Оборудование для фильтрации с глубоким слоем, установленное на линии литья алюминия, улавливает субмикронные и микронные включения внутри толстого пористого слоя, стабилизирует поток в формы и значительно уменьшает дефекты поверхности и внутренние несплошности. Когда системы глубокого слоя ADtech сочетаются с соответствующими керамическими средами и правильным предварительным нагревом, литейные предприятия достигают ощутимого улучшения выхода первого прохода, снижения брака при обработке и стабильного металлургического качества при одновременном снижении стоимости фильтрации на протяжении всего срока службы по сравнению с многими фильтрами с тонким слоем или фильтрами, использующими только поверхность.
Обзор продукта и его назначение
Оборудование для фильтрации с глубоким слоем ADtech разработано для алюминиевых литейных заводов, где требуется тщательное удаление частиц и кондиционирование потока перед заполнением формы. В системе используется многослойный пористый слой, изготовленный из специальной керамики или спеченной среды, который задерживает включения в глубине фильтра, а не только на поверхности. Этот механизм глубокого захвата обеспечивает превосходное удаление мелкой окалины, оксидных пленок, керамической пыли и бродячих частиц, которые вызывают дефекты и слабые места в отливках. Оборудование подходит для гравитационного, низконапорного и некоторых полунепрерывного литья, где приоритетными являются контролируемая потеря напора и длительный срок службы фильтра.
Как работает глубокая фильтрация
Принципы захвата глубоких пластов
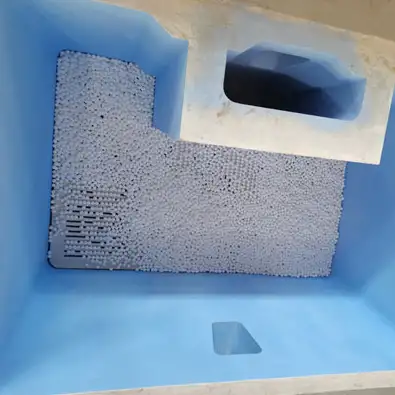
Расплавленный металл проходит через трехмерную сеть пор. Удержание частиц происходит за счет перехвата, инерционного уплотнения, диффузии к поверхностям стоек и многоточечной адгезии. Со временем частицы накапливаются в слое, образуя внутренние слои, которые повышают эффективность улавливания без катастрофического перекрытия потока.
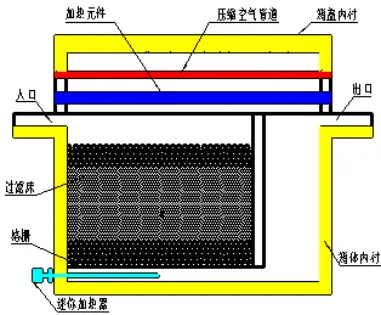
Эффект кондиционирования потока
Слой преобразует хаотическое движение металла в более равномерный, ламинарный поток. Это уменьшает разбрызгивание и унос газов, а также снижает частоту возникновения пористости, связанной с потоком. Правильно подобранные по размеру станины также снижают турбулентность в местах литников, улучшая заполнение формы и уменьшая количество повторных обработок.
| Характеристика | Фильтр из керамической пены (CFF) | Глубокая фильтрация (DBF) |
| Включение Удаление Размер | > 20 - 40 мкм | < 5 - 10 мкм (ультратонкий) |
| Эффективность фильтрации | 60% – 80% | 95% - 99%+ |
| Класс качества металла | Общие / Стандартные | Аэрокосмическая промышленность / Фольга / Литография |
| Цикл технического обслуживания | Изменение за бросок | Непрерывно (месяцы/годы) |
Отличительные особенности продукции ADtech
-
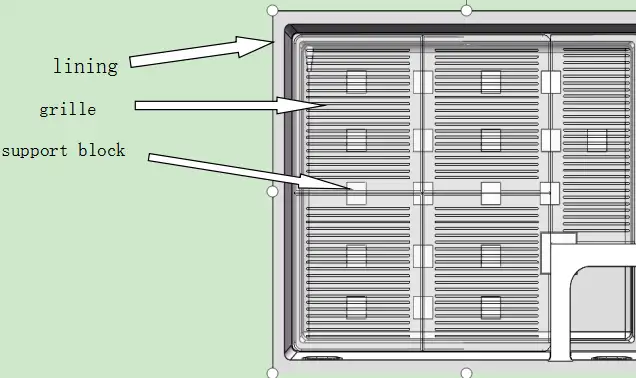
Опоры для кроватей с высоким содержанием кремния, обеспечивающие химическую стабильность при расплавах алюминия.
-
Многослойные варианты медиа – градиент от грубого к мелкому для баланса проницаемости и удержания.
-
Рубашки для быстрого предварительного нагрева и контролируемые зоны нагрева позволяют избежать теплового удара.
-
Модульные кассеты для быстрой переналадки и сокращения времени простоя.
-
Разработанная конструкция форсунок и коллекторов минимизирует локальную эрозию.
-
Приборы с готовыми данными для регистрации потерь напора и прогнозируемой замены.
Типовые конфигурации и варианты носителей
Таблица 1: Примеры наслоения носителей
| Слой | Типичный состав | Назначение |
|---|---|---|
| Верхний грубый слой | Спеченный глинозем или грубый пенопласт (8-15 PPI) | Улавливание крупной окалины и равномерное распределение потока |
| Средний переходный слой | Пена или спеченные гранулы со средним PPI (15-30 PPI) | Задерживает частицы среднего размера и предотвращает образование каналов |
| Тонкий полировочный слой | Пена с высоким PPI или керамический флизелин (30-60 PPI) | Улавливание субмикронных включений и создание ламинарного выхода |
Таблица 2: Распространенные материалы для кроватей и их свойства
| Материал | Тепловой рейтинг | Типичное применение | Преимущество |
|---|---|---|---|
| Высокочистый глинозем | 900-1200°C | Алюминиевое литье общего назначения | Экономичность, хорошая химическая стабильность |
| Глинозем, армированный SiC | 1000-1200°C | Абразивные плавки, интенсивная эксплуатация | Повышенная прочность и устойчивость к тепловым ударам |
| Обогащенный цирконием | >1100°C | Специальность или суровые условия | Высочайшая химическая стабильность, высокая стоимость |
| Спеченный керамический флис | 850-1100°C | Окончательная полировка | Отличное улавливание мелких частиц |
Показатели эффективности и целевые результаты
Ключевые показатели эффективности для определения и мониторинга:
-
Скорость уменьшения количества включений (количество и площадь), измеренная методом металлографии.
-
Улучшение результатов испытания на пониженное давление (снижение индекса RPT).
-
Потери напора при расчетном расходе и допустимой высоте заливки.
-
Расходный ресурс в часах работы или тоннах заливки.
-
Увеличение выхода продукции при первом проходе и процент снижения брака.
Руководство по подбору и определению размеров
Выберите площадь и толщину слоя, исходя из массы заливки, высоты заливки, конструкции задвижки и допустимой потери напора. Используйте грубое правило:
-
Небольшие партии (≤ 200 кг за разлив): компактный слой, более толстый полировочный слой.
-
Среднее производство (200-1000 кг за заливку): многослойное ложе с большей площадью поверхности.
-
Высокая производительность или непрерывная подача: кровати большой площади с поэтапной заменой картриджей и автоматической подачей.
Таблица 3: Отправные точки для определения размеров
| Производственный класс | Площадь спального места (мм²) | Стандартная толщина (мм) | Примечания |
|---|---|---|---|
| Небольшая партия | 200 x 200 | 25-50 | Используйте верхний слой с более высоким PPI для тонкой отделки |
| Средний объем | От 300 x 300 до 400 x 400 | 50-75 | Сбалансируйте расход и срок службы фильтрации |
| Высокая пропускная способность | 500 x 500+ или параллельные банки | 75-100 | Рассмотрите возможность использования нескольких параллельных грядок для снижения потерь напора |
Контрольный список по установке и вводу в эксплуатацию
-
Убедитесь в правильности установки и выравнивания с ковшом или перегрузочным устройством.
-
Постепенно разогрейте ложе и корпус до расплавления или указанной температуры предварительного нагрева, чтобы удалить влагу.
-
Проверьте уплотнительные поверхности и прокладки для предотвращения обхода.
-
Установить приборы – датчик перепада давления, термопары, счетчики разливки.
-
Проведите базовый анализ RPT и включений перед первой заливкой продукции.
-
Установите рецепт: высота налива, скорость налива и пороги смены слоя.
Лучшие практики эксплуатации
-
Поддерживайте программу предварительного нагрева и прогревайте ложе перед заливкой.
-
Регистрируйте потерю напора после каждой порции налива; устанавливайте сигналы тревоги при повышении порога.
-
Регулярно проводите очистку вверх по течению, чтобы снизить нагрузку на станину.
-
При использовании флюса определите время нанесения флюса и обезжиривания, чтобы минимизировать осаждение флюса в верхних слоях.
-
Поворачивайте или ставьте станины, если требуется непрерывная работа, чтобы обеспечить охлаждение и осмотр, пока другие станины остаются в рабочем состоянии.
Техническое обслуживание, износ и ожидаемый срок службы
Глубокие слои обычно служат дольше тонких фильтров, поскольку загрязнение распределяется по глубине, а не только на поверхности. Ожидаемый срок службы зависит от степени загрязнения; типичная периодичность обслуживания:
-
Визуальный контроль после каждой смены.
-
Еженедельный обзор тенденций изменения перепада давления и времени налива.
-
Замена слоев или кассет от месяца до квартала в зависимости от производительности.
-
Полный осмотр корпуса и проверка огнеупорности при каждой остановке на техническое обслуживание.
Таблица 4: График технического обслуживания
| Интервал | Задание |
|---|---|
| Ежедневно | Визуальный осмотр, подтверждение состояния предварительного нагрева |
| Еженедельник | Проверьте журнал на предмет потери напора, проверьте уплотнения |
| Ежемесячно | Замена расходуемых слоев, проверка износа сопла |
| Ежеквартально | Полная разборка и проверка огнеупоров |
Безопасность и экологические соображения
-
Разогревайте в контролируемых печах во избежание взрыва пара; никогда не наливайте на холодные или влажные носители.
-
Обращайтесь с отработанными средами и отбросами в соответствии с местными правилами; многие из них содержат извлекаемые металлы.
-
Используйте вытяжку вблизи станций обезжиривания и фильтрации; пары флюса могут быть опасны.
-
При наличии инертной атмосферы обеспечьте мониторы кислорода или газа; инертные газы являются удушающими веществами.
-
Убедитесь, что операторы надевают термостойкие СИЗ и соблюдают правила обращения с расплавленным металлом.
Устранение распространенных проблем и способы их устранения
Таблица 5: Матрица поиска и устранения неисправностей
| Симптом | Первопричина | Корректирующие действия |
|---|---|---|
| Внезапный скачок давления | Закупорка верхнего слоя | Остановите заливку, замените верхний слой или замените кассету |
| Растрескивание фильтрующего слоя | Тепловой удар или воздействие | Проверьте предварительный нагрев, проверьте процедуры обработки |
| Стойкие поверхностные включения | Загрязнение или байпас в верхнем течении | Проверьте уплотнения, проконтролируйте процесс обезжиривания и дегазации. |
| Быстрая эрозия на выходе | Высокая скорость локального потока | Изменить конструкцию сопла, добавить эрозионностойкую вставку |
| Более короткий срок службы фильтра, чем ожидалось | Избыточное осаждение флюса или абразивные загрязнения | Отрегулируйте практику применения флюса и очистку в верхнем течении |
Интеграция с дегазацией и последующей фильтрацией
Оборудование с глубоким слоем входит в состав линии очистки расплава. Типичная последовательность:
-
Дегазация (ротационная или вакуумная) для удаления растворенного водорода.
-
Глубокая фильтрация для улавливания включений и стабилизации потока.
-
Окончательная полировка фильтра или прецизионной пластины для обеспечения чистоты поверхности критических деталей.
Координация этих действий позволяет добиться максимального качества металла и продлить срок службы кровати.
Экономическое обоснование и моделирование окупаемости инвестиций
Драйверы стоимости:
-
Сокращение количества брака и повторной обработки.
-
Более низкий уровень обработки и отделки.
-
Сокращение количества отказов клиентов и гарантийных претензий.
-
Снижение затрат на фильтрацию в течение всего срока службы благодаря более длительному сроку службы и менее частой замене.
Таблица 6: Пример снимка рентабельности инвестиций
| Параметр | Пример значения |
|---|---|
| Годовая производительность | 3,500 тонн |
| Количество дефектов перед установкой | 1.8% |
| Количество дефектов после установки | 0.6% |
| Ежегодная экономия металла | 42 тонны |
| Годовая экономия (металл + обработка) | Зависит от объекта; примерный диапазон шестизначных цифр в долларах США |
| Годовая стоимость расходных материалов | Умеренный; ниже, чем у частых тонких фильтров |
| Ожидаемая окупаемость | 6-24 месяца в зависимости от исходного уровня дефектов |
Проведите короткую экспериментальную проверку на объекте, чтобы получить реальные данные для точного прогноза окупаемости.
Пример спецификации продукции
-
Материал корпуса: стальная оболочка с высококремнистой огнеупорной футеровкой.
-
Материал: модульные слоистые картриджи из глинозема, SiC или диоксида циркония.
-
Нагрев: электрическая рубашка плюс изолированный кожух; опциональный индукционный предварительный нагрев.
-
Приборы: датчик дифференциального давления, термопары, цифровой HMI для протоколирования.
-
Переналадка: ручной зажим или гидравлическая кассетная система для быстрой замены.
-
Диапазон производительности: от небольших ковшей до многотонных установок непрерывного действия.
Тематические исследования
Среднетоннажный завод перешел на использование модулей глубокого слоя ADtech и интегрированную дегазацию. Результат: снижение количества брака по поверхностным дефектам на 45% за 6 месяцев и снижение общей стоимости фильтрации на тонну на 30%.
Глубокопористая фильтрация (DBF): Технические вопросы и ответы
1. В чем заключается основное преимущество фильтра глубокого слоя по сравнению с фильтрами с тонкой поверхностью?
2. Как следует подогревать средства для глубокого слоя?
3. Можно ли использовать агрегаты с глубокой станиной для линий непрерывного литья?
4. Какие инструменты помогают решить, когда менять постель?
5. Влияют ли глубокие грядки на ограничения по высоте заливки?
6. Можно ли перерабатывать средства для глубокого слоя?
7. Как глубокие пласты взаимодействуют с флюктуационной практикой?
8. Какой материал постели следует выбрать для тяжелых циклов?
9. Как долго прослужит глубокая кровать при типичных нагрузках?
10. Какую документацию должен предоставить поставщик?
Краткое руководство по устранению неполадок
-
Увеличение потери напора: проверьте засорение и замените верхние слои; проверьте обезжиривание вверх по течению.
-
Трещины или разломы в средах: проверьте предварительный нагрев и операции по обращению на предмет риска теплового удара.
-
Постоянные включения: проанализируйте стробирование на предмет обхода и убедитесь в отсутствии утечки по краям.
-
Высокая эрозия сопла: добавьте эрозионные вставки и пересмотрите скорость потока.



