Birçok küçük ve orta ölçekli üretim serisi ve yüksek basınçlı yöntemlerin yüksek kalıp maliyetleri olmadan iyi mekanik mukavemet, yoğun mikro yapı ve üstün yüzey kalitesi gerektiren bileşenler için, alüminyum yerçekimi dökümü parça kalitesi, öngörülebilir metalurji ve maliyet verimliliği arasında en iyi dengeyi sağlar. Kalıplar doğru şekilde tasarlandığında, eriyik işlemi kontrol edildiğinde ve katılaşma stratejik geçit ve yükseltici ile yönetildiğinde, yerçekimi döküm alüminyum parçalar, gözenekliliği azaltırken ve işlenebilirliği artırırken, diğer döküm yöntemleriyle üretilen bileşenlerin dayanıklılığını eşleştirebilir veya aşabilir.
1. Terminoloji ve süreç sınıflandırması
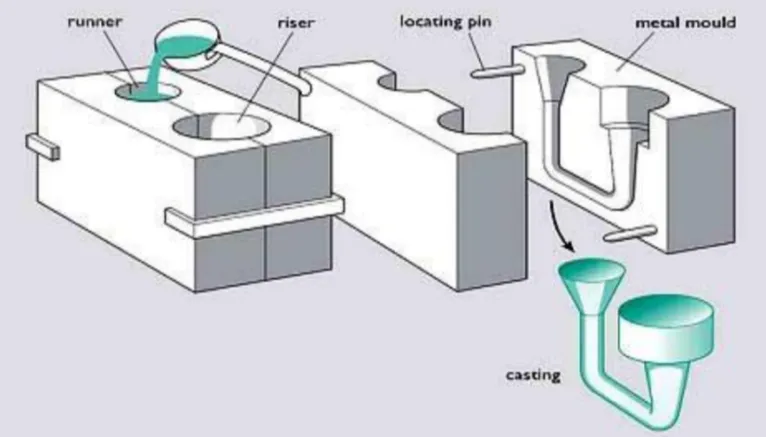
Alüminyum yerçekimi dökümü, genellikle erimiş alüminyum alaşımının yalnızca yerçekiminin etkisiyle bir kalıba döküldüğü işlemi ifade eder. Endüstride yaygın olarak kullanılan iki genel anlamı vardır. Geniş anlamıyla, yerçekimi dökümü, metalin boşluğa dışarıdan basınç uygulanmadan döküldüğü kum dökümü, hassas döküm, kayıp köpük ve kalıcı kalıp tekniklerini içerir. Daha dar anlamıyla, bu terim, yeniden kullanılabilir metal kalıbın erimiş metali yukarıdan dökerek aldığı ve metalin yerçekimi ile alttan yukarıya doğru boşluğu doldurduğu kalıcı kalıp yerçekimi dökümünü ifade eder. Kalıcı kalıp yerçekimi dökümü, takım maliyeti, yüzey kalitesi ve mekanik özellikler açısından geleneksel kum dökümü ile yüksek basınçlı kalıp dökümü arasında yer alır.

2. Tipik alaşımlar ve temel metalurji
Yerçekimi dökümünde kullanılan yaygın alüminyum alaşımları arasında A356, A357, A380, ADC12, 356 ve iyi dökülebilirlik, mukavemet ve ısıl işlem tepkisi nedeniyle seçilen çeşitli 3xx ve 4xx serisi varyantları bulunur. Erime işlemi, gözeneklilik ve mukavemeti belirleyen hidrojen içeriği, oksitler ve inklüzyon seviyelerini etkiler. Tipik eriyik sıcaklıkları alaşıma göre değişir; yaygın alüminyum döküm alaşımları için döküm sıcaklığı aralığı genellikle likidusun yaklaşık 30 ila 80 derece üzerindedir ve birçok döküm alaşımı için 650 ila 760 santigrat derece civarında bir döküm sıcaklığı aralığı oluşturur. İnce bir mikro yapı elde etmek ve büzülme kusurlarını azaltmak için tane inceltme, gaz giderme ve modifikasyon işlemleri standarttır. Ayrıca okuyun:Döküm Kalıplama ve Kum Kalıplama.
Tablo 1. Yaygın alüminyum döküm alaşımları ve hızlı referans
| Alaşım (genel adı) | Tipik kullanım durumları | Döküm özellikleri | Isıl işlem uygulanabilir |
|---|---|---|---|
| A356 / 356 | Yapısal parçalar, tekerlekler, muhafazalar | İyi akışkanlık, T6 temperleme sonrası iyi mukavemet | Evet |
| A380 / ADC12 | İyi dolgulu genel amaçlı dökümler | Mükemmel dolgu, orta derecede mukavemet | Sınırlı |
| 319 | Motor bileşenleri | İyi termal yorulma direnci | Evet |
| 6061 (döküm varyantları) | İşlenebilir parçalar | Daha düşük akışkanlık, seçici olarak kullanılır | Evet |
| 4300 serisi | Sıcak çatlamaya karşı yüksek direnç | Özel | Evet |
3. Yerçekimi dökümünün adım adım iş akışı
Net bir sıra, tekrarlanabilir sonuçlar verir. Aşağıdaki sıra, sağlam üretim için en iyi uygulamayı temsil eder.
-
Kalıp hazırlığı
Metal kalıplar temizlenmeli, kontrollü bir sıcaklığa önceden ısıtılmalı, ayırıcı kaplamalar veya refrakter spreyler uygulanmalı ve kullanılıyorsa çekirdek yerleştirilmelidir. Uygun ön ısıtma, katılaşma sırasında termal gradyanları iyileştirir. -
Alaşım eritme ve işleme
Uygun bir fırında eritin. Skimming ile oksitleri ve kalıntıları giderin ve uygun durumlarda akışkanlar kullanın. Çözünmüş hidrojeni azaltmak için inert gazlar veya döner gaz gidericilerle gaz giderme işlemi gerçekleştirin. Dendritik yapıyı iyileştirmek için tane incelticiler veya modifiye ediciler ekleyin. Düzenli numune alma ile eriyik kimyasını sabit tutun. -
Dökme ve kepçeleme
Kaşık veya otomatik dökme ekipmanı ile metali aktarın. Türbülansı önlemek için sabit dökme sıcaklığı ve sabit dökme hızı hedefleyin. -
Kalıba dökme
Dökme işlemi, kalıbı minimum sıçrama ile kademeli olarak doldurmalıdır. Birçok atölye, metali ince bölümlere yönlendirmek için alt doldurma kanalları, dökme kapları ve akış kontrol cihazları kullanır. -
Katılaşma yönetimi
Soğutma, yükselticiler ve kontrollü soğutma kullanarak katılaşmayı yönlendirin. Amaç, yükselticilere doğru yönlü katılaşma sağlayarak büzülme gözenekliliğinin bitmiş dökümde değil, yükselticilerde kalmasını sağlamaktır. -
Sallama ve temizleme
Kalıpları açın ve dökümü çıkarın. Mekanik kesme ile giriş noktaları, yükselticiler ve çapakları temizleyin. -
Isıl işlem ve son işlem
Gerekli çözelti işlemini gerçekleştirin, alaşım gerektiriyorsa su verme ve yaşlandırma işlemlerini yapın. Nihai toleranslara göre işleyin, gerekirse yüzey işlemleri uygulayın. -
Denetim ve test
Boyutsal kontroller, sertlik testleri, iç kusurlar için X-ray veya ultrasonik muayene ve ilgili durumlarda basınç veya işlevsel testler.
4. Kalıp türleri ve takım seçimleri
Yerçekimi dökümünde yaygın olarak kullanılan üç kalıp ailesi vardır.
-
Kalıcı metal kalıplar (yerçekimi kalıbı)
Çelik veya demirden üretilen bu kalıplar hızlı soğutma, iyi yüzey kalitesi ve boyutsal tekrarlanabilirlik sağlar. Bu kalıplar, önceden yapılan kalıp maliyetinin haklı olduğu orta ve yüksek üretim adetleri için uygundur. -
Kum kalıpları
Karmaşık şekiller ve büyük dökümler için daha düşük kalıp maliyeti ve yüksek esneklik. Kum kalıplar tek kullanımlıktır, bu da onları prototipler ve düşük hacimli üretim için ideal hale getirir. -
Yatırım ve kayıp köpük kalıplar
Yüksek kontur doğruluğu ve daha az işleme ihtiyacı sunar. Yatırım döküm, ince cidarlı geometri üretebilir, ancak daha sıkı proses kontrolü gerektirir.
Alet ömrü türüne göre farklılık gösterir. Kalıcı metal kalıplar daha iyi bir yüzey kalitesi sağlar, ancak birçok döngüden sonra bakım ve yeniden yüzey kaplaması gerekir. Çelik kalıcı kalıpların tipik ömrü, alaşım, kalıp ısıl işlemi ve bakıma bağlı olarak on binlerce ila yüz bin döngü arasında değişebilir.
5. Döküm parçalar için tasarım kuralları
İyi bir döküm tasarımı, hurda miktarını ve işleme süresini azaltır. Temel kurallar şunlardır:
-
Sıcak noktalar ve büzülme boşluklarını önlemek için mümkün olduğunca duvar kalınlığını eşit tutun.
-
Gerilim yoğunlaşmasını ve besleme sorunlarını azaltmak için bağlantı noktalarında geniş filetolar sağlayın.
-
Kalıptan kalıcı kalıp işlemleri için çıkarılmasını sağlamak için taslak açıları ekleyin.
-
Uygun beslemeyi sürdürmek için ince duvarlar yerine sertlik sağlamak için kaburgalar kullanın.
-
Özverili alanlara doğru yönlü katılaşmayı teşvik etmek için geçitleri ve yükselticileri yerleştirin.
Ayırma çizgisine, alt kesim yönetimine ve çekirdek yerleşimine bilinçli bir yaklaşım, kalıp ömrünü uzatır ve son işlem işçiliğini azaltır.
6. Kapı, yükseltme ve katılaşma kontrolü
Gating ve risering stratejisi iç bütünlüğü belirler. Yerçekimi dolumlarında, varsayılan ayar, boşluğun en alt noktasından yukarı doğru doldurmaktır; bu, doğal olarak sıvı metalin önündeki gazları iter. İyi uygulamalar şunlardır:
-
Sıçramayı ve hava sıkışmasını azaltmak için alttan doldurma kapakları kullanın.
-
Yükselticileri kalın bölümlerde veya katılaşma nedeniyle büzülmenin yoğunlaşacağı alanlara yerleştirin.
-
Hızlı soğutmanın ince kesitlerde istenen mikro yapıyı elde etmeye yardımcı olduğu durumlarda soğutma ekleyin.
-
Sıkışmış gazların kaçması için havalandırma delikleri ve taşma kanalları bulunduğundan emin olun.
Yönlü katılaşma planlaması, yüksek gerilimli alanlarda büzülmeyi önlemeye yardımcı olur ve sonraki ısıl işlemi basitleştirir.

7. Yaygın kusurlar, temel nedenler ve düzeltici önlemler
Yerçekimi döküm parçaları, eritme işlemi, kalıplama veya tasarımla ilgili kusurlar gösterebilir. Aşağıda kısa bir referans bulunmaktadır.
Tablo 2. Tipik kusurlar, olası temel nedenleri ve çözümleri
| Kusur | Muhtemel kök neden | Düzeltici önlem |
|---|---|---|
| Gözeneklilik (büzülme) | Yetersiz besleme, kötü yükseltici yerleşimi | Yükselticileri yeniden konumlandırın, besleyici hacmini artırın, yönlü katılaşma |
| Gaz gözenekliliği | Yüksek hidrojen, yetersiz gaz giderme, türbülans | Gaz gidermeyi iyileştirin, döküm sırasında türbülansı azaltın, alttan doldurma kapakları kullanın |
| Soğuk kapanışlar | Düşük dökme sıcaklığı, yavaş doldurma | Dökme sıcaklığını biraz artırın, doldurma hızını artırmak için geçidi değiştirin. |
| Sıcak yırtılma | Kısıtlı alanlarda kısıtlı katılaşma | Daha düzgün kesit kalınlığı sağlamak için tasarımı değiştirin, soğutucular kullanın |
| İçerikler | Kötü eriyik temizliği, bozulmuş akışkanlık | Erime sıyırma, filtreleme ve refrakter astarların bakımını iyileştirin |
| Yetersiz yüzey kalitesi | Kum erozyonu veya kalıp kaplama sorunu | Kalıp kaplamasını ve havalandırmayı optimize edin, kalıp bütünlüğünü kontrol edin |
Çoğu sorun için, süreç günlüklerini, eritme numunelerini ve takım kayıtlarını birbirine bağlayan sistematik bir kök neden analizi, kalıcı iyileştirme sağlayan düzeltici eylemleri belirleyecektir.
8. Isıl işlem, işleme ve son işlem
Birçok alüminyum yerçekimi döküm alaşımı, mukavemet ve tokluğu artırmak için ısıl işleme iyi yanıt verir. Tipik işlem dizileri arasında, A356 gibi alaşımlar için çözelti ısıl işlemi, su verme ve yapay yaşlandırma bulunur. Döküm sonrası işleme için önemli hususlar:
-
Düşük erime noktalı bileşenlerin erimeye başlamasını önlemek için çözelti işleme sıcaklıklarını belirtilen tolerans aralıkları içinde tutun.
-
Bozulmayı önlemek için kontrollü söndürme ortamı kullanın; boyutsal kararlılığı korumak için aletler veya sabitleme aparatları gerekebilir.
-
Tasarım aşamasında işleme toleranslarını planlayın. Yerçekimi döküm yüzeyleri kum dökümden daha pürüzsüz olabilir, ancak hassas yüzeyler için yine de son işlem gerektirebilir.
Eloksal, toz boya veya kaplama gibi yüzey işlemleri, alaşım ve kullanım ortamına bağlıdır.
9. Kalite kontrol ve tahribatsız muayene
Yerçekimi döküm parçalar için yaygın olarak kullanılan NDT uygulamaları şunlardır:
-
İç gözeneklilik haritalaması için radyografi.
-
Görüntüleme ile gözeneklilik tespit edilemeyen daha büyük dökümler için ultrasonik muayene.
-
Uygun alaşımlarda yüzey çatlaklarını kontrol etmek için boya penetrantı veya manyetik parçacık kontrolleri.
-
Tane yapısı ve mikroayrışma için metalografik kontroller.
-
Tasarımın doğrulanması gereken durumlarda çekme, sertlik ve yorulma gibi mekanik testler.
İstatistiksel süreç kontrolü ve gelen malzeme sertifikasyonu, güvenilir üretimin temelini oluşturur.
10. Üretim ekonomisi ve yerçekimi dökümünün tercih edildiği durumlar
Yerçekimi döküm, kalıcı kalıpların kum dökümden daha düşük parça başına maliyet sağladığı ve yüksek basınçlı kalıp dökümün çok yüksek kalıp yatırımlarından kaçındığı küçük ve orta ölçekli üretimlerde maliyet açısından rekabetçidir. Ölçek ekonomisi malzemeye, parçanın karmaşıklığına ve toleranslara bağlıdır. Orta düzeyde hacim ve daha yüksek mukavemet gereksinimleri olan basit ila orta derecede karmaşık geometriler için, yerçekimi döküm genellikle parça başına toplam maliyet açısından avantajlıdır. Yayınlanan kılavuzlar, kalıcı kalıp yerçekimi dökümünün birkaç bin adetlik hacimlerden itibaren ekonomik hale geldiğini ve üretim büyüklüğü arttıkça avantajının arttığını, kum dökümün ise küçük partiler veya büyük tek parçalar için uygun olduğunu belirtmektedir.
Tablo 3. Hızlı karşılaştırma: yerçekimi döküm, basınçlı kalıp döküm, kum döküm
| Metrik | Yerçekimi dökümü | Basınçlı döküm | Kum döküm |
|---|---|---|---|
| İlk takım maliyeti | Orta | Yüksek | Düşük |
| Yüzey kaplaması | İyi | Çok iyi | Kaba |
| Boyutsal tolerans | İyi | Mükemmel | Değişken |
| Uygun hacimler | Küçük ila orta | Yüksek | Prototipten orta boya |
| Tipik alaşımlar | Alüminyum, magnezyum | Alüminyum, çinko | Birçok alaşım |
| Gözeneklilik kontrolü | Uygun beslenme ile iyi sonuç verir | Vakum/inert olmadığı sürece daha yüksek risk | Değişken |

11. Güvenlik, çevresel hususlar ve yasal notlar
Erimiş metal işleri, sıkı güvenlik önlemleri gerektirir. Temel kontroller şunlardır:
-
İşçiler için ısı ve metal sıçramasına karşı koruma dahil olmak üzere uygun KKD.
-
Yanma gazlarını ve partikülleri yönetmek için fırın egzoz ve havalandırma kontrolleri.
-
Hurda ve enerji israfını azaltmak için eritme filtrasyonu ve geri dönüşüm stratejileri.
-
Yerel yönetmeliklere uygun olarak akı ve alaşım elementlerinin uygun şekilde depolanması ve taşınması.
-
Felaketle sonuçlanabilecek arızaları sınırlamak için potaların, kepçelerin ve refrakter astarların düzenli olarak incelenmesi ve bakımı.
Yasalara uygunluk yerel yasalara bağlı olacaktır; emisyonları, atık bertarafını ve çalışan eğitimi özelliklerini daima belgelendirin.
12. Endüstriden pratik vaka notları
Gerçek dünya üretimi bu noktaları tekrar tekrar göstermektedir:
-
Gating geometrisindeki küçük değişiklikler genellikle gözeneklilik kontrolünde büyük iyileşmeler sağlar.
-
Tutarlı eritme kimyası, tekrarlanabilir mekanik performansın temel belirleyicisidir.
-
Döngü sayısını izleyen takım indeksleme ve kalıp bakım programları, takım ömrünü uzatır ve beklenmedik arıza sürelerini azaltır.
-
Doldurma ve katılaşma için bilgisayar simülasyonu kullanmak, yinelemeleri azaltarak ilk karmaşık araçta kendini amorti eder.
Birçok üretici, dökme sıcaklığını ve hızını sabitlemek için kısmi otomasyona geçerek hurda oranlarını doğrudan düşürmektedir.
13. Yerçekimi döküm işlemini başlatmak için pratik özellik kontrol listesi
-
Alaşımı seçin ve malzeme sertifikasını alın.
-
Kalıp malzemesini, ön ısıtma tarifini ve kaplamayı onaylayın.
-
Eritme sıcaklığı hedefini ve gaz giderme programını ayarlayın.
-
Çizim notlarında geçit, yükseltici ve havalandırma düzenlerini tanımlayın.
-
Sıcaklıklar, döküm süresi ve döngü sayısı için proses kontrol planı oluşturun.
-
Ön yeterlilik denetim protokolleri ve kabul kriterleri.
-
Büzülme ve mekanik özelliklerin istatistiksel ölçümü için pilot parti çalıştırın.
-
Kusurlar için düzeltici eylem planını belgelendirin.
14. Alüminyum Kokil Döküm: Süreç ve Kalite SSS
1. Gözenekliliği azaltmak için en önemli kontrol noktası nedir?
2. Hangi alaşımların gravite dökümü en kolaydır?
3. Kokil döküm ile yüksek basınçlı döküm arasındaki fark nedir?
4. Alüminyum yerçekimi dökümleri için yükselticiler nasıl boyutlandırılmalıdır?
5. Gravite döküm parçalar ısıl işleme tabi tutulabilir mi?
6. Kum döküm ne zaman kokil döküme tercih edilir?
7. Kalıcı bir kalıp ne kadar süre dayanır?
8. Kozmetik yüzeyler için hangi son işlem gereklidir?
9. Kokil döküm yapısal otomotiv parçaları için uygun mudur?
10. Yerçekimi ve basınçlı döküm arasında nasıl seçim yaparım?
15. Ürün uzmanından pratik ipuçları
-
İlk günden itibaren proses kontrol çizelgelerini başlatın; döküm sıcaklığını, eriyik kimyasını ve döngü sayılarını takip edin.
-
Kalıbın yeniden işlenmesine karar vermeden önce, küçük denemelerle geçit değişikliklerini test edin.
-
Alaşım tedarikçileriyle işbirliği yaparak, hedef mekanik özelliklere uygun eritme işlemini ayarlayın.
-
İnsan kaynaklı değişkenliği en aza indirmek için fırın ve pota kullanımı konusunda eğitime yatırım yapın.
