Para muitas produções de pequeno a médio porte e para componentes que exigem boa resistência mecânica, microestrutura densa e acabamento superficial superior sem o alto custo de ferramentas dos métodos de alta pressão, a fundição por gravidade de alumínio oferece o melhor equilíbrio entre qualidade das peças, metalurgia previsível e eficiência de custos. Quando os moldes são projetados corretamente, o tratamento da fusão é controlado e a solidificação é gerenciada com canais de alimentação e risers estratégicos, as peças de alumínio fundidas por gravidade podem igualar ou exceder a durabilidade dos componentes fabricados por outros métodos de fundição, reduzindo a porosidade e melhorando a usinabilidade.
1. Terminologia e classificação do processo
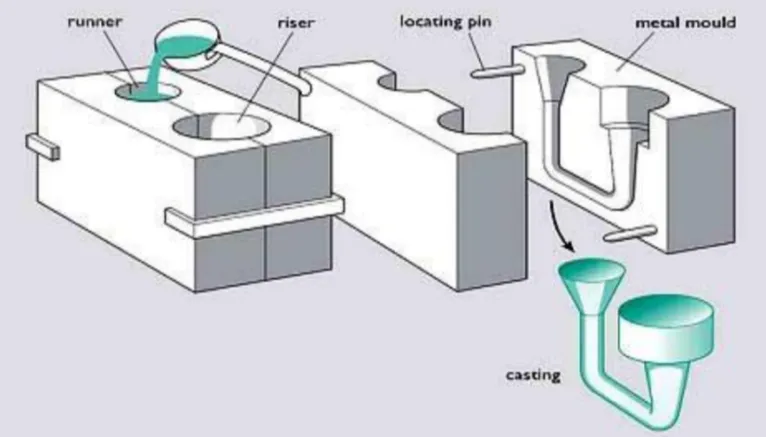
A fundição por gravidade de alumínio refere-se normalmente ao processo em que a liga de alumínio fundida é introduzida num molde sob a influência exclusiva da gravidade. Existem dois significados amplos comumente usados na indústria. No sentido mais amplo, a fundição por gravidade inclui fundição em areia, fundição por cera perdida, espuma perdida e técnicas de molde permanente, nas quais nenhuma pressão externa empurra o metal para dentro da cavidade. Num sentido mais restrito, o termo identifica a fundição por gravidade em molde permanente, em que uma matriz metálica reutilizável recebe o metal fundido por vazamento a partir de cima e o metal preenche a cavidade de baixo para cima, impulsionado pela gravidade. A fundição por gravidade em molde permanente situa-se entre a fundição em areia tradicional e a fundição por injeção de alta pressão no espectro de custo de ferramentas, acabamento de superfície e propriedades mecânicas.

2. Ligas típicas e metalurgia fundamental
As ligas de alumínio comuns utilizadas para fundição por gravidade incluem A356, A357, A380, ADC12, 356 e várias variantes das séries 3xx e 4xx, escolhidas pela sua boa capacidade de fundição, resistência e resposta ao tratamento térmico. O manuseamento da fusão influencia o teor de hidrogénio, os óxidos e os níveis de inclusão que determinam a porosidade e a resistência. As temperaturas típicas de fusão variam de acordo com a liga; para ligas comuns de fundição de alumínio, a faixa de temperatura de vazamento geralmente fica cerca de 30 a 80 graus acima do liquidus, produzindo temperaturas de vazamento em uma faixa próxima a 650 a 760 graus Celsius para muitas ligas de fundição. O refinamento de grãos, a desgaseificação e os tratamentos de modificação são padrão para produzir uma microestrutura fina e reduzir defeitos de retração. Leia também:Fundição por injeção vs fundição em areia.
Tabela 1. Ligas comuns para fundição de alumínio e referência rápida
| Liga (nome comum) | Casos de utilização típicos | Características de fundição | Tratável por calor |
|---|---|---|---|
| A356 / 356 | Peças estruturais, rodas, caixas | Boa fluidez, boa resistência após o tratamento T6 | Sim |
| A380 / ADC12 | Peças fundidas para uso geral com bom enchimento | Excelente enchimento, resistência moderada | Limitada |
| 319 | Componentes do motor | Boa resistência à fadiga térmica | Sim |
| 6061 (variantes fundidas) | Peças usináveis | Menor fluidez, utilizada seletivamente | Sim |
| Série 4300 | Alta resistência a fissuras por calor | Especializado | Sim |
3. Fluxo de trabalho passo a passo da fundição por gravidade
Uma sequência clara proporciona resultados repetíveis. A sequência a seguir representa as melhores práticas para uma produção robusta.
-
Preparação do molde
As matrizes metálicas precisam de limpeza, pré-aquecimento a uma temperatura controlada, aplicação de revestimentos desmoldantes ou sprays refratários e colocação do núcleo, se utilizado. O pré-aquecimento adequado melhora os gradientes térmicos durante a solidificação. -
Fusão e tratamento de ligas
Derreta num forno adequado. Remova óxidos e inclusões por skimming e utilize fluxos quando apropriado. Realize a desgaseificação com gases inertes ou desgaseificadores rotativos para reduzir o hidrogénio dissolvido. Adicione refinadores ou modificadores de grão para refinar a estrutura dendrítica. Mantenha a química da fusão estável com amostragens regulares. -
Inclinar e servir
Transfira o metal com uma concha ou equipamento de vazamento automatizado. Procure manter uma temperatura de vazamento consistente e uma taxa de vazamento constante para evitar turbulência. -
Despejar no molde
O vazamento deve preencher o molde progressivamente, com o mínimo de respingos. Muitas oficinas utilizam portas de enchimento inferior, copos de vazamento e dispositivos de controlo de fluxo para guiar o metal em seções finas. -
Gestão da solidificação
Use resfriadores, risers e resfriamento controlado para direcionar a solidificação. O objetivo é a solidificação direcional em direção aos risers, para que a porosidade de retração permaneça nos risers e não na peça fundida acabada. -
Agitação e limpeza
Para moldes permanentes, abra a matriz e extraia a peça fundida. Remova as entradas, os alimentadores e os rebarbas com um corte mecânico. -
Tratamento térmico e acabamento
Realize o tratamento de solução necessário, o resfriamento rápido e o envelhecimento, se a liga exigir. Usine até as tolerâncias finais e aplique tratamentos de superfície, se necessário. -
Inspeção e testes
Verificações dimensionais, testes de dureza, inspeção por raios X ou ultrassom para detetar defeitos internos e testes de pressão ou funcionais, quando relevante.
4. Tipos de moldes e opções de ferramentas
Existem três famílias comuns de moldes para fundição por gravidade.
-
Moldes metálicos permanentes (molde por gravidade)
Fabricados em aço ou ferro, proporcionam um arrefecimento rápido, um bom acabamento superficial e repetibilidade dimensional. Estes moldes são adequados para tiragens médias a elevadas, em que o custo inicial das ferramentas se justifica. -
Moldes de areia
Custo de ferramentas mais baixo e alta flexibilidade para formas complexas e peças fundidas de grande porte. Os moldes de areia são descartáveis, o que os torna ideais para protótipos e produção de baixo volume. -
Investimento e moldes de espuma perdida
Oferece alta fidelidade de contorno e reduz a necessidade de usinagem. A fundição por cera perdida pode produzir geometrias de paredes finas, mas requer um controlo mais rigoroso do processo.
A vida útil da ferramenta varia de acordo com o tipo. Os moldes metálicos permanentes proporcionam um melhor acabamento, mas necessitam de manutenção e recondicionamento após muitos ciclos. A vida útil típica de um molde permanente de aço pode variar entre dezenas de milhares e cem mil ciclos, dependendo da liga, do tratamento térmico do molde e da manutenção.
5. Regras de projeto para peças fundidas
Um bom projeto de fundição reduz o desperdício e o tempo de usinagem. As regras principais incluem:
-
Mantenha a espessura da parede uniforme sempre que possível para evitar pontos quentes e cavidades de encolhimento.
-
Forneça filetes generosos nas junções para reduzir a concentração de tensão e problemas de alimentação.
-
Inclua ângulos de inclinação para permitir a extração do molde para processos de moldagem permanente.
-
Use nervuras para dar rigidez, em vez de paredes finas, para manter a alimentação adequada.
-
Localize portas e elevadores para incentivar a solidificação direcional em direção a áreas sacrificiais.
Uma abordagem consciente em relação à linha de separação, ao gerenciamento de rebaixos e ao posicionamento do núcleo preserva a vida útil do molde e reduz o trabalho de acabamento.
6. Controlo de abertura, elevação e solidificação
A estratégia de gating e risering determina a integridade interna. Para preenchimentos por gravidade, o padrão é preencher a partir do ponto mais baixo da cavidade para cima, o que naturalmente empurra os gases à frente do metal líquido. Boas práticas incluem:
-
Use comportas de enchimento inferior para reduzir respingos e o aprisionamento de ar.
-
Coloque os elevadores em secções espessas ou em áreas onde a solidificação concentrará o encolhimento.
-
Adicione resfriamento rápido onde for necessário para ajudar a obter a microestrutura desejada em seções finas.
-
Certifique-se de que existem aberturas de ventilação e canais de transbordamento para que os gases retidos possam escapar.
O planeamento da solidificação direcional ajuda a evitar o encolhimento em áreas de alta tensão e simplifica o tratamento térmico subsequente.

7. Defeitos comuns, causas principais e medidas corretivas
As peças fundidas por gravidade podem apresentar defeitos relacionados com o manuseamento do material fundido, as ferramentas ou o design. Segue-se uma referência resumida.
Tabela 2. Defeitos típicos, causa provável e soluções
| Defeito | Causa raiz provável | Medida corretiva |
|---|---|---|
| Porosidade (encolhimento) | Alimentação insuficiente, má colocação do riser | Reposicionar os elevadores, aumentar o volume do alimentador, solidificação direcional |
| Porosidade do gás | Alto teor de hidrogénio, má desgaseificação, turbulência | Melhorar a desgaseificação, reduzir a turbulência durante o vazamento, usar portas de enchimento inferior |
| Fechaduras frias | Baixa temperatura de vazamento, enchimento lento | Aumente ligeiramente a temperatura de vazamento, modifique a entrada para aumentar a velocidade de enchimento |
| Rasgo a quente | Solidificação restrita em áreas restritas | Alterar o design para proporcionar uma espessura de secção mais uniforme, utilizar resfriadores |
| Inclusões | Limpeza deficiente da fusão, fluxo degradado | Melhore a remoção de impurezas, a filtragem e a manutenção dos revestimentos refratários |
| Acabamento superficial deficiente | Problema de erosão por areia ou revestimento de mofo | Otimize o revestimento e a ventilação do molde, verifique a integridade do molde |
Para a maioria dos problemas, uma análise sistemática da causa raiz que relacione registos de processos, amostras de fusão e registos de ferramentas identificará as ações corretivas que proporcionam melhorias duradouras.
8. Tratamento térmico, usinagem e acabamento
Muitas ligas de alumínio fundidas por gravidade respondem bem ao tratamento térmico para aumentar a resistência e a tenacidade. As sequências típicas incluem tratamento térmico de solução, têmpera e envelhecimento artificial para ligas como a A356. Considerações importantes para o processamento pós-fundição:
-
Mantenha as temperaturas de tratamento da solução dentro das tolerâncias prescritas para evitar o derretimento incipiente de componentes com baixo ponto de fusão.
-
Use meios de resfriamento controlados para evitar distorções; ferramentas ou acessórios podem ser necessários para manter a estabilidade dimensional.
-
Planeie as tolerâncias de usinagem na fase de projeto. As superfícies fundidas por gravidade podem ser mais lisas do que as fundidas em areia, mas ainda assim podem precisar de acabamento para obter superfícies de precisão.
Os tratamentos de superfície, como anodização, revestimento em pó ou galvanização, dependem da liga e do ambiente de serviço pretendido.
9. Controlo de qualidade e testes não destrutivos
As práticas de NDT comuns para peças fundidas por gravidade incluem:
-
Radiografia para mapeamento da porosidade interna.
-
Inspeção ultrassónica para peças fundidas maiores, onde a porosidade pode não ser visível radiograficamente.
-
Verificações com penetrante corante ou partículas magnéticas para detetar fissuras superficiais em ligas adequadas.
-
Verificações metalográficas da estrutura granular e da microsegregação.
-
Testes mecânicos, incluindo tração, dureza e fadiga, quando o projeto requer validação.
O controlo estatístico do processo e a certificação do material recebido constituem a espinha dorsal de uma produção fiável.
10. Economia da produção e quando a fundição por gravidade é preferível
A fundição por gravidade é competitiva em termos de custo para tiragens pequenas a médias, nas quais os moldes permanentes proporcionam um custo por peça mais baixo do que a fundição em areia, evitando os investimentos muito elevados em ferramentas da fundição sob alta pressão. As economias de escala dependem do material, da complexidade da peça e das tolerâncias. Para geometrias simples a moderadamente complexas, com volumes moderados e requisitos de resistência mais elevados, a fundição por gravidade geralmente ganha em termos de custo total por peça. As orientações publicadas sugerem que a fundição por gravidade em moldes permanentes se torna económica em volumes a partir de alguns milhares e aumenta em favorabilidade com o tamanho da produção, enquanto a fundição em areia continua a ser viável para pequenos lotes ou peças únicas de grande dimensão.
Tabela 3. Comparação rápida: fundição por gravidade, fundição por pressão, fundição em areia
| Métrica | Fundição por gravidade | Fundição sob pressão | Fundição em areia |
|---|---|---|---|
| Custo inicial das ferramentas | Médio | Elevado | Baixa |
| Acabamento da superfície | Bom | Muito bom | Áspero |
| Tolerância dimensional | Bom | Excelente | Variável |
| Volumes adequados | Pequeno a médio | Elevado | Protótipo para médio |
| Ligas típicas | Alumínio, magnésio | Alumínio, zinco | Muitas ligas |
| Controlo da porosidade | Bom com alimentação adequada | Risco mais elevado, a menos que haja vácuo/inerte | Variável |

11. Segurança, considerações ambientais e notas regulamentares
O trabalho com metal fundido exige práticas de segurança rigorosas. Os principais controlos incluem:
-
EPI adequado para os trabalhadores, incluindo proteção contra calor e salpicos de metal.
-
Controles de exaustão e ventilação do forno para gerenciar gases de combustão e partículas.
-
Estratégias de filtragem e reciclagem de fusão para reduzir o desperdício de sucata e energia.
-
Armazenamento e manuseamento adequados de fluxos e elementos de liga, em conformidade com a regulamentação local.
-
Inspeção e manutenção regulares de cadinhos, conchas e revestimentos refratários para limitar falhas catastróficas.
A conformidade regulamentar dependerá das leis locais; documente sempre as emissões, a eliminação de resíduos e as características da formação dos trabalhadores.
12. Notas práticas de casos da indústria
A produção no mundo real mostra estes pontos repetidamente:
-
Pequenas alterações na geometria da porta frequentemente produzem melhorias significativas no controlo da porosidade.
-
A química consistente da fusão é um determinante primário do desempenho mecânico repetível.
-
Os programas de indexação de ferramentas e manutenção de moldes que acompanham a contagem de ciclos prolongam a vida útil das ferramentas e reduzem o tempo de inatividade inesperado.
-
A utilização de simulação computacional para enchimento e solidificação compensa na primeira ferramenta complexa, reduzindo as iterações.
Muitos fabricantes estão a adotar a automação parcial para o enchimento e vazamento, a fim de estabilizar a temperatura e a taxa de vazamento, o que reduz diretamente as taxas de refugo.
13. Lista de verificação prática das especificações para iniciar um ciclo de fundição por gravidade
-
Selecione a liga e obtenha o certificado do material.
-
Confirme o material do molde, a receita de pré-aquecimento e o revestimento.
-
Defina a temperatura de fusão alvo e o cronograma de desgaseificação.
-
Defina os layouts de gating, riser e vent nas notas do desenho.
-
Criar um plano de controlo do processo para temperaturas, tempo de vazamento e contagem de ciclos.
-
Pré-qualificar protocolos de inspeção e critérios de aceitação.
-
Executar lote piloto para medição estatística do encolhimento e das propriedades mecânicas.
-
Documentar o plano de ação corretiva para defeitos.
14. Fundição de alumínio por gravidade: Processo e qualidade FAQ
1. Qual é o ponto de controlo mais importante para reduzir a porosidade?
2. Que ligas são mais fáceis de fundir por gravidade?
3. Qual é a diferença entre a fundição injectada por gravidade e a fundição injectada a alta pressão?
4. Como devem ser dimensionados os tubos de elevação para fundições de alumínio por gravidade?
5. As peças fundidas por gravidade podem ser tratadas termicamente?
6. Quando é que a fundição em areia é preferível à fundição por gravidade?
7. Qual é a duração de um molde permanente?
8. Que acabamento é necessário para as superfícies cosméticas?
9. A fundição por gravidade é adequada para peças estruturais de automóveis?
10. Como é que escolho entre fundição por gravidade e fundição por pressão?
15. Dicas práticas finais de um especialista em produtos
-
Inicie os gráficos de controlo do processo no primeiro dia; acompanhe a temperatura de vazamento, a química da fusão e as contagens de ciclos.
-
Use pequenos testes para avaliar as alterações no gating antes de se comprometer com um retrabalho do molde.
-
Colaborar com fornecedores de ligas para ajustar o tratamento de fusão para obter as propriedades mecânicas desejadas.
-
Invista em formação para o manuseamento de fornos e conchas, a fim de minimizar a variabilidade induzida pelo ser humano.
