Хорошо спроектированная литниковая система - это единственный наиболее эффективный рычаг, которым располагает литейное производство для уменьшения дефектов литья, контроля динамики заполнения, улавливания шлака и обеспечения надежной подачи во время затвердевания. Правильная литниковая система снижает турбулентность, предотвращает появление включений, повышает выход годного и поддерживает воспроизводимое качество в процессах литья в песчаные формы, литья по выплавляемым моделям и литья в постоянные формы.
1. Почему стробирующая система имеет значение
Литниковая система - это сеть каналов, по которым расплавленный металл поступает из ковша в полость формы, контролируя при этом скорость, тепловые градиенты, давление и отделение шлака. Эффективная литниковая система решает несколько одновременных задач: подает металл достаточно быстро, чтобы избежать охлаждения и пропусков, поддерживает ламинарность потока на входе в полость, задерживает шлак и окалину вдали от критических поверхностей и обеспечивает направленное затвердевание с минимальными избыточными отходами металла. В совокупности эти функции делают конструкцию литников основным фактором, определяющим качество и выход отливок.
2. Основные компоненты и функциональные роли
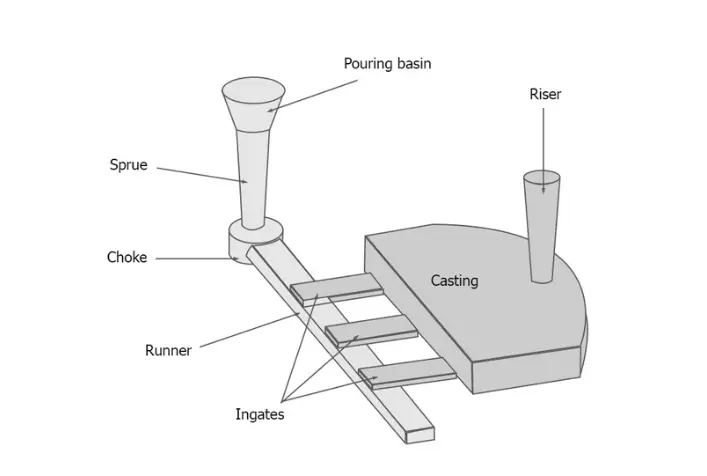
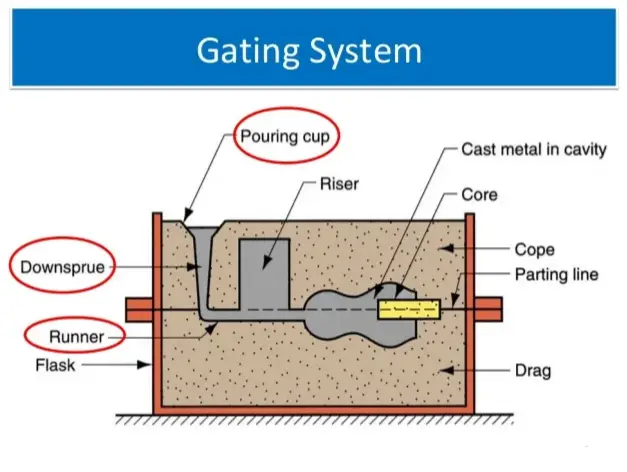
Стандартная система заслонки состоит из нескольких связанных между собой элементов. Каждый элемент имеет функциональные компромиссы, которые влияют на время заполнения, турбулентность и давление в горле.
Основные компоненты
-
Пиала или чашка: принимает металлический половник и уменьшает количество брызг.
-
Шприц (downsprue): вертикальный канал, по которому металл поступает в форму. Сужение уменьшает вихреобразование и аспирацию.
-
Колодец или основание носика: замедляет и сглаживает поток вблизи стыка с бегунком.
-
Прогон - горизонтальный или наклонный канал, распределяющий металл по воротам.
-
Затвор (ворота): конечный канал в полость, размер и форма которого позволяют контролировать локальную скорость и направление.
-
Подъемник или питатель: поставляет дополнительный металл для компенсации усадки во время затвердевания и служит резервуаром для давления.
-
Ским-ловушка, спин-ловушка или осадочный колодец - задерживает шлак и тяжелую окалину перед воротами.
-
Вентили и вентиляционные каналы: позволяют воздуху и газам выходить во время заполнения.
3. Цели и критерии эффективности
При проектировании затворной системы инженеры оптимизируют несколько конкурирующих критериев:
-
Сведите к минимуму турбулентность на затворе, чтобы избежать увлечения газа и образования оксидных пленок.
-
Обеспечьте полное заполнение полости до начала значительного затвердевания.
-
Контролируйте время заполнения, чтобы сбалансировать тепловые градиенты и эрозию формы.
-
Расположите стояки и затворы так, чтобы способствовать направленному застыванию и подаче горячих точек.
-
Задерживает включения и предотвращает попадание шлака в полость.
-
Минимизируйте потери металла на бегунках и стояках, чтобы повысить производительность.
-
Поддерживайте давление и скорость достаточно низкими, чтобы предотвратить эрозию формы, но достаточно высокими для полного заполнения.
4. Типы стробирующих систем и их применение
Конфигурации литников зависят от метода литья и геометрии деталей. Два широких класса - это системы под давлением и без давления. Конкретные типы затворов включают в себя верхний затвор, нижний затвор, затвор с разделительной линией, глухой затвор и многозатворные системы.
По процессу
-
Литье в песок - обычно используются сети спрут - бегун - ингата с колодезными ловушками и стояками.
-
Литье по выплавляемым моделям - использует дерево каналов с тщательно выверенными размерами литников, часто под естественным давлением для тонкостенных деталей.
-
Литье под давлением - имеет короткие, прямые литники и дробеметные втулки, не характерные для литников расходных форм.
-
Постоянная пресс-форма и гравитационная пресс-форма - используйте затвор, обеспечивающий устойчивый, контролируемый поток, уделяя внимание удалению воздуха.
Выбор зависит от прочности формы, типа расплава, толщины детали и чувствительности к турбулентности.
5. Практические правила проектирования и определения размеров
Практические правила сокращают количество циклов и ошибок. Используйте их в качестве отправной точки, а затем совершенствуйте с помощью моделирования и цеховых испытаний.
Общие рекомендации
-
Конический литник: площадь поперечного сечения плавно уменьшается к основанию для поддержания практически равномерной скорости и предотвращения аспирации.
-
Размер дросселя: один эффективный дроссель управляет потоком и снижает турбулентность; часто эту функцию выполняет впускной патрубок или уменьшенное сечение бегунка.
-
Соотношение площадей: поддерживайте соотношение площади литника к площади бегуна и площади бегуна к площади слитка, чтобы избежать преждевременного замораживания или голодания. Обычно площадь поперечного сечения бегуна в 2-4 раза превышает площадь слива в зависимости от скорости заливки.
-
Профиль бегунка: круглые или трапециевидные каналы с плавным радиусом уменьшают эрозию поверхности.
-
Форма затвора: закругленные или конические затворы создают более плавный поток на входе; прямоугольные затворы используются для крупносерийных деталей, где эффективна обрезка.
-
Расположение стояков: установите стояки на самых тяжелых участках и обеспечьте минимальное расстояние подачи.
Ниже приведена таблица правил для обычного литья в песок. Это начальные цифры. Уточните их в зависимости от процесса, сплава и моделирования.
| Элемент | Типичный начальный размер или соотношение | Примечания |
|---|---|---|
| Конусность литника | 1,5-2 градуса с каждой стороны | Поддерживайте плавное снижение |
| Отношение площади носика к площади бегунка | Площадь фильеры ≈ от 1,5 до 3 × площадь бегунка | Не допускайте удушья слишком рано |
| Соотношение площади бегунов и площади впускных отверстий | Площадь бегуна ≈ от 2 до 4 × площадь влива | Более высокое соотношение для тонких стенок |
| Заданное время заливки | От 10 до 60 секунд для мелких и средних отливок из песка | Быстрее для тонких алюминиевых деталей |
| Размер головки райзера | 1,2 - 1,5 × поперечное сечение горячей точки литья | Зависит от степени усадки сплава |
(Используйте эти значения в качестве базовых. Всегда проводите итерации с помощью моделирования или тестовых заливок).
6. Физика потока и управление турбулентностью
Заполнение формы представляет собой задачу динамики переходных процессов с теплообменом и затвердеванием. Ключевые принципы:
-
Ламинарный или слаботурбулентный поток вблизи затвора предотвращает увлечение оксида. Высокие числа Рейнольдса на крутых поворотах создают вихри, которые захватывают газ.
-
Плавные переходы от вертикального к горизонтальному потоку и закругленные стыки снижают локальные скачки скорости.
-
Солеуловители или спин-ловушки могут вызывать вихревое движение, которое отделяет более тяжелый шлак от основного потока.
-
Дроссель снижает кинетическую энергию вверх по потоку, позволяя сети бегунов действовать как буфер и позволяя шлаку всплывать вверх в колодец, прежде чем попасть в сливную горловину.
-
Вентиляция вблизи ворот и тонких секций снижает противодавление, которое может стать причиной неправильного хода.
Использование функций контроля потока позволяет уменьшить холодные провалы, пористость и дефекты поверхности.
7. Специфические для алюминия соображения
Алюминиевые сплавы имеют уникальные требования к литнику. Их высокая теплопроводность и более низкая температура плавления по сравнению со сталью требуют более короткого времени заполнения и надежного удержания растворенного водорода и оксидов.
Ключевые моменты для алюминия
-
Чтобы избежать охлаждения длинных тонких секций, часто требуется более высокая скорость заполнения. Это повышает риск возникновения турбулентности и образования оксидных пленок.
-
Водородная пористость является одним из основных дефектов алюминиевых отливок. Растворенный водород выделяется при падении давления и образует пористость во время затвердевания. Дегазация, тщательная обработка расплава и фильтрация помогают уменьшить этот дефект.
-
Фильтры из керамической пены и надлежащие литниковые/бегунковые ловушки уменьшают попадание в полость оксидных и неметаллических включений. В сочетании с хорошо расположенной ловушкой фильтрация значительно улучшает целостность поверхности.
Настольный алюминиевый литник
| Выпуск | Практические меры контроля |
|---|---|
| Водородная пористость | Дегазация расплава, защитный поток, заполнение с низкой турбулентностью |
| Оксидные пленки | Керамические фильтры, спин-ловушки, закрытый колодец |
| Тонкостенное заполнение | Увеличение площади потока, уменьшение зон охлаждения, более короткие бегунки |
| Потеря тепла | При необходимости используйте изоляционные материалы, более толстые литники или нагреваемые формы. |
| Усадка | Стратегически расположенные стояки или литники под давлением для тонких оболочек |
8. Моделирование и оптимизация
Численное моделирование является стандартной практикой при разработке современных затворов. Инструменты рассчитывают последовательность заливки, определяют "горячие точки", количественно оценивают турбулентность и захват воздуха. Моделирование помогает сократить количество пробных заливок и ускорить оптимизацию.
-
Используйте моделирование течения и затвердевания на ранних этапах для сравнения нескольких вариантов литников. Инструменты автоматической оптимизации позволяют варьировать размеры затворов, расположение бегунков и геометрию стояков в рамках ограничений, чтобы найти решения с минимальным количеством дефектов.
-
Проверьте моделирование с помощью набора физических пробных заливок и радиографического контроля, поскольку модели зависят от правильных исходных данных о свойствах металла и температуре отливки.
9. Дефекты, связанные с воротами, и способы их устранения
Ниже приведена компактная матрица дефектов, в которой рассматриваются основные причины и практические решения, связанные с гейтингом.
| Дефект | Типичная первопричина срабатывания затвора | Средство |
|---|---|---|
| Холодное отключение / неправильный запуск | Медленное заполнение, преждевременное застывание вблизи тонких участков | Увеличение площади потока, сокращение пути потока, предварительный нагрев пресс-формы |
| Пористость (водород) | Турбулентный поток, высокое содержание водорода | Дегазация расплава, снижение турбулентности, использование фильтров |
| Включения / шлак | Никаких отстойников или фильтров, прямой проход в полость | Добавить спин-ловушку, керамическую фильтрацию, перенести ворота |
| Эрозия песка | Высокая локальная скорость, острые углы | Плавная геометрия бегунка, снижение скорости |
| Усадочные полости | Плохое расположение стояков или заниженные размеры стояков | Добавьте или увеличьте стояки, измените проходку для подачи воды в горячую точку |
10. Практические стратегии компоновки, обрезки и сборки
-
Размещайте бегунки так, чтобы минимизировать обрезку на критических поверхностях. Для автоматической обрезки используйте, по возможности, жертвенные бегунки.
-
Расположите затворы на некритичных поверхностях или в зонах припуска на обработку.
-
Используйте дроссели, которые оставляют разумное количество материала для обрезки и при этом контролируют поток.
-
При автоматизированной сборке стандартизируйте расположение затворов в семействе деталей, чтобы обеспечить последовательное выполнение последующих операций.
11. Метрики и инспекция
Отслеживайте показатели, связанные с литниковой обработкой, для контроля качества: время заполнения, температура заливки, индекс чистоты расплава, уровень пористости, брак, связанный с литниковой обработкой. Типичные методы контроля включают рентгенографию, компьютерную томографию, ультразвуковой контроль и визуальный контроль. Проводите анализ первопричин возвращенных дефектов и обновляйте правила литниковой обработки с учетом корректирующих изменений геометрии.
12. Пример расположения затворов
Один литник с бегущей строкой и несколькими вставками: Хорошо подходит для средних, многогнездных форм, когда требуется равномерное распределение.
Несколько спусков, питающих отдельные бегущие петли: Используется для больших отливок, где длинные проточные каналы в противном случае будут слишком сильно охлаждать.
Спин-ловушка с фильтрацией перед входом: Обычно в линиях по производству алюминия механическая фильтрация сочетается с отстаиванием.
13. Таблицы: сравнение и быстрые ссылки
Таблица A. Контрольный список компонентов для анализа конструкции стробирования
| Компонент | Назначение | Типичный режим отказа, за которым нужно следить |
|---|---|---|
| Чашка для наливания | Плавный перенос половника | Брызги, холодный металл |
| Шпагат | Вертикальный транспорт | Аспирация при отсутствии ленты |
| Хорошо | Замедляет турбулентность | Переливание осадка, если он слишком мал |
| Бегун | Распространяет металл | Чрезмерное падение давления |
| Ингейт | Контролирует локальное заполнение | Турбулентность в полости |
| Райзер | Подача металла во время затвердевания | Недостаточный размер приводит к усадке |
| Ловушка для спин | Отделяет шлак | Требуется правильное размещение для достижения эффективности |
| Фильтр | Захват включений | Неправильная сетка или расположение снижают урожайность |
Таблица B: Сравнение типов затворов
| Тип ворот | Плюсы | Cons | Типичный случай использования |
|---|---|---|---|
| Верхние ворота | Простой, гравитационный | Повышенная турбулентность на входе | Тяжелые секции или простые детали |
| Нижние ворота | Заполняется вверх, меньше турбулентности | Более сложная оснастка, возможная эрозия | Тонкостенные детали, алюминий |
| Ворота с расходящимися линиями | Легко обрабатывать и обрезать | Возможность захвата воздуха в некоторых геометрических формах | Литье в песчаные формы с доступом к линии раздела |
| Слепые ворота | Скрытые ворота, косметические поверхности не тронуты | Сложное обрезание, риск неправильного спуска | Литье по выплавляемым моделям, требующее чистых поверхностей |
14. Контрольный перечень мероприятий для литейных предприятий
-
Определите сплав для литья и требуемые механические свойства.
-
Выберите класс литника, соответствующий процессу и геометрии детали.
-
Проложите сеть из прутьев-бегунков и вереска, используя базовые коэффициенты.
-
Добавьте фильтрацию и обезжиривание для алюминиевых или грязных расплавов.
-
Моделирование заполнения и затвердевания. Проверьте наличие горячих точек и прогнозируемых дефектов.
-
Проводите небольшие пробные заливки, проверяйте и повторяйте.
-
Окончательная доработка оснастки и стандартизация строповки для серийного производства.
-
Записывайте показатели и обновляйте проект при изменении материалов или времени цикла.
FAQ по проектированию и оптимизации систем стробирования
1. Какое изменение является наиболее важным для уменьшения количества дефектов, связанных с стропильной системой?
2. Должен ли я всегда сужать литник?
3. Как уменьшить водородную пористость в алюминиевых отливках?
- Активная дегазация расплава с использованием инертного газа.
- Контролируемая скорость заливки для предотвращения разрушения поверхности.
- Стратегическое размещение керамических фильтров и обезжиренные ловушки перед воротами.
- Строгое сокращение воздействия атмосферной влаги на расплав.
4. Когда нижние ворота лучше верхних?
5. Какого размера должен быть впуск по отношению к бегуну?
6. Может ли моделирование литья заменить реальные цеховые испытания?
7. Всегда ли необходимы поролоновые фильтры при стробировании?
8. Как выбор литника влияет на выход отливки?
9. Что такое спин-ловушка и когда ее следует использовать?
10. Как часто следует пересматривать конструкции стробирования?
- Изменение типа сплава.
- Изменение геометрии детали.
- Сокращается время целенаправленного цикла.
- Уровень дефектов (особенно включений или пористости) начинает расти.
16. Заключительные рекомендации для AdTech
-
Для алюминиевых литейных заводов следует сочетать усовершенствование затворной системы с системами дегазации расплава и керамической фильтрацией, чтобы одновременно решить проблему чистоты потока и расплава.
-
Используйте моделирование на ранних этапах проектирования для выбора перспективных топологий стробирования и определения приоритетов размещения стояков.
-
Стандартизируйте небольшой набор шаблонов строповки для семейств деталей, чтобы ускорить изготовление инструментов и упростить автоматическую обрезку.
-
Зафиксируйте показатели процесса и корреляции дефектов, чтобы конструкция стробирования стала постоянно совершенствующейся частью контура управления процессом.
Основные источники, использованные для фактологического руководства и обобщения передового опыта
-
Руководства по литейному производству и современные резюме по проектированию литниковых систем, определяющие компоненты и цели литниковой системы.
-
Практические описания процессов и учебники по литью в песчаные формы, в которых перечислены литниковые элементы и даны рекомендации по работе в обычном цехе.
-
Технические доклады и промышленные примеры по систематической оптимизации и моделированию конструкции затворов.
-
Отраслевые статьи и технические заметки о методах литников, стояках, спин-ловушках и стратегиях вентиляции.
