Для многих мелких и средних производственных партий, а также для компонентов, требующих хорошей механической прочности, плотной микроструктуры и превосходной отделки поверхности без высоких затрат на инструменты, характерных для методов высокого давления, литье алюминия под действием силы тяжести обеспечивает оптимальный баланс между качеством деталей, предсказуемой металлургией и экономической эффективностью. При правильном проектировании форм, контроле обработки расплава и управлении затвердеванием с помощью стратегических литниковых каналов и подводных каналов детали, отлитые под действием силы тяжести, могут сравниться по прочности с деталями, изготовленными другими методами литья, или превосходить их, при этом снижая пористость и улучшая обрабатываемость.
1. Терминология и классификация процессов
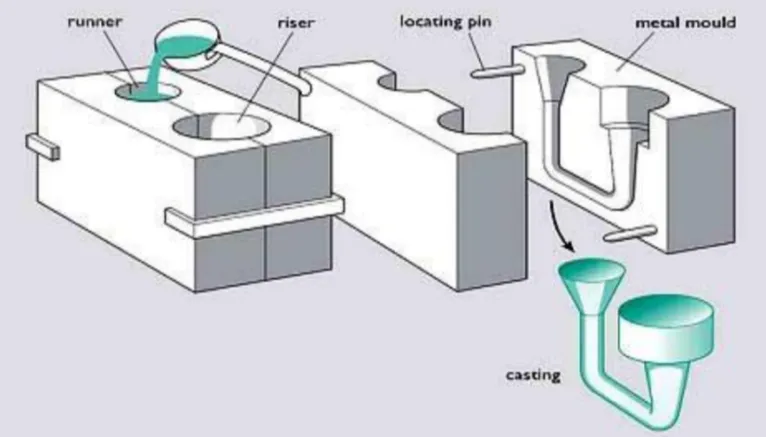
Алюминиевое литье под действием силы тяжести обычно означает процесс, при котором расплавленный алюминиевый сплав вводится в форму под действием одной только силы тяжести. В промышленности обычно используются два широких значения этого термина. В более широком смысле литье под действием силы тяжести включает в себя литье в песчаные формы, литье по выплавляемым моделям, литье по технологии «потерянной пены» и литье в постоянные формы, при которых металл не вдавливается в полость под действием внешнего давления. В более узком смысле этот термин обозначает литье под давлением в постоянные формы, при котором многоразовая металлическая форма принимает расплавленный металл, заливаемый сверху, и металл заполняет полость снизу вверх под действием силы тяжести. Литье под давлением в постоянные формы занимает промежуточное положение между традиционным литьем в песчаные формы и литьем под высоким давлением с точки зрения стоимости инструмента, качества поверхности и механических свойств.

2. Типичные сплавы и основные металлургические процессы
Обычные алюминиевые сплавы, используемые для литья под давлением, включают A356, A357, A380, ADC12, 356 и различные варианты серий 3xx и 4xx, выбранные за хорошую литейность, прочность и реакцию на термообработку. Обработка расплава влияет на содержание водорода, оксидов и уровень включений, которые определяют пористость и прочность. Типичные температуры расплава варьируются в зависимости от сплава; для распространенных алюминиевых литейных сплавов диапазон температур разливки часто составляет примерно от 30 до 80 градусов выше ликвидуса, что дает температуру разливки в диапазоне от 650 до 760 градусов Цельсия для многих литейных сплавов. Обработка для утончения зерна, дегазация и модификация являются стандартными процедурами для получения тонкой микроструктуры и уменьшения дефектов усадки. Читайте также:Литье под давлением против литья в песчаные формы.
Таблица 1. Распространенные алюминиевые литейные сплавы и краткая справочная информация
| Сплав (общее название) | Типичные случаи использования | Характеристики литья | Поддающийся термообработке |
|---|---|---|---|
| A356 / 356 | Конструкционные детали, колеса, корпуса | Хорошая текучесть, хорошая прочность после закалки T6 | Да |
| A380 / ADC12 | Отливки общего назначения с хорошей заполняемостью | Отличная наполняемость, умеренная прочность | Ограниченный |
| 319 | Компоненты двигателя | Хорошая термостойкость | Да |
| 6061 (литые варианты) | Обрабатываемые детали | Более низкая текучесть, используется выборочно | Да |
| Серия 4300 | Высокая стойкость к горячему растрескиванию | Специализированный | Да |
3. Пошаговый рабочий процесс литья под давлением
Четкая последовательность действий дает повторяемые результаты. Следующая последовательность действий представляет собой лучшую практику для обеспечения стабильного производства.
-
Подготовка формы
Металлические формы необходимо очищать, предварительно нагревать до контролируемой температуры, наносить антиадгезионные покрытия или огнеупорные спреи, а также устанавливать сердечники, если они используются. Правильный предварительный нагрев улучшает тепловые градиенты во время затвердевания. -
Плавка и обработка сплавов
Расплавьте в подходящей печи. Удалите оксиды и включения с помощью скимминга и, при необходимости, используйте флюсы. Проведите дегазацию с помощью инертных газов или ротационных дегазаторов для уменьшения количества растворенного водорода. Добавьте упрочняющие или модифицирующие добавки для усовершенствования дендритной структуры. Поддерживайте стабильный химический состав расплава с помощью регулярного отбора проб. -
Опрокидывание и черпание
Переносите металл с помощью ковша или автоматического разливочного оборудования. Старайтесь поддерживать постоянную температуру и скорость разливки, чтобы избежать турбулентности. -
Заливка в форму
При заливке форма должна заполняться постепенно с минимальным разбрызгиванием. Многие цеха используют нижние заливные каналы, заливные чашки и устройства регулирования потока для направления металла в тонкие секции. -
Управление затвердеванием
Используйте охлаждающие элементы, подъемники и контролируемое охлаждение для направления затвердевания. Цель состоит в направленном затвердевании в сторону подъемников, чтобы пористость от усадки оставалась в подъемниках, а не в готовой отливке. -
Встряхивание и очистка
Для постоянных форм откройте форму и извлеките отливку. Удалите литники, подводные каналы и обложки с помощью механической обрезки. -
Термообработка и отделка
Выполните необходимую термическую обработку, закалку и старение, если это требуется для сплава. Обработайте деталь до конечных допусков, при необходимости выполните обработку поверхности. -
Инспекция и испытания
Проверка размеров, испытания на твердость, рентгеновский или ультразвуковой контроль внутренних дефектов, а также испытания под давлением или функциональные испытания, если это необходимо.
4. Типы форм и выбор инструментов
Существует три распространенных семейства форм для литья под давлением.
-
Постоянные металлические формы (гравитационные формы)
Изготовлены из стали или железа; обеспечивают быстрое охлаждение, хорошую обработку поверхности и повторяемость размеров. Эти формы подходят для средних и больших тиражей, когда оправданы первоначальные затраты на инструменты. -
Песчаные формы
Низкая стоимость инструментов и высокая гибкость для сложных форм и крупных отливок. Песчаные формы являются расходными материалами, что делает их идеальными для прототипов и мелкосерийного производства. -
Инвестиционные и пенопластовые формы
Обеспечивают высокую точность контуров и снижают необходимость в механической обработке. Литье по выплавляемым моделям позволяет изготавливать тонкостенные детали, но требует более строгого контроля процесса.
Срок службы инструмента зависит от его типа. Постоянные металлические формы обеспечивают лучшую обработку поверхности, но после многократного использования требуют технического обслуживания и восстановления поверхности. Типичный срок службы стальной постоянной формы может составлять от десятков тысяч до ста тысяч циклов в зависимости от сплава, термообработки формы и технического обслуживания.
5. Правила проектирования литых деталей
Хорошая конструкция литья сокращает количество отходов и время обработки. Основные правила включают:
-
По возможности поддерживайте равномерную толщину стенок, чтобы избежать образования горячих точек и усадочных полостей.
-
Обеспечьте щедрые филе на стыках, чтобы уменьшить концентрацию напряжений и проблемы с подачей.
-
Включите углы наклона, чтобы обеспечить извлечение из формы при использовании постоянных форм.
-
Для обеспечения жесткости используйте ребра, а не тонкие стенки, чтобы сохранить правильную подачу.
-
Расположите затворы и подъемники так, чтобы стимулировать направленное затвердевание в сторону жертвенных зон.
Осознанный подход к линии разъема, управлению подрезами и размещению сердечника продлевает срок службы формы и сокращает объем работ по отделке.
6. Контроль запуска, подъема и затвердевания
Стратегия формирования литниковых каналов и подливок определяет внутреннюю целостность. При гравитационном заполнении по умолчанию заполнение происходит от самой низкой точки полости вверх, что естественным образом выталкивает газы перед жидким металлом. Передовые методы включают:
-
Используйте затворы с нижней заправкой, чтобы уменьшить разбрызгивание и захват воздуха.
-
Размещайте подъемники в толстых участках или в местах, где затвердевание будет способствовать усадке.
-
Добавьте охлаждение, если быстрое охлаждение помогает достичь желаемой микроструктуры в тонких секциях.
-
Убедитесь, что имеются вентиляционные отверстия и переливные каналы для выпуска скопившихся газов.
Планирование направленного затвердевания помогает избежать усадки в зонах с высоким напряжением и упрощает последующую термообработку.

7. Распространенные дефекты, основные причины и меры по их устранению
Детали, отлитые под действием силы тяжести, могут иметь дефекты, связанные с обработкой расплава, инструментами или конструкцией. Ниже приводится краткая справочная информация.
Таблица 2. Типичные дефекты, вероятные причины и способы устранения
| Дефект | Вероятная первопричина | Корректирующие меры |
|---|---|---|
| Пористость (усадка) | Недостаточное кормление, неправильное размещение подъемника | Перемещение подъемников, увеличение объема питателя, направленное затвердевание |
| Газовая пористость | Высокое содержание водорода, плохая дегазация, турбулентность | Улучшить дегазацию, уменьшить турбулентность во время заливки, использовать нижние заливные каналы. |
| Холодные замки | Низкая температура заливки, медленное заполнение | Слегка повысьте температуру заливки, измените систему вливания, чтобы увеличить скорость заполнения. |
| Горячий разрыв | Ограниченное затвердевание в сдерживаемых областях | Изменить конструкцию для обеспечения более равномерной толщины сечения, использовать охладители |
| Включения | Плохая чистота расплава, ухудшение флюсования | Улучшение сбора шлака, фильтрации и обслуживания огнеупорных футерований |
| Плохая обработка поверхности | Проблема с эрозией песка или плесневым налетом | Оптимизируйте покрытие и вентиляцию формы, проверьте целостность формы. |
В большинстве случаев систематический анализ первопричин, связывающий журналы процессов, образцы расплава и записи об инструментах, позволит определить корректирующие действия, которые обеспечат долгосрочное улучшение.
8. Термообработка, механическая обработка и отделка
Многие алюминиевые сплавы, отлитые методом гравитационного литья, хорошо поддаются термообработке для повышения прочности и вязкости. Типичная последовательность операций включает термообработку в растворе, закалку и искусственное старение для сплавов типа A356. Основные моменты, которые следует учитывать при обработке после литья:
-
Поддерживайте температуру обработки раствора в пределах установленных допусков, чтобы избежать начала плавления компонентов с низкой температурой плавления.
-
Используйте контролируемые охлаждающие среды для предотвращения деформации; для поддержания стабильности размеров могут потребоваться инструменты или приспособления.
-
Планируйте припуски на обработку на этапе проектирования. Поверхности, отлитые методом гравитационного литья, могут быть более гладкими, чем поверхности, отлитые методом песчаного литья, но для получения прецизионных поверхностей все равно может потребоваться их доработка.
Обработка поверхности, такая как анодирование, порошковое покрытие или гальванизация, зависит от сплава и предполагаемой среды эксплуатации.
9. Контроль качества и неразрушающий контроль
К методам неразрушающего контроля, широко применяемым для деталей, изготовленных методом гравитационного литья, относятся:
-
Рентгенография для картирования внутренней пористости.
-
Ультразвуковой контроль для крупных отливок, в которых пористость может быть невидима при рентгенографическом контроле.
-
Контроль поверхностных трещин на подходящих сплавах с помощью красителей-проникающих веществ или магнитных частиц.
-
Металлографические проверки структуры зерен и микросегрегации.
-
Механические испытания, включая испытания на растяжение, твердость и усталость, если конструкция требует проверки.
Статистический контроль процессов и сертификация поступающих материалов составляют основу надежного производства.
10. Экономика производства и случаи, когда предпочтительнее использовать литье под давлением
Литье под действием силы тяжести является экономически выгодным для мелких и средних партий, когда постоянные формы обеспечивают более низкую стоимость одной детали по сравнению с литьем в песчаные формы, при этом позволяя избежать очень высоких затрат на инструменты, необходимые для литья под высоким давлением. Экономия за счет масштаба зависит от материала, сложности детали и допусков. Для простых и умеренно сложных геометрических форм с умеренными объемами и повышенными требованиями к прочности литье под давлением обычно выигрывает по общей стоимости одной детали. Опубликованные рекомендации показывают, что литье под давлением в постоянных формах становится экономически выгодным при объемах от нескольких тысяч штук и становится все более выгодным с увеличением объема производства, в то время как литье в песчаные формы остается выгодным для небольших партий или крупных единичных изделий.
Таблица 3. Краткое сравнение: литье под действием силы тяжести, литье под давлением, литье в песчаные формы
| Метрика | Литье под действием силы тяжести | Литье под давлением | Литье в песчаные формы |
|---|---|---|---|
| Первоначальные затраты на инструменты | Средний | Высокий | Низкий |
| Отделка поверхности | Хорошо | Очень хорошо | Грубый |
| Допуск по размерам | Хорошо | Превосходно | Переменная |
| Подходящие объемы | От малого до среднего | Высокий | От прототипа до среднего |
| Типичные сплавы | Алюминий, магний | Алюминий, цинк | Многие сплавы |
| Контроль пористости | Хорошо при правильном кормлении | Повышенный риск, если нет вакуума/инертной среды | Переменная |

11. Безопасность, экологические соображения и нормативные примечания
Работа с расплавленным металлом требует строгого соблюдения техники безопасности. Основные меры контроля включают:
-
Адекватные средства индивидуальной защиты для работников, включая защиту от высоких температур и брызг металла.
-
Системы контроля вытяжки и вентиляции печей для управления выбросами газов и твердых частиц.
-
Стратегии фильтрации и переработки расплава для сокращения отходов и энергопотребления.
-
Надлежащее хранение и обращение с флюсами и легирующими элементами в соответствии с местными нормативными требованиями.
-
Регулярный осмотр и техническое обслуживание тиглей, ковшей и огнеупорных футеревок для предотвращения катастрофических поломок.
Соблюдение нормативных требований будет зависеть от местного законодательства; всегда документируйте выбросы, утилизацию отходов и особенности обучения работников.
12. Практические заметки из отрасли
Реальное производство неоднократно демонстрирует следующие моменты:
-
Небольшие изменения в геометрии затвора часто приводят к значительному улучшению контроля пористости.
-
Стабильный химический состав расплава является основным фактором, определяющим повторяемость механических характеристик.
-
Программы индексации инструментов и обслуживания форм, которые отслеживают количество циклов, продлевают срок службы инструментов и сокращают непредвиденные простои.
-
Использование компьютерного моделирования для заполнения и затвердевания окупается уже при первом сложном инструменте за счет сокращения количества итераций.
Многие производители переходят к частичной автоматизации процесса разлива и заливки, чтобы стабилизировать температуру и скорость заливки, что напрямую снижает количество брака.
13. Практический контрольный список спецификаций для запуска гравитационного литья
-
Выберите сплав и получите сертификат на материал.
-
Подтвердите материал формы, рецепт предварительного нагрева и покрытие.
-
Установите целевую температуру плавления и график дегазации.
-
Определите расположение литников, подводных каналов и вентиляционных отверстий в примечаниях к чертежу.
-
Создать план контроля процесса для температур, времени заливки и количества циклов.
-
Предварительная квалификация протоколов проверки и критериев приемки.
-
Запустить пилотную партию для статистического измерения усадки и механических свойств.
-
Документируйте план корректирующих действий по устранению дефектов.
14. Алюминиевое гравитационное литье: FAQ по процессу и качеству
1. Какая самая важная точка контроля для снижения пористости?
2. Какие сплавы легче всего поддаются гравитационному литью?
3. В чем разница между гравитационным литьем под давлением и литьем под высоким давлением?
4. Как следует определять размеры стояков для алюминиевых гравитационных отливок?
5. Можно ли подвергать термообработке детали, отлитые под действием силы тяжести?
6. Когда литье в песчаные формы предпочтительнее гравитационного литья под давлением?
7. Как долго служит несъемная пресс-форма?
8. Какая отделка требуется для косметических поверхностей?
9. Подходит ли гравитационное литье для конструкционных автомобильных деталей?
10. Как выбрать между гравитационным и литьем под давлением?
15. Заключительные практические советы от эксперта по продукту
-
Начните вести диаграммы контроля процесса с первого дня; отслеживайте температуру заливки, химический состав расплава и количество циклов.
-
Перед тем как приступить к переделке формы, проведите небольшие испытания, чтобы проверить изменения в затворе.
-
Сотрудничать с поставщиками сплавов для настройки обработки расплава с целью достижения требуемых механических свойств.
-
Инвестируйте в обучение персонала по обращению с печами и ковшами, чтобы свести к минимуму человеческий фактор.
