Высококачественные алюминиевые отливки требуют строгого контроля химического состава расплава, его текучести и затвердевания. Наиболее частые и критические для эксплуатационных характеристик дефекты — газовая пористость, усадка, попадание оксидов и включений, горячие трещины и дефекты поверхности — возникают на предсказуемых этапах: подготовка расплава, его перекачка, заполнение формы и затвердевание. Для их эффективного устранения требуется скоординированная программа, сочетающая надежную очистку расплава (флюс или дегазация), инженерная фильтрация (пенокерамические фильтры), тщательная регулировка и тепловой дизайн, а также проверенные средства контроля процессов. При совместном применении этих мер литейные заводы могут сократить количество брака, улучшить механические свойства и обеспечить соответствие более высоким стандартам при сохранении рентабельности производства.
1. Почему дефекты алюминиевого литья имеют значение
Низкое качество литья увеличивает себестоимость единицы продукции, повышает риск выхода из строя в эксплуатации и может сделать детали непригодными для использования в аэрокосмической, автомобильной промышленности или в системах под давлением. Контроль целостности литья позволяет снизить припуск на механическую обработку, повысить выход, обеспечить предсказуемое механическое поведение и укрепить доверие клиентов. Для удовлетворения требований закупок и сертификации часто требуется отслеживаемый контроль процессов и документированная обработка расплава.
2. Как образуются дефекты
Дефекты возникают, когда металл, форма, инструмент или условия процесса приводят к неравномерному потоку, скоплению газа или неадекватной подаче во время фазового перехода. Основные процессы, приводящие к появлению дефектов:
-
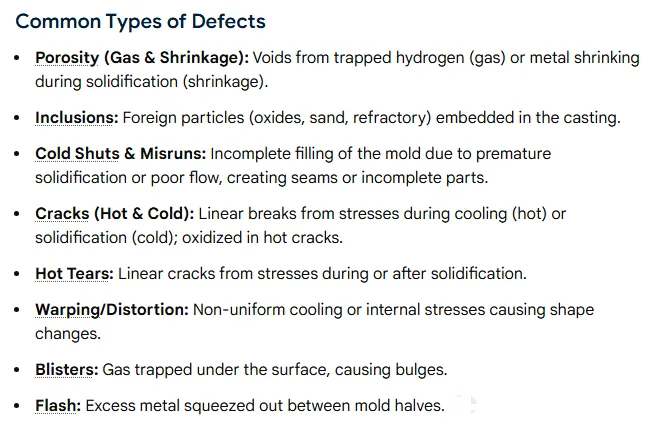
Растворение и выделение газа во время затвердевания приводит к образованию округлых пор.
-
Термическое сжатие без достаточного количества подаваемого металла приводит к образованию усадочных полостей и внутренних пустот.
-
Турбулентное заполнение и разрушение поверхности образуют оксидные пленки, которые увлекаются потоком, образуя неметаллические включения и бипленки.
-
Недостаточные температурные градиенты или сдерживаемое сокращение вызывают горячие разрывы.
Эти механизмы хорошо изучены в литературе; поведение растворимости водорода имеет центральное значение для газовой пористости, поскольку расплавленный алюминий может содержать значительно больше водорода, чем твердый, поэтому водород выделяется во время затвердевания и образует пузырьки, если не удаляется заранее.
3. Классификация: распространенные дефекты алюминиевого литья (сводная таблица)
| Тип дефекта | Типичный внешний вид | Основные причины | Типичные методы обнаружения |
|---|---|---|---|
| Газовая пористость (водород) | Скругленные внутренние/микроотверстия | Избыток растворенного водорода; влага, турбулентная зарядка | Рентгеновский, ультразвуковой, разрушающий разрез |
| Усадочная пористость | Неправильные полости вблизи областей, затвердевающих в последнюю очередь | Недостаточное питание, плохое подъемное усилие, температурные градиенты | Рентгенография, металлография |
| Включения оксидов / бипленки | Стрингера, ламеллярные дефекты | Окисление поверхности, турбулентное наполнение, увлечение | Визуальный, рентгеновский, межзеренный анализ |
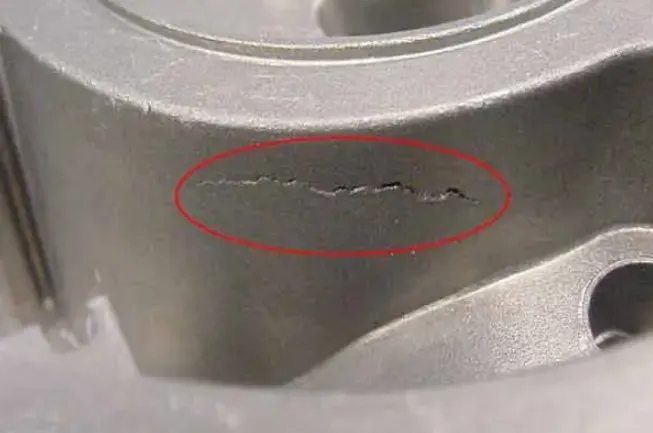
| Горячие слезы / горячие трещины | Нерегулярные трещины вблизи горячих точек | Высокие деформации при затвердевании | Визуальный, с использованием красящего проникающего вещества, металлографический |
| Холодные замки | Неполные линии слияния на поверхности | Низкая температура разливки, медленное наполнение | Визуальные доказательства обработки |
| Неудачные пробеги | Короткие, неполные формы отливки | Низкая температура, низкая скорость разливки | Визуальный |
| Дефекты песка (пузыри, сплавление песка) | Поверхностные ямки, шероховатые участки | Разрушение плесени, влага в песке | Визуальный, сечение |
| Включения (шлак, огнеупорный материал) | Твердые частицы, локализованные дефекты | Загрязнение поверхности плавления, износ огнеупорного материала | Визуальный, химический анализ |
| Поверхностные пузыри / газовые следы | Приподнятые участки, подповерхностные пустоты | Образование газа на границе раздела форм | Визуальный, сечение |
| Усадочные трещины (холодные зоны) | Мелкие трещины в местах перехода от толстого к тонкому слою | Несоответствие теплового дизайна | Визуальный и металлографический анализ |
(Эта сокращенная таксономия соответствует стандартным атласам дефектов литья и практике литейного производства.)
4. Пористость газа: основной фактор, ограничивающий производительность
Почему водород является обычным виновником
Водород легко растворяется в жидком алюминии и гораздо менее в твердом. Во время охлаждения растворимость резко падает, и водород выделяется в оставшуюся жидкость, где он образует пузырьки, которые задерживаются, если не могут выйти до завершения затвердевания. Этот механизм объясняет, почему пористость часто концентрируется в междендритных областях и областях, затвердевающих в последнюю очередь. Мониторинг и контроль содержания водорода в расплаве, а также этапы процесса, позволяющие водороду выходить, имеют важное значение.
Практическое обнаружение и принятие
-
Используйте датчики растворенного водорода в реальном времени для мониторинга процесса.
-
Используйте рентгеновскую радиографию или компьютерную томографию для критически важных деталей.
-
Установите пределы приемлемости (например, многие детали для аэрокосмической промышленности требуют практически нулевой внутренней пористости и использования строгих стандартов рентгеновского контроля).
Иерархия мер по устранению последствий
-
Предотвращение попадания водорода: сушите заряжаемые материалы, удаляйте источники влаги, контролируйте атмосферу печи.
-
Обработка расплава: флюсование и дегазация для удаления растворенного газа и поверхностных загрязнений.
-
Фильтрация и контролируемое наполнение для предотвращения повторного загрязнения и увлечения.
-
Управление затвердеванием для предотвращения удержания газа в междендритных областях (размещение подъемников, охладители).
5. Усушка и сбои в подаче
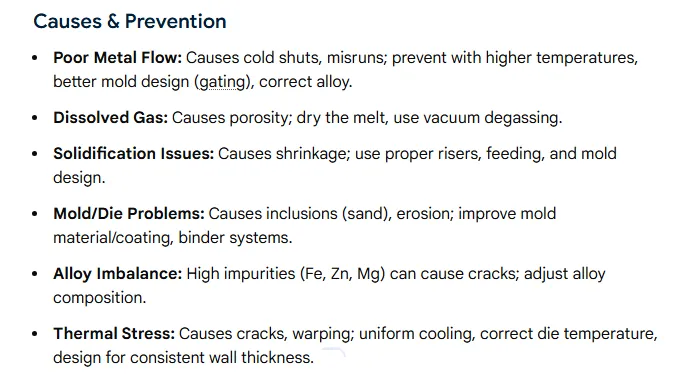
Дефекты усадки появляются, когда при затвердевании локально уменьшается объем металла, а подача металла не происходит из-за некачественной конструкции подводного канала или тепловой изоляции. Предотвращение усадки зависит как от тепловых характеристик, так и от конструкции литниковой системы:
-
Используйте принципы направленного затвердевания, чтобы расплавленный металл подавался в направлении подводных каналов.
-
Расположите стояки в зонах, подверженных замерзанию, и обеспечьте достаточную массу стояков и теплоизоляцию.
-
Используйте охлаждение для сдвига фронта затвердевания, если размер подъемника ограничен.
-
Проведите проверку с помощью инструментов моделирования; многие успешные литейные предприятия используют моделирование литья для правильного прогнозирования горячих точек и определения размера подводных каналов.
6. Оксидные пленки, включения и биопленки: невидимые убийцы
Когда расплавленный алюминий соприкасается с воздухом, в течение долей секунды на его поверхности образуется оксидная пленка. Если поток турбулентен или поверхность нарушается во время разливки, эти пленки складываются в расплав, образуя слоистые дефекты, называемые бипленками, которые резко снижают усталостную прочность и служат местами зарождения трещин. Для предотвращения попадания оксида необходимо:
-
Ламинарное заполнение за счет правильной конструкции затвора и практики использования промежуточного ковша.
-
Очистка поверхности и снятие шлака перед перекачкой.
-
Использование эффективных фильтров, которые задерживают субмикронные включения и обеспечивают стабильный поток вниз по течению. Керамические пенопластовые фильтры создают ламинарный поток и механически улавливают оксиды и увлеченные частицы, при этом обладая устойчивостью к тепловым ударам и эрозии, что помогает снизить количество включений и повысить надежность деталей.
7. Горячие слезы и термические нагрузки
Горячее разрывание возникает, когда усадка сплава на заключительном этапе затвердевания не может быть компенсирована пластической деформацией, поскольку материал находится в полутвердом и хрупком состоянии. Основные меры контроля:
-
Избегайте резких изменений сечения и сдержанных переходов от тонкого к толстому.
-
Создавайте более равномерные тепловые градиенты; используйте охладители или локальные нагреватели для изменения порядка замораживания.
-
Выбирайте сплавы и литниковые системы, которые сокращают время пребывания в горячей зоне.
-
Используйте моделирование для количественной оценки тепловой деформации и настройки инструмента.
8. Проблемы с отделкой поверхности и косметические дефекты
Дефекты поверхности могут быть вызваны дефектами песка, газом на границе раздела форм, некачественным огнеупорным материалом или загрязненными печами. Меры по предотвращению включают строгий контроль песка, сухие и чистые заготовочные материалы, обслуживание огнеупорных материалов и фильтрацию для предотвращения повторного осаждения включений на поверхностях потока.
9. Технологии обработки расплавом (флюс, дегазация)
Функции потока и выбор
Флюсы для обработки алюминиевого расплава представляют собой специально разработанные смеси неорганических солей, используемые для контроля шлака, раскисления, удаления шлака и очистки химического состава расплава. Высококачественные гранулированные флюсы могут: покрывать расплав для предотвращения окисления, связывать или выделять шлак, способствовать коалесценции мелких включений и помогать удалять растворенные газы при использовании с перемешиванием. Правильный выбор флюса зависит от семейства сплавов, рабочей температуры и того, предназначена ли обработка для дегазации, очистки или контроля химического состава.
Методы дегазации
Общие методы дегазации включают:
-
Пузырение продувочного газа: инертный газ (аргон или азот) пропускается через расплавленный алюминий для удаления водорода. Эффективный, масштабируемый и широко используемый метод.
-
Роторная дегазация: ротор распыляет газ на мелкие пузырьки, что повышает эффективность улавливания водорода. Подходит для печей с высокой производительностью.
-
Таблетки / твердые дегазаторы: химические таблетки, которые при взаимодействии выделяют газы, способствующие объединению водорода. Полезны для небольших мастерских, но могут оставлять остатки.
-
Вакуумная дегазация: снижает давление для ускорения выделения водорода; используется, когда требуется очень низкий уровень водорода.
-
Ультразвуковая дегазация: акустическая кавитация может удалять растворенный газ и некоторые включения; появляется для нишевых применений.
Каждый метод имеет свои плюсы и минусы в плане стоимости оборудования, производительности, квалификации оператора и остаточных веществ. Комбинированная программа — механическая дегазация с продувкой газом плюс флюсование и фильтрация — обеспечивает наилучшее практическое снижение дефектов для большинства алюминиевых литейных заводов.
10. Технологии фильтрации и размещение
Почему керамические пенопластовые фильтры широко используются
Керамические пенопластовые фильтры на основе оксида алюминия обладают высокой пористостью и извилистыми каналами, которые улавливают частицы размером до микрона и преобразуют хаотическое течение в ламинарное. Благодаря своей термической прочности и устойчивости к эрозии, они являются надежным выбором для литья алюминиевых сплавов, где удаление включений и сглаживание потока имеют решающее значение для предотвращения увлечения оксидов и уменьшения турбулентного повторного окисления вниз по потоку. Правильно подобранные керамические пенопластовые фильтры могут значительно уменьшить количество включений и улучшить механические результаты вниз по потоку.
Практические соображения
-
Выберите размер пор и степень пористости, которые обеспечивают баланс между пропускной способностью и эффективностью улавливания.
-
Установите фильтр перед системой затворов, внутри хорошо спроектированной формы или промежуточного ковша, чтобы он видел основную массу расплава, а не только снятую с поверхности пену.
-
Обеспечьте надежное крепление и минимальный удар при предварительном нагревании, чтобы избежать преждевременного разрушения.
-
Заменяйте в соответствии с графиком и регистрируйте использование фильтров в рамках документации по отслеживаемости.
11. Проектирование процесса: затворы, вентиляция, охладители и моделирование
Хорошая тепловая и поточная конструкция предотвращает многие дефекты до того, как обработка расплавом становится решающим фактором. Ключевые технологии:
-
Используйте плавные зазоры, конический литник и канавки подходящего размера, чтобы избежать турбулентности и складок.
-
Обеспечьте вентиляционные отверстия и пути для выхода воздуха и газов из полости формы.
-
Применяйте охлаждение и направленное затвердевание для облегчения подачи материала в подъемники.
-
Используйте программное обеспечение для моделирования литья, чтобы предсказать горячие точки, турбулентность и поведение при заполнении, а затем повторите проектирование инструментов.
Моделирование в сочетании с пилотными испытаниями быстро выявляет рискованную геометрию, которая в противном случае приводит к высокому проценту брака.
12. Проверка, измерение и контроль
Современный литейный завод использует многоуровневый контроль:
-
Поточный мониторинг: измерение содержания водорода, регистрация температуры и записи о применении потока.
-
Неразрушающий контроль: рентгеновская радиография, ультразвуковое испытание, капиллярный контроль на наличие трещин и компьютерная томография для критически важных компонентов.
-
Деструктивный отбор проб: металлографическое сечение и анализ включений во время аудита процессов.
-
SPC: применять статистический контроль процессов к ключевым параметрам — содержанию водорода в ppm, температуре расплава, циклу фильтрации и времени дегазации — а затем стимулировать постоянные улучшения.
13. Матрица устранения неисправностей (таблицы действий)
Таблица: Контрольный список основных причин распространенных дефектов
| Наблюдаемый дефект | Немедленные проверки | Вероятные первопричины | Первые корректирующие меры |
|---|---|---|---|
| Газовая пористость (рассеянная) | Показания водородного счетчика, влажность заряда, атмосфера печи | Влажная заправка, конденсация, высокое содержание водорода в расплаве | Дегазация (вращение + продувка), сухая заправка, улучшение хранения |
| Усадка (локальная) | Модель горячей точки, адекватность подъемника | Плохое поднятие, термический бутылочный горлышко | Добавить подъемник/охладитель, пересмотреть систему впускных каналов, использовать моделирование |
| Включения оксида / бипленки | Визуальный мусор, турбулентное заполнение | Турбулентность, поврежденный край ковша, плохая передача | Установить керамический пенопластовый фильтр, замедлить наполнение, изменить систему вливания. |
| Горячий разрыв | Проектирование поперечного сечения, проверка сдерживающих элементов | Высокий тепловой градиент, жесткая форма | Добавьте пластичность с помощью сплава, отрегулируйте путь затвердевания, используйте охладители. |
| Поверхностное прижигание | Огнеупорное состояние, снятие пены с печи | Износ огнеупорных материалов, перегрев | Ремонт огнеупорных материалов, очистка поверхности расплава, удаление флюса |
Таблица: Краткое руководство по выбору фильтрации и дегазации
| Требование | Рекомендуемый первичный метод | Примечания |
|---|---|---|
| Высокая степень удаления включений, непрерывный поток | Керамический пенопластовый фильтр (Al₂O₃) | Предварительно нагрейте фильтр, выберите размер пор |
| Низкое или умеренное содержание водорода | Ротационная дегазация инертным газом | Для достижения наилучших результатов используйте аргон. |
| Очень низкий уровень водорода | Вакуумный или комбинированный ротационный + вакуумный | Более высокие капитальные затраты, используемые для критически важных деталей |
| Небольшой магазин, небольшой объем | Таблетированный флюс + ручное снятие пены | Более низкая стоимость; возможны остатки |
| Высокая пропускная способность, автоматизация | Встроенные фильтры + автоматический ротационный дегазатор | Лучший вариант для стабильного качества |
(Используйте эти таблицы в качестве начального контрольного списка; адаптируйте их к сплаву и размеру детали.)
14. План практической реализации и место AdTech в нем
AdTech производит оборудование и расходные материалы, которые соответствуют каждому уровню управления:
-
Станции дегазации: ротационные дегазаторы и системы продувки, рассчитанные на производительность печи, снижают количество растворенного водорода и улучшают стабильность. В сочетании с контролируемой дозировкой инертного газа и автоматической перемешиванием они снижают вариативность, вызывающую случайную пористость.
-
Линейка продуктов с гранулированным потоком: специально разработанные смеси флюсов для покрытия, связывания шлака и содействия коалесценции неметаллических веществ и удалению водорода в течение коротких периодов обработки. Правильная техника добавления и выбор рецептуры снижают окисление и образование окалины.
-
Керамические пенопластовые фильтрующие пластины: Пенопластовые фильтры AdTech улавливают оксиды и частицы, создавая ламинарный поток, который предотвращает складывание бипленки. Правильный выбор фильтра и надежная установка обеспечивают заметное снижение количества включений и улучшение характеристик прочности на разрыв/усталости отливок.
Предлагаемая программа реализации
-
Аудит: измерение базового уровня содержания водорода в ppm, коэффициентов включения, причин брака.
-
Пилотный проект: добавить керамический пенопластовый фильтр в разделительную емкость, использовать параллельно с текущей практикой в течение 50–200 разливок. Записывать количество включений и результаты механических испытаний.
-
Проверить: ввести ротационную дегазацию и стандартизированное добавление флюса; контролировать динамику содержания водорода.
-
Контроль: интегрировать датчики, SPC и обучение операторов; вести отслеживаемые журналы для каждого нагрева.
Этот систематический подход снижает вариативность и значительно упрощает устранение неисправностей.
15. Ремонт, техническое обслуживание и обучение операторов
-
Храните флюс в сухом месте в герметичных контейнерах; отбраковывайте комковатые или изменившие цвет партии.
-
Предварительно прогрейте фильтры, если это рекомендуется, и проверьте их на наличие трещин; никогда не вставляйте холодный фильтр в сильный поток.
-
Калибровка водородных анализаторов и регистрация результатов.
-
Обучите операторов поездов аккуратному разливу, обращению с ковшами и быстрым корректирующим действиям при отклонении показаний.
16. Примечания по регулированию, спецификациям и закупкам
-
Укажите требования к фильтрации и дегазации в заказах на поставку, если конечные потребители требуют снижения пористости или обеспечения прослеживаемости.
-
Включите критерии приемлемости, связанные с уровнем неразрушающего контроля (например, уровни качества радиографии), и требуйте документированные записи об обработке расплава.
-
Для аэрокосмической отрасли или критически важных применений сохраняйте сертификаты анализа партий флюсов и фильтров.
17. Контрольный список для быстрого принятия решений перед каждой производственной сменой
-
Проверьте состояние огнеупорных материалов печи и ковша.
-
Подтвердите зарядку и проверьте сухость материала.
-
Проверьте и запишите температуру плавления.
-
Запишите исходное значение содержания водорода в ppm; если оно превышает пороговое значение, проведите дегазацию.
-
Убедитесь, что фильтр и оборудование для дегазации установлены и исправны.
-
Убедитесь, что инструменты для формирования ворот и шаблоны подводных каналов соответствуют утвержденным чертежам.
-
Документируйте все отклонения.
18. Обработка расплава и отслеживание качества: ЧАСТО ЗАДАВАЕМЫЕ ВОПРОСЫ
1. Какое действие является наиболее эффективным для уменьшения внутренней пористости?
2. Может ли хороший фильтр устранить всю пористость?
3. Как часто следует заменять поролоновые фильтры?
4. Безопасны ли флюсы для использования и как с ними следует обращаться?
5. Какой метод дегазации лучше всего подходит для крупносерийного автомобильного литья?
6. Как определить, вызвана ли пористость усадкой или газом?
7. Влияют ли керамические фильтры на химический состав расплава?
8. Может ли флюсование заменить дегазацию?
9. Каковы практические пороговые значения содержания водорода в литом алюминии?
10. Какие измерения и записи должны вестись для обеспечения прослеживаемости?
19. Пример реализации
Средний по размеру литейный завод сократил количество жалоб на внутреннюю пористость на 70 процентов после внедрения трех изменений: автоматическая ротационная дегазация при каждой нагревке, стандартизированная дозировка гранулированного флюса для каждой группы сплавов и модернизация керамических пенопластовых фильтров на станции разливки. Литейный завод добавил мониторинг водорода и создал графики SPC для ppm водорода в течение трех месяцев; данные показали постоянное снижение и меньшее количество отбраковки по результатам рентгеновского контроля.
20. Заключительные рекомендации и контрольный список
-
Относитесь к чистоте расплава как к первоочередной задаче: сухая заправка, контроль атмосферы печи.
-
Используйте комбинированную тактику: дегазация + флюс + фильтрация дают мультипликативный эффект в плане повышения качества.
-
Установите приборы на критически важных элементах управления (измеритель водорода, регистратор температуры).
-
Применяйте моделирование на ранних этапах проектирования инструментов, чтобы устранить тепловые точки.
-
Ведите учет каждой партии, чтобы обеспечить быстрое устранение первопричин.
