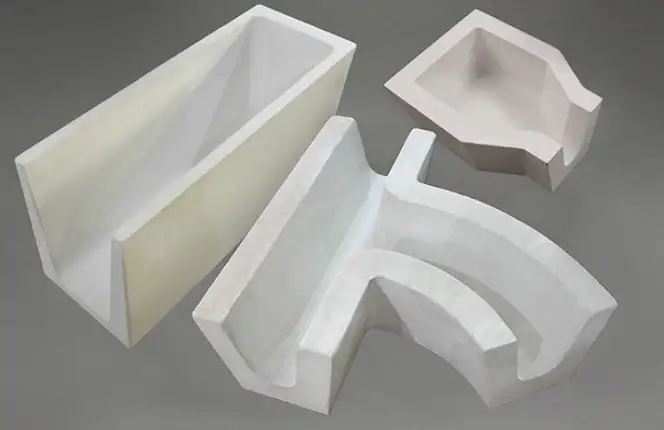
Изготовленные по индивидуальному заказу сборные огнеупорные формы превосходят традиционные футеровки, отлитые на месте, благодаря превосходной плотности, стабильным физическим свойствам и значительному сокращению времени монтажа. На промышленных объектах, перешедших на сборные элементы ADtech, в среднем на 40% сокращается время простоя и на 25% увеличивается срок службы футеровки по сравнению с традиционными монолитными установками. Такая эффективность обусловлена контролируемой производственной средой, исключающей переменные факторы, связанные со смешиванием, отверждением и обжигом на месте. Перенеся критический этап термообработки на наше специализированное предприятие, мы получаем продукт, готовый к немедленной эксплуатации при высоких температурах сразу после доставки.
Инженерные решения, лежащие в основе высокопроизводительных сборных форм
Создание прочной огнеупорной формы начинается задолго до процесса литья. Оно начинается с точного проектирования. В отличие от стандартной кирпичной кладки, сборные формы работают как сложные механические компоненты. Они должны одновременно выдерживать тепловой удар, механическое истирание и химическое воздействие.
Анализ тепловых напряжений и геометрия
Геометрия формы диктует, как она справляется с нагревом. Острые углы и неровные поперечные сечения создают очаги напряжения. В этих местах при резких перепадах температуры возникают трещины. Инженеры ADtech используют анализ методом конечных элементов (FEA) для моделирования тепловых нагрузок. Мы отдаем предпочтение закругленным краям и равномерной толщине стенок. Если конструкция требует перехода от толстых секций к тонким, мы используем постепенное сужение. Такой подход позволяет теплу равномерно рассеиваться по блоку.
Интеграция якорной системы
Анкеры являются основой любой крупной сборно-разборной конструкции. Неправильная установка анкеров приводит к катастрофическому разрушению, когда бетон отрывается от металлической или керамической опоры.
Мы разрабатываем системы крепления, основываясь на трех факторах:
-
Распределение веса: Для более тяжелых блоков требуются крюки из усиленного сплава.
-
Припуск на тепловое расширение: Металл расширяется сильнее, чем тугоплавкий бетон. Мы покрываем анкеры битумной краской или пластиковыми колпачками, чтобы создать буферную зону.
-
Совместимость материалов: Металлургия якоря должна соответствовать максимальной рабочей температуре печи.
Техническое примечание: Для рабочих температур выше 1100°C (2012°F) мы рекомендуем использовать керамические анкеры или высококачественную нержавеющую сталь (310S или Inconel), чтобы предотвратить окисление и потерю прочности.
Выбор материала: Формула долговечности
Характеристики сборных форм в значительной степени зависят от исходных материалов. Мы не используем универсальные литьевые материалы. ADtech разрабатывает специальные смеси с учетом условий эксплуатации заказчика.
Агрегатная и матричная оптимизация
“Каркас” формы представляет собой агрегат. В зависимости от требований к износостойкости или теплопроводности мы используем плавленый оксид алюминия, табличный оксид алюминия или карбид кремния. “Матрица” представляет собой мелкий порошок и связующее вещество, которое удерживает каркас воедино.
Мы тщательно контролируем распределение частиц по размерам (PSD). Смешивая крупные, средние и мелкие частицы в точном соотношении, мы добиваемся максимальной плотности упаковки. Это уменьшает пористость. Низкая пористость предотвращает проникновение расплавленного шлака или коррозионных газов в блок.
Усовершенствованные механизмы склеивания
Традиционные цементные соединения могут ослабевать при промежуточных температурах. Мы используем передовые технологии склеивания:
-
Литьевые материалы с низким содержанием цемента (LCC): Содержит меньше алюмината кальция. Это обеспечивает более высокую прочность при высоких температурах.
-
Фосфатное связывание: Идеально подходит для работ, требующих быстрого ремонта и устойчивости к кислотным шлакам.
-
Золь-гель бондинг: Коллоидный кремнезем, ускоряющий высыхание и повышающий устойчивость к воздействию щелочи.
Таблица 1: Общие свойства материалов для сборных форм ADtech
| Тип материала | Содержание глинозема (%) | Насыпная плотность (г/см³) | Максимальная температура эксплуатации (°C) | Первичное применение |
| AD-HighAl 60 | 60% | 2.55 | 1600 | Общая футеровка печей, стены |
| AD-Tabular 90 | 90% | 2.95 | 1800 | Горелочные трубы, дельта-секции |
| AD-SiC 80 | 80% (SiC) | 2.65 | 1500 | Зоны с высоким уровнем абразивного износа, стояки цементных печей |
| AD-циркон 30 | 30% (ZrO2) | 3.60 | 2000 | Части питателя стеклянного бака |
Производственный процесс: От пресс-формы до обжига
Постоянство качества отличает дворовые предприятия от профессиональных производителей, таких как ADtech. Мы придерживаемся строгого протокола для каждой произведенной формы.
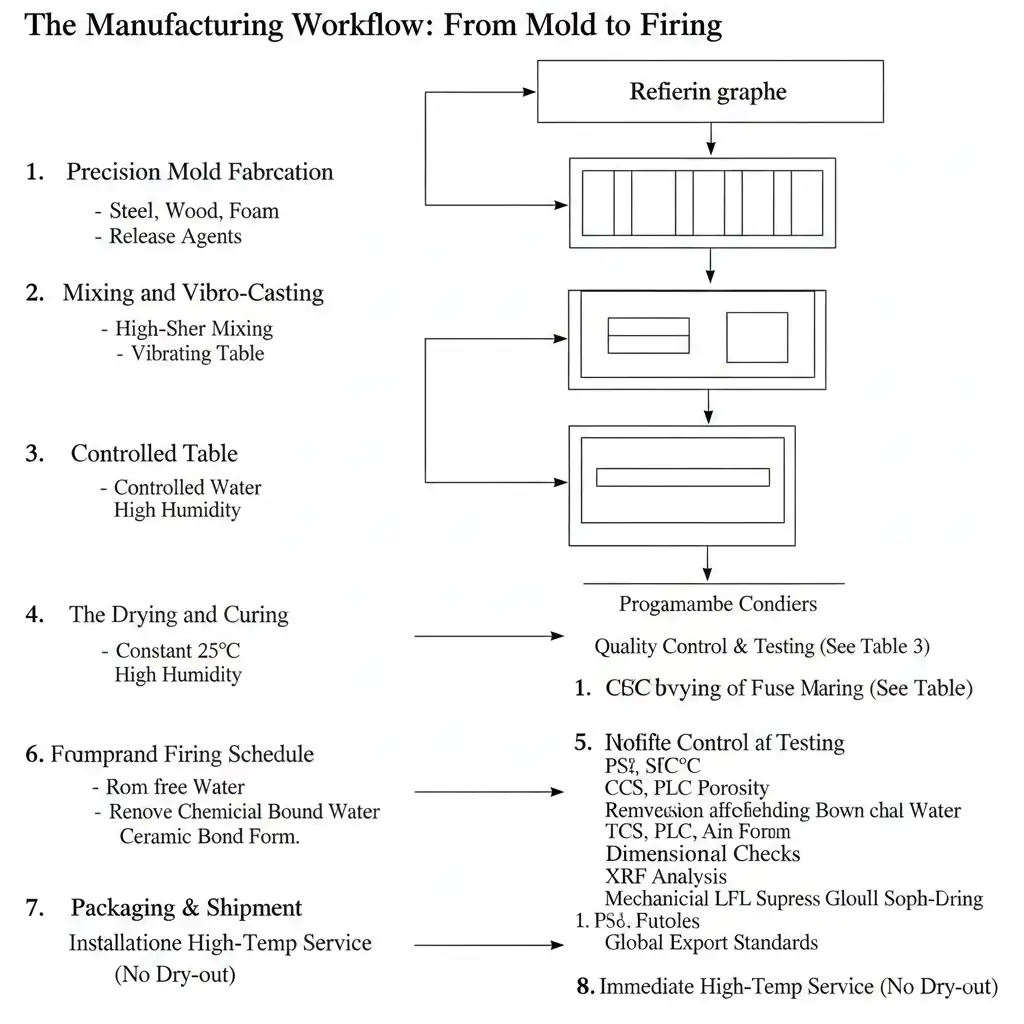
1. Изготовление прецизионных пресс-форм
Форма определяет точность размеров. Мы используем формы из стали, дерева или высокоплотной пены. Для крупносерийного производства предпочтительнее использовать стальные формы, поскольку они сохраняют толерантность в течение сотен циклов. Поверхность формы обрабатывается разделительными средствами, чтобы обеспечить гладкую поверхность конечного продукта.
2. Смешивание и вибролитье
Добавление воды является наиболее важным параметром. Слишком много воды создает поры, слишком мало - приводит к образованию сот. Мы используем лопастные смесители с высокой скоростью вращения, чтобы активировать добавки при минимальном количестве воды.
Во время литья форма находится на вибрирующем столе. Мы регулируем частоту вибрации в соответствии с тиксотропными свойствами отливаемого материала. Это позволяет вытеснить пузырьки воздуха и обеспечить заполнение материалом всех щелей формы.
3. Контролируемые условия отверждения
При отверждении связующее гидратируется и образует прочные химические связи. Этот процесс чувствителен к температуре и влажности. В камерах полимеризации ADtech поддерживается постоянная температура 25°C (77°F) и высокий уровень влажности. Мы контролируем экзотерму (тепло, выделяемое в результате химической реакции), чтобы предотвратить образование трещин, пока форма еще зеленая (необжигаемая).
4. График сушки и обжига
Именно здесь сборные формы получают свое главное преимущество. Удаление воды из огнеупорного бетона опасно, если торопиться. Вода превращается в пар и может взорвать блок.
Мы используем программируемые газовые печи. Температура повышается медленно:
-
Окружающая среда до 110°C: Удаление свободной воды.
-
От 110°C до 350°C: Удаление химически смешанных вод.
-
От 350°C до 800°C: Образование керамических связей.
Почему стоит выбрать сборный, а не кирпичный или монолитный?
Многие руководители предприятий не решаются перейти от стандартного кирпича или литых изделий, заливаемых на месте. Однако эксплуатационные данные подтверждают переход на сборный кирпич.
Устранение переменных при установке
Монтаж в полевых условиях носит хаотичный характер. Пыль, перепады температуры окружающей среды и человеческий фактор при смешивании влияют на конечное качество. Сборные формы изготавливаются на заводе. Качество проверяется еще до того, как продукт попадает на вашу стройплощадку.
Скорость установки
Укладка тысяч кирпичей занимает недели. Установка больших сборных блоков занимает дни. Поскольку сборные формы уже обожжены, после установки не требуется длительный цикл “высыхания”. Вы можете почти сразу же разогреть печь до рабочей температуры.
Таблица 2: Сравнение методов огнеупорной футеровки
| Характеристика | Стандартный брикинг | Монолитная заливка | Сборные формы ADtech |
| Скорость установки | Медленный (требует ручного труда) | Средний (требуется опалубка) | Быстро (помощь крана/подъемника) |
| Суставы (слабые места) | Многие суставы | Несколько суставов | Спроектированные межблочные соединения |
| Требуется сушка | Нет | Да (3-7 дней на месте) | Нет (с предварительным нагревом) |
| Плотность материала | Высокий | Переменная | Неизменно высокий |
| Стоимость труда | Высокий | Средний | Низкий |
Критические применения в тяжелой промышленности
Решения ADtech для сборных конструкций используются в отраслях, где тепло является инструментом и угрозой.
Цементная и известковая промышленность
Носовое кольцо и труба горелки во вращающейся печи страдают от сильного теплового удара и истирания клинкером. Сборные блоки здесь превосходят сталь, поскольку не деформируются под воздействием тепла. Мы также поставляем формы для носовой части охладителя и заслонок каналов третичного воздуха.
Сталь и алюминий
В сталеразливочных ковшах сборные днища выдерживают силу удара расплавленного металла. В алюминиевых печах наши несмачиваемые составы предотвращают образование корунда на рампах и горнах.
Нефтехимические нагреватели
Горелочные плитки в реформерах определяют форму пламени. Если они деградируют, набегающее пламя может повредить технологические трубы. Наши высокоточные плитки для горелок обеспечивают правильную аэродинамику пламени.
Тематическое исследование: Оптимизация цементного завода во Вьетнаме
Время: март 2023 года
Местонахождение: Провинция Ха Нам, Вьетнам
Клиент: Крупный производитель портландцемента (имя не разглашается в целях конфиденциальности)
Задача:
Клиент столкнулся с повторяющимися отказами в трубе горелки печи. Первоначальная футеровка представляла собой наносимую в полевых условиях смесь. Из-за сильной вибрации и термоциклирования (1400°C) футеровка трескалась и отваливалась каждые 3-4 месяца. Это приводило к внеплановым остановкам, стоившим заводу примерно $150 000 в день в виде потерь производства.
Решение ADtech:
Мы предложили перейти на сборную конструкцию.
-
Дизайн: Мы разработали сегментированную гексагональную систему, используя AD-Tabular 90 (высокочистый глинозем).
-
Якорение: Мы использовали V-образные якоря из нержавеющей стали марки 310, предварительно приваренные к стальной гильзе, которая надвигалась на трубу горелки.
-
Производство: Формы были отлиты, отверждены и обожжены на нашем заводе при температуре 600°C, чтобы удалить всю воду.

Результат:
Установка заняла 12 часов вместо обычных 48 часов на обжиг и сушку. Печь разгорелась сразу же.
-
Продолжительность жизни: Новая облицовка труб горелкой была введена в эксплуатацию в течение 14 месяцев и до сих пор показывает хорошие результаты.
-
Экономия: Клиент избежал трех циклов отключения, что позволило сэкономить примерно $1,8 млн. в производственных потерях за год.
Стандарты контроля качества и испытаний
Мы поддерживаем доверие благодаря прозрачности. Каждая партия сборных форм ADtech проходит тщательное тестирование в нашей лаборатории. Мы следуем протоколам испытаний ASTM и ISO.
Проверка физической собственности
Мы отливаем тестовые кубики параллельно с основной партией. Эти кубики проверяются на:
-
Прочность на холодное раздавливание (CCS): Убедитесь, что блок выдерживает структурные нагрузки.
-
Постоянное линейное изменение (PLC): Убедитесь, что форма не будет чрезмерно сжиматься или расширяться при высокой температуре.
-
Пористость: Подтверждено с помощью метода Архимеда.
Проверка допусков размеров
Сборная форма должна идеально подходить по размеру. Если допуски не соблюдены, образуются зазоры. Эти зазоры позволяют теплу обходить облицовку и повреждать стальную оболочку. Мы используем лазерные измерительные инструменты, чтобы гарантировать, что все размеры находятся в пределах ±2 мм (или больше по запросу).
Таблица 3: Показатели обеспечения качества ADtech
| Параметр испытания | Используемый стандарт | Частота | Критерии приемлемости |
| Химический состав | Рентгеновская флуоресценция (XRF) | Каждая партия | ±1% от спецификации |
| Насыпная плотность | ASTM C134 | Каждая партия | > Spec Minimum |
| Прочность на холодное раздавливание | ASTM C133 | Каждая партия | > Spec Minimum |
| Внутренние дефекты | Ультразвуковой контроль | Случайная проверка | Отсутствие внутренних пустот >3 мм |
Устранение неисправностей, характерных для огнеупоров
Даже при использовании самых лучших материалов при изменении условий эксплуатации могут возникнуть проблемы. Вот как мы диагностируем проблемы.
Термическое разрушение
Если форма растрескивается слоями, параллельными горячей поверхности, это термический скол. Это происходит, когда изменения температуры происходят слишком быстро.
-
Фикс: Мы добавляем в смесь органические волокна. Эти волокна выгорают, оставляя крошечные каналы, которые позволяют пару выходить и обеспечивают гибкость.
Структурные отколы
Это происходит, когда шлак проникает в кирпич и изменяет его химический состав. Проникший слой расширяется иначе, чем остальная часть блока, и отслаивается.
-
Фикс: Мы увеличиваем плотность смеси или добавляем несмачивающие вещества (например, сульфат бария или специальные соли), чтобы отталкивать шлак.
Разрушение якоря
Если бетон цел, но отвалился от стены, значит, анкер не выдержал.
-
Фикс: Мы анализируем вышедший из строя якорь. Если он расплавился, мы обновляем сплав. Если он сломался, мы проверяем наличие зазоров для расширения.
Будущие тенденции в огнеупорной технологии
Отрасль движется в направлении “интеллектуальных огнеупорных материалов”. В настоящее время ADtech проводит исследования по интеграции датчиков износа в сборные блоки. Эти датчики будут отправлять данные в диспетчерскую, предупреждая операторов, когда толщина футеровки достигнет критического уровня. Эта модель прогнозного технического обслуживания полностью исключит неожиданные поломки.
Кроме того, мы разрабатываем “нано-связанные” бетоны. Используя нанотехнологии в матрице, мы можем уменьшить размер пор до нанометрового диапазона. Это сделает формы практически непроницаемыми для проникновения газа и шлака.
Часто задаваемые вопросы (FAQ)
1. Каков срок изготовления сборных форм на заказ?
Как правило, срок изготовления составляет от 3 до 5 недель. Это включает в себя проектирование формы, изготовление, литье, отверждение и обжиг. В зависимости от сложности формы могут быть выполнены срочные заказы.
2. Могу ли я сам установить сборные формы?
Да. Поскольку формы предварительно обжигаются, установка производится механически (сваркой анкеров или болтами). Тем не менее, мы рекомендуем присутствие контролера ADtech для обеспечения надлежащей герметизации стыков.
3. Какой раствор следует использовать между сборными блоками?
Мы часто рекомендуем не использовать строительный раствор (сухие швы) для многих применений, чтобы обеспечить возможность расширения. Если требуется герметизация, используйте покрывало из керамического волокна или специальный раствор с фосфатной связью, соответствующий химическому составу блока.
4. Как вы транспортируете большие сборные формы?
Мы используем прочные деревянные ящики с пенопластовой прокладкой. Критические поверхности защищены. Мы осуществляем доставку по всему миру и обеспечиваем соответствие упаковки международным экспортным стандартам.
5. Какой максимальный вес вы можете забросить?
Мы отливаем отдельные блоки весом до 5 метрических тонн. Для более крупных узлов мы разрабатываем сегментированные системы, облегчающие транспортировку и установку.
6. Стоят ли сборные формы дороже кирпича?
Первоначальная стоимость материала зачастую выше, чем у стандартного кирпича. Однако, если учесть отказ от опалубки, сокращение трудозатрат на установку и более длительный срок службы, общая стоимость владения обычно оказывается ниже.
7. Можете ли вы повторить существующую форму с чертежа?
Да. Мы можем работать с 2D-чертежами в формате PDF, 3D-файлами CAD или даже провести реинжиниринг физического образца, если чертежи утеряны.
8. Что произойдет, если форма сломается во время работы?
Сборная облицовка является модульной. Вам нужно будет снять и заменить только поврежденный блок, а не всю стену. Мы рекомендуем иметь в запасе несколько запасных форм для экстренного ремонта.
9. Совместимы ли ваши формы с водородными горелками?
Да. При сжигании водорода содержание влаги повышается. У нас есть специальные составы с низким содержанием кремнезема, устойчивые к восстановительной атмосфере и высокому давлению водяного пара при водородном горении.
10. Как предотвратить прилипание форм к формочке?
Мы применяем специальные разделительные средства на восковой или масляной основе. Для сложных геометрических форм мы используем гибкие полиуретановые вкладыши, позволяющие легко снимать форму, не повреждая края.
Готовы ли вы повысить производительность своих огнеупоров?
Если ваша текущая облицовка выходит из строя слишком часто или если вам нужно сократить время следующего отключения, ADtech готова помочь. Мы не просто продаем продукцию, мы продаем надежность.
