Proper sprue and riser design is fundamental to producing castings free of shrinkage porosity, with higher effective yield and reduced scrap rates. When sprues, risers, gating and chills are designed together according to solidification principles, heat-transfer control and practical foundry constraints, most shrinkage and piping defects can be prevented while keeping material and machining costs low.
1. Introduction and core purpose
Sprue and riser components form the feeding system that supplies liquid metal to a solidifying casting. While gating controls metal flow into the mold cavity, risers provide a metal reservoir large enough to feed molten metal into shrinking areas during solidification. The sprue usually connects pour cup to runner and cavity, creating a controlled path while absorbing turbulence and minimizing air entrainment.
2. Definitions and the role each component plays
Sprue — the vertical feed channel
A sprue is a vertical passage that conducts molten metal from the pouring basin to the gating system. Key functions:
-
Provide a steady head of metal to maintain flow through gates.
-
Reduce turbulence through tapered geometry and carefully sized area transitions.
-
Act as a sacrificial element that can trap slag and dross near the top if designed with proper traps.
Riser — the feeding reservoir
A riser, also called feeder, is a localized reservoir connected to the casting by feeders or gates. Its primary purpose:
-
Supply liquid metal to compensate for volumetric contraction during solidification.
-
Freeze after the critical region of the casting, maintaining liquid continuity.
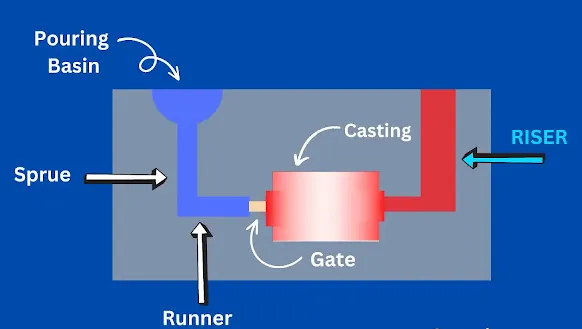
Other elements in the feeding system
-
Pouring basin: initial pour location to reduce splash.
-
Runner: horizontal channel distributing metal among cavities.
-
Gate: final constriction into the mold cavity.
-
Chills: local heat sinks to speed solidification in selected regions.
3. Solidification fundamentals that determine feeding performance
Directional solidification principle
Effective feeding depends on establishing a controlled solidification front that travels from thin sections to risers. The riser must remain molten until the casting zone that it feeds is fully solidified. This is often described by simple thermal logic: metal freezes first where the local cooling rate is highest; the riser must have lower cooling rate or larger thermal mass.
Concept of freezing modulus
Freezing modulus M = Volume / Surface area. Regions with smaller modulus freeze faster. A riser should have a modulus that is larger than the modulus of the casting region it serves. Typical design goal: M_riser ≥ 1.2 to 1.5 × M_section.
Heat flow and conduction paths
Solidification depends on heat conduction into the mold wall, into cores, through riser necks and through chills. Minimizing unwanted heat paths and controlling intentional ones is a core design task.
Nucleation and shrinkage distribution
Macro-porosity arises where shrinkage cannot be fed. Micro-porosity relates to interdendritic feeding and solute redistribution. Riser location and gating should reduce macroscale feed distances and support secondary feeding mechanisms that reduce micro-porosity.
4. Types of sprues and practical considerations
Straight tapered sprue
Most common in sand casting. Taper reduces suction, helps maintain hydrostatic head while trapping gas at the top. Taper angles vary by metal type and pour practice.
Bell or branched sprue
Used to supply several runners. Often includes traps for slag and metal separators.
Bottom-pour sprue
For refractory-lined ladles or ceramic shells; reduces splash and oxides entering the gating network.
Sprue design best practices
-
Use gradual area transitions to avoid sudden velocity jumps.
-
Add sprue well or trap for slag collection.
-
Fit sprue cooling or insulating sleeves when long pour time threatens premature freezing.
5. Riser types and placement strategies
Open risers
Externally visible, simple to construct, easy to remove. Best for single-piece castings or prototypes, where minimal machining is required.
Blind risers
Located within the mold, filled during pour and cut off after solidification. Useful where surface finish of the final casting must be preserved.
Submerged risers
Connected below the mold surface or partially covered to reduce atmospheric contamination and decrease heat loss.
Hot risers and exothermic risers
Provide prolonged molten life by insulating or by using exothermic sleeves that generate heat through controlled chemical reaction.
Riser placement guidelines
-
Place riser on heaviest section or nearest thick region needing feed.
-
Prefer vertical risers where practical; cylindrical risers give predictable modulus.
-
Multiple small risers can feed distributed shrinkage, but total riser area may reduce yield.
6. Riser sizing: empirical rules and calculation methods
Common empirical rules
-
Riser diameter should be bigger than the section it feeds. Common rule: riser volume ≈ 1.5 to 2.0 × volume of the feeding section.
-
Riser height should be enough to supply hydrostatic head and permit removal after solidification.
Riser modulus method (recommended)
-
Compute modulus of the casting section: M_cast = V_cast / A_cast.
-
Select desired multiplier (typical 1.2–1.5).
-
Solve for riser size that gives M_riser = multiplier × M_cast.
Chvorinov’s rule for solidification time
Chvorinov: t = C × (V/A)^n, usually n = 2 and C depends on material and mold thermal properties. Riser solidifies slower than casting if its (V/A) ratio squared times constant yields larger time.
Worked example (aluminum alloy)
-
Casting section: rectangular block 100 mm × 50 mm × 20 mm.
V_cast = 100 × 50 × 20 = 100,000 mm^3.
Surface area approximate A_cast = 2(lw + lh + wh) = compute accordingly; use approximate thermal surface area including exposed surfaces.
Compute M_cast then choose M_riser = 1.3 M_cast, then compute riser diameter for a cylinder V_riser = area × height and solve for required dimensions.
(Full numeric example is provided in Table 2 later.)
7. Gating interplay: integrated design of sprue, gate, runner and riser
Flow control and turbulence management
Gates should reduce velocity into cavity to prevent entrainment. Sprue wells and tundishes help separate slag.
Sequential feeding logic
Riser should be connected to the casting zone by a gating area large enough to permit liquid feed during the entire time the casting solidifies, but small enough to encourage directional solidification.
Multiple cavities and balancing
In multi-cavity molds, runners and sprues must be balanced to ensure similar filling times and avoid premature solidification in one cavity while others still fill.
Use of filters
Ceramic foam filters and filter plates in runners reduce inclusions and turbulence downstream, indirectly protecting riser efficiency by reducing oxide films which hinder feeding.
8. Thermal control devices
Chills
Permanent or temporary heat sinks increase local cooling rate, shifting the solidification front away from risers. They are effective to ensure thin sections freeze first, driving feed toward risers.
Insulating sleeves and exothermic feeders
Insulation around risers or special exothermic sleeves maintains riser temperature and delays freezing. Exothermic mixes produce heat during the pour and extend riser life.
Hot tops
A temporary insulating cavity placed above the casting to concentrate shrinkage in a readily removable area. Useful when machining allowance is large and riser removal is acceptable.
9. Influence of alloy and section thickness
Aluminium alloys
-
High thermal conductivity and low freezing range usually simplify feeding, but complex geometries with thick sections need careful riser sizing.
-
Alloys with wider freezing ranges show more susceptibility to interdendritic shrinkage.
Steel and iron
-
Lower thermal conductivity and higher melting point increase solidification time. Risers need to be larger and may require insulating sleeves.
-
Casting design must manage directional solidification strongly to prevent shrinkage in heavy sections.
Thin-walled castings
Thin walls solidify quickly; use small local risers and gating to prevent cold shuts and handle quick freeze.
Thick-walled zones
Provide heavy risers, multiple feed paths, or use chills to promote directional solidification.
10. Simulation and predictive tools
Solidification simulation benefits
-
Predict location of last-to-freeze regions.
-
Estimate time to solidification and riser effectiveness.
-
Visualize shrinkage porosity, temperature gradients and potential hot spots.
Typical software and use-cases
-
Casting simulation packages integrate with CAD and allow sensitivity analysis: change riser size, add chills, adjust gating and instantly see results.
-
Use simulation early in design to reduce costly trial-and-error.
11. Yield, economics and sustainability
Tradeoffs
Every riser is wasted metal. Minimize riser volume while ensuring quality. Optimize by placing risers only where needed, using exothermic or insulating risers, and employing simulation to minimize oversizing.
Material recovery and recycling
Where possible, riser scrap should be routed back to melting. Design for easier riser removal to reduce labor costs.
Environmental impact
Reduced scrap lowers energy consumption and greenhouse emissions from re-melting and reprocessing.
12. Common defects linked to sprue and riser errors, with corrective actions
Shrinkage porosity
Cause: inadequate riser volume or poor placement.
Fix: increase riser modulus, relocate riser closer to hot spot, add feeder neck with lower thermal conductance.
Hot tears and cracks
Cause: restraint during contraction and incorrect feeding causing tensile stresses.
Fix: modify mold design to allow contraction, reduce section thickness gradients, add chills to control solidification pattern.
Gas porosity and blowholes
Cause: turbulence in sprue or trapped gas in riser well.
Fix: add sprue well, reduce velocities, improve venting.
Misruns and cold shuts
Cause: insufficient head or premature freezing in runner or sprue.
Fix: enlarge sprue or runner cross-section, adjust pour temperature or use insulating sleeves.
13. Inspection, testing and quality control
Non-destructive testing
X-ray radiography and CT scanning reveal internal shrinkage. Ultrasonic tests detect dispersed porosity. Dye-penetrant testing finds surface cracks.
Destructive checks
Sectioning critical castings to inspect feed areas and solidification structure is common during process validation.
Process monitoring
Measure pouring temperature, pour rate, and pouring time. Keep records for traceability and continuous improvement.
14. Practical design checklist for sprue and riser systems
-
Identify the last-to-freeze regions using modulus or simulation.
-
Choose riser type: open, blind, submerged, exothermic.
-
Size riser modulus ≥ 1.2 × casting modulus for initial estimate.
-
Ensure riser has clear feed path and minimal thermal bridges to avoid premature freezing.
-
Add chills when necessary to direct the solidification front.
-
Provide proper gating to limit turbulence and protect feed channels.
-
Balance multi-cavity arrangements to equalize fill times.
-
Use filters where metal cleanliness is critical.
-
Verify design with simulation.
-
Prototype with instrumented castings if part function is high-risk.
15. Quick reference tables
Table 1: Common riser types and suggested uses
| Riser type | Typical use case | Advantages | Limitations |
|---|---|---|---|
| Open cylindrical riser | Alloy prototypes, small series | Simple, easy to remove | High scrap, exposed to atmosphere |
| Blind riser | Production castings requiring surface finish | Lower scrap if integrated | Harder to machine out, may require extra finishing |
| Submerged riser | Minimize oxide inclusion | Reduced atmospheric contamination | Slightly more complex mold assembly |
| Exothermic riser | Heavy castings with long solidification | Smaller riser volume possible | Cost and handling of exothermic sleeves |
| Insulated riser | Control outer cooling to maintain liquid metal | Predictable delay in freezing | Material cost, may trap gases if not vented |
Table 2. Worked riser sizing example (aluminum alloy) (rounded numbers)
| Step | Parameter | Value |
|---|---|---|
| 1 | Casting section (rectangular) dimensions | 100 × 50 × 20 mm |
| 2 | Volume V_cast | 100,000 mm^3 |
| 3 | Surface area A_cast (approx) | 2((100×50)+(100×20)+(50×20)) = 2(5000+2000+1000) = 16,000 mm^2 |
| 4 | Modulus M_cast = V/A | 100,000 / 16,000 = 6.25 mm |
| 5 | Target riser modulus multiplier | 1.3 |
| 6 | Required M_riser | 1.3 × 6.25 = 8.125 mm |
| 7 | Choose riser shape: cylinder height = diameter (h = d) for easy removal | Solve for d: M = V/A = (π d^2 h/4) / (π d^2/2 + d h) approximate; numeric iteration yields d ≈ 30 mm |
| 8 | Result | Riser diameter ~30 mm, height ~30 mm |
Notes: This example simplifies surface area contributions and ignores runner/gate heat effects. Use simulation for final sizing.
Table 3. Typical riser volume multipliers by alloy and casting geometry
| Alloy family | Thin sections | Moderate sections | Thick sections |
|---|---|---|---|
| Aluminium | 1.1 – 1.3 | 1.2 – 1.5 | 1.5 – 2.0 |
| Grey iron | 1.3 – 1.6 | 1.5 – 2.0 | 2.0 – 2.8 |
| Steel | 1.4 – 1.8 | 1.8 – 2.5 | 2.5 – 3.5 |
16. Common mistakes and how to avoid them
Oversized risers
Problem: unnecessary scrap, longer cooling times, higher cost.
Prevention: use modulus method and simulation to refine size; favor exothermic sleeves to reduce volume.
Risers located too far from hot spots
Problem: cannot feed critical regions.
Prevention: place risers directly above or adjacent to hot zones; use feeder necks with controlled thermal conductance.
Poor gating leading to turbulence
Problem: oxide films and gas entrapment hinder feeding.
Prevention: use gradual area transitions, filter elements and sprue wells.
17. Advanced techniques and new practices
Use of 3D printed mold cores and conformal feeders
Additive manufacturing enables complex feeder geometries that can be optimized for heat flow and removal, allowing better feeding with reduced scrap.
Real-time monitoring
Temperature sensors placed in risers and hot spots during prototyping help validate cooling curves and feed effectiveness.
Hybrid feeding strategies
Combine chills, insulated risers, and exothermic sleeves to tailor solidification across complex, multi-thickness castings.
18. Case study summaries
Automotive aluminium cylinder head
Problem: shrinkage porosity formed in thick valve-guide bosses.
Solution: relocated blind risers to valve seat islands, added exothermic sleeves and a local chill on the thin flange to force directional solidification. Result: porosity eliminated and machining scrap reduced by 70%.
Cast iron pump housing
Problem: macroshrinkage at junction of ribs and body.
Solution: added multiple small risers at rib junctions, balanced runners to even fill times and applied chills in thin areas to control solidification. Result: final casting passed radiographic inspection.
Riser & Gating Design: Process Optimization FAQ
1. How do I decide whether to use an open or blind riser?
2. Can multiple small risers beat one large riser?
3. How does gating affect feeding efficiency?
The gating system must limit turbulence to prevent oxide formation, which can block feeding paths.Proper gate design ensures that the riser maintains the necessary hydrostatic pressure to push liquid metal into the shrinking casting core.
4. What is a practical multiplier for riser modulus?
To ensure the riser solidifies after the casting, the Riser Modulus (Mr) should typically be 1.2 to 1.5 times the Casting Modulus (Mc).
Difficult alloys with wide freezing ranges may require a higher multiplier to prevent shrinkage.
5. When should I use an exothermic riser sleeve?
6. How do chills help feeding in complex shapes?
7. Is casting simulation necessary for every design?
8. How much gating area should connect a riser to a casting?
9. What inspection methods reveal riser-related defects?
10. Can I recover riser metal for reuse?
Closing notes
A solid feeding system starts with the fundamentals: understand heat flow, compute moduli for critical sections, choose riser type carefully and verify design with simulation or instrumented trials. Small changes in riser geometry, riser neck design, gate sizing or the addition of a chill can convert a high-defect process into a reliable production line. For critical parts, combine simulation with measured data to refine designs quickly.
