Filtros cerâmicos porosos Oferecem um método confiável e econômico para remover inclusões não metálicas e controlar o fluxo de metal na fundição de alumínio, melhorando o rendimento, reduzindo o retrabalho e aumentando a integridade mecânica das peças fundidas. Quando combinados com o tamanho de poro, a composição química do material e a prática de instalação corretos, esses filtros produzem peças fundidas consistentes e de alta qualidade, além de economias mensuráveis para as fundições.
1. O que é um filtro cerâmico poroso?
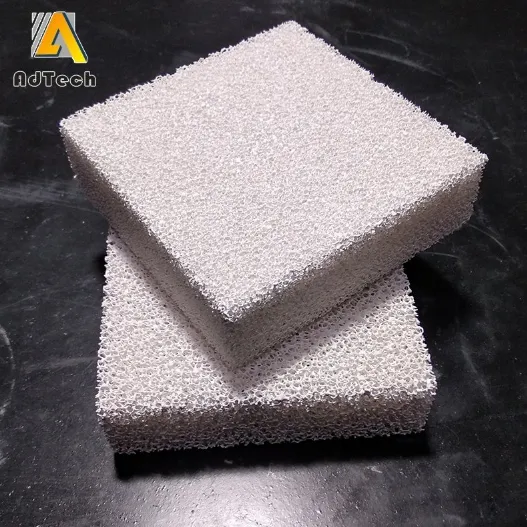
A cerâmica porosa O filtro é um bloco ou disco rígido feito de material cerâmico projetado para conter uma rede de vazios interligados. O metal fundido flui através desses canais tortuosos; partículas maiores do que as aberturas efetivas dos poros são capturadas por retenção física e por aderência às superfícies dos suportes, enquanto o filtro também reduz o fluxo turbulento e promove o enchimento laminar do molde. O resultado: menos inclusões, menos óxido arrastado e porosidade reduzida nas peças fundidas acabadas.
Conceitos-chave
-
Estrutura de célula aberta: A estrutura interna contém poros interligados que permitem o fluxo, expondo uma grande área de superfície.
-
Captura de suporte: Suportes microscópicos retêm inclusões por meio de interceção e adesão.
-
Condicionamento do fluxo: O leito poroso suaviza a velocidade do fluxo e reduz os salpicos que geram óxidos.
2. Química cerâmica comum e como os filtros são fabricados
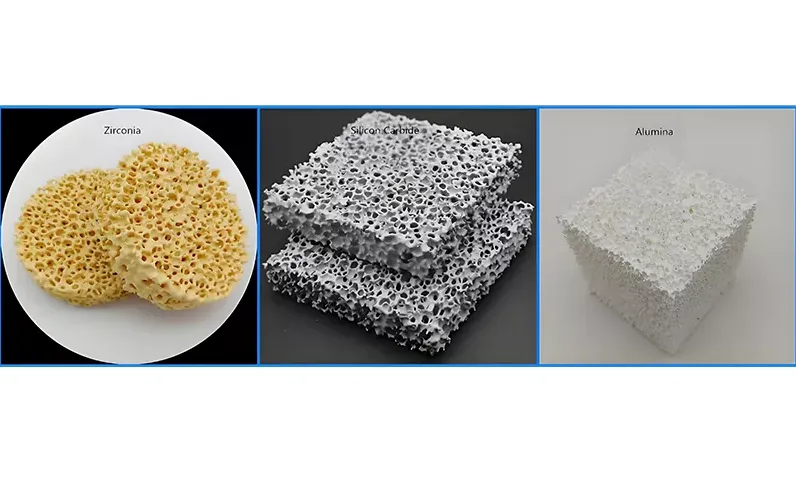
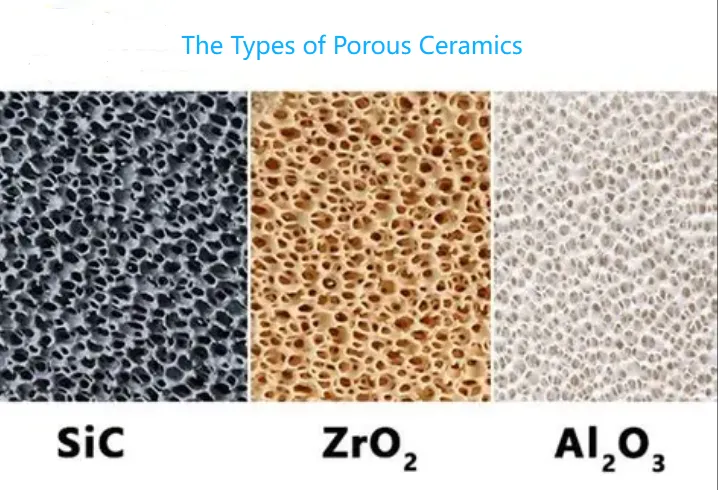
Os filtros porosos para alumínio são normalmente produzidos a partir de cerâmicas à base de alumina, alumina ligada por fosfato, carboneto de silício ou composições híbridas ajustadas para resistência ao choque térmico e compatibilidade química com alumínio fundido. A rota de fabrico mais comum para filtros de espuma cerâmica utiliza um molde de espuma de polímero sacrificial impregnado com pasta cerâmica; após a secagem e a queima do aglutinante, a estrutura é sinterizada para criar uma espuma rígida de célula aberta.
Escolhas e compromissos em relação aos materiais
-
Alumina (Al₂O₃): Excelente estabilidade química com alumínio e escolha típica para filtração de uso geral.
-
Alumina ligada por fosfato (PBA): Importante do ponto de vista histórico, desempenho comprovado em condições de fundição.
-
Carboneto de silício (SiC): Maior resistência ao choque térmico, útil para ligas de alta temperatura ou condições mais adversas.
-
Variantes contendo zircónia: Utilizado quando é necessária uma resistência extrema à corrosão ou um risco de contaminação muito baixo.
3. Arquitetura dos poros, PPI, permeabilidade e como escolher o tamanho certo dos poros
O tamanho dos poros é normalmente expresso em poros por polegada (PPI). Os intervalos típicos para filtros de fundição de alumínio variam de cerca de 10 PPI (mais grosseiros) a mais de 70 PPI (muito finos), dependendo dos objetivos de filtração e da queda de pressão aceitável. Poros mais finos capturam inclusões menores, mas aumentam a resistência ao fluxo; o dimensionamento correto equilibra a eficiência de captura com a taxa de vazamento e a área de entrada.
Orientações práticas para a seleção
-
10-20 PPI: Para vazamentos de seção pesada, alto fluxo de fusão com requisitos de baixa queda de pressão.
-
20-30 PPI: Mais comum para peças fundidas de liga de alumínio para uso geral.
-
30–70 PPI: Para peças de paredes finas ou aplicações de alta especificação, onde inclusões mínimas são fundamentais.

Tabela 1: Seleção típica do tamanho dos poros por tipo de fundição
| Tipo de fundição | PPI típico | Principal benefício | Cuidado típico |
|---|---|---|---|
| Derramamentos pesados e volumosos | 10-20 | Baixa queda de pressão, fácil rendimento | Menor captura de inclusões muito finas |
| Fundições de ligas gerais | 20-30 | Captura e fluxo equilibrados | Funciona para muitas linhas de produção |
| Peças de parede fina ou aeroespaciais | 30-70 | Alta remoção de inclusões, melhor acabamento superficial | Área de gating maior ou vazamentos mais lentos necessários |
4. Física da filtração — como o filtro remove defeitos
Vários mecanismos atuam em conjunto:
-
Peneiramento mecânico: Partículas grandes bloqueadas pelas aberturas dos poros.
-
Impacto inercial: As partículas com impulso desviam-se das linhas de fluxo e colidem com as escoras.
-
Interceptação: As partículas pequenas seguem as linhas de fluxo, mas tocam e aderem às superfícies.
-
Adesão e forças superficiais: A humidade e a interação química fazem com que as partículas se fixem nas escoras.
-
Suavização de fluxo: A redução da turbulência limita a formação de óxido durante o enchimento do molde.
Compreender qual mecanismo domina ajuda os engenheiros a escolher os tamanhos dos poros e a área do filtro para as inclusões alvo.
Leia também: Preço do filtro de espuma de cerâmica 2026.
5. Métricas de desempenho e como elas se relacionam com a qualidade
Os engenheiros de fundição acompanham vários indicadores:
-
Eficiência de captura de inclusão: Fração de materiais não metálicos removidos.
-
Queda de pressão (ΔP): Resistência introduzida a uma determinada taxa de fluxo; importante para o design da concha e do molde.
-
Índices de limpeza do metal: Medido por métodos de teste posteriores, tais como normas de limpeza ASTM ou análise de fusão em laboratório.
-
Melhoria do rendimento: Redução percentual em sucata e retrabalho atribuível à filtragem.
Os fabricantes relatam que uma filtragem adequada reduz os defeitos não metálicos visíveis e melhora o rendimento da usinagem a jusante. A seleção de um PPI mais baixo geralmente aumenta a eficiência de captura, mas a área de filtragem e a geometria da porta devem ser ajustadas para evitar perda de pressão excessiva.

6. Instalação, geometria de gating e melhores práticas de manuseamento
O desempenho do filtro depende muito da instalação e manuseamento corretos:
Colocação e orientação
-
Os filtros pertencem ao sistema de canalização entre a concha/canal de vazamento e o canal de injeção do molde.
-
Use uma região de sedimentação a montante, quando possível, para que as inclusões maiores caiam antes de atingir o filtro.
Relações de gating e área
-
Mantenha as proporções recomendadas entre a área do filtro e a área do estrangulador para controlar a velocidade do fluxo. Uma regra comumente utilizada é uma área mínima do filtro quatro vezes maior que a área do estrangulador para certas peças fundidas finas; para seções muito finas, aumente ainda mais a proporção.
Pré-aquecimento e controlo da temperatura
-
Pré-aqueça os filtros para remover a humidade e reduzir o risco de choque térmico no primeiro contacto com o material fundido. As temperaturas típicas de pré-aquecimento dependem do material, mas geralmente são modestas (uma breve permanência a 100–300 °C) para evitar a geração repentina de vapor.
Precauções de manuseamento
-
Evite choques mecânicos; as espumas cerâmicas são frágeis e podem rachar se caírem.
-
Armazene em prateleiras secas e cobertas para evitar contaminação e absorção de humidade.
Tabela 2. Lista de verificação para instalação rápida
| Etapa | Ação |
|---|---|
| 1 | Inspecione o filtro quanto a rachaduras ou materiais estranhos. |
| 2 | Pré-aqueça de acordo com as recomendações do fabricante. |
| 3 | Posicione o filtro na orientação correta dentro da caixa de controle |
| 4 | Certifique-se de que a relação entre a área do filtro e a área do acelerador está de acordo com as especificações |
| 5 | Monitorar a taxa de vazamento e a queda de pressão durante os vazamentos de teste |
| 6 | Substitua o filtro se ocorrer dano mecânico ou entupimento significativo. |
7. Casos de uso comuns e notas específicas sobre ligas
Os filtros cerâmicos porosos são utilizados numa vasta gama de peças fundidas de alumínio:
-
Matrizes de alimentação fundidas e lingotes: Pré-filtragem antes do processamento secundário.
-
Fundições por gravidade e baixa pressão: Melhorar a aparência da superfície e eliminar inclusões internas.
-
Ligas de alta especificação para a indústria aeroespacial e automóvel: Filtros muito finos combinados com tratamentos rigorosos de fusão proporcionam propriedades premium.
Notas sobre ligas:
-
As ligas com alto teor de silício podem formar intermetálicos finos; escolha poros mais finos quando a aparência da superfície for crítica.
-
Para ligas com alto teor de magnésio, certifique-se da compatibilidade química e do pré-aquecimento suficiente para evitar reações.
8. Integração do processo: sinergia entre desgaseificação, fluxagem e filtração
A filtragem tem melhor desempenho quando combinada com o manuseamento adequado do material fundido:
-
Desgaseificação: Remove o hidrogénio dissolvido que pode formar porosidade. Posicione as operações de desgaseificação a montante da filtração para evitar que as bolhas de gás obstruam os filtros.
-
Fluxagem e escumagem: Remova as impurezas antes que o material fundido entre na fase de filtração.
-
Controlo térmico: Mantenha uma temperatura de fusão consistente para evitar alterações na viscosidade que alterem o comportamento do fluxo através do filtro.
Quando essas práticas são integradas, a vida útil e a eficiência do filtro melhoram e a limpeza geral da fusão aumenta.

9. Inspeção, vida útil, modos de falha e resolução de problemas
Gatilhos de tempo de vida e substituição
-
Os filtros são descartáveis na maioria das práticas de fundição. Substitua após cada vazamento ou quando um aumento significativo da pressão indicar entupimento.
-
Os danos mecânicos durante o manuseamento são uma causa comum de rejeição.
Modos de falha comuns
-
Rachaduras causadas por choque térmico: Causado pelo contacto de filtros frios ou molhados com metal quente.
-
Entupimento excessivo: Aumento rápido da pressão, taxas de vazamento mais lentas ou filtros muito finos para a área de entrada.
-
Canalização: Fluxo irregular que contorna partes do filtro devido a um assentamento inadequado ou estrutura fraturada.
Tabela de resolução de problemas
| Sintoma | Causa provável | Ação corretiva sugerida |
|---|---|---|
| Pico súbito de pressão | Poros entupidos ou resíduos presos | Aumente a área do filtro, verifique a remoção de impurezas a montante |
| Resíduos visíveis do filtro na fundição | Fragmentos de filtro ou assentamento inadequado | Inspecione o filtro quanto a danos, altere o método de assentamento |
| Aumento da porosidade apesar do filtro | Teor de gás, não inclusões | Verifique o sistema de desgaseificação e os níveis de hidrogénio |
| Desgaste ou erosão rápida | Incompatibilidade química ou turbulência | Use SiC ou química de grau superior, taxa de vazamento lenta |
10. Argumento económico — equilíbrio entre custos e benefícios
Os filtros cerâmicos porosos são baratos em relação ao valor do aumento do rendimento da fundição e da redução do retrabalho. Fatores típicos que influenciam o valor:
-
Taxas de sucata mais baixas de menos defeitos relacionados com a inclusão.
-
Redução das rejeições de usinagem devido à melhoria da solidez interna.
-
Qualidade previsível permitindo peças premium com preços mais elevados.
Um modelo simples de retorno financeiro compara o custo do filtro por fundição com a redução de sucata. Em muitas operações, uma redução modesta na sucata (pontos percentuais de um dígito) cobre rapidamente os custos de filtragem.
11. Comparações com métodos alternativos de filtragem
Outros métodos incluem filtros cerâmicos colados, filtros de malha e limpeza eletromagnética ou centrífuga. As espumas cerâmicas porosas mantêm as seguintes vantagens:
-
Área de superfície elevada para captura em leito profundo.
-
Funcionamento passivo, sem peças móveis.
-
Boa estabilidade térmica e química com fusões de alumínio.
No entanto, alternativas podem ser preferíveis quando tamanhos específicos de partículas devem ser alvo ou quando sistemas de filtragem contínua estão em vigor.
12. Questões ambientais, de segurança e manuseamento
-
Queima de poeira e aglutinante: Durante a fabricação ou operações de corte sob medida, o pó cerâmico transportado pelo ar pode ser perigoso. Use controles de poeira e EPI.
-
Filtros usados: Os filtros usados contêm resíduos retidos e devem ser manuseados e eliminados de acordo com as regras locais relativas a resíduos perigosos, quando aplicável.
-
Segurança com metal fundido: Siga sempre as normas estabelecidas para o manuseamento de conchas e EPI ao instalar ou substituir filtros.
13. Exemplos de design e notas de engenharia
Exemplo: dimensionamento de um filtro para uma fundição de parede fina
-
Determine a taxa de vazamento necessária e a área de regulação do fluxo.
-
Escolha um tamanho de poro que vise as menores inclusões preocupantes, garantindo que a queda de pressão permaneça dentro da capacidade da concha.
-
Aumente a área do filtro se estiver a usar um PPI mais fino.
Tabela 3. Propriedades comparativas das composições químicas comuns dos filtros cerâmicos
| Imóveis | Alumina (Al₂O₃) | Carboneto de silício (SiC) | Alumina ligada por fosfato |
|---|---|---|---|
| Compatibilidade química com Al | Elevado | Elevado | Elevado |
| Resistência ao choque térmico | Moderado | Elevado | Moderado |
| Aplicação típica | Para uso geral | Concretagem sob alta tensão | Prática padrão de fundição |
| Intervalo típico de poros disponível | 10–70 PPI | 10–40 PPI | 10–40 PPI |
14. Como os filtros cerâmicos porosos da AdTech se encaixam nas fundições modernas
Na AdTech, produzimos filtros ajustados para a química de fusão e o ritmo de produção. A nossa gama inclui filtros de espuma de alumina padrão e graus de desempenho superior para utilizações em paredes finas ou aeroespaciais. Os filtros são testados quanto à qualidade em termos de porosidade, integridade das estruturas e desempenho térmico para satisfazer as necessidades de produção. Para requisitos personalizados, oferecemos opções de distribuição de poros e corte à medida que correspondem aos projetos de gating a montante.
15. Estudo de caso de implementação (conciso, prático)
Uma fundição automotiva de médio porte mudou para filtros de espuma de alumina de 25 PPI para uma linha crítica de carcaças de motores. Após ajustar a área de entrada para manter a velocidade de vazamento, a fundição registrou:
-
Redução de 18% em sucata relacionada a defeitos de inclusão,
-
12% menos rejeição de usinagem secundária,
-
Retorno do investimento em filtragem em quatro meses.
Principais lições: ajuste o tamanho dos poros à distribuição real do tamanho dos defeitos e monitore a queda de pressão.
16. Tópicos avançados e direções de pesquisa
Os investigadores continuam a avaliar:
-
Filtros de porosidade graduada: Camadas com diferentes PPI para reter grandes inclusões no início e partículas mais finas posteriormente.
-
Suportes revestidos: Tratamentos de superfície para melhorar a humidade, reduzir reações químicas ou incentivar a adesão de partículas.
-
Cerâmicas porosas fabricadas por aditivos: Controlo preciso da forma e distribuição dos poros para um desempenho otimizado.
Esses desenvolvimentos sugerem ganhos contínuos em eficiência de filtragem e qualidade previsível de fundição.
Filtragem de espuma cerâmica: Engenharia e Qualidade FAQ
1. Que tamanho de poro devo utilizar para o alumínio de qualidade aeroespacial?
2. Um filtro pode remover o hidrogénio dissolvido?
3. Como é que evito o choque térmico quando instalo um filtro?
4. Um PPI mais fino é sempre melhor?
5. Como posso saber se um filtro está entupido durante um derrame?
6. Os filtros de cerâmica são reutilizáveis?
7. Qual é o melhor produto químico para fusões agressivas?
8. Os filtros alteram a composição química da massa fundida?
9. Qual deve ser o tamanho da área do filtro em relação à área do acelerador?
Muitas fundições utilizam um rácio mínimo de 4:1 (A_{filtro} : A_{girador}) para secções finas padrão. Este rácio aumenta frequentemente para moldes muito finos ou complexos para garantir uma velocidade de fluxo consistente.
10. Que testes confirmam a eficácia do filtro?
Recomendações finais
-
Realize um pequeno ensaio fatorial com dois níveis de PPI e uma alteração controlada da área de bloqueio para observar a queda de pressão e as taxas de rejeição.
-
Meça os níveis de hidrogénio e escória a montante para garantir que a filtragem visa problemas de partículas, e não defeitos de gás.
-
Padronize o manuseio e o pré-aquecimento dos filtros no chão de fábrica para reduzir incidentes de choque térmico.
