A forma mais eficaz de aumentar a eficiência dos fornos de alumínio, diminuir o tempo de inatividade e reduzir o custo total de fusão é especificar um sistema de revestimento refratário multicamada que combine uma camada de trabalho resistente à corrosão e não molhante (monolíticos ricos em alumina, magnésia ou espinélio ou tijolos moldados) com uma camada de apoio e isolamento graduada, aplicada e curada com tolerância apertada e mantida num programa programado. A escolha da química, densidade, porosidade, condutividade térmica e método de instalação corretos duplicará normalmente a vida útil do revestimento em comparação com um revestimento inadequado e de baixa qualidade, e produzirá poupanças mensuráveis em termos de energia, perda de metal e reparações.
1. Antecedentes: porque é que os refractários são importantes na fusão e manutenção do alumínio
Os fornos de alumínio apresentam um desafio único em comparação com o equipamento de fusão de ferrosos porque o alumínio fundido, o seu escórias, fluxos, Os contaminantes da reciclagem atacam os produtos químicos refractários de forma diferente. Os revestimentos refractários separam o invólucro de aço das altas temperaturas e das fases quimicamente agressivas. O revestimento determina as perdas de calor, a humidade e a penetração do metal, a vida útil do revestimento, a frequência das reparações e, por conseguinte, o custo operacional. A conceção com a família de refractários e a técnica de aplicação corretas é a alavanca dominante para melhorar a eficiência térmica e reduzir o tempo de inatividade não programado.
2. Ambiente de serviço e mecanismos de falha
2.1 Condições térmicas e químicas no interior dos fornos de alumínio
As temperaturas de funcionamento típicas para a fusão de alumínio variam entre cerca de 700°C e 820°C durante a fusão e podem ser mais elevadas localmente perto de queimadores ou durante o sobreaquecimento; as temperaturas de manutenção são mais baixas, mas podem manter-se acima dos 700°C. Materiais refractários em contacto direto com a face de alumínio fundido:
-
Humedecimento e penetração por metal líquido e materiais fundentes.
-
Corrosão química por óxidos, cloretos e fundentes vítreos presentes na sucata ou escória.
-
Choque térmico devido a aquecimento rápido ou controlo deficiente da temperatura.
-
Abrasão mecânica de materiais de carga, sucata e ferramentas de manuseamento.
-
Sobretemperatura localizada nas zonas do queimador ou da torneira que provoca a sinterização ou a fragmentação.
Compreender que o revestimento sofre uma agressão térmica-mecânica-química combinada explica o facto de nenhuma propriedade isolada garantir uma vida longa. São necessárias soluções de compromisso que devem ser projectadas no sistema de revestimento.
2.2 Modos de falha comuns
-
Penetração de metal líquido e saturação de metalO metal molha-se nos poros e nas microfissuras, produzindo camadas vítreas internas e alterações de volume.
-
Ataque por fluxo ou escóriaOs fluxos de agentes de limpeza ou sucata fundem-se e dissolvem as fases da matriz, atacando preferencialmente as fases ricas em sílica ou cal.
-
Estilhaçamento e fissuração por choque térmicoA expansão diferencial entre as camadas provoca a queda dos flocos.
-
Abrasão mecânicaO impacto repetido da carga ou das panelas abrasa a superfície, expondo o material novo à corrosão.
3. Principais propriedades dos materiais e especificações de objectivos
A seleção do refratário certo começa com valores-alvo explícitos para a densidade, porosidade aberta, resistência ao esmagamento a frio, condutividade térmica, expansão térmica e química. Abaixo estão as gamas de objectivos práticos encontrados na prática e na literatura da indústria.
3.1 Objectivos de engenharia primários (janela de especificação típica)
-
Temperatura de funcionamento: > 1750°C (para os tipos de alta alumina ou magnésia) para que o refratário conserve a sua resistência estrutural a temperaturas de fusão.
-
Densidade aparente2,4 a 3,2 g/cm³, dependendo da família do produto; uma densidade mais elevada reduz geralmente a porosidade aberta e a humidade, mas pode aumentar a massa térmica.
-
Porosidade aberta8 a 18% para camadas de trabalho; uma menor porosidade reduz o risco de penetração de metais, mas pode reduzir a resistência ao choque térmico.
-
Resistência ao esmagamento a frio (CCS): > 50 MPa para os tijolos; > 30 MPa para os materiais vazados após cozedura/cura adequada.
-
Condutividade térmicacondutividade térmica: baixa nas camadas de isolamento (< 0,5 W/m-K à temperatura de serviço), moderada nas camadas de trabalho (0,8-5 W/m-K dependendo da composição). Os materiais enriquecidos com carboneto de silício têm uma condutividade térmica muito mais elevada e devem ser utilizados apenas quando a transferência rápida de calor é benéfica.
-
Coeficiente de Expansão Térmica (CTE): correspondência entre camadas para reduzir as tensões durante o ciclo.
-
Não molhabilidade: acabamento e química da superfície que desencorajem a humidificação do alumínio; podem ser adicionados revestimentos que contenham carbono ou revestimentos anti-humidade.
3.2 Composição química e considerações de fase
-
Alta alumina (Al₂O₃) resistem às escórias ácidas e são normalmente utilizadas em zonas de contacto.
-
Magnésia (MgO) resistem a escórias básicas e têm uma resistência favorável ao alumínio fundido quando concebidos com fases de espinélio.
-
Espinélio (MgAl₂O₄) melhora a estabilidade termo-mecânica e a resistência à corrosão em ambientes mistos.
4. Famílias refractárias: caraterísticas, janelas de funcionamento, vantagens e desvantagens
Em seguida, descrevemos as principais classes relevantes para os fornos de alumínio e as regras práticas de seleção para cada uma delas.
4.1 Tijolos moldados de alta alumina
Caraterísticas: Fases densas de corindo, disponíveis nos graus 45-90% Al₂O₃; forte resistência mecânica e refractariedade. Aplicação típica em zonas de trabalho de fornos de fusão.
Vantagens: Boa resistência ao ataque químico de ambientes ricos em alumina, elevada resistência e estabilidade dimensional.
Limitações: Podem exigir revestimentos anti-umidade para evitar a penetração de metais; mais caros do que alguns monolíticos.
4.2 Peças fundidas de magnésia e de magnésia-espinélio
Caraterísticas: Formulações de MgO e espinélio concebidas para resistir a escórias e metais básicos. Os materiais fundidos com baixo teor de cimento ou ultra-baixo teor de cimento proporcionam uma melhor resistência a altas temperaturas e uma menor contração.
Vantagens: Boa resistência ao fluxo e à penetração de metais em certos fluxos de reciclagem.
Limitações: Menor resistência ao choque térmico do que alguns tipos de alumina; a sensibilidade à hidratação durante o armazenamento e a instalação deve ser controlada.
4.3 Concretos de alumina-silicato (pouco cimento)
Caraterísticas: Muito utilizado devido à sua disponibilidade e propriedades equilibradas. As modernas formulações com baixo teor de cimento e sem cimento reduzem as fases do cimento de aluminato de cálcio que podem ser fracas na presença de fundentes.
Vantagens: Económica e adaptável; boa em áreas superiores do forno fora do contacto direto com o metal.
Limitações: Vulnerável a certos químicos de fluxo quando comparado com sistemas de espinélio de alta alumina ou magnésia.
4.4 Carboneto de silício contendo massa de compactação e materiais fundidos
Caraterísticas: O SiC aumenta a condutividade térmica e a resistência à abrasão; utilizado em áreas onde é necessária uma rápida transferência de calor ou resistência à erosão. A elevada condutividade térmica pode aumentar a perda de calor se for aplicada incorretamente.
Vantagens: Excelente resistência à abrasão; útil para furos de rosca ou zonas com elevado desgaste mecânico.
Limitações: O SiC oxida-se no ar a altas temperaturas, a menos que seja protegido, e a elevada condutividade pode aumentar o consumo de energia.
4.5 Refractários e revestimentos que contenham carbono ou grafite
Caraterísticas: As fases de carbono reduzem a humidade e resistem à penetração do alumínio fundido; são frequentemente aplicadas como revestimentos ou em misturas ligadas por carbono.
Vantagens: Reduzem a infiltração de metal e a humidade; bom para superfícies de contacto quando os riscos de oxidação são geridos.
Limitações: O carbono oxida-se na presença de oxigénio; são necessárias atmosferas ou revestimentos selantes e protectores.

5. Orientações para a arquitetura e espessura do revestimento
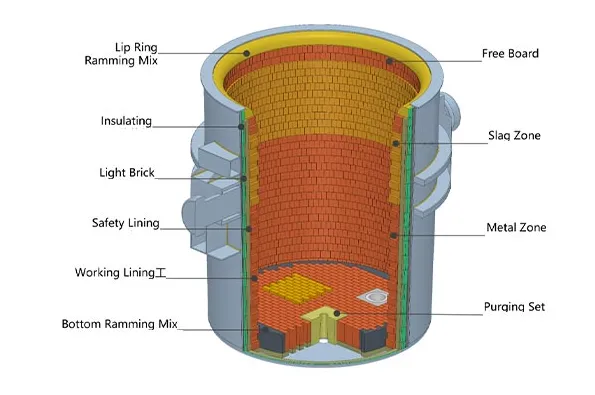
Um revestimento robusto tem várias camadas. Cada camada desempenha uma função diferente: trabalho, segurança/backup, isolamento e revestimento de aço. A configuração típica e as espessuras práticas são apresentadas abaixo.
5.1 Pilha multicamada típica (exterior → interior)
-
Casco de aço - corpo do forno
-
Camada de isolamento - fibra cerâmica de baixa densidade ou material fundido isolante, reduz a perda de calor
-
Camada de reserva - material fundido denso ou tijolos que fornecem suporte estrutural
-
Camada de trabalho - tijolo de alta alumina ou espinélio denso fundível em contacto direto com o metal
5.2 Exemplos de diretrizes de espessura (valores típicos)
-
Camada de trabalho25-100 mm nas zonas de fusão; mais pesado nas zonas de torneira e de queimador.
-
Camada de reserva: 50-150 mm consoante o tamanho do forno.
-
Isolamento: 25-75 mm de material de baixa condutividade térmica ou camadas mais espessas utilizando módulos de fibra cerâmica.
Nota: Estes são valores de projeto iniciais. A espessura real deve ter em conta o diâmetro do forno, a disposição dos queimadores, o equilíbrio térmico e o manuseamento mecânico. Recomenda-se a utilização de um modelo térmico durante o projeto.
6. Protocolos de instalação, cura e colocação em funcionamento
A qualidade da instalação é frequentemente mais importante do que a química do produto. As seguintes etapas do processo são normalmente utilizadas em trabalhos refractários profissionais.
6.1 Controlo de qualidade antes da instalação
-
Verificar os certificados dos materiais: composição química, dimensão das partículas, porosidade aparente, teor de ligante e calendário de cura recomendado.
-
Assegurar que o substrato e a geometria do invólucro estão dentro dos limites de tolerância.
-
Manter os materiais secos; os produtos monolíticos reagem com a humidade durante o transporte e o armazenamento.
6.2 Melhores práticas de instalação
-
Utilizar pedreiros refractários experientes e seguir as recomendações do fabricante em matéria de assentamento e juntas.
-
No caso dos materiais fundidos, seguir as técnicas de vazamento em bloco, compactação ou aplicação de pistola especificadas pelo fornecedor.
-
Aquecimento gradual durante a cura: rampas de temperatura faseadas para expulsar a água livre e quimicamente ligada e para sinterizar a matriz. O aquecimento rápido convida a explosões de vapor e à fragmentação.
6.3 Tratamentos de superfície anti-humidade
-
Aplicar revestimentos anti-humidade certificados na superfície de trabalho, quando recomendado. Os revestimentos reduzem a penetração de metais e prolongam a vida útil; a seleção deve corresponder à química do refratário de base.
7 Inspeção, monitorização e manutenção de rotina
Um programa de inspeção proactivo prolonga a vida útil do revestimento e melhora a segurança.
7.1 Programa de inspeção
-
Visual diário: procurar pontos quentes, esboroamento ou incrustações perto das áreas do queimador e da torneira.
-
Semanalmedir as temperaturas das conchas em locais-chave e registar as tendências.
-
MensalInspecções limitadas por boroscopia das zonas críticas.
-
Encerramento planeado: inspeção interna completa e medição da espessura.
7.2 Indicadores de estado
-
Aumento da temperatura do invólucro a um ponto de funcionamento constante
-
Fissuras novas ou alargadas, fragmentação localizada
-
Alterações no consumo de combustível correlacionadas com a perda de calor do casco
-
Entrada frequente de areia ou sujidade
7.3 Tácticas de reparação
-
Remendo a frio para defeitos superficiais menores utilizando misturas de compactação.
-
Reconstrução de secções durante a manutenção planeada para a erosão profunda.
-
Reaplicar sempre os revestimentos anti-umidade após a reparação e voltar a curar de acordo com as orientações do fabricante.
8 Cálculo de custos do ciclo de vida, lista de controlo de aquisições e testes de garantia de qualidade
8.1 Princípio do cálculo dos custos do ciclo de vida
Comparar o custo total por dia de funcionamento em vez do preço de compra apenas. Considere: custo do material, horas de instalação, tempo de inatividade do forno, perda de energia devido a um isolamento mais fraco e perda de sucata/metal devido a contaminação. Um custo de revestimento inicial ligeiramente mais elevado pode gerar um custo mais baixo por tonelada fundida.
8.2 Lista de controlo das aquisições (quadro abaixo)
| Item | Requisito mínimo |
|---|---|
| Certificados de materiais | Análise química, refractariedade, densidade aparente |
| Dados de porosidade | Porosidade aberta e absorção de água |
| Ensaios mecânicos | Resistência ao esmagamento a frio, módulo de rutura |
| Propriedades térmicas | Condutividade térmica à temperatura de serviço, CTE |
| Instruções de instalação | Programa de cura, limites de água de amassadura, ferramentas |
| Garantia e serviço | Período de garantia do fornecedor e apoio no local |
| Opção anti-humidade | Revestimentos recomendados e método de aplicação |
8.3 Testes de garantia de qualidade a exigir ao fornecedor
-
Amostras de cupões de face quente testadas quanto à infiltração de alumínio fundido (teste de infiltração em laboratório)
-
Testes normalizados de abrasão e corrosão (quando disponíveis)
-
Verificação do teor de aglutinante e de cimento em materiais de gesso de baixo teor de cimento
9. Considerações de saúde, segurança e ambiente
-
Armazenar os monolíticos em condições secas e utilizar EPI adequados durante a mistura para evitar a exposição a poeiras respiráveis.
-
As fibras cerâmicas e os materiais de isolamento requerem proteção respiratória e corte controlado.
-
Eliminar o material refratário usado de acordo com os regulamentos locais; o refratário contaminado com resíduos metálicos pode estar sujeito a regras de resíduos perigosos em algumas jurisdições.
10. Tabelas: comparação de materiais, janelas térmicas e exemplo de ciclo de vida
Tabela 1. Matriz comparativa de refractários de fornos comuns
| Família de materiais | Temperatura máxima contínua típica (°C) | Porosidade aberta (%) | Vantagens | Limitações |
|---|---|---|---|---|
| Tijolos de alta alumina (60-75% Al₂O₃) | 1750-1850 | 8-15 | Forte, resistente à corrosão de escórias ricas em alumina | Pode necessitar de um revestimento anti-humidade |
| Materiais fundíveis de magnésia-espinélio | 1700-1850 | 10-18 | Bom contra escórias básicas e penetração de metais | Menor resistência ao choque térmico |
| Materiais fundíveis com baixo teor de cimento e silicato de alumina | 1600-1750 | 10-20 | Económica e versátil | Vulnerável a certos químicos de fluxo |
| Aglomerado/fundido contendo SiC | 1500-1750 | 6-12 | Resistência à abrasão, alta condutividade | Risco de oxidação; pode aumentar a perda de calor |
| Misturas / revestimentos ligados ao carbono | >1600 | 2-8 | Reduzir a humidade e a penetração | Risco de oxidação; requer proteção |
(Os valores são intervalos práticos da indústria; a seleção final deve utilizar os dados de ensaio do fornecedor).
Tabela 2: Exemplos típicos de condutividade térmica a temperaturas de serviço
| Material | Aprox. k a 500-800°C (W/m-K) |
|---|---|
| Módulo de fibra isolante | 0.04-0.5 |
| Aglomerado de alumina de baixo teor de cimento | 0.8-2.0 |
| Tijolo denso de alta alumina | 1.5-3.5 |
| Enriquecido com SiC | 5-12 |
(O SiC aumenta significativamente a condutividade, o que pode não ser desejável em projectos sensíveis à energia).
Quadro 3. Exemplo simples de custo do ciclo de vida (ilustrativo)
| Cenário | Custo de aquisição (material + instalação) | Vida útil prevista (meses) | Penalidade de energia por mês | Custo total em 24 meses |
|---|---|---|---|---|
| Fundível de baixo custo | $10k | 6 | $800 | $10k + 4 × $800 = $13.2k |
| Espinélio premium/alumina de alta qualidade | $18k | 24 | $300 | $18k + 24 × $300 = $25.2k |
Interpretação: Mesmo com um preço de compra mais elevado, uma vida útil mais longa e uma menor perda de energia reduzem normalmente o custo por tonelada derretida. Estes números são um exemplo simplificado; utilize modelos de energia e tempo de inatividade específicos do local ao tomar decisões.
11. Especificações para altas temperaturas: Escolher o material correto
A seleção da formulação exacta requer a análise da zona específica dentro do ambiente de fusão ou de retenção. Os requisitos diferem muito entre a zona de impacto direto na soleira de um forno, as paredes laterais superiores expostas ao calor radiante e os intrincados sistemas de transferência como as lavandarias.
Peças fundidas de alta alumina versus carbeto de silício
Os concretos de alta alumina dominam a indústria devido ao seu excelente equilíbrio entre resistência mecânica e estabilidade química. As formulações contendo 80% a 85% Al2O3, apoiadas por sistemas de ligantes de baixo teor de cimento, proporcionam uma densidade excecional. A elevada densidade traduz-se diretamente em baixa porosidade, não deixando espaços vazios disponíveis para alojar metais líquidos penetrantes.
Por outro lado, os refractários à base de carboneto de silício (SiC) oferecem vantagens distintas em zonas especializadas. O SiC possui uma condutividade térmica excecional e uma resistência extrema à abrasão. Estas propriedades tornam o SiC altamente desejável em áreas que requerem uma rápida transferência de calor, tais como fornos de mufla ou protecções específicas de tubos radiantes. No entanto, o SiC permanece suscetível à oxidação a determinadas temperaturas, necessitando de revestimentos de esmalte especializados para manter a longevidade.
Isolamento e eficiência térmica
Os custos de energia dominam as métricas financeiras das fundições de alumínio. O revestimento refratário deve conter o metal líquido de forma segura, impedindo a fuga de energia térmica para o ambiente circundante. Este requisito exige um design de revestimento com várias camadas.
A face quente é constituída por um material fundido denso e pesado, concebido para resistir ao desgaste físico e ao ataque químico. Por detrás desta camada de defesa primária, os engenheiros instalam refractários isolantes. Estas camadas de apoio utilizam placas leves de silicato de cálcio, mantas de fibra cerâmica ou painéis de isolamento microporoso. Ao reduzir drasticamente o perfil de condutividade térmica da face quente para o invólucro de aço, a temperatura externa do invólucro desce abaixo dos 80°C. Esta conservação da energia térmica significa que os queimadores funcionam com menos frequência, reduzindo significativamente o consumo de gás natural.
Quadro 2: Matriz de comparação das propriedades dos materiais
| Métrica de propriedade | LCC de alta alumina (85%) | Carbeto de silício (SiC) fundível | Castável leve e isolante |
| Densidade a granel (g/cm³) | 2.85 | 2.65 | 1.10 |
| Resistência ao esmagamento a frio (MPa) | 85.0 | 95.0 | 15.0 |
| Porosidade (%) | 12% | 15% | 45% |
| Condutividade térmica (W/m-K) | 2.5 | 15.0 | 0.4 |
| Temperatura máxima de serviço (°C) | 1600 | 1500 | 1200 |
| Zona de aplicação primária | Lareira, paredes laterais inferiores | Blocos de batida, almofadas de impacto | Isolamento de reserva |
12. Procedimentos de aplicação e instalação
Uma formulação refractária superior falha rapidamente se for instalada incorretamente. A adesão rigorosa a protocolos corretos de mistura, colocação e cura dita o sucesso operacional final. As fábricas preferem cada vez mais metodologias de instalação altamente controladas.
Rácios de mistura óptimos e qualidade da água
A água actua estritamente para iniciar a hidratação do cimento de aluminato de cálcio. Qualquer excesso de água para além dos requisitos químicos cria espaços vazios durante a fase de secagem, aumentando a porosidade e destruindo a resistência mecânica. Os concretos de alto desempenho com baixo teor de cimento exigem um rácio de água extremamente preciso, variando normalmente entre 4,5% e 5,5% em peso.
Os operadores devem utilizar água limpa e potável. As impurezas, especialmente os cloretos ou a matéria orgânica, perturbam a cristalização das fases do cimento, retardando o tempo de presa e comprometendo a resistência final. Os misturadores devem funcionar com precisão: três minutos de mistura a seco para dispersar os componentes finos da matriz, seguidos de exatamente quatro a cinco minutos de mistura húmida. O excesso de mistura gera um excesso de calor, causando uma presa prematura no interior do misturador.
Técnicas de colocação e compactação
Para garantir a densidade máxima, a instalação requer vibradores de alta frequência. À medida que o material fundido tixotrópico flui para o molde, a vibração força as bolhas de ar presas a subir e a sair. A vibração adequada liquefaz o material temporariamente, permitindo-lhe preencher geometrias complexas, particularmente em torno dos blocos do queimador e dos conjuntos de orifícios de derivação. Deve-se ter cuidado para evitar a vibração excessiva, que causa a segregação dos agregados, deixando uma camada fraca e rica em cimento na superfície.
Curvas de cura e calendários de cozedura
Uma vez colocado, o material deve curar. A cura requer um repouso sem perturbações à temperatura ambiente (idealmente 20°C a 25°C), permitindo que as ligações cimentícias se formem corretamente. Esta fase dura normalmente 24 a 48 horas. Cobrir as superfícies expostas com folhas de plástico evita a perda prematura de humidade.
O programa de cozedura, ou procedimento de secagem, representa a fase mais crítica antes da introdução do alumínio fundido. O processo de aquecimento deve evaporar cuidadosamente a água livre, seguida da água quimicamente combinada, sem gerar pressão interna de vapor que poderia causar fragmentação explosiva.
Uma curva de cozedura padrão envolve:
-
Aquecimento a uma taxa de 15°C por hora até atingir 150°C.
-
Manter a 150°C para permitir que toda a água mecânica livre se evapore completamente.
-
Rampa de 20°C por hora até 350°C.
-
Manutenção a 350°C para libertar a água quimicamente ligada aos hidratos de cimento.
-
Ramificação final a 40°C por hora até à temperatura de funcionamento, assegurando o estabelecimento de ligações cerâmicas.
13. Integração com equipamento AdTech
A AdTech projecta equipamento de qualidade superior para o processamento de alumínio fundido. A eficácia destes sistemas depende em grande medida da qualidade dos revestimentos refractários internos. As unidades de desgaseificação, as caixas de filtragem e os lavadores de transferência de fluidos sofrem tensões dinâmicas únicas em comparação com os fornos de retenção estáticos.
Refractários em Unidades de desgaseificação
Sistemas de desgaseificação em linha utilizam um rotor de grafite rotativo para injetar gás inerte (normalmente árgon ou nitrogénio) no alumínio fundido, removendo o hidrogénio dissolvido e elevando as inclusões não metálicas para a superfície. O revestimento refratário no interior da caixa de desgaseificação enfrenta uma intensa turbulência do fluido. O metal fundido a alta velocidade esfrega constantemente as paredes, ameaçando uma erosão mecânica grave.
As câmaras de desgaseificação AdTech utilizam formas refractárias avançadas pré-fundidas e pré-queimadas. Ao fundir e queimar estes componentes numa instalação de fabrico altamente controlada, a matriz estrutural atinge a perfeição absoluta antes da sua utilização. Estas formas pré-fabricadas utilizam formulações de cimento ultra-baixo fortemente fortificadas com agentes não humectantes. A densidade extrema assegura que o metal líquido turbulento não pode corroer a parede, evitando que quaisquer partículas refractárias se soltem e contaminem a fusão de alumínio altamente purificada.
Estruturas de suporte de filtros de espuma cerâmica
Filtros de espuma cerâmica (CFF) aprisionam fisicamente as impurezas microscópicas. O alumínio fundido passa através destas intrincadas redes cerâmicas. A cuba do filtro, a estrutura que contém o CFF, requer uma estabilidade dimensional perfeita. Se o revestimento refratário se deformar ou fissurar, o metal fundido pode contornar completamente o filtro, arruinando todo o processo de fundição. As peças fundidas destinadas a tornar-se componentes aeroespaciais ou folhas ultra-finas toleram absolutamente zero inclusões. A AdTech concebe caixas de filtro com isolamento microporoso especializado apoiado por faces quentes rígidas e não húmidas, assegurando uma vedação perfeita em torno do meio filtrante e mantendo uma temperatura constante para evitar a congelação prematura do metal.
Sistemas de lavagem e Retenção Térmica
As redes de lavagem transportam o alumínio líquido do forno de fusão, através das unidades de desgaseificação e filtragem, diretamente para a estação de fundição. A perda de calor durante este percurso representa uma ameaça grave. A queda de temperatura obriga os operadores a sobreaquecer o metal no forno primário, desperdiçando enormes quantidades de energia e aumentando a porosidade do gás na fusão.
Os segmentos de lavagem da AdTech utilizam revestimentos compostos altamente concebidos. A face quente apresenta uma camada fina e excecionalmente forte de material fundível não molhável. Imediatamente por detrás desta camada encontra-se um aerogel altamente avançado ou um isolamento de placa microporosa. Esta configuração específica assegura que a queda de temperatura em toda a rede de lavagem permanece insignificante, garantindo condições de fundição sem falhas na extremidade terminal.
14. Matriz de resolução de problemas e soluções
Apesar da implementação de materiais avançados, as condições operacionais adversas acabam por causar desgaste. A resolução rápida de anomalias evita que danos localizados se transformem em falhas catastróficas do equipamento. O diagnóstico da causa principal determina a estratégia de reparação correta.
Diagnóstico de fissuração e fragmentação de refractários
As fissuras manifestam-se de várias formas, cada uma indicando um mecanismo de falha diferente. As fissuras superficiais de linha fina resultam geralmente da expansão e contração térmicas normais; raramente ameaçam a integridade estrutural. No entanto, as fissuras profundas e penetrantes que correm paralelamente à face quente indicam fragmentação térmica. Este fenómeno ocorre quando os gradientes de temperatura excedem a resistência à tração do material, muitas vezes causada pelo aquecimento demasiado rápido do forno durante a fase inicial de secagem ou pela exposição da face quente a súbitas correntes de ar frio.
As fissuras estruturais que percorrem toda a profundidade do revestimento apontam para uma falha mecânica. Estes danos resultam normalmente de práticas de limpeza agressivas com ferramentas de aço pesadas ou de impactos graves provocados por operações de carregamento de empilhadores. A identificação da morfologia das fissuras permite às equipas de manutenção ajustar diretamente os procedimentos operacionais.
Estratégias de reparação: Reparação eficaz de revestimentos desgastados
Quando as áreas afectadas apresentam um desgaste acentuado, a substituição total continua a ser desnecessária e economicamente ineficaz. O remendo localizado restaura rapidamente a funcionalidade.
Para executar uma correção bem sucedida:
-
Preparação: Os operadores devem remover rigorosamente todos os refractários soltos, danificados e infiltrados de alumínio. A zona de reparação deve expor material de matriz virgem e limpo. A criação de uma geometria em forma de cauda de andorinha ou de rebaixo garante que o novo remendo se fixe mecanicamente no lugar.
-
Limpeza: Eliminar todas as poeiras com ar comprimido.
-
Aplicação: Aplicar um composto de remendo especialmente formulado. Estes compostos apresentam um mecanismo de ligação química, utilizando frequentemente ligantes de fosfato, que aderem agressivamente aos refractários curados existentes sem necessitarem de muito calor para endurecer.
-
Cura: Deixe o remendo secar ao ar livre de acordo com o protocolo do fabricante, seguido de uma aplicação de calor localizado utilizando um queimador portátil para eliminar a humidade antes de voltar a colocar a unidade em funcionamento.
Tabela 3: Protocolos de resolução de problemas e acções de diagnóstico
| Modo de falha observado | Causa raiz provável | Ação de diagnóstico imediata | Estratégia de reparação recomendada |
| Acumulação grave de corindo | Agente não molhante empobrecido, elevada porosidade | Verificar as temperaturas de funcionamento, inspecionar a existência de pontos quentes locais | Lascar para limpar a base, aplicar um remendo de fosfato não húmido |
| Estilhaçamento da superfície (descamação) | Aquecimento rápido durante a secagem, choque térmico | Rever os registos do programa de cozedura, verificar o funcionamento das portas | Remover as escamas soltas, aplicar uma fina camada protetora de lavagem |
| Fissuras estruturais profundas | Impacto mecânico durante o carregamento ou a limpeza | Observar os procedimentos de carregamento, inspecionar as ferramentas de manuseamento | Rutura local total para a estrutura de aço, refundida com LCC de alta resistência |
| Perda excessiva de calor (Hot Shell) | Rutura do isolamento de reserva, penetração de metal | Realização de imagens termográficas no revestimento exterior | Requer paragem; remover a face quente e substituir o isolamento danificado |
| Bypass metálico à volta do CFF | Deformação dimensional do assento do copo do filtro | Medir fisicamente as tolerâncias de assentamento | Revestir a área do assento com um composto moldável de precisão |
15. Análise económica e otimização das aquisições
A aquisição de materiais refractários com base apenas no custo inicial por tonelada garante perdas financeiras a longo prazo. A verdadeira métrica do sucesso é o Custo Total de Propriedade (TCO), calculado através da avaliação da vida útil do revestimento, da energia poupada através de um isolamento superior e da redução do tempo de paragem para manutenção.
Estratégias de cálculo do custo do ciclo de vida
Os concretos de alta pureza, não molháveis, fortificados com sulfato de bário, têm um preço de compra inicial mais elevado do que os materiais convencionais de argila refractária. No entanto, os materiais convencionais requerem uma substituição frequente. Um revestimento padrão pode falhar completamente no prazo de doze meses devido a uma grave infiltração de corindo. Um revestimento de alta alumina aprovado pela AdTech, com manutenção adequada, opera rotineiramente após trinta e seis meses.
Os gestores de compras têm de calcular os custos de mão de obra associados à remoção e reinstalação, a perda de receitas de produção durante os vários dias de inatividade e o combustível desperdiçado no reaquecimento de um forno frio. Ao analisar estas variáveis, os refractários premium demonstram um enorme retorno do investimento (ROI).
Controlo de qualidade e testes normalizados
A avaliação das fichas de dados de materiais requer a compreensão de protocolos de teste específicos. As fundições devem exigir o cumprimento das rigorosas normas da American Society for Testing and Materials (ASTM).
-
A ASTM C20 mede a porosidade aparente e a densidade aparente. Uma menor porosidade garante uma melhor resistência à penetração de metal líquido.
-
A norma ASTM C133 testa a resistência ao esmagamento a frio e o módulo de rutura. Valores elevados asseguram a resistência a abusos mecânicos.
-
A norma ASTM C704 avalia a resistência à abrasão, essencial para as áreas sujeitas a um fluxo de fluido de alta velocidade ou a raspagem mecânica.
Ao exigir uma documentação de testes rigorosa, as instalações garantem materiais perfeitamente adequados para sobreviver às realidades brutais do processamento de alumínio fundido.
16. Tendências futuras dos refractários para fundição de alumínio
A indústria procura continuamente uma maior eficiência e controlos ambientais mais rigorosos. Os avanços na nanotecnologia são imensamente promissores na evolução dos refractários monolíticos. A incorporação de nano-sílica ou nano-alumina na matriz ligante cria estruturas de poros excecionalmente apertadas, atingindo porosidades inferiores a 8%. Esta densidade microscópica proporciona uma barreira quase impenetrável ao alumínio líquido.
Além disso, os concretos autoflutuantes reduzem a dependência de equipamento vibratório externo. Estas misturas altamente concebidas fluem como água sob o seu próprio peso, preenchendo perfeitamente geometrias complexas em torno de rotores de desgaseificação e transições de lavagem. Esta inovação garante uma densidade perfeitamente uniforme em toda a peça fundida, eliminando o erro humano durante o processo de instalação.
A AdTech continua ativamente envolvida na integração destas tecnologias cerâmicas avançadas diretamente nos seus portfólios de filtragem e desgaseificação, estabelecendo continuamente padrões de referência mais elevados relativamente à pureza do metal fundido e à eficiência operacional. Ao dar prioridade à ciência metalúrgica de ponta, os produtores de alumínio asseguram uma vantagem decisiva num mercado global altamente competitivo.
17. Perguntas mais frequentes
Refractários de fusão de alumínio: 10/10 Perguntas técnicas frequentes
1. Qual é o melhor tipo de refratário para a fusão de alumínio?
Não existe um melhor universal. Os materiais com alto teor de alumina e os materiais fundidos com espinélio de magnésia são os que apresentam melhor desempenho nas zonas de trabalho. A melhor escolha depende da química da sucata, da utilização de fundentes e da gestão térmica. Os testes de infiltração em laboratório e os remendos piloto reduzem o risco antes da substituição total.
2. Que espessura de revestimento devo especificar para um forno de fusão por indução de 2 toneladas?
3. Qual a importância da porosidade na seleção da camada de trabalho?
Muito importante. A menor porosidade aberta reduz o risco de infiltração de metal. O objetivo é obter 8-15% nas faces de trabalho. Uma porosidade extremamente baixa pode afetar a tolerância ao choque térmico, pelo que é necessário um equilíbrio.
4. Devo utilizar carboneto de silício no meu revestimento?
5. Os revestimentos anti-humidade valem o custo?
Sim, em muitas aplicações de alumínio. Reduzem a penetração de metal e prolongam a vida útil do revestimento, especialmente quando o refratário de base não é intrinsecamente não molhável. Siga sempre as instruções do fornecedor do revestimento e volte a aplicá-lo após as reparações.
6. O que causa a insuficiência refractária súbita?
7. Como é que devo verificar os dados do fornecedor?
8. Um revestimento de tijolo moldado é melhor do que um revestimento monolítico?
9. Com que frequência devo inspecionar o revestimento?
As verificações visuais diárias, o registo térmico semanal e a inspeção mensal com boroscópio são boas práticas. Programar as inspecções principais durante as paragens planeadas.
10. Os melhoramentos refractários podem reduzir o consumo de energia?
Sim. Um melhor isolamento, temperaturas reduzidas do invólucro e uma menor perda de calor devido a um revestimento optimizado reduzem o consumo de combustível e eletricidade e melhoram os tempos de fusão. Realizar uma auditoria de perda de calor para quantificar as poupanças.
Lista de controlo final de engenharia (rápida)
-
Definir a linha de base da química dos resíduos e dos fluxos.
-
Selecionar famílias refractárias candidatas e solicitar testes de infiltração em laboratório.
-
Especificar a porosidade alvo, densidade, CCS, condutividade térmica e correspondência CTE.
-
Preparar o calendário de instalação e de cura faseada no contrato do fornecedor.
-
Exigir assistência técnica no local aquando da primeira reconstrução.
-
Implementar o plano de monitorização: termopares de concha, registos visuais, boroscópio.
-
Monitorize a energia e o tempo de inatividade antes e depois da instalação para calcular o ROI.
Referências e sugestões de leitura
As principais referências técnicas e da indústria consultadas na preparação deste resumo incluem documentos técnicos e orientações do fabricante sobre a seleção e manutenção de refractários em fornos de alumínio; as fontes representativas incluem PDFs práticos de conceção de refractários, notas de fornecedores da indústria sobre a seleção de refractários e análises científicas de materiais sobre a resistência à corrosão. Exemplos utilizados durante a preparação: primários técnicos de refractários e uma revisão da indústria sobre a resistência à corrosão de refractários.
