Modern alüminyum dökümünde, daha düşük hidrojen içeriği, daha az iğne deliği, daha temiz metal ve daha istikrarlı kütük, slab veya dökümhane kalitesi için en güvenilir yol AdTech döner gaz alma üni̇tesi̇ doğru şekilde belirlenmiş bir grafit rotor ve grafit şaft, kontrollü bir gaz akışı, rotor hızı, daldırma derinliği, eriyik sıcaklığı ve işlem süresi penceresi içinde çalıştırılır. Bu değişkenler alaşım tipi ve fırın koşullarıyla eşleştirildiğinde, erimiş alüminyum daha düşük yoğunluk indeksi, daha az gaz hatası, daha iyi inklüzyon flotasyonu, daha az aşağı akış tıkanması, gelişmiş yüzey kalitesi ve daha güçlü proses tutarlılığı gösterir. Pratik tesis açısından, iyi bir döner gaz giderme ikincil bir işlem adımı değildir. Temel bir metalürjik kontrol noktasıdır.
Projeniz Gaz Giderme Erimiş Alüminyum Ünitesi kullanımını gerektiriyorsa, şunları yapabilirsiniz Bize ulaşın ücretsiz fiyat teklifi için.
Erimiş alüminyum yüzeyde sakin görünebilir, ancak eriyiğin içinde çözünmüş hidrojen, parçalanmış oksit filmler, flaks kalıntıları ve ince metalik olmayan parçacıklar bulunabilir. Hidrojen en kalıcı gaz sorunudur çünkü sıvı alüminyum hidrojeni katı alüminyuma göre çok daha kolay çözer. Katılaşma sırasında bu çözünmüş hidrojen çözünürlüğünü kaybeder ve gözenekler oluşturur. Sonuç, gözle görülür iğne delikleri, iç gözeneklilik, daha düşük basınç sızdırmazlığı, daha zayıf yorulma ömrü, zayıf işleme tepkisi veya dengesiz eloksal görünümü olabilir. Döner gaz giderme işlemi, inert gazı çok ince kabarcıklar halinde dağıtan döner bir grafit rotor aracılığıyla bu sorunu çözer. Bu kabarcıklar yüksek yüzey alanı yaratarak metalden hidrojen difüzyonunu hızlandırır ve aynı zamanda inklüzyonların yüzeye doğru yükselmesine yardımcı olur. Bu kombinasyon, döner arıtmayı dökümhanelerde, basınçlı döküm dökümhanelerinde, kütük hatlarında ve haddeleme levha tesislerinde en yaygın olarak benimsenen erimiş alüminyum arıtma yöntemlerinden biri haline getirmektedir.

Erimiş alüminyum gaz giderme neyi çözer ve dökümden önce neden gereklidir?
Gazdan arındırma, çözünmüş hidrojeni giderir ve askıda kalan yabancı maddelerin eriyik dışına taşınmasına yardımcı olur. Alüminyum metalürjisinde hidrojen, nem, ıslak aletler, nemli şarj malzemesi, nemli yanma ürünleri veya fırın atmosferine maruz kalma yoluyla eriyiğe kolayca girebildiği için endişe duyulan ana çözünmüş gazdır.
Metal soğuyup katılaşmaya başladığında, hidrojen çözünürlüğü keskin bir şekilde düşer. Bu düşüş gazı çözeltinin dışına iterek gözeneklilik oluşturur. Kusur çeşitli şekillerde ortaya çıkabilir:
- Yüzeye yakın ince iğne delikleri.
- Kırılma veya makroetch üzerinde görülebilen iç gözenekler.
- Döküm bileşenlerde azaltılmış basınç sızdırmazlığı.
- Daha düşük uzama ve yorulma direnci.
- Haddeleme veya ısıl işlem sonrası yüzey kabarcıkları.
- Tutarsız işleme davranışı.
- Vakum veya sızıntıya duyarlı uygulamalarda reddetme.
Gaz giderme işlemini atlayan veya yetersiz yapan bir tesis, kimya ve sıcaklık kabul edilebilir görünse bile genellikle kalitede daha fazla değişkenlik görür.
Ayrıca okuyun:Gaz giderme nedir? Anlamı, amacı, yöntemleri nelerdir?
Erimiş alüminyumda hidrojen: temel metalürjik sorun
Hidrojen eriyiğe su buharı veya hidrokarbonlarla temas yoluyla girer. Az miktarda nem bile hidrojen toplanmasını tetikleyebilir. Yaygın kaynaklar şunlardır:
- Islak hurda
- Nemli fırın atmosferi.
- Islak akılar
- Nemli refrakter yüzeyler.
- Transfer noktalarının yakınındaki sızdıran soğutma sistemleri.
- Çalıştırma sırasında aletlerde veya lavabolarda yoğuşma.
Neredeyse aynı alaşım kimyasına sahip iki ısının çok farklı döküm yapabilmesinin nedeni budur. Bir ısı düşük hidrojene sahip olabilir ve temiz döküm yapabilir. Diğeri ise tüm çalışma boyunca porozite oluşturacak kadar çözünmüş gaz taşıyabilir.
Kötü gaz giderme ile bağlantılı temel eriyik kalitesi riskleri
| Üretimde sorun | Tipik kök neden | Nihai üründe sonuç |
|---|---|---|
| İğne delikleri ve gaz gözenekliliği | Yüksek çözünmüş hidrojen | Azaltılmış yoğunluk, sızıntı hatası, işleme kusurları |
| Haddeleme veya ısıl işlem sonrası kabarcıklar | Metal içinde hapsolmuş hidrojen | Yüzey reddi ve müşteri şikayetleri |
| Düşük yorulma ömrü | Gaz gözenekleri ve oksit etkileşimi | Erken çatlak başlangıcı |
| Kararsız filtrasyon | Gaz kabarcıkları ile karışık ağır inklüzyon yükü | Basınç dalgalanmaları ve filtre ömrünün kısalması |
| Yetersiz yüzey kalitesi | Döküm içine taşınan cüruf ve oksit | Çizgiler, şeritler, pürüzler |
Eriyik işlemede faydalı bir kural basittir: kimya tek başına döküm kalitesini garanti etmez. Hidrojen kontrolü de aynı derecede önemlidir.
Döner gaz giderme ünitesi sıvı alüminyumdan hidrojeni nasıl giderir?
Döner gaz giderme ünitesi, dönen bir grafit şaft ve bazen pervane olarak da adlandırılan grafit rotor aracılığıyla inert veya yarı inert bir arıtma gazı enjekte eder. Rotor, gaz akışını küçük kabarcıklardan oluşan bir buluta böler ve aynı zamanda eriyiği dolaştırır. Bu birleşik eylem, döner sistemlerin genellikle basit lans kabarcıklandırmadan daha iyi performans göstermesinin nedenidir.
Hidrojen gideriminin arkasındaki fiziksel prensip
Hidrojen erimiş alüminyumdan arıtma gazı kabarcıklarına yayılır çünkü yeni oluşan kabarcık içindeki hidrojen kısmi basıncı çok düşüktür. Küçük kabarcıklar önemlidir çünkü şunları sağlarlar:
- Birim gaz hacmi başına daha fazla yüzey alanı.
- Eriyik içinde daha uzun temas süresi.
- Tedavi bölgesi boyunca daha iyi dağıtım.
- Daha verimli hidrojen transferi.
Dönen rotor ayrıca eriyiği bir bölgeden diğerine taşıyarak ölü bölgeleri azaltır ve işlem odası veya fırın cebi boyunca homojenliği artırır.
Düz gaz temizleme ile karşılaştırıldığında döner gaz giderme
| Tedavi yöntemi | Kabarcık kalitesi | Metal dolaşımı | Gaz giderme verimliliği | Tipik tesis sonucu |
|---|---|---|---|---|
| Statik lans temizleme | Kaba kabarcıklar | Zayıf | Orta ila düşük | Eşit olmayan tedavi ve daha uzun döngü süresi |
| Döner gaz giderme | İnce, iyi dağılmış kabarcıklar | Güçlü | Yüksek | Daha düşük hidrojen ve daha iyi tutarlılık |
| Tablet veya sadece akı tedavisi | Sınırlı gaz etkisi | Minimal | Hidrojen gideriminde düşük | Kapsama yardımcı olabilir, gaz kontrolünde yeterli değil |
Kabarcık boyutu performansı neden bu kadar değiştiriyor?
Çok büyük kabarcıklar hızla yükselir ve fazla hidrojen transferi gerçekleşmeden eriyiği terk eder. İyi tasarlanmış bir rotor ince ve istikrarlı bir kabarcık alanı oluşturur. Bu da kalma süresini uzatır ve arıtma verimliliğini büyük ölçüde artırır. Tesisler genellikle yoğunluk indeksindeki, düşük basınç testi sonuçlarındaki ve döküm hatası oranındaki farkı hemen görürler.
Döner işlem sırasında inklüzyon flotasyonu
Döner gaz giderme sadece hidrojenle ilgili değildir. İnce kabarcıklar oksit filmlerine, flaks kalıntılarına ve diğer asılı partiküllere yapışabilir. Bu kirlilikler bir kez bağlandıktan sonra daha kaldırma kuvveti hale gelir ve eriyik yüzeyine veya yağsız tabakaya doğru hareket eder. Bu da iyi bir döner sistemin hem gaz giderimini hem de temizlik iyileştirmesini desteklediği anlamına gelir.

Döner gaz gidermede hangi gazlar kullanılır ve bunlar nasıl seçilmelidir?
Gaz seçimi arıtma maliyetini, hidrojen giderme verimliliğini, metal temizliğini, çevresel yükü ve ekipman aşınmasını etkiler. En yaygın seçenekler argon ve nitrojendir. Bazı operasyonlar özel durumlarda klor içeren karışımlar da kullanmaktadır, ancak birçok tesis artık güvenlik ve emisyon endişeleri nedeniyle klorsuz uygulamayı tercih etmektedir.
Gaz karşılaştırma tablosu
| Gaz tipi | Ana fayda | Ana sınırlama | Tipik kullanım durumu |
|---|---|---|---|
| Argon | Son derece inert, güçlü gaz giderme performansı, düşük reaksiyon riski | Daha yüksek maliyet | Üstün temizlik hatları, reaktif alaşım aileleri, katı kalite hedefleri |
| Azot | Düşük maliyetli, yaygın olarak bulunur, birçok alüminyum alaşımında etkilidir | Argondan biraz daha az inerttir, uygulama penceresi alaşıma ve tesis uygulamasına bağlıdır | Genel dökümhane kullanımı, maliyete duyarlı operasyonlar |
| Argon artı klor veya klor içeren karışım | Hidrojen ve bazı çözünmüş alkali safsızlıkların giderilmesine yardımcı olur | Güvenlik, korozyon, duman kontrolü, düzenleyici basınç | Eski sistemler veya özel arıtma yolları |
Argon tercih edildiğinde
Argon genellikle şu durumlarda seçilir:
- Temizlik hedefleri çok katıdır.
- Ürün değeri yüksektir.
- Alaşım kimyası daha reaktiftir.
- Tesis en istikrarlı ve inert proses rotasını istiyor.
- Müşteri denetimleri, eriyik tedavi kayıtlarına yoğun bir şekilde odaklanmaktadır.
Azot pratik bir seçenek olduğunda
Alaşım ailesi, işlem sıcaklığı ve çalışma disiplini uygun olduğu sürece daha düşük maliyetle çok iyi sonuçlar üretebildiği için azot birçok dökümhanede yaygın olmaya devam etmektedir.
Gaz saflığı neden önemlidir?
Saflık düşükse veya hat sızıntıları neme neden oluyorsa doğru gaz bile düşük performans gösterebilir. Mühendisler kontrol etmelidir:
- Gaz saflık spesifikasyonu.
- Çiğlenme noktası seviyesi.
- Akış kararlılığı.
- Hortum ve fitting bütünlüğü.
- Regülatör durumu.
Üst sınıf bir rotor, ıslak gaz veya dengesiz gaz dağıtımını telafi edemez.
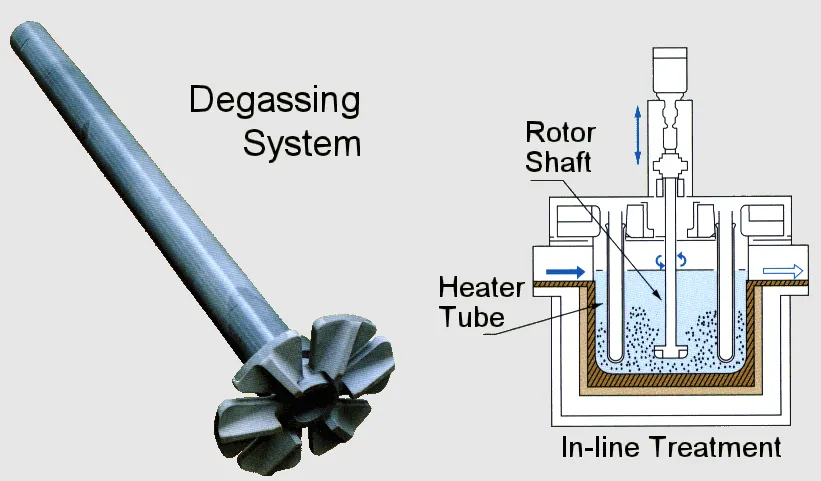
AdTech döner gaz giderme ünitesinin ana parçaları nelerdir?
Döner gaz giderme sistemi sadece grafit çarklı bir motordan ibaret değildir. Güvenilir arıtma, tam montaja bağlıdır.
Birimdeki temel bileşenler
| Bileşen | Fonksiyon | Neden önemli |
|---|---|---|
| Tahrik motoru | Şaftı ve rotoru döndürür | Kararlı hız kontrolü kabarcık kalitesini etkiler |
| Kaldırma mekanizması | Şaft tertibatını kaldırır ve indirir | Daldırma derinliğini kontrol eder ve başlatma veya kapatma sırasında rotoru korur |
| Grafit şaft | Gaz ve torku rotora aktarır | Oksidasyona ve termal şoka dayanıklı olmalıdır |
| Grafit rotor | Gazı ince kabarcıklara ayırır ve eriyiği dolaştırır | Ana aktif tedavi bileşeni |
| Gaz dağıtım sistemi | Şaftın içine argon veya nitrojen gönderir | Akış kararlılığı hidrojen giderimini etkiler |
| Kontrol kabini | Hızı, zamanı, gaz oranını, hareket sırasını ayarlar | Tekrarlanabilir işleme tutarlı ayarlara bağlıdır |
| Koruyucu başlık veya sızdırmazlık düzeneği | Duman yayılımını ve ısı kaybını azaltır | Tesis güvenliğini ve arıtma stabilitesini artırır |
| Montaj çerçevesi veya taşıyıcı | Üniteyi fırın, pota veya arıtma kutusu üzerinde destekler | Yapısal doğruluk, güvenilir daldırma ve hizalamayı destekler |
Üretimde döner ünite konumları
AdTech döner gaz giderme üniteleri aşağıdakilere monte edilebilir:
- Bekletme fırınları
- Transfer kepçeleri
- Potalar
- Satır içi tedavi kutuları.
- Aklama bağlantılı rafineri istasyonları.
En iyi konum eriyik hacmine, parti ritmine, alaşım değiştirme sıklığına ve aşağı akış döküm rotasına bağlıdır.
Kontrol hassasiyeti neden önemlidir?
Benzer motor gücüne sahip iki üniteden biri hassas hız kontrolünden veya sabit daldırma konumlandırmasından yoksunsa çok farklı tedavi sonuçları üretebilir. Tekrarlanabilirlik çok önemlidir çünkü hidrojen alımı ısıdan ısıya hızla değişebilir. Tesisler, operatör hissine dayalı bir arıtma yöntemine değil, tekrarlayabilecekleri bir gaz giderme reçetesine ihtiyaç duyar.
Gerçek tesis işletiminde en önemli grafit rotor özellikleri hangileridir?
Bu konuyla ilgili arama trafiği genellikle tek bir soruya odaklanır: “Bir grafit rotor spesifikasyon sayfasında neleri kontrol etmeliyim?” Cevap sadece çaptan daha geniştir. Rotor ömrü ve işlem kalitesi; malzeme kalitesi, yapı, geometri, gaz çıkışı tasarımı, oksidasyona karşı koruma, boyutsal doğruluk ve şaft ile uyumluluğa bağlıdır.
Temel grafit rotor özellikleri
| Spesifikasyon öğesi | Tipik endüstriyel odak | Neden önemli |
|---|---|---|
| Grafit sınıfı | İnce taneli, yüksek saflıkta, yoğun grafit | Mukavemet, oksidasyon direnci, düşük kirlenme riski |
| Yığın yoğunluğu | Daha yüksek yoğunluk dereceleri genellikle tercih edilir | Daha iyi aşınma direnci ve gövdeden daha düşük gaz kaçağı |
| Kül içeriği | Çok düşük kül tercih edilir | Erimiş alüminyumda kontaminasyon riskini azaltır |
| Oksidasyon koruması | Emprenye veya yüzey kaplama | Sıcak oksitleyici koşullarda hizmet ömrünü uzatır |
| Rotor çapı | Eriyik hacmi ve kap geometrisine uygun | Sirkülasyon modelini ve kabarcık dağılımını kontrol eder |
| Rotor şekli | Açık, kapalı, oluklu, çok portlu stiller | Kabarcık boyutu, kesme ve inklüzyon flotasyonunu etkiler |
| Gaz deliği tasarımı | Çıkışların sayısı, boyutu ve açısı | Kabarcık dağılımı için kritik |
| Diş veya bağlantı stili | Şaft ile güvenli uyum | Yalpalamayı, sızıntıları ve mekanik arızaları önler |
| Maksimum çalışma sıcaklığı | Grafit sınıfı ve kaplama ile bağlantılı | Hizmet penceresinin tanımlanmasına yardımcı olur |
| Beklenen ömür | Döngü, saat veya ton cinsinden ölçülür | Maliyet planlamasında önemli |
Tipik grafit rotor özellik aralıkları
Kesin değerler üreticiye ve dereceye göre değişir. Aşağıdaki aralıklar tek bir evrensel standarttan ziyade yaygın endüstriyel uygulamaları yansıtmaktadır.
| Mülkiyet | Yüksek kaliteli grafit rotorlarda tipik aralık | Pratik önemi |
|---|---|---|
| Yığın yoğunluğu | 1,70 ila 1,86 g/cm³ | Daha yüksek yoğunluk genellikle daha uzun ömrü destekler |
| Kül içeriği | 0,3%'nin altında | Eriyik içine daha düşük safsızlık transferi |
| Eğilme mukavemeti | 20 ila 45 MPa | Dönme ve daldırma sırasında çatlamaya karşı dayanıklıdır |
| Basınç Dayanımı | 50 ila 100 MPa | Yapısal stabiliteyi destekler |
| Görünür gözeneklilik | Düşük ve kontrollü | Daha düşük oksidasyon ve daha az gaz sızıntısı |
| Hizmet ömrü | Kullanıma bağlı olarak onlarca ila yüzlerce döngü | Tedarikte başlıca maliyet faktörü |
Rotor geometrisi neden küçük bir ayrıntı değildir?
Rotor geometrisi kabarcık oluşumunu ve eriyik sirkülasyonunu kontrol eder. Zayıf bir geometri, gaz akışı ve devir doğru görünse bile büyük kabarcıklar ve ölü bölgeler üretebilir. Güçlü bir tasarım gazı eşit şekilde yayar, kabarcık bulutunu sabit tutar ve oksidi yüzeyden eriyiğe geri çekebilecek şiddetli girdap oluşumunu önler.
Yaygın rotor tasarım aileleri
| Rotor tipi | Tipik davranış | Uygun durumlar |
|---|---|---|
| Açık yarıklı rotor | Güçlü gaz kırma, kolay temizleme | Genel amaçlı tedavi |
| Kapalı veya yarı kapalı rotor | Daha kontrollü kabarcık salınımı | Kararlı ince dispersiyon gerektiren uygulamalar |
| Çok delikli radyal rotor | Geniş baloncuk alanı | Orta ila büyük eriyik hacmi |
| Pompalama tarzı rotor | Güçlü sirkülasyon artı gaz giderme | Daha büyük arıtma odaları veya inline kutular |
Rotor ömrünü ne kısaltır?
Yaşamı sınırlayan başlıca faktörler şunlardır:
- Boşta sıcak maruziyet sırasında havada oksidasyon.
- Kötü ön ısıtmadan kaynaklanan termal şok.
- Daldırma sırasında mekanik darbe.
- Kararsız yanmaya veya lokal aşırı ısınmaya neden olan yanlış gaz akışı.
- Agresif fırın atmosferlerinde kimyasal saldırı.
- Aşırı hızlı çalışma.
- Kötü şaft hizalaması.
Düşük fiyatlı bir rotor satın alma siparişinde cazip görünebilir, ancak sık değiştirme, ani kırılma ve dengesiz muamele genellikle onu maliyetli bir seçim haline getirir.
Grafit şaft özellikleri gaz giderme stabilitesini nasıl etkiler?
Şaft genellikle rotordan daha az ilgi görür, ancak şaft gaz taşır, torku iletir ve rotoru düşmanca bir erimiş metal ortamında yerinde tutar. Şaft kalitesi zayıfsa rotor en iyi performansını gösteremez.
Önemli grafit şaft parametreleri
| Parametre | Alıcıların doğrulaması gerekenler | Operasyon üzerindeki etkisi |
|---|---|---|
| Malzeme sınıfı | Anti-oksidasyon işlemine sahip yoğun, yüksek saflıkta grafit | Aşınma ve oksidasyona karşı daha iyi direnç |
| Şaft uzunluğu | Fırın derinliği ve kaldırma stroku ile uyumlu | Doğru daldırma ve güvenli çalışma |
| Dış çap | Tork talebine ve gaz geçişi boyutuna uygun | Rotasyon sırasında stabilite |
| İç delik boyutu | Arıtma gazı akışına göre boyutlandırılmıştır | Gaz kısıtlamasını önler |
| Ortak tasarım | Dişli veya özel kilitli bağlantı | Titreşimi ve sızıntıyı sınırlar |
| Doğruluk toleransı | Sıkı işleme kontrolü | Yalpalamayı ve dengesiz rotor aşınmasını azaltır |
| Kaplama kalitesi | Tek tip anti-oksidasyon koruması | Erime çizgisinin üzerinde daha uzun sıcak ömür |
Üst sıcak bölge neden kritiktir?
Metal yüzeye ve fırın açıklığına yakın şaft bölümü genellikle en hızlı oksidasyona maruz kalır. Bu bölge sıcak hava, termal döngü ve duman saldırısına maruz kalır. İyi bir kaplama ve akıllı işletme uygulamaları birçok çevrim ömrü kazandırabilir.
Üretimde görülen şaft arıza modları
- Erime çizgisinin üzerinde oksidasyon incelmesi.
- Rotor bağlantısında diş hasarı.
- Darbe veya kötü kullanım nedeniyle bükülme.
- Tortulardan kaynaklanan iç delik tıkanıklığı.
- Tekrarlanan termal şoklardan sonra çatlak oluşumu.
Grafit bileşenleri değerlendiren bir alıcı, şaft ve rotoru birbiriyle alakasız yedek parçalar değil, uyumlu bir montaj gibi ele almalıdır.
Hidrojen giderme verimliliğini hangi işletim parametreleri belirler?
Proses penceresi yanlışsa birinci sınıf donanım bile iyi performans göstermeyecektir. Döner gaz giderme işleminin birçok ayarlanabilir değişkeni vardır ve bunların etkileşimi eriyiğin iyileşip iyileşmeyeceğini veya sadece karıştırılıp karıştırılmayacağını belirler.
Ana süreç değişkenleri
| Parametre | Çok düşükse | Çok yüksekse | Pratik hedef mantığı |
|---|---|---|---|
| Rotor hızı | Büyük kabarcıklar, zayıf sirkülasyon | Yüzey girdabı, cüruf sürüklenmesi, aşırı aşınma | Yüzey oksidini aşağı doğru çekmeden ince kabarcıklar oluşturan hızı kullanın |
| Gaz akış hızı | Sınırlı hidrojen transferi | Kabarcık birleşmesi, türbülans, metal bozulması | Eriyik hacmi ve rotor geometrisiyle eşleştirme |
| Daldırma derinliği | Sadece üst kısma yakın zayıf karışım | Dip oyulması veya refrakter etkileşimi | Rotoru alttan boşluk bırakarak aktif erime bölgesinde tutun |
| Tedavi süresi | Eksik gaz giderme | Ekstra cüruf, oksidasyon, daha düşük verimlilik | Tahmin yerine hidrojen testleri ile doğrulama |
| Erime sıcaklığı | Çok düşükse yavaş kabarcık davranışı | Çok yüksekse daha yüksek oksidasyon ve hidrojen toplama riski | Alaşıma özgü döküm penceresi içinde kalın |
| Metal kütlesi ve geometrisi | Dikkate alınmazsa eşit olmayan tedavi | Fırınlar arasında zayıf reçete transferi | Ayarları gerçek banyo hacmine ve kap şekline göre ölçeklendirin |
Rpm neden alışkanlıkla seçilemez?
Dökümhanelerdeki yaygın bir hata, her alaşım, fırın ve parti boyutu için tek bir rotor hızı kullanmaktır. Bu nadiren en iyi sonucu verir. Aynı rotor, küçük bir potada daha büyük bir bekletme fırınından farklı bir devire ihtiyaç duyabilir. Devir sayısını hidrojen testi verilerine göre doğrulayan tesisler genellikle daha güçlü tekrarlanabilirlik görür.
Önerilen süreç geliştirme yöntemi
Mühendisler genellikle tarifi bu şekilde oluştururlar:
- Alaşım ailesini ve eriyik hacmini tanımlar.
- Gaz türünü ve saflığını seçin.
- Güvenli bir rotor daldırma derinliği seçin.
- Birkaç hız ve gaz oranı kombinasyonu çalıştırın.
- Hidrojen seviyesini, yoğunluk endeksini veya düşük basınç sonucunu ölçün.
- Cüruf oluşumunu ve rotor aşınmasını kaydedin.
- Kalite, maliyet ve bileşen ömrünü dengeleyen tarifi düzeltin.
Bu veri tabanlı yöntem, bir ayarı başka bir satırdan kopyalamaktan çok daha güçlüdür.
Döner gaz giderme inklüzyon giderme, cüruf oluşumu ve metal verimini nasıl etkiler?
Döner işlem gaz içeriğinden daha fazlasını etkiler. Ayrıca askıda kirlilik davranışını, yağsız hacmi ve eriyik kaybını da etkiler. İyi bir sistem hidrojeni azaltırken gereksiz türbülans yaratmadan inklüzyon flotasyonunu teşvik eder.
Hidrojen azaltımının ötesinde faydalar
- Oksit filmler yukarı doğru daha verimli hareket eder.
- İnce metalik olmayan partiküller kabarcıklara yapışabilir ve yükselebilir.
- Eriyik sıcaklığı yerel işlem bölgesinde daha homojen hale gelir.
- Aşağı akış seramik köpük filtreleri, daha düşük kirlenme yükü nedeniyle daha uzun süre dayanabilir.
- Birleşik gaz ve inklüzyon etkileşimine bağlı döküm kusurları genellikle azalır.
Ancak gaz giderme cürufu artırabilir mi?
Evet, kötü uygulama ekstra cüruf oluşturabilir. Rotor hızı çok yüksekse veya daldırma çok sığsa, ünite yüzey oksitini eriyiğin içine çekebilir ve daha fazla oksidasyon oluşturabilir. Bu da gaz giderme işleminin kontrollü olması gerektiği anlamına gelir. İyi bir döner işlem yüzeyin altında sakindir, üstte şiddetli değildir.
Süreç denge tablosu
| Çalışma durumu | Hidrojen üzerindeki etkisi | Kapanımlar üzerindeki etkisi | Cüruf ve verim üzerindeki etkisi |
|---|---|---|---|
| Doğru devir ve gaz oranı | Güçlü kaldırma | İyi yüzdürme desteği | Kabul edilebilir yağsız seviye |
| Çok fazla yüzey çalkalanması | Karışık sonuç | Yüzey oksidi eriyiğe yeniden girebilir | Daha yüksek cüruf, daha düşük verim |
| Çok kısa tedavi süresi | Zayıf kaldırma | Sınırlı flotasyon | Verimli görünebilir ancak kalite düşük kalır |
| Kararlı arıtma artı uygun sıyırma | En iyi genel sonuç | Temizleyici eriyik | Daha düşük hurda ve daha iyi verim istikrarı |
Verim neden gaz giderme değerlendirmesine dahil edilmelidir?
Bazı tesisler bir gaz giderme ünitesini sadece hidrojen sayılarına göre değerlendirir. Bu eksik bir değerlendirmedir. Gerçek ekonomik sonuç şunları içerir:
- Hurda oranı
- Cüruf üretimi.
- Rotor ve şaft tüketimi.
- Tedavi süresi.
- Gaz tüketimi.
- Bakım nedeniyle duruş süresi.
- Son döküm kalitesi.
En iyi kurulum her zaman mutlak en düşük hidrojen sonucuna sahip olan değildir. En iyi toplam üretim sonucunu veren kurulumdur.
Mühendisler rotor çapını, daldırma derinliğini ve kap uyumunu nasıl seçmelidir?
Rotor boyutu ve arıtma odası geometrisi birlikte çalışmalıdır. Çok küçük bir rotor yeterince eriyik taşıyamayabilir. Çok büyük bir rotor ise dengesiz akış ve hızlı aşınma yaratabilir.
Pratik seçim faktörleri
| Seçim faktörü | Neden önemli |
|---|---|
| Eriyik hacmi | Daha büyük banyolar daha geniş sirkülasyona ihtiyaç duyar |
| Fırın veya pota şekli | Geometri devridaim modelini kontrol eder |
| Alt boşluk | Kum, çamur veya refrakter bozulmasını önler |
| Yüzey boşluğu | Girdap oluşumunu ve oksit sürüklenmesini sınırlar |
| Alaşım temizlik hedefi | Daha temiz metal hedefler, daha ince kabarcık tasarımı ve daha uzun arıtmayı haklı çıkarabilir |
| Üretim ritmi | Kısa döngüler, aşırı agresif karıştırma olmadan güçlü verimlilik gerektirir |
Tesis tasarım incelemelerinde kullanılan kurallar
- Rotoru kabın tabanından uzak tutun.
- Yüzeye çok yakın bir konumdan kaçının.
- Rotor çapını işlem odası genişliğiyle eşleştirin.
- Mil uzunluğunun tekrarlanabilir daldırma sağladığını onaylayın.
- Tahrik sisteminin torku yalpalamadan idare ettiğini doğrulayın.
Kap uyumu neden katalog boyutundan daha önemlidir?
Bir müşteri fırınında iyi performans gösteren bir rotor, eriyik derinliği, duvar aralığı veya metal şarj hacmi farklıysa başka bir fırında kötü çalışabilir. AdTech müşterilerinin yalnızca genel boyutlu bir yedek parçaya güvenmek yerine genellikle gerçek fırın çizimlerine bağlı boyutlar talep etmelerinin bir nedeni de budur.
Bir dökümhanede gaz giderme kalitesini hangi test yöntemleri kanıtlar?
Hiçbir eriyik arıtma programı sadece görsel yargılara dayanmamalıdır. Hidrojen ve temizlik objektif ölçüme ihtiyaç duyar.
Gaz giderme işleminden sonra kullanılan yaygın test yöntemleri
| Test yöntemi | Neyi kontrol ediyor | Tipik kullanım |
|---|---|---|
| Azaltılmış Basınç Testi | Vakum altında gaz gözenekliliği oluşturma eğilimi | Hızlı atölye kalite kontrolü |
| Yoğunluk Endeksi | Örnekleri karşılaştırarak bağıl gaz içeriği | Dökümhanelerde ve döküm evlerinde yaygın olarak kullanılır |
| Hidrojen analizörü, birinci kabarcık veya benzeri | Doğrudan hidrojen içeriği ölçümü | Süreç kontrolü ve reçete optimizasyonu |
| Kırık görünümü incelemesi | Gözenek seviyesi ve temizliğinin görsel işareti | Hızlı destek kontrolü, tek başına yeterli değil |
| Metalografik kesit | İç gözenek dağılımı ve inklüzyon etkileşimi | Daha derin kalite araştırması |
| Aşağı akış döküm hatası verileri | Reel üretim etkisi | Tedavi ayarlarının çalışıp çalışmadığını teyit eder |
Yoğunluk endeksi neden popülerliğini koruyor?
Yoğunluk indeksi testi pratik, ekonomik ve normal dökümhane ritmine uyacak kadar hızlıdır. Üst düzey operasyonlarda doğrudan hidrojen analizinin yerini almaz, ancak yararlı bir kontrol aracı olmaya devam etmektedir.
Tesisler neden sadece tek bir değeri değil, trendi de takip etmelidir?
İyi bir sonuç süreç kontrolünü kanıtlamaz. Daha güçlü yöntem takip etmektir:
- Tedavi öncesi hidrojen sonucu
- Tedavi sonrası hidrojen sonucu
- Alaşım tipi
- Erime sıcaklığı
- Gaz tipi ve akışı
- Rotor hızı
- Operatör ve ısı numarası.
- Aşağı yönde kusur oranı.
Trend kayıtları, birimin gerçekten istikrarlı mı yoksa sadece ara sıra mı etkili olduğunu ortaya koyar.
Hangi arıza modları grafit rotor ömrünü kısaltır ve tesisler bunları nasıl önleyebilir?
Rotor maliyeti, eriyik işleme ekonomisinin anlamlı bir parçasıdır. Erken arızaların çoğu önlenebilir işletim veya kullanım hatalarından kaynaklanır.
Sık karşılaşılan arıza modları ve düzeltici faaliyetler
| Arıza belirtisi | Muhtemel neden | Düzeltici faaliyet |
|---|---|---|
| Rotor kenarı yanması | Havada sıcak maruziyet, zayıf kaplama, eriyiğin üzerinde boşta kalma süresi | Hava maruziyetini azaltın, kaplama kalitesini gözden geçirin, kullanım disiplinini iyileştirin |
| İlk kullanım sırasında çatlama | Zayıf ön ısıtma, termal şok | Aşamalı ön ısıtma prosedürü kullanın |
| Gaz çıkışlarında aşırı erozyon | Gaz akışı çok yüksek, aşındırıcı akış modeli | Akış hızını ve rotor tasarımını tekrar kontrol edin |
| Konu hatası | Aşırı sıkma veya yanlış hizalama | Doğru tork ve hizalama kontrollerini kullanın |
| Banyo üzerinde şaft oksidasyonu | Fırın açıklığı yakınındaki sıcak oksitleyici bölge | Korumayı iyileştirin ve sıcak havada bekleme süresini azaltın |
| Titreşim veya yalpalama | Bükülmüş şaft, kötü mafsal oturması, tahrik yanlış hizalanması | Tertibatı inceleyin ve hasarlı parçaları değiştirin |
| Sadece bir alaşım üzerinde kısa ömür | Kimya veya atmosfer etkisi | Uyumluluk ve tedavi penceresini gözden geçirin |
Grafit parçaları koruyan elleçleme uygulamaları
- Grafiti kuru ve darbelere karşı korumalı olarak saklayın.
- İlk daldırmadan önce kademeli olarak ısıtın.
- Rotoru fırın duvarlarına çarpmaktan kaçının.
- Giriş ve çıkış sırasında üniteyi aynı hizada tutun.
- Tasarım gerektirdiğinde sıkma başlangıcından önce gaz boşaltma sırasını izleyin.
- Bakım sırasında ağır mekanik şokla değil, dikkatlice birikintileri temizleyin.
Oksidasyon koruması neden bu kadar değerlidir?
Grafit, erimiş alüminyum servisinde çok iyi performans gösterir, ancak sıcak havada oksitlenir. Koruyucu işlem, kontrollü maruz kalma süresi ve mantıklı başlatma uygulamaları hizmet ömrünü önemli ölçüde uzatabilir. Bu, rotor sahipliğindeki en önemli maliyet kaldıraçlarından biridir.
Alıcılar bir döner gaz giderme ünitesi veya grafit rotor sipariş etmeden önce neleri kontrol etmelidir?
Satın alma ekipleri genellikle sadece başlangıç fiyatını karşılaştırır, ancak daha karlı karşılaştırma hizmet ömrü, kalite tutarlılığı, bakım yükü ve teknik desteği içerir.
Alıcı değerlendirme kontrol listesi
| Kategori | Neleri doğrulamalıyız |
|---|---|
| Birim kapasitesi | Çevrim başına eriyik hacmi, işlem süresi, alaşım aralığı |
| Gaz sistemi | Desteklenen gazlar, basınç aralığı, akış kontrol hassasiyeti |
| Rotor özellikleri | Grafit sınıfı, yoğunluk, kaplama, geometri, beklenen ömür |
| Şaft özellikleri | Malzeme, düzlük, delik boyutu, oksidasyon önleyici işlem |
| Sürücü kontrolü | Ayarlanabilir rpm aralığı, tekrarlanabilirlik, güvenlik kilitleri |
| Mekanik tasarım | Kaldırma hareketi, montaj stabilitesi, bakım erişimi |
| Dokümantasyon | Çizimler, işletim prosedürü, yedek parça listesi, devreye alma desteği |
| Yedek tedarik | Rotor ve şaft teslim süresi, stok mevcudiyeti, parça değiştirilebilirliği |
| Saha hizmeti | Başlangıç yardımı ve sorun giderme yeteneği |
| Toplam sahip olma maliyeti | Gaz kullanımı, grafit tüketimi, bakım süresi, kusur azaltma etkisi |
Ciddi bir alıcının sorması gereken sorular
- Ünite döngü başına hangi eriyik hacmini işliyor?
- Alaşım ailem için hangi rotor geometrisi önerilir?
- Döngü veya ton olarak ne kadar hizmet ömrü beklemeliyim?
- Teklif edilen performansı doğrulamak için hangi gaz türü kullanıldı?
- Tedarikçi hem fırın hem de pota montajını destekleyebiliyor mu?
- Grafit kalitesi her yedek partide aynı mı?
- Önerilen başlatma ve kapatma prosedürleri nelerdir?
- Tedarikçi yoğunluk endeksi veya hidrojen azaltımı hakkında hangi verileri paylaşabilir?
Toplam maliyet neden yedek fiyattan daha önemlidir?
Daha düşük satın alma fiyatına sahip ancak yarı ömürlü, zayıf kıvamlı veya dengesiz kabarcık oluşumuna sahip bir rotor, toplam maliyeti artırabilir:
- Daha yüksek grafit tüketimi
- Daha fazla kesinti
- Daha fazla gaz kullanımı
- Daha yüksek hurda
- Daha fazla operatör müdahalesi.
- Daha fazla müşteri kalitesi riski.
Satın alma, tedarikçi değerlendirmesi sırasında proses mühendisleriyle yakın çalışmalıdır.
Döner gaz giderme, filtrasyon ve döküm hattı tasarımına nasıl uyum sağlar?
Döner gaz giderme, eksiksiz bir eriyik işleme rotasının parçası olduğunda en iyi değeri verir. Tek başına değerlendirilmemelidir.
Tipik eriyik işleme sırası
- Şarj eritme ve alaşım ayarı.
- Fırın sıyırma ve cüruf kontrolü.
- Döner gaz giderme.
- Düşük türbülanslı metal transferi.
- Gerektiğinde seramik köpük filtrasyonu veya derin yatak filtrasyonu.
- Kalıba, kütük tablasına, basınçlı döküm makinesine veya haddeleme slab kalıbına dağıtım.
Gaz giderme işleminden sonra filtreleme neden hala önemlidir?
Döner gaz giderme hidrojen giderme ve inklüzyon flotasyonuna yardımcı olur, ancak her kirlilik kaynağı için nihai cevap değildir. Aşağı akış filtrasyonu hala kalıntı oksitleri, refrakter partikülleri veya transferden kaynaklanan döküntüleri yakalar. En güçlü tesisler her iki işlemi de birleştirir.
Türbülans kontrolü neden gaz giderme kalitesiyle bağlantılıdır?
Bir tesis, arıtmadan sonra metal transferi şiddetli olursa gaz giderme faydasının çoğunu kaybedebilir. Kötü transfer uygulaması sırasında yeniden oksidasyon ve yenilenmiş hidrojen toplanması meydana gelebilir. Bu nedenle yıkama havuzları, pompa kuyuları, transfer tüpleri ve potalar aynı kalite incelemesinin bir parçası olmalıdır.
AdTech döner gaz giderme sistemlerinden en çok hangi erimiş alüminyum uygulamaları yararlanır?
Döner gaz giderme birçok alüminyum sektöründe değer yaratır, ancak fayda düzeyi ürün hassasiyetine bağlıdır.
Uygulama sektörleri
| Endüstri segmenti | Gaz giderme neden kritiktir? |
|---|---|
| Kütük döküm | Düşük gözeneklilik daha iyi ekstrüzyon finişi ve mekanik homojenliği destekler |
| Rolling slab üretimi | Azaltılmış gaz ve oksit kusurları sac, folyo ve teneke kutu kalitesini iyileştirir |
| Basınçlı döküm eriyik hazırlama | Daha temiz metal ıskarta riskini azaltır ve basınç sızdırmazlığını artırır |
| Dökümhane kokil dökümü | Daha iyi yoğunluk ve daha az iç gözenek |
| Tekerlek ve yapısal döküm | Hidrojen kontrolü yorulma ve bütünlük hedeflerini destekler |
| Geri dönüştürülmüş alüminyum işleme | Değişken gelen eriyik kalitesini stabilize etmeye yardımcı olur |
Hangi ürünler genellikle en güçlü kontrolü talep eder?
- Otomotiv sacı
- Folyo stoğu
- Elektrik iletken alaşımları.
- Basınç geçirmez döküm parçalar.
- Yüksek finisajlı ekstrüzyon kütük.
- Isıl işlem görmüş yapısal dökümler.
Bu ürün aileleri genellikle birinci sınıf grafit bileşenleri ve daha sıkı çalışma disiplinini haklı çıkarır.
Tesisler operatör alışkanlıklarına güvenmek yerine nasıl istikrarlı bir gaz giderme standardı oluşturabilir?
Güvenilir bir gaz giderme programı yazılı kontrol, objektif testler ve tekrarlanabilir donanım üzerine inşa edilir.
Süreç istikrarını artıran adımlar
- Tedavi reçetelerini alaşım ailesine göre tanımlayın.
- Kontrol sistemindeki rpm ve gaz akış aralıklarını kilitleyin.
- Rotor daldırma derinliğini standartlaştırın.
- İşlemden önce eriyik sıcaklığını kaydedin.
- Hidrojen veya yoğunluk indeksini sabit aralıklarla test edin.
- Grafit parçaları tahminlere göre değil, aşınma kriterlerine göre değiştirin.
- Operatörleri cüruftan kaçınma ve termal şok önleme konusunda eğitin.
- Her hafta gaz giderme verilerine karşı kusur eğilimlerini gözden geçirin.
Standart çalışma neden hem kaliteyi hem de maliyeti artırır?
Süreç standartlaştırıldığında, tesis
- Daha öngörülebilir rotor ömrü.
- Daha düşük gaz atığı.
- Vardiyalar arasında daha iyi tekrarlanabilirlik.
- Daha hızlı sorun giderme.
- Daha güçlü denetim hazırlığı...
- Daha iyi müşteri güveni.
Bu tür bir disiplin, gaz giderme işlemini operatöre bağlı bir görevden ölçülebilir bir metalürjik sürece dönüştürür.
Erimiş alüminyum, döner üniteler ve grafit rotorların gazdan arındırılması hakkında SSS
Alüminyum Gaz Giderme ve Rotor Teknolojisi: 10/10 SSS
1. Erimiş alüminyumun gazının alınmasının amacı nedir?
Ana amaç aşağıdakileri kaldırmaktır çözünmüş hidrojen ve metalik olmayan safsızlıkların (inklüzyonlar) eriyikten dışarı atılmasına yardımcı olur. Etkili gaz giderme, nihai döküm ürünlerindeki gözenekliliği, iğne deliklerini ve kalite farklılıklarını önemli ölçüde azaltarak yapısal bütünlüğü sağlar.
2. Hidrojen neden alüminyumdaki ana gaz sorunudur?
3. Döner gaz giderme ünitesinde grafit rotor ne işe yarar?
Grafit rotorun görevi arıtma gazını milyonlarca küçük, ince kabarcıklara ayırır ve bunları erimiş alüminyum boyunca dolaştırın. Daha küçük kabarcıklar hidrojen transferi için çok daha geniş bir yüzey alanı ve oksitlerin yüzeye çıkması için daha iyi bir destek sağlar.
4. Alüminyum gaz giderme işleminde argon mu yoksa nitrojen mi daha iyidir?
Argon daha inerttir ve herhangi bir potansiyel reaksiyondan kaçınmak için birinci sınıf havacılık veya otomotiv uygulamaları için altın standarttır. Azot genel döküm işlerinde yaygın olarak kullanılan uygun maliyetli bir alternatiftir. Nihai seçim genellikle spesifik alaşıma, gerekli temizlik seviyesine ve tesis ekonomisine bağlıdır.
5. Grafit rotor ne kadar dayanır?
6. Döner gaz giderme inklüzyonları da giderebilir mi?
7. Rotor hızı çok yüksekse ne olur?
Aşırı hız ters etki yaratır. Bu bir yaratır yüzey girdabı Bu da oksitleri ve havayı eriyiğin içine geri çekerek cüruf oluşumunu artırabilir ve gaz giderme verimliliğini artırmadan rotor aşınmasını hızlandırabilir.
8. Bir tesis gaz giderme işleminin çalışıp çalışmadığını nasıl kontrol edebilir?
KALİTE KONTROL
Yaygın doğrulama yöntemleri şunları içerir Azaltılmış Basınç Testi (RPT) Yoğunluk İndeksini hesaplamak, vakum ekstraksiyonu yoluyla doğrudan hidrojen analizi ve mikro gözenekliliği kontrol etmek için katılaşmış numunelerin metalografik incelemesi.
9. Grafit şaft kalitesi ve düzlüğü neden önemlidir?
10. Döner gaz giderme tek başına yeterli midir?
Nihai teknik özet
Etkili bir AdTech döner gaz giderme ünitesi çalışır çünkü gaz dağıtımı ve eriyik sirkülasyonunu tek bir işlem adımında birleştirir. Grafit rotor bu performansın merkezinde yer alır. Rotor malzemesi yoğun, saf, oksidasyona dayanıklı, boyutsal olarak doğru ve fırın geometrisine uygunsa, ünite ince kabarcıklar üretebilir, hidrojeni verimli bir şekilde sıyırabilir, kirlilik yüzdürmeyi destekleyebilir ve ısıdan sonra tekrarlanabilir kalitede ısı üretebilir. Rotor veya şaft iyi belirlenmemişse, iyi inşa edilmiş bir makine bile düşük performans gösterecektir.
En önemli pratik dersler açıktır:
- Hidrojen giderimi sadece gaz miktarına değil, kabarcık kalitesine de bağlıdır.
- Rotor geometrisi ve şaft hizalaması motor gücü kadar önemlidir.
- Argon ve azotun her birinin geçerli kullanım pencereleri vardır.
- Oksidasyon koruması ve termal disiplin grafit ömrünü güçlü bir şekilde etkiler.
- Yoğunluk indeksi ve hidrojen testi reçeteyi kontrol etmelidir.
- Gaz giderme, düşük türbülanslı transfer ve aşağı akış filtrasyonu ile bağlantılı olduğunda en iyi getiriyi sağlar.
Satın alma açısından, alıcılar aşağıdakileri değerlendirmelidir tüm sistem, sadece yedek parça fiyatı değil. Mühendislik açısından doğru spesifikasyon grafit derecesini, rotor şeklini, şaft boyutlarını, gaz akış aralığını, rpm aralığını, daldırma derinliğini, beklenen hizmet ömrünü ve teste dayalı çalışma prosedürünü içerir. Bu unsurlar birlikte kontrol edildiğinde, erimiş alüminyum gaz giderme, döküm sürecindeki en yüksek değerli kalite iyileştirmelerinden biri haline gelir.
