Единственный наиболее эффективный способ повысить эффективность алюминиевой печи, сократить время простоя и снизить общие затраты на плавку - выбрать многослойную систему огнеупорной футеровки, в которой рабочий слой, не подверженный коррозии и смачиванию (высокоглиноземистые, магнезиальные или шпинелевые монолиты или фасонные кирпичи), сочетается с градиентным резервным и изоляционным слоем, нанесенным и отвержденным с соблюдением жестких допусков и обслуживаемым по плановой программе. Правильный выбор химического состава, плотности, пористости, теплопроводности и метода укладки обычно удваивает срок службы футеровки по сравнению с несоответствующей, низкокачественной футеровкой и дает ощутимую экономию энергии, потерь металла и ремонтов.
1. Общие сведения: почему огнеупор имеет значение при плавке и выдержке алюминия
Алюминиевые печи представляют собой уникальную проблему по сравнению с оборудованием для плавки черных металлов, поскольку расплавленный алюминий, его окалина, флюсы, Загрязнения при переработке по-разному воздействуют на огнеупорную химию. Огнеупорная футеровка отделяет стальную оболочку от высоких температур и химически агрессивных фаз. Футеровка определяет потери тепла, смачивание и проникновение металла, срок службы футеровки, частоту ремонтов и, следовательно, эксплуатационные расходы. Правильный выбор семейства огнеупоров и технологии нанесения футеровки является основным рычагом для повышения тепловой эффективности и сокращения незапланированных простоев.
2. Сервисная среда и механизмы отказа
2.1 Тепловые и химические условия в алюминиевых печах
Типичная рабочая температура при плавке алюминия составляет примерно от 700°C до 820°C во время плавления и может быть выше вблизи горелок или при перегреве; температура выдержки ниже, но может оставаться выше 700°C. Огнеупорные материалы, находящиеся в непосредственном контакте с расплавленным алюминием, сталкиваются с ним:
-
Смачивание и проникновение жидкого металла и флюсов.
-
Химическая коррозия под действием оксидов, хлоридов и стеклообразных флюсов, содержащихся в ломе или окалине.
-
Тепловой шок из-за быстрого нагрева или плохого температурного контроля.
-
Механическое истирание от шихтовых материалов, лома и погрузочно-разгрузочных инструментов.
-
Локальный перегрев в зоне горелки или крана, приводящий к спеканию или растрескиванию.
Понимание того, что футеровка подвергается комбинированному термическому, механическому и химическому воздействию, объясняет, почему ни одно из свойств не гарантирует длительный срок службы. Необходимы компромиссы, которые должны быть заложены в систему облицовки.
2.2 Общие режимы отказа
-
Проникновение жидкого металла и насыщение металломМеталл проникает в поры и микротрещины, образуя внутренние стеклообразные слои и изменяя объем.
-
Флюс или шлак: флюсы из чистящих средств или лома расплавляются и растворяют фазы матрицы, преимущественно воздействуя на фазы, богатые кремнеземом или известью.
-
Отколы и трещины от термоудараДифференциальное расширение между слоями вызывает отпадение чешуек.
-
Механическое истираниеМногократные удары шихты или ковшей истирают поверхность, подвергая новый материал коррозии.
3. Основные свойства материалов и целевые характеристики
Выбор подходящего огнеупора начинается с определения четких целевых значений плотности, открытой пористости, прочности на холодное раздавливание, теплопроводности, теплового расширения и химического состава. Ниже приведены практические целевые диапазоны, встречающиеся в промышленной практике и литературе.
3.1 Основные технические цели (типичное окно спецификации)
-
Номинальная рабочая температура: > 1750°C (для высокоглиноземистых или магнезиальных марок), поэтому огнеупор сохраняет структурную прочность при температуре расплава.
-
Насыпная плотность: 2,4-3,2 г/см³ в зависимости от типа продукта; более высокая плотность обычно уменьшает открытую пористость и смачиваемость, но может увеличить тепловую массу.
-
Открытая пористость: 8 - 18% для рабочих слоев; меньшая пористость снижает риск проникновения металла, но может снизить стойкость к тепловому удару.
-
Прочность на холодное раздавливание (CCS): > 50 МПа для кирпича; > 30 МПа для литьевых материалов после надлежащего обжига/отверждения.
-
Теплопроводность: низкая в изоляционных слоях (< 0,5 Вт/м-К при рабочей температуре), умеренная в рабочих слоях (0,8-5 Вт/м-К в зависимости от состава). Материалы, обогащенные карбидом кремния, имеют гораздо более высокую теплопроводность и должны использоваться только там, где выгоден быстрый теплообмен.
-
Коэффициент теплового расширения (CTE): подобраны по слоям для снижения напряжений при циклическом режиме.
-
Несмачиваемость: обработка поверхности и химический состав, препятствующий смачиванию алюминия; можно добавить углеродсодержащие покрытия или покрытия против смачивания.
3.2 Химический состав и фазовый состав
-
Высокоглиноземистые (Al₂O₃) Фазы устойчивы к кислотным шлакам и широко используются в контактных зонах.
-
Магнезия (MgO) Системы устойчивы к основным шлакам и обладают благоприятной стойкостью к расплавленному алюминию при использовании шпинельных фаз.
-
Шпинель (MgAl₂O₄) наличие улучшает термомеханическую стабильность и коррозионную стойкость в смешанных средах.
4. Тугоплавкие семьи: особенности, рабочие окна, плюсы и минусы
Ниже мы опишем основные классы, которые актуальны для алюминиевых печей, и практические правила выбора для каждого из них.
4.1 Высокоглиноземистые фасонные кирпичи
Особенности: Плотные корундовые фазы, доступные в марках 45-90% Al₂O₃; высокая механическая прочность и огнеупорность. Обычно применяется в рабочих зонах плавильных печей.
Преимущества: Хорошая устойчивость к химическому воздействию среды с высоким содержанием глинозема, высокая прочность и стабильность размеров.
Ограничения: Для предотвращения проникновения металла может потребоваться покрытие против смачивания; дороже, чем некоторые монолитные материалы.
4.2 Магнезия и магнезиально-шпинелевые литейные материалы
Особенности: MgO и шпинельные составы, разработанные для противостояния основному шлаку и металлу. Низкоцементные или ультранизкоцементные литейные материалы обеспечивают более высокую высокотемпературную прочность и меньшую усадку.
Преимущества: Хорошая устойчивость к флюсу и проникновению металла в некоторые потоки рециркуляции.
Ограничения: Более низкая устойчивость к тепловым ударам, чем у некоторых сортов глинозема; необходимо контролировать чувствительность к гидратации при хранении и монтаже.
4.3 Алюмосиликатные литейные материалы (с низким содержанием цемента)
Особенности: Широко используется благодаря доступности и сбалансированным свойствам. Современные малоцементные и бесцементные составы уменьшают количество алюминатных фаз кальциевого цемента, которые могут быть слабыми в присутствии флюсов.
Преимущества: Экономичный и адаптируемый; хорошо подходит для верхних зон печи вне прямого контакта с металлом.
Ограничения: Уязвимость к определенным химическим составам флюсов по сравнению с высокоглиноземистыми или магнезиальными шпинельными системами.
4.4 Карбид кремния, содержащий плунжерную массу и литейные материалы
Особенности: SiC повышает теплопроводность и устойчивость к истиранию; используется в областях, где требуется быстрая теплопередача или устойчивость к эрозии. Высокая теплопроводность может увеличить теплопотери при неправильном применении.
Преимущества: Превосходная стойкость к абразивному износу; полезно для отверстий крана или зон с высоким механическим износом.
Ограничения: SiC окисляется на воздухе при высокой температуре, если его не защитить, а высокая проводимость может повысить энергопотребление.
4.5 Углеродные или графитсодержащие огнеупоры и покрытия
Особенности: Углеродные фазы уменьшают смачиваемость и противостоят проникновению расплавленного алюминия; часто применяются в качестве покрытий или в углеродно-связанных смесях.
Преимущества: Уменьшает проникновение металла и смачивание; хорошо подходит для контактных поверхностей, когда риск окисления минимален.
Ограничения: Углерод окисляется в присутствии кислорода, поэтому необходимы герметичные и защитные атмосферы или покрытия.

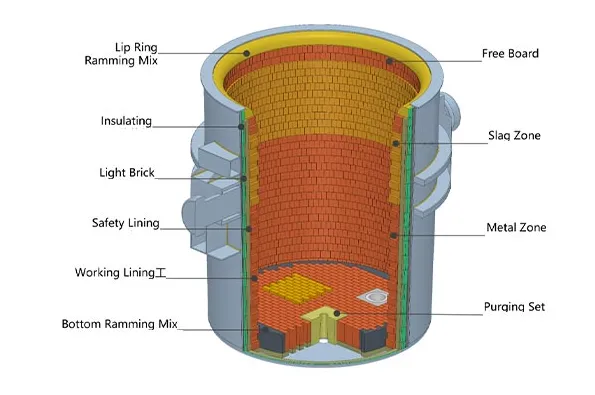
5. Архитектура и толщина подкладок
Прочная подкладка многослойна. Каждый слой выполняет свою функцию: рабочий, защитный/резервный, изоляционный и стальной. Типичная конфигурация и практическая толщина приведены ниже.
5.1 Типичный многослойный штабель (снаружи → внутри)
-
Стальная оболочка - корпус печи
-
Изоляционный слой - керамическое волокно низкой плотности или изоляционный материал, снижающий потери тепла
-
Резервный слой - плотные литые материалы или кирпичи, обеспечивающие структурную поддержку
-
Рабочий слой - высокоглиноземистый кирпич или плотная шпинель, отливаемая в непосредственном контакте с металлом
5.2 Примерные значения толщины (типовые значения)
-
Рабочий слой: 25-100 мм в зонах плавления; тяжелее в зонах кранов и горелок.
-
Резервный слой: 50-150 мм в зависимости от размера печи.
-
Изоляция: 25-75 мм материала с низкой теплопроводностью или более толстые слои с использованием модулей из керамического волокна.
Примечание: Это начальные расчетные значения. Фактическая толщина должна учитывать диаметр печи, расположение горелок, тепловой баланс и механические манипуляции. При проектировании рекомендуется использовать тепловую модель.
6. Протоколы установки, отверждения и ввода в эксплуатацию
Качество монтажа часто имеет большее значение, чем химический состав продукта. Следующие технологические этапы обычно используются в профессиональной огнеупорной работе.
6.1 Контроль качества перед установкой
-
Проверьте сертификаты материалов: химический состав, размер частиц, видимую пористость, содержание связующего и рекомендуемый график отверждения.
-
Убедитесь, что геометрия подложки и оболочки находится в пределах допусков.
-
Храните материалы в сухом месте; монолитные изделия вступают в реакцию с влагой при транспортировке и хранении.
6.2 Передовые методы установки
-
Используйте опытных огнеупорщиков и следуйте рекомендациям производителя по укладке и соединению.
-
При работе с литыми материалами следуйте технологиям литья блоков, трамбовки или пистолетной обработки, указанным поставщиком.
-
Постепенный нагрев во время отверждения: поэтапное повышение температуры для удаления свободной и химически связанной воды и спекания матрицы. Быстрый нагрев приводит к взрыву пара и образованию сколов.
6.3 Обработка поверхности против смачивания
-
Нанесите сертифицированные покрытия против смачивания на рабочую поверхность, если это рекомендовано. Покрытия уменьшают проникновение металла и продлевают срок службы; выбор должен соответствовать химическому составу базового огнеупора.
7 Инспекция, мониторинг и текущее обслуживание
Программа упреждающего осмотра продлевает срок службы футеровки и повышает безопасность.
7.1 График проверок
-
Ежедневный визуальный: осмотрите зоны горелок и кранов на предмет наличия горячих пятен, сколов или окалины.
-
Еженедельник: измерение температуры оболочки в ключевых точках и регистрация тенденций.
-
Ежемесячно: выполняют ограниченный осмотр критических зон с помощью буроскопа.
-
Планируемое отключение: полный внутренний осмотр и измерение толщины.
7.2 Индикаторы состояния
-
Повышение температуры оболочки при постоянной рабочей точке
-
Новые или расширяющиеся трещины, локальные сколы
-
Изменения в расходе топлива, связанные с теплопотерями оболочки
-
Частое попадание песка или окалины
7.3 Тактика ремонта
-
Холодное латание для устранения незначительных дефектов поверхности с помощью трамбующих смесей.
-
Восстановление секций во время планового технического обслуживания для борьбы с глубокой эрозией.
-
После ремонта всегда повторно наносите антимоскитные покрытия и проводите повторное отверждение в соответствии с рекомендациями производителя.
8 Расчет стоимости жизненного цикла, контрольный список закупок и тестирование QA
8.1 Принцип расчета стоимости жизненного цикла
Сравните общую стоимость за день работы, а не только цену покупки. Учитывайте: стоимость материалов, время установки, время простоя печи, потери энергии из-за более плохой изоляции и потери лома/металла из-за загрязнения. Немного более высокая первоначальная стоимость футеровки может привести к снижению затрат на тонну плавки.
8.2 Контрольный перечень закупок (таблица ниже)
| Артикул | Минимальное требование |
|---|---|
| Сертификаты на материалы | Химический анализ, огнеупорность, насыпная плотность |
| Данные о пористости | Открытая пористость и водопоглощение |
| Механические испытания | Прочность при холодном раздавливании, модуль разрыва |
| Тепловые свойства | Теплопроводность при рабочей температуре, CTE |
| Инструкции по установке | График отверждения, предельное количество воды для затворения, оснастка |
| Гарантия и обслуживание | Гарантийный срок поставщика и поддержка на объекте |
| Опция защиты от намокания | Рекомендуемые покрытия и способ нанесения |
8.3 Тестирование QA, которое необходимо провести у поставщика
-
Образцы купонов с горячей поверхностью, испытанные на проникновение расплавленного алюминия (лабораторное испытание на проникновение)
-
Стандартизированные испытания на истирание и коррозию (при наличии)
-
Проверка содержания вяжущего и цемента в малоцементных литых материалах
9. Здоровье, безопасность и экологические соображения
-
Храните монолиты в сухих условиях и используйте соответствующие СИЗ во время смешивания, чтобы избежать воздействия вдыхаемой пыли.
-
Керамические волокна и изоляционные материалы требуют защиты органов дыхания и контролируемой резки.
-
Утилизируйте отработанный огнеупорный материал в соответствии с местными правилами; загрязненный огнеупор с остатками металла может подпадать под действие правил об опасных отходах в некоторых юрисдикциях.
10. Таблицы: сравнение материалов, термоокна и пример жизненного цикла
Таблица 1. Сравнительная матрица распространенных печных огнеупоров
| Семейство материалов | Типичная максимальная непрерывная температура (°C) | Открытая пористость (%) | Преимущества | Ограничения |
|---|---|---|---|---|
| Высокоглиноземистый кирпич (60-75% Al₂O₃) | 1750-1850 | 8-15 | Прочный, устойчивый к коррозии шлак с высоким содержанием глинозема | Может потребоваться покрытие против намокания |
| Магнезиально-шпинелевый литейный материал | 1700-1850 | 10-18 | Хорошо противостоит основным шлакам и проникновению металлов | Низкая устойчивость к тепловым ударам |
| Алюмосиликатный малоцементный литейный материал | 1600-1750 | 10-20 | Экономичность и универсальность | Уязвимость к некоторым химическим составам флюсов |
| SiC-содержащий литейный материал/заливка | 1500-1750 | 6-12 | Устойчивость к истиранию, высокая проводимость | Риск окисления; может увеличить потерю тепла |
| Углеродные смеси/покрытия | >1600 | 2-8 | Уменьшение смачивания и проникновения | Риск окисления; требует защиты |
(Значения приведены в практических отраслевых диапазонах; для окончательного выбора следует использовать данные испытаний производителя).
Таблица 2: Типичные примеры теплопроводности при рабочих температурах
| Материал | Прибл. k при 500-800°C (Вт/м-К) |
|---|---|
| Изолирующий волоконный модуль | 0.04-0.5 |
| Низкоцементный глиноземистый материал | 0.8-2.0 |
| Высокоглиноземистый плотный кирпич | 1.5-3.5 |
| Трамбовка, обогащенная SiC | 5-12 |
(SiC значительно повышает проводимость, что может быть нежелательно в энергочувствительных конструкциях).
Таблица 3. Простой пример стоимости жизненного цикла (иллюстративный)
| Сценарий | Стоимость покупки (материал + установка) | Ожидаемый срок службы (месяцы) | Штраф за электроэнергию в месяц | Общая стоимость за 24 месяца |
|---|---|---|---|---|
| Недорогой литейный материал | $10k | 6 | $800 | $10k + 4 × $800 = $13.2k |
| Шпинель/высокоглиноземистый сплав премиум-класса | $18k | 24 | $300 | $18k + 24 × $300 = $25.2k |
Интерпретация: Даже при более высокой закупочной цене, более длительный срок службы и меньшие потери энергии обычно снижают стоимость тонны расплава. Эти цифры являются упрощенным примером; при принятии решения используйте модели энергопотребления и времени простоя для конкретного объекта.
11. Высокотемпературные характеристики: Выбор правильного материала
Для выбора точной рецептуры необходимо проанализировать конкретную зону плавления или выдержки. Требования значительно различаются между зоной прямого натекания на горн печи, верхними боковыми стенками, подвергающимися воздействию лучистого тепла, и сложными системами переноса, такими как отстойники.
Высокоглиноземистые и карбидокремниевые литейные материалы
Высокоглиноземистые литейные материалы доминируют в отрасли благодаря отличному балансу механической прочности и химической стабильности. Формулы, содержащие от 80% до 85% Al2O3, на основе связующих систем с низким содержанием цемента, обеспечивают исключительную плотность. Высокая плотность напрямую связана с низкой пористостью, что не оставляет пустот для проникновения жидких металлов.
И наоборот, огнеупоры на основе карбида кремния (SiC) имеют явные преимущества в специализированных зонах. SiC обладает исключительной теплопроводностью и чрезвычайной стойкостью к истиранию. Эти свойства делают SiC очень востребованным в зонах, требующих быстрой теплопередачи, например, в муфельных печах или специальных защитных устройствах для лучистых труб. Однако при определенных температурах SiC подвержен окислению, что требует применения специальных глазурных покрытий для сохранения долговечности.
Изоляция и тепловая эффективность
Затраты на электроэнергию доминируют в финансовых показателях алюминиевых литейных заводов. Огнеупорная футеровка должна надежно удерживать жидкий металл, не позволяя тепловой энергии уходить в окружающую среду. Это требование диктует многослойную конструкцию футеровки.
Горячая поверхность состоит из плотного, тяжелого литого материала, предназначенного для сопротивления физическому износу и химическому воздействию. За этим первичным защитным слоем инженеры устанавливают изолирующие огнеупоры. В качестве подкладочного слоя используются легкие плиты из силиката кальция, покрывала из керамического волокна или микропористые изоляционные панели. Благодаря резкому снижению теплопроводности профиля от горячей поверхности к стальной оболочке температура внешней оболочки опускается ниже 80°C. Такая экономия тепловой энергии означает, что горелки работают реже, что значительно снижает потребление природного газа.
Таблица 2: Матрица сравнения свойств материалов
| Метрика свойств | Высокоглиноземистый (85%) LCC | Литой карбид кремния (SiC) | Легкий изоляционный материал |
| Насыпная плотность (г/см³) | 2.85 | 2.65 | 1.10 |
| Прочность на холодное раздавливание (МПа) | 85.0 | 95.0 | 15.0 |
| Пористость (%) | 12% | 15% | 45% |
| Теплопроводность (Вт/м-К) | 2.5 | 15.0 | 0.4 |
| Максимальная температура эксплуатации (°C) | 1600 | 1500 | 1200 |
| Основная зона применения | Очаг, нижние боковые стенки | Колодки, ударные колодки | Резервная изоляция |
12. Процедуры нанесения и установки
Превосходный огнеупорный состав быстро выходит из строя при неправильной укладке. Строгое соблюдение правильных протоколов смешивания, укладки и отверждения определяет конечный успех работы. Производственные предприятия все чаще отдают предпочтение методам установки с высоким уровнем контроля.
Оптимальные коэффициенты смешивания и качество воды
Вода служит исключительно для начала гидратации алюминатного цемента. Любой избыток воды, превышающий химические требования, создает пустоты во время фазы высыхания, увеличивая пористость и разрушая механическую прочность. Высокопроизводительные низкоцементные литейные материалы требуют чрезвычайно точного соотношения воды, обычно строго в пределах от 4,5% до 5,5% по весу.
Операторы должны использовать чистую питьевую воду. Примеси, особенно хлориды или органические вещества, нарушают кристаллизацию цементных фаз, замедляя время схватывания и снижая предельную прочность. Смесители должны работать точно: три минуты сухого перемешивания для диспергирования тонкодисперсных компонентов матрицы, а затем ровно четыре-пять минут мокрого перемешивания. При чрезмерном перемешивании выделяется избыточное тепло, что приводит к преждевременному схватыванию внутри смесителя.
Техника укладки и уплотнение
Чтобы обеспечить максимальную плотность, в установке используются высокочастотные вибраторы. Когда тиксотропный литьевой материал поступает в форму, вибрация заставляет захваченные пузырьки воздуха подниматься и выходить. При правильной вибрации материал временно разжижается, что позволяет ему заполнять сложные геометрические формы, особенно вокруг блоков горелок и узлов ответвительных отверстий. Необходимо следить за тем, чтобы не допустить чрезмерной вибрации, которая приводит к расслоению заполнителя, оставляя на поверхности слабый, богатый цементом слой.
Кривые затвердевания и графики выпечки
После укладки материал должен затвердеть. Для затвердевания необходим покой при температуре окружающей среды (в идеале 20-25°C), чтобы цементные связи сформировались должным образом. Эта фаза обычно длится от 24 до 48 часов. Накрытие открытых поверхностей пластиковыми листами предотвращает преждевременную потерю влаги.
График запекания, или процедура высыхания, представляет собой наиболее критическую фазу перед введением расплавленного алюминия. В процессе нагрева необходимо тщательно испарить свободную воду, а затем химически объединенную воду, не создавая внутреннего давления пара, которое может привести к взрывному растрескиванию.
Стандартная кривая выпечки включает в себя:
-
Нагревайте со скоростью 15°C в час до достижения 150°C.
-
Выдержите при температуре 150°C, чтобы вся свободная механическая вода полностью вышла.
-
Регулировка со скоростью 20°C в час до 350°C.
-
Выдержка при 350°C для высвобождения химически связанной воды из гидратов цемента.
-
Окончательное повышение температуры до рабочей температуры со скоростью 40°C в час, обеспечивающее образование керамических связей.
13. Интеграция с оборудованием AdTech
Компания AdTech разрабатывает оборудование премиум-класса для обработки расплавленного алюминия. Эффективность этих систем в значительной степени зависит от качества внутренней огнеупорной футеровки. Дегазационные установки, фильтровальные боксы и отстойники для перекачки жидкостей испытывают уникальные динамические нагрузки по сравнению со статическими печами выдержки.
Огнеупоры в Установки дегазации
Системы поточной дегазации Используют вращающийся графитовый ротор для нагнетания инертного газа (обычно аргона или азота) в расплавленный алюминий, удаляя растворенный водородный газ и поднимая неметаллические включения на поверхность. Огнеупорная футеровка внутри дегазационного бокса сталкивается с сильной турбулентностью жидкости. Высокоскоростной расплавленный металл постоянно скребет стенки, угрожая сильной механической эрозией.
В дегазационных камерах AdTech используются передовые предварительно отлитые и обожженные огнеупорные формы. Благодаря литью и обжигу этих компонентов в условиях строго контролируемого производства, структурная матрица достигает абсолютного совершенства перед установкой. В этих предварительно отлитых формах используются составы с ультранизким содержанием цемента, усиленные несмачивающими агентами. Чрезвычайная плотность гарантирует, что турбулентный жидкий металл не сможет размыть стенки, предотвращая отрыв огнеупорных частиц и загрязнение высокоочищенного алюминиевого расплава.
Опорные конструкции фильтров из керамической пены
Фильтры из керамической пены (CFF) физически задерживают микроскопические примеси. Расплавленный алюминий проходит через эти сложные керамические сети. Чаша фильтра, конструкция, удерживающая CFF, требует идеальной стабильности размеров. Если огнеупорная футеровка деформируется или растрескается, расплавленный металл может полностью миновать фильтр, испортив всю отливку. Отливки, предназначенные для изготовления аэрокосмических компонентов или сверхтонкой фольги, не допускают абсолютно никаких включений. AdTech разрабатывает фильтровальные коробки со специализированной микропористой изоляцией, подкрепленной жесткими, не смачиваемыми водой горячими поверхностями, обеспечивающими идеальное уплотнение вокруг фильтрующего материала и поддерживающими постоянную температуру для предотвращения преждевременного застывания металла.
Системы отмывки и сохранение тепла
Сети отмывки транспортируют жидкий алюминий из плавильной печи через установки дегазации и фильтрации непосредственно на разливочную станцию. Потери тепла на этом пути представляют собой серьезную угрозу. При понижении температуры операторы вынуждены перегревать металл в первичной печи, тратя огромное количество энергии и увеличивая газовую пористость в расплаве.
В отмывочных сегментах AdTech используется высокотехнологичная композитная футеровка. Горячая поверхность имеет тонкий, исключительно прочный, не смачиваемый водой литьевой слой. Непосредственно за этим слоем располагается высокотехнологичная изоляция из аэрогеля или микропористой плиты. Благодаря такой конфигурации перепад температур по всей сети отмывки остается незначительным, что обеспечивает безупречные условия литья на терминале.
14. Матрица поиска неисправностей и способы их устранения
Несмотря на использование передовых материалов, жесткие условия эксплуатации в конечном итоге приводят к износу. Быстрое устранение аномалий позволяет предотвратить перерастание локального повреждения в катастрофический отказ оборудования. Диагностика первопричины определяет правильную стратегию ремонта.
Диагностика растрескивания и отколов огнеупоров
Трещины проявляются в различных формах, каждая из которых указывает на свой механизм разрушения. Волосяные поверхностные трещины обычно возникают в результате нормального теплового расширения и сжатия; они редко угрожают целостности конструкции. Однако глубокие, проникающие трещины, идущие параллельно горячей поверхности, указывают на термический откол. Это явление возникает, когда температурные градиенты превышают предел прочности материала на растяжение, что часто вызвано слишком быстрым нагревом печи на начальном этапе высыхания или воздействием на горячую поверхность резких порывов холодного воздуха.
Структурные трещины, проходящие по всей глубине облицовки, указывают на механическое разрушение. Такие повреждения обычно возникают в результате агрессивных методов очистки с использованием тяжелых стальных инструментов или сильных ударов при загрузке вилочных погрузчиков. Определение морфологии трещин позволяет командам технического обслуживания непосредственно корректировать эксплуатационные процедуры.
Стратегии ремонта: Эффективный ремонт изношенных покрытий
При сильном износе целевых участков полная замена остается ненужной и экономически неэффективной. Локальное латание быстро восстанавливает функциональность.
Чтобы выполнить успешное исправление:
-
Подготовка: Операторы должны тщательно удалять все рыхлые, поврежденные и пропитанные алюминием огнеупоры. В зоне ремонта должен быть чистый, нетронутый материал матрицы. Создание геометрии "ласточкин хвост" или "подрез" обеспечивает механическую фиксацию новой заплаты.
-
Уборка: Удалите всю пыль с помощью сжатого воздуха.
-
Применение: Нанесите специально разработанный состав для ремонта. Эти составы имеют механизм химического сцепления, часто с использованием фосфатных связующих, которые агрессивно прилипают к существующим отвержденным огнеупорам, не требуя сильного нагрева для схватывания.
-
Затвердевание: Дайте заплате высохнуть на воздухе в соответствии с протоколом производителя, а затем локально нагрейте ее с помощью портативной горелки, чтобы удалить влагу, прежде чем возвращать устройство в эксплуатацию.
Таблица 3: Протоколы поиска неисправностей и диагностические действия
| Наблюдаемый режим отказа | Вероятная первопричина | Немедленная диагностика | Рекомендуемая стратегия ремонта |
| Сильный корундовый налет | Обедненный несмачивающий агент, высокая пористость | Проверьте рабочую температуру, осмотрите на наличие локальных горячих точек | Очистите основание от сколов, нанесите несмачиваемую заплату на фосфатной основе |
| Отслаивание поверхности (шелушение) | Быстрое нагревание во время высыхания, тепловой удар | Просмотрите журналы расписания выпечки, проверьте работу дверей | Удалите отслаивающиеся чешуйки, нанесите тонкое защитное моющее покрытие |
| Глубокие структурные трещины | Механическое воздействие во время зарядки или чистки | Соблюдайте процедуры зарядки, проверяйте инструменты для работы | Полное локальное разрушение до стальной оболочки, переделанной из высокопрочного ЛКК |
| Чрезмерная потеря тепла (горячая оболочка) | Пробой резервной изоляции, пробивание металла | Проведение термографической съемки внешней оболочки | Требуется отключение; демонтаж горячей поверхности и замена поврежденной изоляции |
| Металлический обход вокруг CFF | Деформация посадочных мест чаши фильтра | Измерьте допуски посадочных мест физически | Восстановление поверхности сидений с помощью прецизионного формовочного состава |
15. Экономический анализ и оптимизация закупок
Выбор огнеупорных материалов, основанный исключительно на первоначальной стоимости тонны, гарантирует долгосрочные финансовые потери. Истинным критерием успеха является общая стоимость владения (TCO), которая рассчитывается путем оценки срока службы футеровки, экономии энергии за счет превосходной изоляции и сокращения времени простоя в обслуживании.
Стратегии расчета стоимости жизненного цикла
Высокочистые, не смачиваемые водой литейные материалы, обогащенные сульфатом бария, имеют более высокую начальную цену по сравнению с обычными шамотными материалами. Однако обычные материалы требуют частой замены. Стандартная футеровка может полностью выйти из строя в течение двенадцати месяцев из-за сильной инфильтрации корунда. Разработанная высокоглиноземистая футеровка, одобренная компанией AdTech, при правильном обслуживании регулярно служит до тридцати шести месяцев.
Менеджеры по закупкам должны подсчитать трудозатраты, связанные с демонтажем и повторной установкой, упущенную выгоду от производства во время многодневного простоя и топливо, потраченное на повторный нагрев холодной печи. При анализе этих переменных огнеупоры премиум-класса демонстрируют высокую рентабельность инвестиций (ROI).
Контроль качества и стандартизированное тестирование
Оценка паспортов материалов требует понимания конкретных протоколов испытаний. Литейные заводы должны требовать соблюдения строгих стандартов Американского общества по испытаниям и материалам (ASTM).
-
ASTM C20 измеряет кажущуюся пористость и насыпную плотность. Более низкая пористость гарантирует лучшую устойчивость к проникновению жидкого металла.
-
ASTM C133 проводит испытания на прочность при холодном раздавливании и модуль упругости при разрыве. Высокие значения обеспечивают устойчивость к механическим воздействиям.
-
ASTM C704 оценивает стойкость к истиранию, что очень важно для участков, подверженных высокоскоростному потоку жидкости или механическому соскабливанию.
Требуя тщательной документации для испытаний, предприятия обеспечивают материалы, идеально подходящие для того, чтобы выдержать жестокие реалии обработки расплавленного алюминия.
16. Будущие тенденции в производстве алюминиевых огнеупоров для литейного производства
Промышленность постоянно стремится к повышению эффективности и ужесточению экологического контроля. Достижения в области нанотехнологий открывают огромные перспективы в развитии монолитных огнеупоров. Включение нанокремнезема или нанокремнезема в связующую матрицу создает исключительно плотную структуру пор, достигая пористости менее 8%. Такая микроскопическая плотность обеспечивает практически непроницаемый барьер для жидкого алюминия.
Кроме того, самотекущие литьевые материалы позволяют снизить потребность в использовании внешнего вибрационного оборудования. Эти высокотехнологичные смеси текут как вода под собственным весом, идеально заполняя сложные геометрические формы вокруг дегазационных роторов и переходов отмывки. Эта инновация обеспечивает идеально равномерную плотность по всей отливке, исключая человеческий фактор в процессе установки.
Компания AdTech продолжает активно внедрять эти передовые керамические технологии непосредственно в свои портфели технологий фильтрации и дегазации, постоянно устанавливая новые стандарты чистоты расплавленного металла и эффективности производства. Отдавая предпочтение передовым достижениям металлургической науки, производители алюминия обеспечивают себе решающее преимущество на высококонкурентном мировом рынке.
17. Часто задаваемые вопросы
Огнеупоры для плавки алюминия: 10/10 Технические вопросы и ответы
1. Какой один тип огнеупора лучше всего подходит для плавки алюминия?
Универсального лучшего варианта не существует. Высокоглиноземистые материалы и магнезиально-шпинельные литейные материалы обычно являются лучшими в рабочих зонах. Лучший выбор зависит от химического состава лома, использования флюса и терморегулирования. Лабораторные испытания на инфильтрацию и пилотные участки снижают риск до полной замены.
2. Какую толщину футеровки следует указать для 2-тонной индукционной плавильной печи?
3. Насколько важна пористость при выборе рабочего слоя?
Очень важно. Более низкая открытая пористость снижает риск инфильтрации металла. Стремитесь к 8-15% в рабочих поверхностях. Чрезвычайно низкая пористость может повлиять на устойчивость к тепловому удару, поэтому необходим баланс.
4. Нужно ли использовать карбид кремния в облицовке?
5. Стоят ли антимоскитные покрытия своих денег?
Да, во многих областях применения алюминия. Они уменьшают проникновение металла и продлевают срок службы футеровки, особенно если основа огнеупора не является по своей природе несмачиваемой. Всегда следуйте инструкциям производителя покрытия и наносите его повторно после ремонта.
6. Что вызывает внезапную рефрактерную недостаточность?
7. Как проверить данные о поставщике?
8. Лучше ли облицовка фигурным кирпичом, чем монолитным?
9. Как часто следует осматривать подкладку?
Ежедневные визуальные осмотры, еженедельная тепловая регистрация и ежемесячный осмотр с помощью буроскопа являются хорошей практикой. Планируйте основные проверки во время плановых остановок.
10. Могут ли улучшения в огнеупорах снизить потребление энергии?
Да. Улучшенная изоляция, снижение температуры оболочки и уменьшение теплопотерь благодаря оптимизированной футеровке сокращают расход топлива и электроэнергии и улучшают время плавки. Проведите аудит теплопотерь для количественной оценки экономии.
Окончательный инженерный контрольный перечень (быстро)
-
Определите базовый уровень химического состава лома и флюса.
-
Выберите семейства огнеупорных материалов-кандидатов и запросите лабораторные испытания на просачивание.
-
Укажите целевую пористость, плотность, CCS, теплопроводность и соответствие CTE.
-
Подготовьте график установки и поэтапного лечения в соответствии с контрактом с поставщиком.
-
Требуется техническая поддержка на месте при первом восстановлении.
-
Реализуйте план мониторинга: термопары для раковин, визуальные журналы, буроскоп.
-
Отслеживайте энергопотребление и время простоя до и после установки, чтобы рассчитать рентабельность инвестиций.
Ссылки и рекомендуемая литература
Основные отраслевые и технические ссылки, использованные при подготовке данного обзора, включают технические документы и руководства производителей по выбору и обслуживанию огнеупоров в алюминиевых печах; репрезентативные источники включают практические PDF-файлы по проектированию огнеупоров, заметки поставщиков по выбору огнеупоров и материаловедческие обзоры по коррозионной стойкости. Примеры, использованные при подготовке: технические огнеупорные грунтовки и отраслевой обзор коррозионной стойкости огнеупоров.
