Para peças de grande volume que exigem controlo dimensional rigoroso, acabamento superficial fino, desempenho mecânico repetível e baixo custo unitário em escala, a fundição sob pressão é geralmente a melhor escolha. Para protótipos, peças únicas, componentes muito grandes, núcleos complexos ou peças que necessitam de ligas ferrosas e baixo custo inicial de ferramentas, a fundição em areia é geralmente preferível. A seleção final depende do material necessário, volume de produção, tolerâncias, condição da superfície, tamanho da peça e custo total do ciclo de vida.
1. Definições rápidas e o que as diferencia
A fundição sob pressão utiliza moldes metálicos reutilizáveis (matrizes) e força o metal não ferroso fundido para dentro da cavidade sob pressão. Produz peças com detalhes finos, repetibilidade precisa e superfícies lisas. A fundição em areia forma o molde a partir de areia compactada em torno de um padrão; o metal fundido é vertido na cavidade de areia por gravidade ou com assistência. A fundição em areia suporta uma gama mais ampla de ligas e tamanhos grandes, mantendo os custos de ferramentas baixos.
2. Breve história e funções industriais atuais
Ambos os métodos têm raízes profundas. As técnicas de moldagem em areia remontam a séculos atrás e continuam a ser a base das fundições que produzem peças grandes e pesadas e séries pequenas a médias. A fundição sob pressão ganhou destaque com o desenvolvimento de aços modernos e máquinas de alta pressão, adequando-se a indústrias que exigem milhares a milhões de peças pequenas a médias por ano, como caixas elétricas automotivas, eletrónica de consumo e acessórios de climatização. As instalações modernas combinam automação, verificações de qualidade em circuito fechado e usinagem secundária para produzir peças acabadas com o mínimo de manuseio manual.
3. Etapas do processo — lado a lado
Fundição sob pressão (sequência típica)
-
Projete e finalize a peça e a matriz, incluindo entradas e saídas de ar.
-
Fabricação de matrizes de aço temperado com cavidades precisas.
-
Pré-aqueça a matriz, aplique lubrificante/agente desmoldante.
-
Injetar metal fundido a alta pressão na matriz.
-
Mantenha a pressão durante a solidificação, abra a matriz e ejete a peça.
-
Corte o excesso de metal, aplique qualquer usinagem de acabamento, inspeção.
Fundição em areia (sequência típica)
-
Criar padrão e projeto de canalização/riser.
-
Coloque areia à volta do molde num frasco para formar as metades do molde.
-
Remova o molde, monte as metades do molde e o(s) núcleo(s).
-
Despeje o metal fundido na cavidade de areia por gravidade ou baixa pressão.
-
Deixe solidificar, quebre o molde para extrair a peça fundida.
-
Limpar a areia, perseguir a peça, realizar tratamento térmico ou usinagem, inspecionar.
Uma diferença operacional fundamental: a fundição sob pressão utiliza ferramentas permanentes e moldagem sob alta pressão, o que favorece a automação; a fundição em areia utiliza moldes descartáveis e etapas mais manuais, mas oferece flexibilidade em termos de tamanho e escolha de liga.
4. Compatibilidade de materiais e ligas
-
A fundição sob pressão é mais comum com ligas não ferrosas que têm pontos de fusão relativamente baixos e preenchem bem sob pressão, principalmente zinco, alumínio e magnésio. Essas ligas proporcionam bom fluxo, paredes finas e tempos de ciclo rápidos.
-
A fundição em areia suporta um conjunto muito mais amplo de materiais, incluindo ligas ferrosas, como ferro cinzento e ferro dúctil, aços, bronzes e ligas de cobre. Como cada molde de areia é descartável, o processo tolera temperaturas de vazamento mais altas e ligas mais reativas.
Nota prática: Se o seu projeto precisa usar aço inoxidável ou ferro fundido por motivos de resistência ou desgaste, a fundição em areia é geralmente a opção mais realista. Se você precisa de peças leves de alumínio em grande quantidade com paredes finas, a fundição sob pressão costuma ser mais adequada.
5. Ferramentas, prazo de entrega e economia de custos
As ferramentas influenciam fortemente as decisões comerciais.
Custo e vida útil das ferramentas
-
As matrizes de fundição sob pressão são caras de projetar e usinar, muitas vezes custando dezenas a centenas de milhares de dólares para ferramentas de aço de precisão. No entanto, elas duram de milhares a milhões de disparos, distribuindo o investimento para grandes volumes.
-
As ferramentas de fundição em areia têm um custo baixo, pois os moldes são formados a partir de areia e os padrões podem ser simples formas de madeira, plástico ou metal. Para pequenas tiragens e protótipos, isso reduz o tempo até a primeira peça e diminui o capital inicial.
Custo por peça vs. volume de produção
Um padrão geral:
-
Baixos volumes (protótipo a algumas centenas): a fundição em areia geralmente tem um custo total muito mais baixo.
-
Volumes médios (centenas a milhares): o ponto de equilíbrio depende da complexidade da peça, do acabamento e da tolerância exigida.
-
Grandes volumes (milhares a milhões): a fundição sob pressão normalmente alcança um custo por peça muito mais baixo devido às altas taxas de ciclo e às matrizes reutilizáveis.
6. Precisão dimensional, tolerâncias e repetibilidade
-
A fundição sob pressão proporciona um controlo dimensional rigoroso e repetibilidade adequados para montagens e componentes de encaixe por pressão que exigem superfícies de acoplamento consistentes. As tolerâncias típicas para peças fundidas sob pressão podem variar entre ±0,1 mm e ±0,5 mm, dependendo do tamanho e das características.
-
As peças fundidas em areia apresentam maior dispersão dimensional devido à deformação do molde, inconsistências na compactação da areia e desafios no controlo do encolhimento. As tolerâncias típicas da fundição em areia são mais flexíveis e, muitas vezes, exigem usinagem secundária para superfícies críticas.
Implicações no design: Se a peça tiver de manter um ajuste apertado sem usinagem extensiva, a fundição por injeção economizará operações secundárias em grandes tiragens.
7. Acabamento superficial e processamento secundário
-
As peças fundidas apresentam superfícies lisas e detalhes finos, reduzindo o tempo de acabamento. O acabamento da superfície pode ser adequado para galvanização ou pintura com preparação mínima.
-
As superfícies fundidas em areia são mais rugosas e porosas devido à natureza granular do molde; normalmente, elas precisam de jateamento, retificação ou usinagem para obter características estéticas ou de precisão. Isso aumenta a mão de obra e o tempo de ciclo para peças acabadas.
Processos secundários a planear: usinagem, tratamento térmico, galvanização, pintura, teste de vazamento, teste não destrutivo. Os projetos de fundição em areia geralmente reservam um orçamento maior para essas etapas.
8. Propriedades mecânicas e diferenças na microestrutura
A rota de fundição afeta a taxa de arrefecimento e a estrutura granular:
-
A fundição sob pressão geralmente produz uma microestrutura mais fina e menos porosidade de gás quando processada adequadamente, devido ao enchimento rápido e à solidificação controlada sob pressão. Isso tende a melhorar propriedades mecânicas como a resistência à tração para certas ligas de alumínio e zinco.
-
As peças fundidas em areia podem ter grãos maiores e maior potencial de porosidade, a menos que os núcleos, canais de alimentação e alimentadores sejam cuidadosamente projetados. O tratamento térmico pode melhorar as propriedades, mas a consistência depende da prática da fundição.
Nota técnica: Para peças críticas que suportam carga, solicite dados de testes mecânicos (tração, rendimento, alongamento) aos potenciais fornecedores e especifique os critérios de aceitação exigidos.
9. Liberdade de design, complexidade e características internas
-
A fundição em areia é excelente para formas complexas, secções grandes e cavidades internas criadas com núcleos. É fácil criar geometrias únicas ou personalizadas sem alterações dispendiosas nas ferramentas.
-
A fundição sob pressão lida bem com geometrias externas complexas e paredes finas, mas os rebaixos internos e os núcleos complicados aumentam o custo e a complexidade da matriz. Inserções e matrizes com várias peças podem atender a essas necessidades, mas aumentam as despesas com ferramentas.
Regra geral: Use fundição em areia quando o tamanho ou a complexidade da peça exigirem um trabalho flexível no núcleo ou quando o custo e o prazo não permitirem o uso de uma matriz complexa.
10. Volume de produção, tempo de ciclo e escalabilidade
-
Os tempos de ciclo da fundição sob pressão são curtos e altamente repetíveis, frequentemente medidos em segundos a dezenas de segundos por injeção, o que favorece a produção em massa. A automação reduz o custo de mão de obra por peça.
-
O tempo do ciclo de fundição em areia é mais longo porque os moldes são feitos e quebrados; o processo é mais orientado para lotes e menos adequado para ciclos automatizados contínuos. Continua a ser eficaz para quantidades moderadas e itens muito grandes, onde as matrizes seriam impraticáveis.
11. Considerações ambientais, de saúde e do local de trabalho
-
A fundição sob pressão requer manutenção de moldes e manuseamento de lubrificantes e metal fundido a alta temperatura sob pressão; a ventilação e o controlo de fumos são fundamentais. Os lubrificantes para moldes e os revestimentos para moldes devem ser geridos de forma a limitar as emissões.
-
A fundição em areia gera areia usada que pode precisar de recuperação, ligantes que requerem tratamento e controlo de poeira. As fundições costumam operar sistemas de recuperação de areia, recuperação de calor residual e filtragem.
Ponto de sustentabilidade: Muitas fundições modernas recuperam e reutilizam areia e recuperam energia, e as oficinas de fundição sob pressão reciclam metal, mas precisam gerir os resíduos e o desgaste das matrizes.
12. Controlo de qualidade, testes e medidas corretivas
Etapas comuns de controlo de qualidade para ambos:
-
Inspeção dimensional (CMM, calibres).
-
Inspeção visual e reparação de defeitos superficiais.
-
Teste de pressão ou vazamento para peças que contêm fluidos.
-
Testes não destrutivos (raios X, ultrassom) para detetar defeitos internos.
-
Testes mecânicos de amostras (tensão, dureza).
-
Análise metalúrgica para microestrutura e teor de inclusões.
A fundição por injeção beneficia-se de sensores integrados ao processo que monitoram os parâmetros de injeção e a temperatura; a fundição em areia depende mais do controle experiente do processo e da amostragem.
13. Aplicações típicas e exemplos da indústria
-
Fundição sob pressão: caixas elétricas, invólucros de conectores, estruturas de caixas ópticas, suportes para transmissões e motores automotivos (onde metais não ferrosos são aceitáveis), componentes de produtos de consumo.
-
Fundição em areia: carcaças de bombas, blocos e cabeçotes de motores em ferro, válvulas grandes, componentes de máquinas pesadas, protótipos de peças fundidas para a indústria aeroespacial que requerem ligas específicas.
14. Matriz de decisão prática
A tabela abaixo resume as decisões por principais fatores de seleção.
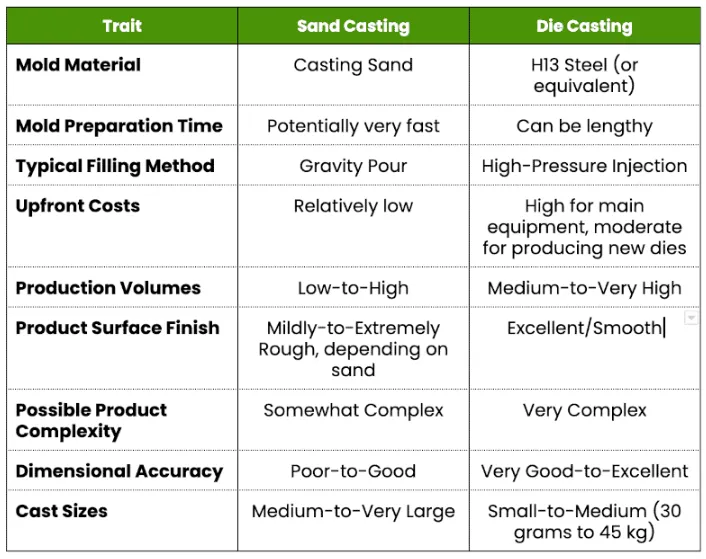
| Motorista de seleção | Quando escolher a fundição por injeção | Quando escolher a fundição em areia |
|---|---|---|
| Volume de produção | Corrida muito alta com repetibilidade | Tiragens baixas a médias ou peças únicas |
| Tolerância exigida | Tolerâncias rigorosas, usinagem mínima | Tolerâncias folgadas, espere usinagem |
| Acabamento da superfície | Acabamento suave e minimalista | Áspero, precisa de acabamento |
| Escolha da liga | Não ferrosos (Al, Mg, Zn) | Ampla gama, incluindo ferrosos |
| Tamanho da peça | Pequeno a médio | Pequeno a muito grande |
| Custo inicial | Custo elevado do molde | Baixo custo de molde/padrão |
| Complexidade do design | Detalhe externo, paredes finas | Núcleos complexos, cavidades grandes, inserções. |
| Prazo de entrega da primeira peça | Longo (fabrico de matrizes) | Curto (molde padrão ou molde direto de areia) |
(Fontes consolidadas a partir de referências do setor.)
15. Exemplos de cenários de custo por peça
Tabela: Exemplo de estimativa do ponto de equilíbrio (números ilustrativos; obtenha cotações para valores exatos)
| Volume (unidades) | Custo estimado da matriz em USD | Padrão de areia / ferramentas USD | Estimativa por peça fundida (USD) | Estimativa por peça fundida em areia (USD) | Processo recomendado |
|---|---|---|---|---|---|
| 100 | 60,000 | 1,500 | 600.00 | 120.00 | Fundição em areia |
| 1,000 | 60,000 | 1,500 | 60.00 | 70.00 | Fundição em areia ou fundição sob pressão, dependendo do acabamento |
| 10,000 | 60,000 | 1,500 | 10.00 | 40.00 | Fundição sob pressão |
| 100,000 | 60,000 | 1,500 | 1.50 | 30.00 | Fundição sob pressão |
Como usar: Solicite cotações de ambos os tipos de fornecedores, inclua os custos de acabamento e inspeção e calcule o custo total de produção esperada.
16. Lista de verificação do design para o processo de escolha (prático)
-
Confirme o material final e se são necessárias ligas ferrosas.
-
Defina dimensões críticas e tolerâncias admissíveis.
-
Estimar o volume de produção anual e a procura esperada ao longo da vida útil.
-
Verifique as necessidades de espessura máxima e mínima da parede.
-
Avalie se são necessárias paredes finas, textura fina ou saliências integradas.
-
Identifique quaisquer cavidades internas que exijam núcleos ou inserções.
-
Orçamento para ferramentas, usinagem secundária e acabamento.
-
Considere o prazo de entrega das primeiras peças e a velocidade de comercialização.
17. Tabelas que ajudam engenheiros e compradores
Tabela A: Visão geral da compatibilidade dos materiais
| Família de materiais | Compatibilidade típica da fundição por injeção | Compatibilidade típica da fundição em areia |
|---|---|---|
| Ligas de alumínio | Elevado | Elevado |
| Ligas de zinco | Muito elevado | Limitada |
| Ligas de magnésio | Elevado | Limitada |
| Cobre / bronze | Limitada | Elevado |
| Ferro/aço | Não adequado | Muito elevado |
| Aços inoxidáveis | Não adequado | Muito elevado |
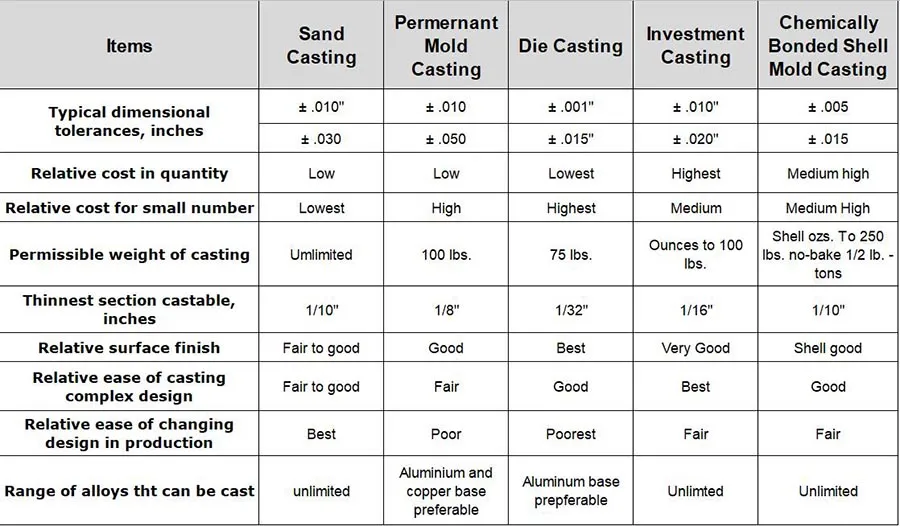
Tabela B: Classes de tolerância típicas (indicativas)
| Processo | Tolerância linear típica por 100 mm |
|---|---|
| Fundição sob pressão de alta qualidade | ±0,05 a ±0,2 mm |
| Fundição sob pressão típica | ±0,1 a ±0,5 mm |
| Fundição em areia típica | ±0,5 a ±2,0 mm |
(Consulte um fornecedor para obter as tolerâncias exatas em geometrias específicas.)
18. Dicas práticas para reduzir custos e riscos
-
Para fundição sob pressão, invista tempo no design para viabilidade de fabrico: adicione ângulos de inclinação adequados, espessura de parede uniforme e considere a utilização de nervuras e saliências que se adaptem ao fluxo do metal.
-
Para fundição em areia, planeje cuidadosamente a entrada e a elevação para minimizar defeitos de encolhimento e reduzir a usinagem. Use ferramentas de simulação para ambos os métodos para prever o enchimento, o encolhimento e a porosidade.
-
Considere abordagens híbridas: use fundição em areia para formas de base grandes e, em seguida, usine e monte subcomponentes fundidos menores ou use fundição em molde permanente para tiragens médias, quando apropriado.
19. Erros comuns e como evitá-los
-
Escolher a fundição sob pressão para a liga errada, o que obriga a ajustes dispendiosos no processo. Solução: confirmar as opções de liga com antecedência.
-
Subestimar o acabamento secundário para peças fundidas em areia. Solução: incluir orçamentos de acabamento e verificações de protótipos.
-
Ignorar os prazos de entrega das ferramentas nos cronogramas dos projetos. Solução: incluir o prazo de entrega das matrizes no plano do programa e considerar a prototipagem rápida para validação antecipada.
20. Fluxo final de decisões práticas
-
Precisa de ligas ferrosas ou resistentes a altas temperaturas? Se sim, opte pela fundição em areia.
-
O volume anual previsto é muito elevado e o tamanho das peças está dentro da capacidade da máquina de moldagem? Se sim, opte pela moldagem por injeção.
-
São necessárias tolerâncias rigorosas e excelente acabamento superficial sem usinagem pesada? Se sim, opte pela fundição sob pressão.
-
O custo da primeira peça é mais importante do que o custo por peça posteriormente? Se sim, opte pela fundição em areia.
Se ainda estiver incerto, crie um protótipo curto com fundição em areia enquanto procura uma cotação para produção em massa.
Fundição em areia vs. fundição injectada: Processo estratégico FAQ
1. Qual é o processo que proporciona a melhor precisão dimensional?
2. A fundição injectada pode ser utilizada para peças muito grandes?
3. Qual é o processo mais económico para 500 peças?
4. Existem limites de liga para a fundição injectada?
5. As peças fundidas sob pressão necessitam de maquinagem?
6. A porosidade é um problema maior nas peças fundidas em areia?
7. Qual é o processo mais rápido para grandes volumes?
8. Como devo escolher se preciso de paredes finas?
9. Posso fazer protótipos em fundição injectada?
10. Qual é o melhor processo para cavidades internas complexas?
Fundição em areia com a utilização de núcleos de areia O processo de fundição por injeção proporciona normalmente mais liberdade para cavidades internas profundas, subcavadas ou complexas. No caso da fundição sob pressão, a criação de caraterísticas internas complexas exige a deslocação de corrediças ou núcleos de sacrifício, o que aumenta drasticamente o custo e a complexidade da matriz.
Notas finais para compras e engenheiros
A escolha entre fundição sob pressão e fundição em areia não é uma decisão unidimensional. Avalie as necessidades de material, escala, geometria da peça, prazo de entrega e custo total de aquisição. Use protótipos para validar a função e, em seguida, amplie a ferramentaria após o congelamento do projeto. Em caso de dúvida, peça aos fornecedores protótipos fundidos em areia e cotações de fundição sob pressão para que possa comparar o desempenho técnico e a economia no seu contexto real de produção.
