, klorürler ve camsı flakslardan kaynaklanan kimyasal korozyon.
-
Hızlı ısıtma veya zayıf sıcaklık kontrolünden kaynaklanan termal şok.
-
Şarj malzemeleri, hurda ve taşıma araçlarından kaynaklanan mekanik aşınma.
-
Brülör veya musluk bölgelerinde lokalize aşırı sıcaklık, sinterleme veya pullanmaya yol açar.
Kaplamanın birleşik bir termal-mekanik-kimyasal saldırıya maruz kaldığının anlaşılması, neden tek bir özelliğin uzun ömrü garanti etmediğini açıklar. Ödünleşimler gereklidir ve kaplama sisteminde tasarlanmalıdır.
2.2 Yaygın arıza modları
-
Sıvı metal penetrasyonu ve metal doygunluğu: metal, iç camsı tabakalar ve hacim değişiklikleri üreterek gözeneklere ve mikro çatlaklara ıslanır.
-
Akı veya cüruf saldırısı: Temizlik maddelerinden veya hurdadan gelen flakslar, tercihen silika veya kireç bakımından zengin fazlara saldırarak matris fazları içinde erir ve çözülür.
-
Pullanma ve termal şok çatlaması: katmanlar arasındaki diferansiyel genleşme pulların düşmesine neden olur.
-
Mekanik aşınma: şarj veya potalardan gelen tekrarlanan darbeler yüzeyi aşındırarak yeni malzemeyi korozyona maruz bırakır.
3. Temel malzeme özellikleri ve hedef spesifikasyonlar
Doğru refrakterin seçilmesi, yoğunluk, açık gözeneklilik, soğuk kırılma mukavemeti, termal iletkenlik, termal genleşme ve kimya için açık hedef değerlerle başlar. Aşağıda endüstri uygulamalarında ve literatürde bulunan pratik hedef aralıkları verilmiştir.
3.1 Birincil mühendislik hedefleri (tipik spesifikasyon penceresi)
-
Çalışma sıcaklığı derecesi: > 1750°C (yüksek alümina veya magnezya kaliteleri için), böylece refrakter erime sıcaklıklarında yapısal mukavemetini korur.
-
Yığın yoğunluğu: Ürün ailesine bağlı olarak 2,4 ila 3,2 g/cm³; daha yüksek yoğunluk genellikle açık gözenekliliği ve ıslanmayı azaltır ancak termal kütleyi artırabilir.
-
Açık gözeneklilik: Çalışma katmanları için 8 ila 18%; daha düşük gözeneklilik metal penetrasyon riskini azaltır ancak termal şok direncini azaltabilir.
-
Soğuk Kırma Dayanımı (CCS): Tuğlalar için > 50 MPa; uygun pişirmeden/kürlemeden sonra dökülebilir malzemeler için > 30 MPa.
-
Termal iletkenlikYalıtım katmanlarında düşük (servis sıcaklığında < 0,5 W/m-K), çalışma katmanlarında orta (bileşime bağlı olarak 0,8-5 W/m-K). Silisyum karbürle zenginleştirilmiş malzemeler çok daha yüksek ısı iletkenliğine sahiptir ve yalnızca hızlı ısı transferinin faydalı olduğu yerlerde kullanılmalıdır.
-
Termal Genleşme Katsayısı (CTE): döngü sırasındaki gerilimleri azaltmak için katmanlar arasında eşleştirilmiştir.
-
Islatılamazlık: alüminyumun ıslanmasını engelleyen yüzey kalitesi ve kimyası; karbon içeren kaplamalar veya ıslanma önleyici kaplamalar eklenebilir.
3.2 Kimyasal bileşim ve faz değerlendirmeleri
-
Yüksek alümina (Al₂O₃) fazları asidik cüruflara karşı dirençlidir ve genellikle temas bölgelerinde kullanılır.
-
Magnezya (MgO) sistemleri bazik cüruflara karşı dirençlidir ve spinel fazlarla tasarlandığında erimiş alüminyuma karşı uygun dirence sahiptir.
-
Spinel (MgAl₂O₄) varlığı, karışık ortamlarda termo-mekanik kararlılığı ve korozyon direncini artırır.
4. Refrakter aileler: özellikler, çalışma pencereleri, artılar ve eksiler
Aşağıda alüminyum fırınları ile ilgili başlıca sınıflar ve her biri için pratik seçim kuralları açıklanmaktadır.
4.1 Yüksek alümina şekilli tuğlalar
Özellikler: Yoğun korundum fazları, 45-90% Al₂O₃ kalitelerinde mevcuttur; güçlü mekanik mukavemet ve refrakterlik. Eritme fırınlarının çalışma bölgelerinde tipik uygulama.
Avantajlar: Alümina bakımından zengin ortamlardan kaynaklanan kimyasal saldırılara karşı iyi direnç, yüksek mukavemet ve boyutsal kararlılık.
Sınırlamalar: Metal penetrasyonunu önlemek için ıslanmayı önleyici kaplamalar gerektirebilir; bazı monolitiklerden daha pahalıdır.
4.2 Magnezya ve magnezya-spinel dökülebilir malzemeler
Özellikler: MgO ve spinel formülasyonları bazik cüruf ve metale karşı dirençli olacak şekilde tasarlanmıştır. Düşük çimentolu veya ultra düşük çimentolu dökülebilir malzemeler daha iyi yüksek sıcaklık dayanımı ve daha az büzülme sağlar.
Avantajlar: Belirli geri dönüşüm akışlarında fluks ve metal penetrasyonuna karşı iyi direnç.
Sınırlamalar: Bazı alümina kalitelerine göre daha düşük termal şok direnci; depolama ve montaj sırasında hidrasyon hassasiyeti kontrol edilmelidir.
4.3 Alümina-silikat dökülebilir malzemeler (düşük çimentolu)
Özellikler: Bulunabilirliği ve dengeli özellikleri nedeniyle yaygın olarak kullanılır. Modern düşük çimentolu ve çimentosuz formülasyonlar, flaksların varlığında zayıf olabilen kalsiyum alüminat çimento fazlarını azaltır.
Avantajlar: Uygun maliyetli ve uyarlanabilir; doğrudan metal teması dışındaki üst fırın alanlarında iyidir.
Sınırlamalar: Yüksek alümina veya magnezya spinel sistemlerine kıyasla belirli flaks kimyasallarına karşı hassas.
4.4 Silisyum karbür içeren tokmaklama kütlesi ve dökülebilir malzemeler
Özellikler: SiC termal iletkenliği ve aşınma direncini artırır; hızlı ısı transferi veya erozyon direncine ihtiyaç duyulan alanlarda kullanılır. Yüksek termal iletkenlik, yanlış uygulandığında ısı kaybını artırabilir.
Avantajlar: Aşınmaya karşı mükemmel direnç; kılavuz delikleri veya yüksek mekanik aşınmaya sahip bölgeler için kullanışlıdır.
Sınırlamalar: SiC, korunmadığı sürece yüksek sıcaklıkta havada oksitlenir ve yüksek iletkenlik enerji tüketimini artırabilir.
4.5 Karbon veya grafit içeren refrakterler ve kaplamalar
Özellikler: Karbon fazları ıslanmayı azaltır ve erimiş alüminyumun nüfuz etmesine karşı direnç gösterir; genellikle kaplama olarak veya karbon bağlı karışımlarda uygulanır.
Avantajlar: Metal sızmasını ve ıslanmasını azaltır; oksidasyon riskleri yönetildiğinde temas yüzeyleri için iyidir.
Sınırlamalar: Karbon oksijen varlığında oksitlenecektir; sızdırmazlık ve koruyucu atmosferler veya kaplamalar gereklidir.

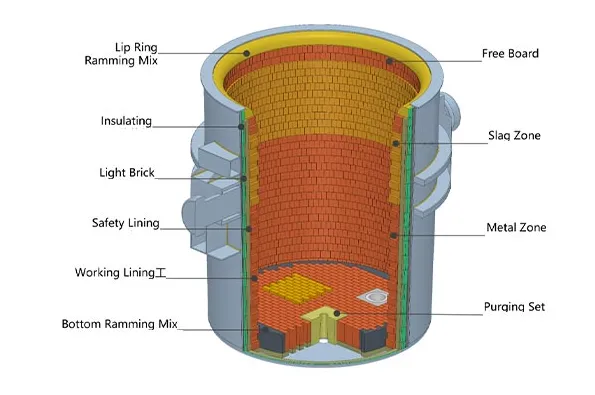
5. Astar mimarisi ve kalınlık kılavuzları
Sağlam bir astar çok katmanlıdır. Her katman farklı bir işlevi yerine getirir: çalışma, güvenlik/yedekleme, yalıtım ve çelik kabuk. Tipik konfigürasyon ve pratik kalınlıklar aşağıda gösterilmiştir.
5.1 Tipik çok katmanlı yığın (dış → iç)
-
Çelik kabuk - fırın gövdesi
-
Yalıtım katmanı - düşük yoğunluklu seramik elyaf veya yalıtkan döküm, ısı kaybını azaltır
-
Yedek katman - yapısal destek sağlayan yoğun döküm veya tuğlalar
-
Çalışma katmanı - metal ile doğrudan temas halinde yüksek alümina tuğla veya yoğun spinel dökülebilir
5.2 Örnek kalınlık kılavuzları (tipik değerler)
-
Çalışma katmanı: Erime bölgelerinde 25-100 mm; musluk ve brülör alanlarında daha ağır.
-
Yedek katman: Fırın boyutuna bağlı olarak 50-150 mm.
-
İzolasyon: 25-75 mm düşük ısı iletkenlikli malzeme veya seramik fiber modüller kullanılarak daha kalın katmanlar.
Not: Bunlar başlangıç tasarım değerleridir. Gerçek kalınlık fırın çapını, brülör düzenini, ısı dengesini ve mekanik kullanımı dikkate almalıdır. Tasarım sırasında bir termal model tavsiye edilir.
6. Kurulum, kürleme ve devreye alma protokolleri
Montaj kalitesi genellikle ürün kimyasından daha önemlidir. Aşağıdaki işlem adımları profesyonel refrakter işlerinde yaygın olarak kullanılır.
6.1 Kurulum öncesi kalite kontrolü
-
Malzeme sertifikalarını doğrulayın: kimyasal bileşim, parçacık boyutu, görünür gözeneklilik, bağlayıcı içeriği ve önerilen kürlenme programı.
-
Alt tabaka ve kabuk geometrisinin tolerans dahilinde olduğundan emin olun.
-
Malzemeleri kuru tutun; monolitik ürünler taşıma ve depolama sırasında nem ile reaksiyona girecektir.
6.2 En iyi kurulum uygulamaları
-
Deneyimli refrakter ustaları kullanın ve üreticinin yatak ve birleştirme önerilerine uyun.
-
Dökülebilir malzemeler için, tedarikçi tarafından belirtilen blok döküm, sıkıştırma veya tabanca tekniklerini izleyin.
-
Kürleme sırasında kademeli ısıtma: serbest ve kimyasal olarak bağlı suyu uzaklaştırmak ve matrisi sinterlemek için kademeli sıcaklık rampaları. Hızlı ısıtma buhar patlamalarına ve dökülmeye davetiye çıkarır.
6.3 Islanmayı önleyici yüzey işlemleri
-
Tavsiye edildiğinde çalışma yüzeyine sertifikalı ıslanma önleyici kaplamalar uygulayın. Kaplamalar metal penetrasyonunu azaltır ve ömrü uzatır; seçim temel refrakter kimyasına uygun olmalıdır.
7 Denetim, izleme ve rutin bakım
Proaktif bir denetim programı balata ömrünü uzatır ve güvenliği artırır.
7.1 Denetim programı
-
Günlük görsel: brülör ve musluk alanlarının yakınında sıcak noktalar, pullanma veya kireçlenme olup olmadığına bakın.
-
Haftalık: önemli konumlarda kabuk sıcaklıklarını ölçün ve eğilimleri kaydedin.
-
AylıkKritik bölgelerde sınırlı boreskop denetimleri gerçekleştirin.
-
Planlanan kapatma: tam iç denetim ve kalınlık ölçümü.
7.2 Durum göstergeleri
-
Sabit çalışma noktasında artan kabuk sıcaklığı
-
Yeni veya genişleyen çatlaklar, lokalize dökülme
-
Kabuk ısı kaybı ile ilişkili yakıt tüketimindeki değişiklikler
-
Sık kum veya cüruf girişi
7.3 Onarım taktikleri
-
Soğuk yama tokmaklama karışımları kullanarak küçük yüzey kusurları için.
-
Seksiyonel yeniden inşa derin erozyon için planlı bakım sırasında.
-
Onarımdan sonra her zaman ıslanmayı önleyici kaplamaları yeniden uygulayın ve üretici talimatlarına göre yeniden kürleyin.
8 Yaşam döngüsü maliyetlendirmesi, tedarik kontrol listesi ve QA testi
8.1 Yaşam döngüsü maliyetlendirme ilkesi
Yalnızca satın alma fiyatı yerine çalışma günü başına toplam maliyeti karşılaştırın. Malzeme maliyeti, kurulum saatleri, fırın duruş süresi, daha zayıf yalıtımdan kaynaklanan enerji kaybı ve kirlenmeden kaynaklanan hurda/metal kaybını göz önünde bulundurun. Biraz daha yüksek bir ön kaplama maliyeti, eritilen ton başına daha düşük maliyet oluşturabilir.
8.2 Satın alma kontrol listesi (aşağıdaki tablo)
| Öğe | Minimum gereklilik |
|---|---|
| Malzeme sertifikaları | Kimyasal analiz, refrakterlik, yığın yoğunluğu |
| Gözeneklilik verileri | Açık gözeneklilik ve su emilimi |
| Mekanik testler | Soğuk ezilme dayanımı, kopma modülü |
| Termal özellikler | Servis sıcaklığında termal iletkenlik, CTE |
| Kurulum talimatları | Kürleme programı, karışım suyu limitleri, kalıplama |
| Garanti ve servis | Tedarikçi garanti süresi ve saha desteği |
| Islanma önleyici seçenek | Önerilen kaplamalar ve uygulama yöntemi |
8.3 Satıcıdan talep edilecek QA testi
-
Erimiş alüminyum tarafından infiltrasyon için test edilen örnek sıcak yüz kuponları (laboratuvar infiltrasyon testi)
-
Standartlaştırılmış aşınma ve korozyon testleri (mevcut olduğunda)
-
Düşük çimentolu dökülebilir malzemelerde bağlayıcı ve çimento içeriğinin doğrulanması
9. Sağlık, güvenlik ve çevresel hususlar
-
Monolitikleri kuru koşullarda saklayın ve solunabilir toz maruziyetini önlemek için karıştırma sırasında uygun KKD kullanın.
-
Seramik elyaflar ve yalıtım malzemeleri solunum koruması ve kontrollü kesim gerektirir.
-
Kullanılmış refrakter malzemeyi yerel yönetmeliklere göre bertaraf edin; metal kalıntıları ile kirlenmiş refrakter bazı yargı bölgelerinde tehlikeli atık kurallarına tabi olabilir.
10. Tablolar: malzeme karşılaştırması, termal pencereler ve yaşam döngüsü örneği
Tablo 1. Yaygın fırın refrakterlerinin karşılaştırmalı matrisi
| Malzeme ailesi | Tipik maksimum sürekli sıcaklık (°C) | Açık gözeneklilik (%) | Avantajlar | Sınırlamalar |
|---|---|---|---|---|
| Yüksek alümina tuğlalar (60-75% Al₂O₃) | 1750-1850 | 8-15 | Alümina bakımından zengin cüruflara karşı güçlü, korozyona dayanıklı | Islanmayı önleyici kaplama gerekebilir |
| Magnezya-spinel dökülebilir | 1700-1850 | 10-18 | Bazik cüruflara ve metal penetrasyonuna karşı iyi | Daha düşük termal şok direnci |
| Alümina-silikat düşük çimentolu dökülebilir | 1600-1750 | 10-20 | Uygun maliyetli ve çok yönlü | Belirli akı kimyasallarına karşı hassas |
| SiC içeren dökülebilir/ramming | 1500-1750 | 6-12 | Aşınma direnci, yüksek iletkenlik | Oksidasyon riski; ısı kaybını artırabilir |
| Karbon bağlı karışımlar / kaplamalar | >1600 | 2-8 | Islanmayı ve penetrasyonu azaltın | Oksidasyon riski; koruma gerektirir |
(Değerler pratik endüstri aralıklarıdır; nihai seçim satıcı test verilerini kullanmalıdır).
Tablo 2: Hizmet sıcaklıklarında tipik termal iletkenlik örnekleri
| Malzeme | 500-800°C'de yaklaşık k (W/m-K) |
|---|---|
| Yalıtım fiber modülü | 0.04-0.5 |
| Düşük çimentolu alümina dökülebilir | 0.8-2.0 |
| Yüksek alüminalı yoğun tuğla | 1.5-3.5 |
| SiC ile zenginleştirilmiş tokmaklama | 5-12 |
(SiC iletkenliği önemli ölçüde artırır, bu da enerjiye duyarlı tasarımlarda istenmeyebilir).
Tablo 3. Basit yaşam döngüsü maliyeti örneği Basit yaşam döngüsü maliyeti örneği (açıklayıcı)
| Senaryo | Satın alma maliyeti (malzeme + kurulum) | Beklenen ömür (ay) | Aylık enerji cezası | Toplam 24 aylık maliyet |
|---|---|---|---|---|
| Düşük maliyetli dökülebilir | $10k | 6 | $800 | $10k + 4 × $800 = $13,2k |
| Premium spinel/yüksek alümina | $18k | 24 | $300 | $18k + 24 × $300 = $25,2k |
Yorumlama: Daha yüksek satın alma fiyatına rağmen, daha uzun ömür ve daha düşük enerji kaybı tipik olarak eritilen ton başına maliyeti düşürür. Bu rakamlar basitleştirilmiş örneklerdir; karar verirken sahaya özel enerji ve duruş süresi modellerini çalıştırın.
11. Yüksek Sıcaklık Özellikleri: Doğru Malzemeyi Seçmek
Tam formülasyonun seçilmesi, eritme veya bekletme ortamındaki belirli bölgenin analiz edilmesini gerektirir. Gereksinimler, bir fırın ocağındaki doğrudan çarpma bölgesi, radyan ısıya maruz kalan üst yan duvarlar ve yıkayıcılar gibi karmaşık aktarım sistemleri arasında büyük farklılıklar gösterir.
Yüksek Alümina ve Silisyum Karbür Dökülebilir Malzemeler
Yüksek alüminalı dökülebilir malzemeler, mükemmel mekanik mukavemet ve kimyasal stabilite dengeleri nedeniyle sektöre hakimdir. Düşük çimentolu bağlayıcı sistemleriyle desteklenen 80% ila 85% Al2O3 içeren formülasyonlar olağanüstü yoğunluk sağlar. Yüksek yoğunluk doğrudan düşük gözeneklilik anlamına gelir ve nüfuz eden sıvı metalleri barındırmak için boşluk bırakmaz.
Buna karşılık, Silisyum Karbür (SiC) bazlı refrakterler özel bölgelerde belirgin avantajlar sunar. SiC olağanüstü termal iletkenliğe ve aşınmaya karşı aşırı dirence sahiptir. Bu özellikler SiC'yi mufla fırınları veya belirli radyant tüp korumaları gibi hızlı ısı transferi gerektiren alanlarda oldukça cazip hale getirmektedir. Bununla birlikte, SiC belirli sıcaklıklarda oksidasyona duyarlı olmaya devam eder ve uzun ömürlülüğü korumak için özel sır kaplamaları gerektirir.
Yalıtım ve Termal Verimlilik
Enerji maliyetleri alüminyum dökümhanelerinin finansal ölçütlerine hakimdir. Refrakter astar, ısı enerjisinin çevreye kaçmasını önlerken sıvı metali güvenli bir şekilde muhafaza etmelidir. Bu gereklilik çok katmanlı bir astar tasarımını zorunlu kılar.
Sıcak yüzey, fiziksel aşınmaya ve kimyasal saldırılara karşı dayanıklı olacak şekilde tasarlanmış yoğun, ağır bir dökümden oluşur. Bu birincil savunma katmanının arkasına mühendisler yalıtım refrakterleri yerleştirir. Bu destek katmanlarında hafif kalsiyum silikat levhalar, seramik elyaf örtüler veya mikro gözenekli yalıtım panelleri kullanılır. Sıcak yüzeyden çelik kabuğa olan termal iletkenlik profilini büyük ölçüde azaltarak, dış kabuk sıcaklığı 80°C'nin altına düşer. Bu termal enerji tasarrufu, brülörlerin daha az sıklıkta çalışması ve doğal gaz tüketiminin önemli ölçüde düşmesi anlamına gelir.
Tablo 2: Malzeme Özellik Karşılaştırma Matrisi
| Mülkiyet Metriği | Yüksek Alümina (85%) LCC | Silisyum Karbür (SiC) Dökülebilir | Hafif İzolasyonlu Dökülebilir |
| Yığın Yoğunluğu (g/cm³) | 2.85 | 2.65 | 1.10 |
| Soğuk Kırılma Dayanımı (MPa) | 85.0 | 95.0 | 15.0 |
| Gözeneklilik (%) | 12% | 15% | 45% |
| Termal İletkenlik (W/m-K) | 2.5 | 15.0 | 0.4 |
| Maksimum Servis Sıcaklığı (°C) | 1600 | 1500 | 1200 |
| Birincil Uygulama Bölgesi | Ocak, Alt Yan Duvarlar | Dokunma blokları, Darbe pedleri | Yedek yalıtım |
12. Uygulama ve Kurulum Prosedürleri
Üstün bir refrakter formülasyonu yanlış monte edilirse hızla başarısız olur. Uygun karıştırma, yerleştirme ve kürleme protokollerine sıkı sıkıya bağlı kalınması nihai operasyonel başarıyı belirler. Üretim tesisleri giderek daha yüksek kontrollü kurulum metodolojilerini tercih etmektedir.
Optimum Karıştırma Oranları ve Su Kalitesi
Su, kalsiyum alüminat çimentosunun hidrasyonunu başlatmak için katı bir şekilde hareket eder. Kimyasal gereksinimin ötesinde herhangi bir fazla su, kuruma aşamasında boşluklar yaratarak gözenekliliği artırır ve mekanik mukavemeti yok eder. Yüksek performanslı düşük çimentolu dökülebilir malzemeler, tipik olarak ağırlıkça 4,5% ila 5,5% arasında değişen son derece hassas bir su oranı gerektirir.
Operatörler temiz, içilebilir su kullanmalıdır. Safsızlıklar, özellikle klorürler veya organik maddeler, çimento fazlarının kristalleşmesini bozarak priz süresini geciktirir ve nihai mukavemeti tehlikeye atar. Mikserler hassas bir şekilde çalışmalıdır: ince matris bileşenlerini dağıtmak için üç dakika kuru karıştırma ve ardından tam olarak dört ila beş dakika ıslak karıştırma. Aşırı karıştırma aşırı ısı üreterek mikser içinde erken priz almaya neden olur.
Yerleştirme Teknikleri ve Sıkıştırma
Maksimum yoğunluğu sağlamak için kurulum yüksek frekanslı vibratörler gerektirir. Tiksotropik dökülebilir malzeme kalıbın içine akarken, titreşim sıkışan hava kabarcıklarını yükselmeye ve kaçmaya zorlar. Uygun titreşim malzemeyi geçici olarak sıvılaştırarak özellikle brülör blokları ve musluk deliği tertibatlarının etrafındaki karmaşık geometrileri doldurmasını sağlar. Yüzeyde zayıf, çimento bakımından zengin bir tabaka bırakarak agrega ayrışmasına neden olan aşırı titreşimi önlemek için dikkatli olunmalıdır.
Kürlenme Eğrileri ve Pişirme Programları
Malzeme yerleştirildikten sonra kürlenmelidir. Kürlenme, çimentolu bağların düzgün bir şekilde oluşmasına izin veren ortam sıcaklıklarında (ideal olarak 20°C ila 25°C) rahatsız edilmeden dinlenmeyi gerektirir. Bu aşama tipik olarak 24 ila 48 saat sürer. Açıkta kalan yüzeylerin plastik levhalarla kaplanması erken nem kaybını önler.
Pişirme programı veya kurutma prosedürü, erimiş alüminyumun eklenmesinden önceki en kritik aşamayı temsil eder. Isıtma işlemi, patlayıcı dökülmeye neden olabilecek iç buhar basıncı oluşturmadan, serbest suyu ve ardından kimyasal olarak birleştirilmiş suyu dikkatlice buharlaştırmalıdır.
Standart bir pişirme eğrisi şunları içerir:
-
150°C'ye ulaşana kadar saatte 15°C hızında ısıtın.
-
Tüm serbest mekanik suyun tamamen dışarı çıkmasını sağlamak için 150°C'de tutun.
-
Saatte 20°C'de 350°C'ye kadar rampa.
-
Çimento hidratlarından kimyasal olarak bağlı suyu serbest bırakmak için 350°C'de tutma.
-
Saatte 40°C'de çalışma sıcaklığına kadar son rampa, seramik bağların kurulmasını sağlar.
13. AdTech Ekipmanı ile Entegrasyon
AdTech, birinci sınıf erimiş alüminyum işleme ekipmanları tasarlamaktadır. Bu sistemlerin etkinliği büyük ölçüde iç refrakter astarların kalitesine bağlıdır. Gaz giderme üniteleri, filtrasyon kutuları ve akışkan aktarım kanalları, statik bekletme fırınlarına kıyasla benzersiz dinamik gerilimlere maruz kalır.
Refrakterler içinde Gaz Giderme Üniteleri
Hat içi gaz giderme sistemleri Erimiş alüminyuma inert gaz (tipik olarak argon veya nitrojen) enjekte etmek, çözünmüş hidrojen gazını gidermek ve metalik olmayan kalıntıları yüzeye çıkarmak için dönen bir grafit rotor kullanır. Gaz giderme kutusunun içindeki refrakter astar yoğun sıvı türbülansıyla karşı karşıyadır. Yüksek hızlı erimiş metal sürekli olarak duvarları aşındırarak ciddi mekanik erozyon tehdidi oluşturur.
AdTech gaz giderme odaları gelişmiş önceden dökülmüş, önceden ateşlenmiş refrakter şekiller kullanır. Bu bileşenlerin yüksek kontrollü bir üretim tesisinde dökülmesi ve fırınlanmasıyla, yapısal matris kullanıma alınmadan önce mutlak mükemmelliğe ulaşır. Bu önceden dökülmüş şekiller, ıslatmayan maddelerle yoğun bir şekilde güçlendirilmiş ultra düşük çimento formülasyonları kullanır. Aşırı yoğunluk, türbülanslı sıvı metalin duvarı aşındırmamasını sağlar ve herhangi bir refrakter parçacığın gevşeyip yüksek oranda saflaştırılmış alüminyum eriyiğini kirletmesini önler.
Seramik Köpük Filtreler Destek Yapıları
Seramik Köpük Filtreler (CFF) mikroskobik safsızlıkları fiziksel olarak hapseder. Erimiş alüminyum bu karmaşık seramik ağların içinden geçer. CFF'yi tutan yapı olan filtre çanağı mükemmel boyutsal stabilite gerektirir. Refrakter astar eğilir veya çatlarsa, erimiş metal filtreyi tamamen atlayarak tüm döküm çalışmasını mahvedebilir. Havacılık ve uzay bileşenleri veya ultra ince folyo olması amaçlanan dökümler kesinlikle sıfır kalıntıya tolerans gösterir. AdTech, filtre medyası etrafında mükemmel sızdırmazlık sağlayan ve metalin erken donmasını önlemek için sabit bir sıcaklığı koruyan sert, ıslanmayan sıcak yüzeylerle desteklenen özel mikro gözenekli yalıtımlı filtre kutuları tasarlar.
Launder Sistemleri ve Termal Tutma
Yolluk ağları sıvı alüminyumu ergitme fırınından gaz giderme ve filtreleme ünitelerinden geçirerek doğrudan döküm istasyonuna taşır. Bu yolculuk sırasındaki ısı kaybı ciddi bir tehdit oluşturmaktadır. Düşen sıcaklıklar operatörlerin metali birincil fırında aşırı ısıtmasını gerektirerek büyük miktarda enerji harcanmasına ve eriyikteki gaz gözenekliliğinin artmasına neden olur.
AdTech yıkama segmentleri yüksek mühendislik ürünü kompozit astarlar kullanır. Sıcak yüz ince, son derece güçlü, ıslanmayan dökülebilir bir katmana sahiptir. Bu katmanın hemen arkasında son derece gelişmiş aerojel veya mikro gözenekli levha yalıtımı bulunur. Bu özel yapılandırma, tüm yıkama ağı boyunca sıcaklık düşüşünün ihmal edilebilir düzeyde kalmasını sağlayarak terminal ucunda kusursuz döküm koşulları sağlar.
14. Sorun Giderme Matrisi ve Çözümleri
Gelişmiş malzemeler kullanılmasına rağmen, zorlu çalışma koşulları eninde sonunda aşınmaya neden olur. Anormalliklerin hızlı bir şekilde ele alınması, lokal hasarın katastrofik ekipman arızasına dönüşmesini önler. Temel nedenin teşhis edilmesi doğru onarım stratejisini belirler.
Refrakter Çatlama ve Dökülmelerin Teşhisi
Çatlaklar, her biri farklı bir arıza mekanizmasına işaret eden çeşitli şekillerde ortaya çıkar. Kılcal yüzey çatlakları genellikle normal termal genleşme ve büzülmeden kaynaklanır; nadiren yapısal bütünlüğü tehdit ederler. Bununla birlikte, sıcak yüzeye paralel uzanan derin, nüfuz eden çatlaklar termal dökülmeye işaret eder. Bu olgu, genellikle ilk kuruma aşamasında fırının çok hızlı ısıtılması veya sıcak yüzeyin ani soğuk hava akımlarına maruz kalması nedeniyle sıcaklık değişimleri malzemenin gerilme mukavemetini aştığında meydana gelir.
Kaplamanın tüm derinliği boyunca ilerleyen yapısal çatlaklar mekanik arızaya işaret eder. Bu hasar genellikle ağır çelik aletlerin kullanıldığı agresif temizlik uygulamalarından veya forklift yükleme işlemlerinden kaynaklanan şiddetli darbelerden kaynaklanır. Çatlak morfolojisinin belirlenmesi, bakım ekiplerinin operasyonel prosedürleri doğrudan ayarlamasına olanak tanır.
Onarım Stratejileri: Aşınmış Kaplamaların Etkili Bir Şekilde Yamanması
Hedeflenen alanlar ciddi aşınma gösterdiğinde, tamamen değiştirme gereksiz ve ekonomik olarak verimsiz kalır. Lokalize yama, işlevselliği hızla geri kazandırır.
Başarılı bir yama yürütmek için:
-
Hazırlık: Operatörler tüm gevşek, hasarlı ve alüminyum sızmış refrakteri titizlikle yontmalıdır. Onarım bölgesi temiz, işlenmemiş matris malzemesini ortaya çıkarmalıdır. Kırlangıç kuyruğu veya alttan kesme geometrisi oluşturmak, yeni yamanın mekanik olarak yerine kilitlenmesini sağlar.
-
Temizlik: Basınçlı hava kullanarak tüm tozu ortadan kaldırın.
-
Uygulama: Özel olarak formüle edilmiş bir yama bileşiği uygulayın. Bu bileşikler, genellikle fosfat bağlayıcılar kullanarak, sertleşmek için aşırı ısı gerektirmeden mevcut kürlenmiş refrakterlere agresif bir şekilde yapışan kimyasal bir bağlama mekanizmasına sahiptir.
-
Kürleme: Yamanın üreticinin protokolüne göre havada kurumasını bekleyin, ardından üniteyi hizmete geri vermeden önce nemi ortadan kaldırmak için taşınabilir bir brülör kullanarak lokalize bir ısı uygulaması yapın.
Tablo 3: Sorun Giderme Protokolleri ve Diyagnostik Eylemler
| Gözlemlenen Arıza Modu | Muhtemel Kök Neden | Acil Teşhis Eylemi | Önerilen Onarım Stratejisi |
| Şiddetli Korundum birikimi | Tükenmiş ıslatmayan madde, yüksek gözeneklilik | Çalışma sıcaklıklarını kontrol edin, yerel sıcak noktalar olup olmadığını inceleyin | Tabanı temizlemek için kırın, ıslanmayan fosfat bağlı yama uygulayın |
| Yüzey Dökülmesi (Pullanma) | Kuruma sırasında hızlı ısınma, termal şok | Pişirme programı kayıtlarını gözden geçirin, kapının çalışmasını kontrol edin | Gevşek pulları temizleyin, ince bir koruyucu yıkama kaplaması uygulayın |
| Derin Yapısal Çatlama | Şarj veya temizlik sırasında mekanik darbe | Şarj prosedürlerini gözlemleyin, taşıma araçlarını inceleyin | Çelik kabukta toplam yerel kopma, yüksek mukavemetli LCC ile yeniden döküm |
| Aşırı Isı Kaybı (Sıcak Kabuk) | Yedek yalıtımın bozulması, metal penetrasyonu | Dış kabuk üzerinde termografik görüntüleme yapılması | Kapatma gerektirir; sıcak yüzü çıkarın ve hasarlı yalıtımı değiştirin |
| CFF Çevresinde Metal Baypas | Filtre çanağı yuvasında boyutsal eğrilme | Oturma toleranslarını fiziksel olarak ölçün | Hassas kalıplanabilir bileşik ile oturma alanını yeniden yüzeylendirin |
15. Ekonomik Analiz ve Tedarik Optimizasyonu
Refrakter malzemelerin yalnızca ton başına başlangıç maliyetine göre tedarik edilmesi uzun vadeli mali kayıpları garanti eder. Gerçek başarı ölçütü, astarın ömrü, üstün yalıtım sayesinde tasarruf edilen enerji ve bakım duruş süresindeki azalma değerlendirilerek hesaplanan Toplam Sahip Olma Maliyetidir (TCO).
Yaşam Döngüsü Maliyetlendirme Stratejileri
Baryum sülfat ile güçlendirilmiş yüksek saflıkta, ıslanmayan dökülebilir malzemeler, geleneksel ateş kili malzemelerine kıyasla daha yüksek bir ilk satın alma fiyatına sahiptir. Ancak, geleneksel malzemelerin sık sık değiştirilmesi gerekir. Standart bir astar, şiddetli korundum sızması nedeniyle on iki ay içinde tamamen bozulabilir. AdTech onaylı yüksek alüminalı bir astar, uygun şekilde bakımı yapıldığında, otuz altı aydan sonra rutin olarak çalışır.
Satın alma yöneticileri, sökme ve yeniden kurulumla ilgili işçilik maliyetlerini, birkaç günlük duruş süresi boyunca kaybedilen üretim gelirini ve soğuk bir fırını yeniden ısıtmak için harcanan yakıtı hesaplamalıdır. Bu değişkenler analiz edildiğinde, premium refrakterler muazzam bir Yatırım Getirisi (ROI) ortaya koymaktadır.
Kalite Kontrol ve Standart Testler
Malzeme veri sayfalarını değerlendirmek, belirli test protokollerini anlamayı gerektirir. Dökümhaneler, katı Amerikan Test ve Malzeme Topluluğu (ASTM) standartlarına uyulmasını talep etmelidir.
-
ASTM C20 Görünür Gözenekliliği ve Yığın Yoğunluğunu ölçer. Daha düşük gözeneklilik, sıvı metal penetrasyonuna karşı daha iyi direnç sağlar.
-
ASTM C133, Soğuk Kırılma Dayanımı ve Kopma Modülünü test eder. Yüksek değerler mekanik kötü kullanıma karşı direnç sağlar.
-
ASTM C704, yüksek hızlı sıvı akışına veya mekanik kazımaya maruz kalan alanlar için kritik olan Aşınma Direncini değerlendirir.
Titiz test dokümantasyonu talep eden tesisler, erimiş alüminyum işlemenin acımasız gerçeklerine dayanmak için mükemmel şekilde uygun malzemeleri güvence altına alır.
16. Alüminyum Döküm Refrakterlerinde Gelecek Trendleri
Sektör sürekli olarak daha yüksek verimlilik ve daha sıkı çevresel kontrollere doğru ilerlemektedir. Nanoteknolojideki gelişmeler, monolitik refrakterlerin geliştirilmesinde büyük umut vaat etmektedir. Nano-silika veya nano-alüminanın bağlayıcı matrisine dahil edilmesi, 8%'nin altında gözeneklilikler elde ederek olağanüstü sıkı gözenek yapıları oluşturur. Bu mikroskobik yoğunluk, sıvı alüminyum için neredeyse aşılmaz bir bariyer sağlar.
Ayrıca, kendiliğinden akan dökülebilir malzemeler harici vibrasyon ekipmanına olan bağımlılığı azaltır. Bu yüksek mühendislik ürünü karışımlar kendi ağırlıkları altında su gibi akarak gaz giderme rotorları ve yıkama geçişlerinin etrafındaki karmaşık geometrileri mükemmel şekilde doldurur. Bu yenilik, tüm döküm boyunca mükemmel homojen yoğunluk sağlayarak kurulum sürecinde insan hatasını ortadan kaldırır.
AdTech, bu gelişmiş seramik teknolojilerini doğrudan filtrasyon ve gaz giderme portföylerine entegre ederek, erimiş metal saflığı ve operasyonel verimlilik açısından sürekli olarak daha yüksek kriterler belirlemeye devam etmektedir. Alüminyum üreticileri, en ileri metalürji bilimine öncelik vererek, son derece rekabetçi bir küresel pazarda belirleyici bir avantaj elde etmektedir.
17. Sıkça Sorulan Sorular
Alüminyum Ergitme Refrakterleri: 10/10 Teknik SSS
1. Alüminyum ergitme için en iyi tek refrakter tipi hangisidir?
Evrensel bir en iyi yoktur. Yüksek alüminalı malzemeler ve magnezya-spinel dökümler, çalışma bölgelerinde yaygın olarak en iyi performans gösteren malzemelerdir. En iyi seçim hurda kimyasına, flaks kullanımına ve termal yönetime bağlıdır. Laboratuvar infiltrasyon testleri ve pilot yamalar, tam değişim öncesinde riski azaltır.
2. 2 tonluk bir indüksiyon ergitme ocağı için hangi astar kalınlığını belirtmeliyim?
3. Çalışma katmanı seçiminde gözeneklilik ne kadar önemlidir?
Çok önemli. Düşük açık gözeneklilik metal sızma riskini azaltır. Çalışma yüzeylerinde 8-15%'yi hedefleyin. Aşırı düşük gözeneklilik termal şok toleransını etkileyebilir, bu nedenle denge gereklidir.
4. Astarımda silisyum karbür kullanmalı mıyım?
5. Islanmayı önleyici kaplamalar maliyete değer mi?
Evet, birçok alüminyum uygulamasında. Metal penetrasyonunu azaltırlar ve özellikle temel refrakterin doğası gereği ıslanmadığı durumlarda astar ömrünü uzatırlar. Her zaman kaplama tedarikçisinin talimatlarına uyun ve onarımlardan sonra yeniden uygulayın.
6. Ani refrakter yetmezliğe ne sebep olur?
7. Satıcı verilerini nasıl doğrulamalıyım?
8. Şekilli tuğla kaplama monolitikten daha mı iyidir?
9. Astarı ne sıklıkta kontrol etmeliyim?
Günlük görsel kontroller, haftalık termal kayıtlar ve aylık boreskop incelemesi iyi bir uygulamadır. Planlı kesintiler sırasında büyük denetimler planlayın.
10. Refrakter iyileştirmeleri enerji kullanımını azaltabilir mi?
Evet. İyileştirilmiş yalıtım, azaltılmış kabuk sıcaklıkları ve optimize edilmiş bir kaplamadan kaynaklanan daha düşük ısı kaybı yakıt ve elektrik kullanımını azaltır ve erime sürelerini iyileştirir. Tasarrufları ölçmek için bir ısı kaybı denetimi gerçekleştirin.
Nihai mühendislik kontrol listesi (hızlı)
-
Hurda ve akı kimyası taban çizgisini tanımlayın.
-
Aday refrakter aileleri seçin ve laboratuvar infiltrasyon testleri talep edin.
-
Hedef gözenekliliği, yoğunluğu, CCS'yi, termal iletkenliği ve CTE eşleşmesini belirtin.
-
Satıcı sözleşmesinde kurulum ve aşamalı kür programını hazırlayın.
-
İlk yeniden oluşturmada yerinde teknik destek gerektirir.
-
İzleme planını uygulayın: kabuk termokuplları, görsel kayıtlar, boreskop.
-
ROI'yi hesaplamak için kurulum öncesi ve sonrası enerji ve kesinti sürelerini izleyin.
Referanslar ve önerilen okumalar
Bu özetin hazırlanmasında başvurulan temel endüstri ve teknik referanslar arasında alüminyum fırınlarında refrakter seçimi ve bakımı ile ilgili teknik makaleler ve üretici kılavuzları yer almaktadır; temsili kaynaklar arasında pratik refrakter tasarım PDF'leri, refrakter seçimi ile ilgili endüstri tedarikçisi notları ve korozyon direnci ile ilgili malzeme bilimi incelemeleri bulunmaktadır. Hazırlık sırasında kullanılan örnekler: teknik refrakter astarları ve refrakter korozyon direncine ilişkin bir endüstri incelemesi.
